
Настройка печати отключена невозможно изменить файл с g кодом cura
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
GCODE: Плюшки от ПавлушкиПосле написания предыдущей статьи ко мне стали поступать вопросы на поводу G-CODE.
Решил написать пост об основах G-CODE.
И так приступим …
Не для кого не секрет, что наш с Вами 3D принтер является простым ЧПУ станком (CNC), который просто выполняет команды оператора.
Чтобы мы с принтером понимали друг друга, умными людьми в начале 1960 годов был придуман специальный язык под названием «G-CODE» (G-код).
Программа, написанная с использованием G-кода, имеет жесткое строение.
Все команды управления объединяются в кадры - состоящие из одной или более команд.
Кадр завершается символом перевода строки (CR/LF).
Порядок команд в кадре строго не оговаривается, но традиционно предполагается, что первыми указываются подготовительные команды, затем команды перемещения, затем выбора режимов обработки и технологические команды.
Если говорить коротко, то наш ПК через USB, просто посылают команды на порт принтера (микроконтроллера), а принтер без прикословно их выполняет.
Немного забегая вперед скажу, что G-код для принтера местами отличается от привычного G-кода. Какие-то команды были переделаны под нужды принтера, какие-то были удалены, какие-то вообще не используются, но в целом все очень похоже.
Описание команд будет производится для прошивки MARLIN, возможно будет работать и на других прошивках.
Будут рассмотрены самые только самые основные команды (рабочий минимум), в поисках экзотики, можно пройти по ссылке.
Сами команды делятся на группы:
G - Подготовительные (основные) команды;
М - Вспомогательные (технологические) команды.
Эти команды имеют параметры.
X - Координата точки траектории по оси X [G0 X100 Y0 Z0]
Y - Координата точки траектории по оси Y [G0 X0 Y100 Z0]
Z - Координата точки траектории по оси Z [G0 X0 Y0 Z100]
E - Координата точки выдавливания пластика [G1 E100 F100]
P - Параметр команды [M300 S5000 P280]
S - Параметр команды [G04 S15]
F - Параметр команды, подача (скорость) [G1 Y10 X10 F1000]
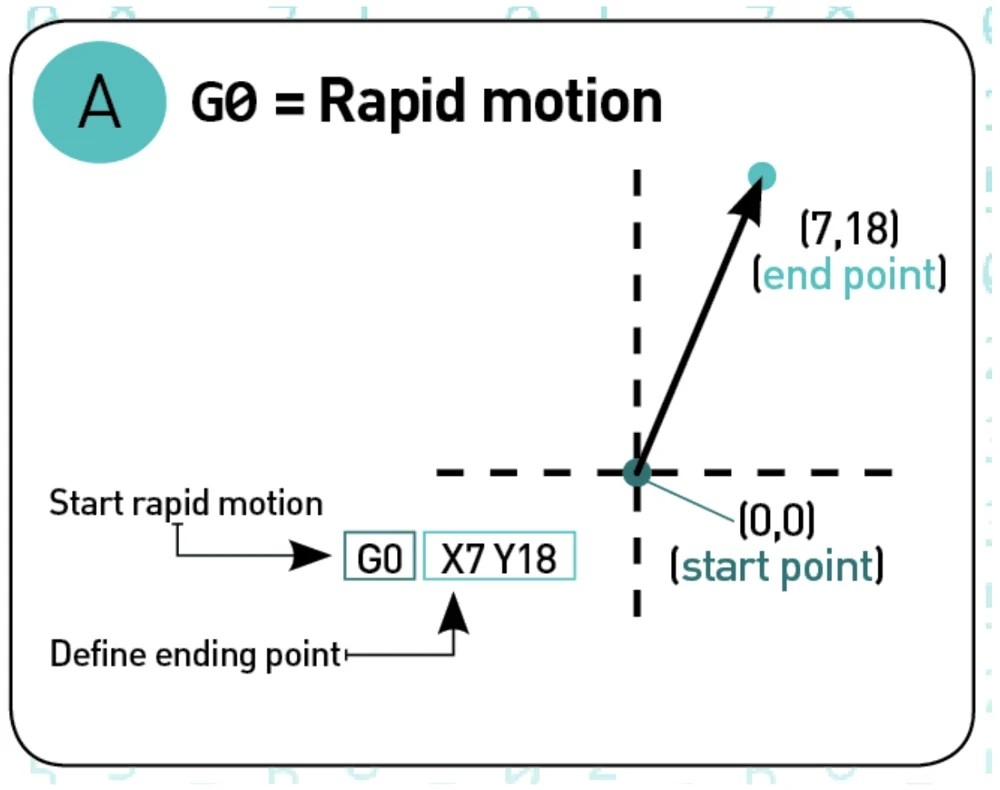
G0 - Холостой ход, без работы инструмента [G 0 X 10]
G1 - Координированное движение по осям X Y Z E [G 1 X 10]
G4 - Пауза в секундах [G4 S15]
G28 - Команда Home - паркуем головку [G28 Y0 X0 Z0]
G90 - Использовать абсолютные координаты [G90]
G91 - Использовать относительные координаты [G91]
G92 - Установить текущую заданную позицию [G92]
Пояснение:
Относительные координаты - это координаты относительно текущего положения головки.
На пример, если головка находиться в положении X10 Y10, то при подаче команды G91
G1 X10 F1000, произойдет смещение головы на 10 мм по оси Х на скорости 1000.
Эту команду можно делать много раз, до достижения «софтового» ограничение в прошивке.
Абсолютные координаты - это координаты, строго привязанные к рабочей области.
При выполнении команды G90 G1 X10 F1000 - головка сместиться в координату X10 на скорости 1000.
Команда выполниться только один раз.
Обычные команды
M0 - Сделать паузу и ожидать нажатия кнопки на LCD дисплеи (работает если в прошивку установлен параметр ULTRA_LCD) [G0 X10 Y10 Z10 M0]
M17 - Подать ток на двигатели (двигатели руками не вращаются)
M18 - Убрать ток с двигателей (двигатели можно вращать руками, аналог M84)
M42 - Управление контактами ARDUINO MEGA 2560 [M42 P4 S255]
M80 - Включить питание, только для ATX - блок питания
M81 - Выключить питания, только для ATX - блок питания
M84 - Выключение всех осей (моторов после простоя) [M84 S10]
М112 - Экстренная остановка
M114 - Получить текущие координаты
M115 - Получить версию прошивки
M119 - Получить статус концевиков
M300 - Проиграть звук [M300 S5000 P280]
Команды SD карты
M20 - Прочитать SD карту (прочитать список файлов)
M21 - Инициализировать SD карту
M22 - Использовать SD карту
M23 - Выбрать файл с SD карты [M23 filename.gcode]
M24 - Начать/возобновить печать с SD карты
M25 - Пауза печати с SD карты
M26 - Установить позицию SD карты в байтах [M 26 S 12345]
M27 - Узнать статус печати с SD карты
M28 - Записать файл на SD карту [M 28 filename . gcode]
M29 - Закончить записать файла на SD карте
M30 - Удалить файл с SD карты [M 30 filename . gcode]
M31 - Получить значение, сколько прошло времени с последнего M109
M928 - Логирование на SD карту [M 928 filename . gcode]
M82 - Установить экструдер в абсолютную систему координат
M83 - Установить экструдер в относительную систему координат
M104 - Ожидание нагрева экструдера до определенной температуры [M104 S190]
M105 - Получить текущую температуру экструдера [M105 S2]
M106 - Включение вентилятора обдува детали [M106 S127] - мощность 50%
M107 - Выключение вентилятора обдува детали [M 107]
M109 - Нагреть экструдер и удерживать температуру [M109 S215]
M140 - Установить температуру стола [M140 S65]
M190 - Нагреть стол и удерживать температуру [M190 S60]
PID M301 - Записать PID параметры в EEPROM [M301 H1 P1 I2 D3]
где: H0 – стол, H1 – экструдер
M302 - Разрешить холодное выдавливание [M302 P1].
M303 - Запустить процесс PID калибровки [M303 E-1 C8 S110]
где: E-1 – стол, E0 – хотэнд, C8 – количество попыток, S – температура.
M304 – Задать PID параметры для стола [M304 P1 I2 D3]
EEPROM – внутренняя память микроконтроллера (не обнуляется при выключении)
M500 - Сохранить параметры в EEPROM
M501 - Прочитать параметры из EEPROM
M502 - Сброс параметров EEPROM
M200 - Задать диаметр филамента [M200 D1.128]
M600 – Замена филамента.
Данные команды можно подавать в консоли из таких программ как Pronterface или Universal-G-Code-Sender.
В Pronterface можно включить режим ответа в меню Settings / Debug communications, программа будет писать все ответы от принтера.




Или открыть файл с G-кодом в блокноте и написать все руками. =)
Чтобы не быть голословным предлагаю Вам разобрать пример G-кода программы:
M190 S60 - включаем нагрев стола и ждём, пока он не нагреется до температуры 60 градусов
M109 S210 - включаем нагрев сопла и ждём, пока оно не нагреется до температуры 210 градусов
G21 - устанавливает метрическую систему координат
G90 - устанавливает абсолютную систему координат
M82 - устанавливает абсолютную систему координат для экструдера
M107 - выключаем обдув детали
M300 S5000 P280 – звуковой сигнал
G28 X0 Y0 - команда Home X Y
G28 Z0 - команда Home Z
G1 X100 Y100 Z5 F1000 - центруем сопло относительно стола
G92 E0 - обнуляет количество выдавленного пластика
G1 F300 E4 - выдавливаем 4 мм пластика со скоростью 300 мм
M106 S125 - включаем обдув детали со скоростью 50%
G1 Z0 - опускаем сопло на 0 мм
G1 X96.11 Y110.92 E87.55 - ездим по координатам и выдавливаем пластик
G1 Z0.2 - поднимаем сопло на 0.2 мм
G1 X96.11 Y111.00 E89.60 - ездим по координатам и выдавливаем пластик
M140 S50 - изменяем температуру стола
G1 Z4.8 - поднимаем сопло на 4.8 мм
G1 X96.11 Y110.92 E87.55 - ездим по координатам и выдавливаем пластик
G1 Z5 - поднимаем сопло на 5 мм
G1 X96.11 Y111.00 E89.60 - ездим по координатам и выдавливаем пластик
G91 - устанавливает относительную систему координат
G1 E-5 F200 - всасывание экструдером 5 мм прутка
M104 S0 - отключением нагрев экструдера
M140 S0 - отключением нагрев стола
M107 - выключаем обдув детали
M84 - выключаем шаговые двигатели
M300 S5000 P280 – звуковой сигнал
Благодарю Вас за внимание!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Аддитивные технологии на современном уровне развития дают возможность пользователю создавать сложнейшие объекты, практически не вникая в суть техпроцесса. Тем не менее, пользователи 3D-принтеров часто интересуются тем, как работает G-code и как его наиболее эффективно использовать — это помогает глубже погрузиться в процесс и понять все тонкости.
Читайте нашу подробную инструкцию о командах G-code, чтобы узнать — что такое G-code для 3D-принтера и как с ним работать.
Содержание
Что такое G-code?
G-code — условное наименование языка программирования устройств с числовым программным управлением (ЧПУ) и написанного на этом языке кода. Был создан компанией Electronic Industries Alliance в начале 1960-х. Программа, написанная с использованием G-code, имеет жесткую и последовательную структуру. В отличие от других языков программирования, в G-code нет циклов, функций и логических команд, т.е. оборудование выполняет ровно то, что подготовила программа, либо пользователь ручным набором.
Также важно понимать что все 3D-принтеры , фрезерные станки, CO2-станки и прочее станки ЧПУ работают практически на одном языке. Разница может быть сугубо в “богатстве языка”, т.е. количестве уникальных команд для того или иного типа устройств.
Основные команды языка
Основные команды языка начинаются с буквы G (отсюда и его название), это например:
- перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое,
- выполнение типовых команд (таких, как запуск вентиляторов, нагревателей и т.д.),
- управление параметрами, системами координат ( абсолютное или относительное исчисление).
Также существует большое количество команд, что начинаются с букв M и T, они относятся к вспомогательным и используются в фрезерных станках и фрезерных обрабатывающих центрах.
Каждая строка G-code содержит в себе конкретную команду и набор параметров, характеризующий само действие оборудования. Так, обычное перемещение во время печати может характеризоваться рядом параметров, таких как направление, время работы приводов, для перемещения на заданное расстояние, количество выдавленного пластика, скорость и ускорение.
Если раньше программировать действия станков приходилось вручную, то в наше время существует большое многообразие программ, что могут преобразовать загруженный 3D-объект в код управления, необходимый станку для создания этого объекта.
Для 3D-принтеров применяются программы, называющиеся слайсерами.
Такие слайсеры, как Cura, Simplify3D и множество подобных, помогают автоматизировать процесс написания кода управления, пользователю остается лишь использовать полученный с их помощью код. Возможная ручная корректировка сводится к коррекции одного или двух параметров, или поиску лишней команды. Теперь не требуется писать 100-200 строк кода, достаточно лишь сгенерировать код в слайсере и, если требуется, внести небольшие правки.
Для ручного внесения правок в G-code рекомендуем использовать бесплатную программу NotePad++. С её помощью можно найти вредоносную команду, пометить все её повторения в коде и удалить их.
Подробнее о командах читайте далее, в разделе “Популярные команды G-code”.
На какие принтеры можно загружать G-code?
Большинство популярных принтеров работает на G-code. Поскольку этот код можно генерировать в любых доступных слайсерах, таких как как Simplify3D, Cura, Chitubox, CreatWare, Slic3er, и легко редактировать в обычном блокноте или NotePad++, то пользователи самых доступных 3D-принтеров Anet A8, профессиональных 3D-принтеров Wanhao Duplicator 6 Plus и 3D-принтеров с двумя экструдерами Hercules Strong DUO могут перенастроить работу аппаратов для достижения оптимального результата.
Но бывают случаи, когда оборудование работает на зашифрованном G-code. Как пример — это Zortrax и их Слайсер Z-suite, что генерирует файл в расширении Z-code. Увы, такие файлы уже не открыть блокнотом и NotePad++, а сторонний слайсер с этим принтером использовать нельзя.
Принцип кодировки команд для 3D-принтера
Каждая строка G-кода — это команда, которую выполняет 3D-принтер. Если ваш принтер “делает что-то не так”, а механика его при этом исправна и настроена правильно, скорее всего дело в коде, где-то в него закралась неверная или находящаяся не на своем месте команда.
Рассмотрим типичную команду:
G1 X-9.2 Y-5.42 Z0.5 E0.0377
В этой кодировке содержится следующая информация:
G1 — перемещаться по прямой;
Координата X — -9,2 мм;
Координата Y — -5,42 мм;
Координата Z — 0,5 мм;
Экструзия — 0,0377 мм.
Как видно на примере, кодировка G-code имеет простой синтаксис. Разобраться в командах может любой пользователь и помнить их все не обязательно — достаточно иметь под рукой список.
Рекомендуем заглянуть в “Энциклопедию Тридэшника” Там можно найти описание и параметры большинства команд.
В каких случаях использовать G-code?
В абсолютном большинстве случаев слайсеры составляют корректный G-code, который обеспечит отличный результат в процессе печати, но существует несколько сценариев, когда оправдана ручная правка G-code.
Случаи, когда целесообразно переписать G-код:
Специальные настройки — выполнение 3D-принтером определенных действий, таких как изменение температуры экструдера в конкретные моменты времени, при печати деликатных/тонких или просто важных областей модели, если слайсер не имеет такого функционала.
Решение проблемы — при печати крупной сложной детали могут возникнуть сложности на определенном этапе. Для устранения проблемы можно добавить специальную команду, например — включение или выключение обдува или добавление ряда своих команд.
Популярные команды G-code

G28 — вернуться в исходное положение
Эта команда сообщает 3D-принтеру о необходимости вернуться в нулевую точку. С этой команды начинается работа 3D-принтера, а также этой командой заканчивается печать. Печатающая головка перемещается в дальний угол печатной камеры, чтобы пользователь мог легко извлечь деталь.
G1 — линейное движение
С этой команды начинается около 95% строк в файле для печати. Команда G1 задает и направление перемещения печатающей головки. В этой же строке может содержаться команда E, которая указывает, сколько филамента (в миллиметрах) необходимо протолкнуть в сопло. Также в строке можно указать команду F, которая задает скорость движения в миллиметрах в минуту.
Пример: G1 X30 E10 F1800 — протолкнуть 10 мм филамента в экструдер, пока печатающая головка перемещается на 30 мм по координате X со скоростью 1800 мм/мин.
G92 — установить текущее положение
Команда задает текущее положение осей. Одно из наиболее распространенных применений команды — это ось E (положение филамента). Если переопределить текущее положение нити, то все будущие команды будут определяться по новому значению. Обычно это делается в начале каждого слоя.
Пример: G92 E0 — установить текущее положение нити в качестве нулевого.
M104 и M109 — температура экструдера
Команды M104 и M109 задают температурные значения в градусах Цельсия (S) для экструдера (экструдеров). При использовании команды M104 3D-принтер может производить другие действия в процессе нагрева. Команда M109 указывает принтеру не предпринимать других действий, пока не будет достигнута заданная температура. При использовании 3D-принтера с двумя экструдерами используются команды T0 для установления температуры правого экструдера и T1 — для левого.
Пример: M104 S190 T0 — начать разогревать правый экструдер до температуры 190 °C.
M140 и M190 — температура рабочего стола
Эти команды указывают на необходимость нагреть рабочий стол до заданной температуры в градусах Цельсия (S). Аналогично примеру выше, команда M140 будет выполняться 3D-принтером одновременно с другими процессами, а команда M190 указывает на необходимость ожидания, пока рабочий стол не будет нагрет до заданной температуры.
Пример: M140 S50 — разогревать рабочий стол до 50 °C.
M106 — скорость вращения кулера
Эта команда задает скорость вращения кулера, который охлаждает изделие. Скорость вращения (S) устанавливается в диапазоне значений от 0 (выключен) до 255 (максимальная скорость).
Пример: M106 S128 — включить кулер на скорости 50%.
Как отредактировать G-code?

Для редактирования G-code можно использовать различные оффлайн- и онлайн-программы. Рассмотрим основные инструменты.
Notepad++
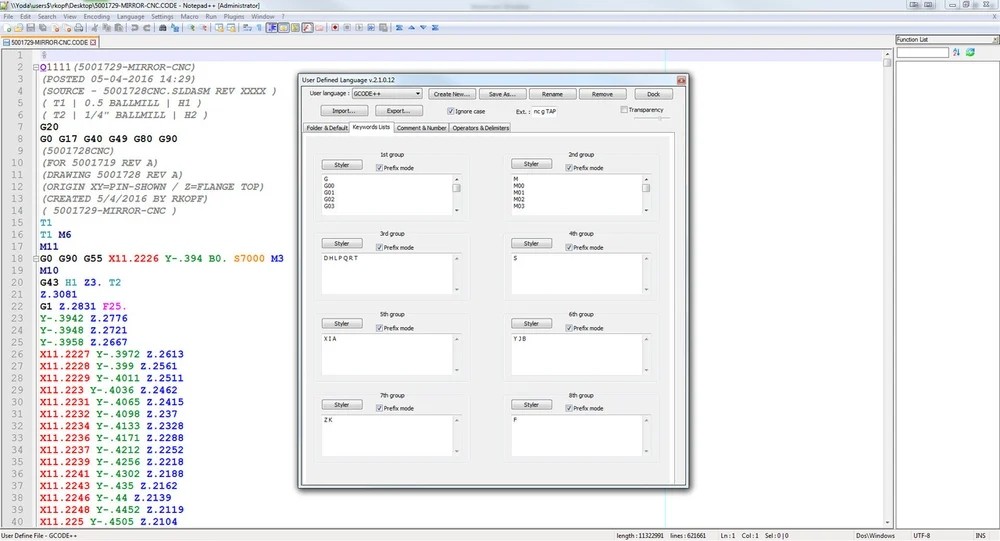
Бесплатная программа, в которой можно настроить выделение синтаксиса G-code. ПО доступно для ОС Windows.
gCodeViewer
Облачное приложение, которое оптимизировано для создания команд для 3D-принтеров. Среди специфических функций — послойный просмотр изделия в 2D-режиме.
Simplify3D

Популярный слайсер, имеет собственный редактор G-code. Пользователю доступно создание автоматических сценариев, например — стандартное выполнение 3D-принтером определенных действий в начале и в конце процесса печати.
Итоги
Использование языка программирования G-code не только насущно необходимо, но и способствует пониманию 3D-печати. Пользователь не обязан следовать рекомендациям производителей филамента или 3D-принтера, чтобы получить идеально напечатанный объект. Экспериментируя с настройками слайсеров и возможностью ручного редактирования команд G-кода, пользователь может получить любой результат, опираясь на собственный опыт работы с различными материалами и свою фантазию.
Купите Simplify3D — слайсер с редактором G-code, для максимально удобного и понятного взаимодействия с кодом 3D-моделей, а значит и более простой, беспроблемной печати. Покупая ПО в Top 3D Shop вы приобретаете лицензионный программный продукт у официального поставщика на территории России, вся необходимая для отчетности документация предоставляется по требованию.
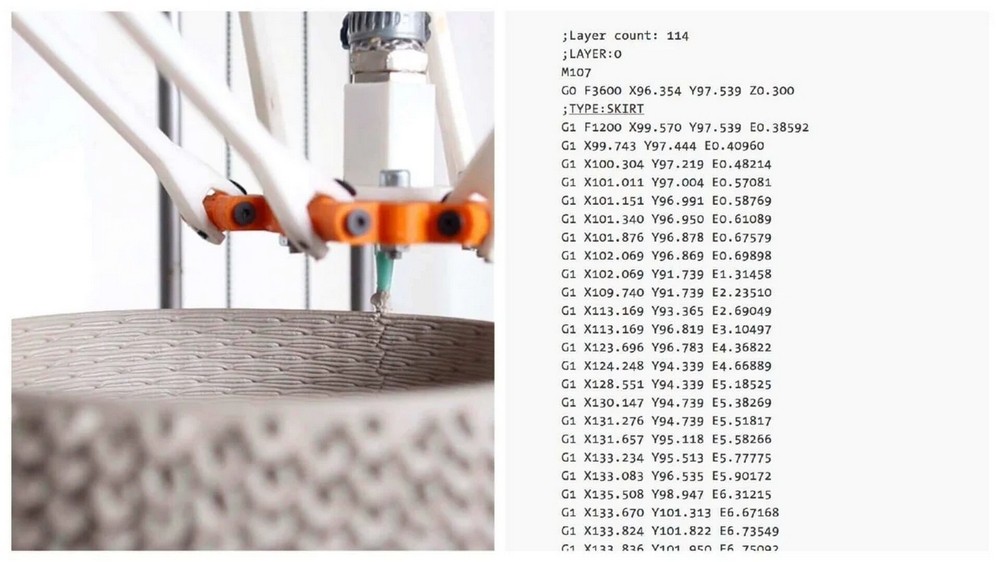
Всем привет. Я думаю, что могу не стесняясь заявить о том, что на сегодняшний день все 3d принтеры являются тупыми. Под этим я подразумеваю то, что они не могут принять в себя файл 3d модели, который будет содержать информацию о геометрии детали, каким-то образом внутри себя переработать и напечатать. Возможно, через некоторое время такая функция будет доступна, но на данный момент они все понимают только g-код. Это очень простая штука. Если вы откроете любой файл сгенерированный, слайсер программой в обычном текстовом редакторе и посмотрите, что там внутри, вы увидите просто последовательный список простейших команд для принтера. Например, нагреть сопло до определенной температуры, нагреть стол до определенной температуры, передвинуть печатную головку в такую точку, с такой-то скоростью и при этом выдави такое-то количество пластика, и так далее.

Но совсем другое это код написать с нуля. Если для какого-то кубика это еще и возможно, то для сложных моделей это уже становится за гранью возможностей человека. И вот тут уже нужен слайсер. Это программа, которая автоматизировано сделает за человека весь этот огромный объем работы. Но 3d принтеров существует огромное количество, совершенно разные конструкции, поэтому сделать какой-то слайсер, который смог бы в автоматическом режиме под каждый 3d принтер и под каждого случая и под каждый вид пластика автоматически все генерировать ну просто невозможно. Именно поэтому нам приходится слайсер настраивать под каждый конкретный принтер, а для того, чтобы добиться хорошего качества - иногда перенастраивать даже для каждой конкретной печати.
Несмотря на то, что 3d печать кажется очень простой, а именно технология fdm - то есть нагревание определенного количества пластика и выдавливание, передвигая сопло по определенной траектории, существует очень очень много тонкостей. Из-за этого для слайсера существуют очень много настроек, которые достаточно сильно влияют на качество печати. И вот когда вы заходите в какую-нибудь Cura и включаете там отображение всех параметров, совершенно непонятно что со всеми этими настройками делать, потому что просто глаза разбегаются.
Поэтому сегодня я именно об этом расскажу. Какие настройки стоит трогать, какие не надо, какие значения выставлять и так далее.
Но перед тем как вы продолжите читать - пара ремарок.
Во-первых, я буду говорить только о слайсере Cura. Причем про конкретную версию 3.4.1. Другие программы работают примерно также, имеют точно такие же настройки, но где-то одной или двух может не быть, где то будут дополнительные настройки. Это не критично. Поняв основы, вы наверняка сможете применить эти знания и в других слайсерах.
В-третьих, объем информации невероятно большой и в рамках одной статьи я не смогу подробно рассказать о каждом конкретном параметре, о том как они калибруются и так далее. Поэтому я опишу очень поверхностное только о то, что нужно именно для первоначальной настройка любого 3d принтера. Для того, чтобы вытащить максимум качества из своего конкретного 3d принтера, придется многие из этих параметров калибровать. Информацию об этом не побрезгуйте поискать в интернете. Опять таки, некоторые, не самые важные, параметры я буду пропускать. Найти более подробную информацию вы всегда сможете в оффициальной документации Сura, благо она достаточно подробная. Зачастую просто из названия или из комментария понятно, что этот параметр делает.
Раздел качество![]()

- высота слоя. Это разрешение печати по высоте. Чем меньше, тем поверхность будет более гладкая, слоистость менее заметна, но при этом печататься будет значительно дольше. Для нормального качества ставьте значение в половину от диаметра сопла, но не более 75 процентов от диаметра и не менее одной десятой. У меня сопло 0.4 миллиметра - это один из самых популярных стандартов. так что высоту слоя ставим 0.2;
- высота первого слоя. Понятно из названия. Используются в основном для улучшения адгезии, но в общем случае ставьте равным толщине слоя;
- ширина линии. Параметр хитрый. В общем случае должен быть равен толщине сопла. Если уменьшить, линии будут ложиться плотнее, если увеличить, наоборот, между ними появится расстояние. Не рекомендую играть с этим параметром.
Дальше, почти до конца раздела, идут переопределения ширины линии для отдельных элементов модели. Опять же, не рекомендую трогать. Последний параметр в разделе:
- ширина линии первого слоя. Если кратко, то если стол нормальный откалиброван, то ставьте сто процентов, а если нет, то калибруйте стол, а не этот параметр.
Раздел ограждение![]()

- толщина стенки и количество линий стенки. Параметры связаны. Для сопла 0.4 миллиметра две стенки - это нормальное качество. 3 ставим, если надо сделать прочно и 4, если очень прочно. Другие значения, то есть 1 или там 5 или больше не рекомендую ставить;
- расстояние очистки внешней стенки. Этот параметр отвечает за то, какое расстояние сопло проходит вдоль стенки после окончания линии. Рекомендую от половины диаметра сопла до целого то есть от 0.2 до 0.4 в моем случае. до лишь пять
Дальше 5 связанных параметров, отвечающих за количество слоев для дна и крышки.
Раздел заполнение![]()

Раздел материал![]()

- температура сопла. Cтавим равной рекомендуемой для вашего пластика. Обычно пишется на коробке. Если указан диапазон, то берите среднее значение. Дальше настройки не особо важные. Единственное, смотрите, чтобы температура начала и конца печати не были ниже нижнего предела для вашего пластика;
- температура рабочего стола. Обычно выставляется равной температуре стеклования пластика. PLA - 65, PETG - 80, ABS - 105.
- температура стола для первого слоя. Можно повысить на 5 - 10 градусов, чтобы исключить момент, когда на термисторе уже нужная температура, поверхность стола не успела прогреться;
- диаметр. Тут важно проверить, что стоит ровно столько, сколько у вас в реальности. Если будет стоять другое значение, то есть при прутке 1.75 вы здесь оставите 3 например, то будет некорректно рассчитываться количество выдавливаемого пластика. У вас будет либо недоэкструзия, либо переэкструзия;
- поток. Настройка - головная боль. Про нее можно отдельную статью писать. Опишу как подобрать этот параметр в двух словах. Ставите значение 90 процентов и печатаете обычный куб. Смотрите на крышку если недоэкструзия, то повышаете на пару процентов и повторяете, пока крышка не будет выглядеть нормально. Если переэкструзия, то соответственно уменьшаете;
- поток для первого слоя. Если откалиброван нормально, то должен стоять как и обычно;
- разрешить откат. Точно разрешаем. Без него печатать почти невозможно;
- откат при смене слоя. Можно включить, если шов очень сильный. Не факт, что это его уменьшит, но попробовать можно;
- величина отката. Для bowden ставим 5-7 мм, для direct - от 1 до 3 (детальная информация о конструкциях экструдеров);
- скорость отката. Я много экспериментировал пришел к "золотой цифре" 25 миллиметров в секунду для всех принтеров с совершенно разными экструдерами. И быстро более-менее и качество получается в порядке. Но можете поэкспериментировать, может быть у вас оптимальными выйдут другие цифры;
- дополнительный заполняемый объем при откате. Если после отката пластик начинает давиться не сразу, то можно поставить здесь немного и возвращаться пластика будет больше чем откатилось. Ну а если после отката дается капля, ставим тут значение с минусом. Начинаем с 0.1, увеличиваем или уменьшаем, пока не добьемся нормального результата. Конечно, если у вас все нормально откалибровано, то здесь должен стоять 0;
- минимальное перемещение при откате. Позволяет избегать очень часто повторяющихся откатов. Ставьте от двух до пяти толщин сопла.раздел скорость тут
Раздел скорость

Тут все очень зависит от вашего принтера. В частности, его конструкции и насколько он откалиброван.
- скорость. Если вы не знаете с какой скоростью печатать, то поставьте 50 миллиметров в секунду, а потом повышаете по 10-20 до момента, когда качество перестанет устраивать или не появятся косяки типа смещения слоев. После этого надо немножко уменьшить, чтобы был запас и печатайте именно с такой скоростью;
- скорость заполнения. Можно поставить такой же или даже повыше. Главное, чтобы не начались какие-то смещения;
- стенки/дно/крышка. Лучше печатать по медленнее;
- скорость перемещения. Должна быть в пределах разумного для кинематики принтера. Чаще всего проскачивание ремня или пропуск шагов, приводящие к смещению слоев происходит как раз из-за того, что люди правят именно скорость печати, а эту не трогают и она остается значительно выше, чем обычная скорость печати. Поэтому тут нужно смотреть именно на то, что способен перенести ваш принтер. Если он начинает проскакивать допустим при условных 100 мм/с, то здесь нужно поставить 90 а скорость печати где-нибудь в 80, а то и 60;
- скорость первого слоя. Чтобы лучше липла, желательно печатать помедленнее но необязательно. Тут все зависит от способа, которым модель клеится на стол. К примеру, для ultrabase покрытий я ставлю 15 мм/с, а для гладкого стекла с клеем можно и 40 и 50 совершенно спокойно печатать, потому что там адгезия значительно выше;
- максимальная скорость по оси z. Может ограничить скорость перемещения по этой оси, чтобы уменьшить нагрузку на мотор, избежать пропуска шагов. Но вообще, если мотор не справляется, то проблема с механикой. Или мотор недостаточно мощный. И исправлять надо там, а не здесь настраивать.
- количество медленных слоев. Ставьте один или два в зависимости от того, насколько хорошо пластик липнет к столу;
- выравнивание потока материала. Это зло. не включайте;
- разрешить управление ускорением/рывком. Лучше не включать и не использовать. Это довольно опасная настройка, для подбора которой нужен опыт. Лучше не трогать.
Раздел перемещение![]()

Раздел охлаждение![]()

- включить вентиляторы. Включаем для всех видов пластика. Ну разве что кроме деталей из ABS, которым я вообще не рекомендую пользоваться;
- скорость вентилятора. Ставим, исходя из типа пластика и мощности системы. Штатная система охлаждения обычно маломощная, поэтому для PLA и PETG ставим 100. Для ABS поставьте 20 или вообще ноль. Также, если будет расслоение любого вида пластика, то стоит уменьшить обдув.
- максимальная скорость вентилятора. Обычно максимальную скорость рекомендуют также держать 100 процентов. В этом случае порог переключения на повышенную скорость не важен;
- начальная скорость вентилятора. Эту скорость на первом слое рекомендую для всех видов пластика сделать 0. Обдув включать уже начинается после 2 или 3 слоя;
- обычная скорость вентилятора на слое. На каком именно слое установится заданная скорость. До этого скорость вентилятора будет постепенно возрастать с каждым слоем. Допустим, если вентилятор на первом слое 0 процентов, на четвертом 100, то на второй слой программа сама поставит 33 процента, на третьем 66;
- минимальное время слоя. Поставьте 5 секунд. Это замедлит печать при очень маленьких слоях;
- минимальная скорость. Не даст замедлять ниже этого значения, так как на совсем малых скоростях принтер тоже нормально печатать. 10 - 15 миллиметров обычно минимум;
- подъем головы. Лучше отключить. Нужен он для того, чтобы, когда слой слишком маленький и его нужно замедлить до скорости ниже минимальной, сопло поднималось, давая слою дополнительное время, чтобы остыть. На практике вызывают кучу проблем.
Раздел поддержки![]()

Тут опять таки все сложно и объяснение стоит отдельной статьи. Но при этом настройки от принтера или типа пластика не особо зависят поэтому, вкратце опишу лишь основные моменты.
- шаблон поддержек лучше всего зигзаг. Он удаляется легче и печатается нормально. Но для сложных моментов может понадобиться выставить концентрический;
- количество линий стенки поддержки обычно стоит оставить 0, но при наличии крохотных областей, я выставляю 1. Это помогает упрочнить маленькие поддержки, чтобы они не отваливались во время печати;
- зазор поддержки по оси z ставим от 0.1 до 0.2. Чем больше, тем легче будет отделить, но тем ниже и качество нижней поверхности, которые будут печататься на этих поддержках;
- связующий слой всегда включаем. Он помогает добиться лучшего качества нависающих областей и при этом мы отделяется легче.
- плотность и связующего слоя и дна ставим 50 - 80 процентов. Чем больше, тем лучше качество, но сложнее отделять;
- использование башен. Всегда включайте. Это реально помогает;
- диаметр башен. Можно увеличить, если их отрывает. раздел прилипание к столу
Раздел прилипание к столу![]()

Тип прилипания к столу. Юбка - это несколько линий, печатаемых вокруг модели на некотором расстоянии. Используется, чтобы дать экструдеру прочиститься перед началом печати. Кайма - точно такие же несколько линий, но без расстояния от модели. Увеличивает площадь соприкосновения со столом и улучшает адгезию. Ну и также выполняет работу юбки. Подложка - массивная структура в несколько слоев которая хорошо липнет к столу, а к ней хорошо липнет модель после печати. От модели отделяется как поддержки. Минус - нижняя поверхность детали будет плохого качества. Для юбки ставим количество линий 3 - 5 штук и расстояние 3 - 10 миллиметров. Минимальная длина 500 миллиметров даст уверенность, что экструдер точно успеет выйти на рабочий режим. Для каймы настройки такие же, только без расстояния от модели. По поводу настройки каймой только снаружи рекомендую ее включать для большинства моделей и выключать только там, где есть проблемы с колебанием внутренних частей. Для подложки настроек много. Дополнительное поле подложки - это насколько подложка будет иметь большую ширину, чем модель. Сглаживание подложки - это радиус углов, помогает им лучше липнуть. Воздушный зазор - расстояние между подложкой и моделью. Все точно так же как с поддержками - от 0.1 до 0.2. z наложение первых слоев нужно, так как из-за зазора первый слой модели оказывается ниже и остальные слои желательно тоже передвинуть чуть ниже. Так модель будет лучше в нижней части. Верхние слои подложки - ставим 2, иначе качество нижнего слоя модели будет совсем отвратительным. Скорость печати середины подложки лучше сделать поменьше, так как это увеличит адгезию. 15 мм для низа и 30 для остального - это хорошо. Скорость вентилятора для подложки ставим 0.
Остальные разделы
Остальные разделы для новичков не особо нужны. Но если хотите, откройте их и почитайте подсказки к различным опциям. Это может быть довольно интересно.
На этом все основные параметры разобрали.
Всем удачной 3d печати и не забывайте делиться своим личным опытом в комментариях.
Выбираем свой 3D принтер
Устанавливаем габариты области печати


Настройка параметров печати
Вкладка «Основные» настройки



Качество печати
1 – Толщина слоя печати. Зависит от диаметра сопла. Хорошее качество – 1/2 диаметра сопла. Лучшее качество – 1/4 диаметра сопла.
2 – Толщина стенок. Должна быть кратна диаметру сопла. Одинарная стенка – хуже внешний вид, но лучше прочность, если заполнение 100%.
3 – Откат (Ретракт). Всасывание расплава пластика, при переходе на другой островок печати.
Заполнение
4 – Толщина верха и низа детали. Толщина верха влияет если низкий процент заполнения детали и нить сильно провисает. Могут остаться рваные отверстия и торчать застывшие нити пластика.
5 – Процент заполнения детали. Плотность решётки внутри детали. 0% — будет полая деталь. Нужна для прочности и поддержки верхних слоёв.
Скорость и температура
6 – Скорость печати. Учитывается, если не заданы детальные настройки на вкладке «Продвинутые».
7 – Температура сопла. Зависит от типа пластика. ABS 210-270C, PLA 180-210C.
8 – Температура стола. ABS 105-115C. Для PLA 70C на каптоновом скотче и 0С на синем скотче.
Поддержка
9 – Тип поддержки. Поддержка нужна для нависающих и наклонных поверхностей детали для защиты от провисания нитей:
Нет – не использовать поддержку.
От поверхности – поддержка по минимуму.
Везде – поддержка по максимуму.
10 – Тип усиления адгезии (прилипания) к столу:
Нет – ничего. Только круги вокруг детали
Кайма – увеличение площади детали для лучшего сцепления со столом и защиты от отлипания углов. Настраивается во вкладке «Продвинутые».
Подложка – решётчатая многослойная подложка под деталь. Используется для деталей с маленькой площадью соприкосновения со столом. Настраивается во вкладке «Продвинутые».
Пруток (филамент, нить)
11 – Диаметр используемого прутка. Нужно замерить штангенциркулем для точности.
12 – Процентное изменение объёма экструзии нити из сопла. Настраивается для каждой катушки пластика индивидуально. Если щели между нитями на заливке — нужно увеличить, если деталь превращается в месиво — нужно уменьшать.
Вкладка «Продвинутые» настройки

Принтер (Сопло)
1 – Диаметр отверстия сопла
Откат (Ретракт)
2 – Скорость отката прутка. На большой скорости болт экструдера может сорвать слой прутка и потерять сцепление.
3 – Длина ретракта. Если при переходе сопла на следующую часть детали из сопла вытекает нить — нужно увеличить параметр.
Качество (Первый слой)
4 – Толщина первого слоя. Зависит от кривизны стола и диаметра сопла.
5 – Ширина первого слоя в процентах. Влияет на качество адгезии. Выше – лучше. Если на первом слое щели между нитями — нужно добавлять %.
Скорость (Детальная настройка скорости печати)
7 – Скорость холостого перехода, без выдавливания пластика. На холостом переходе может задевать отвердевшие торчащие нити пластика. Минимальная скорость 80 мм/с.
8 – Скорость печати первого слоя. Ниже – лучше. Рекомендуемая скорость 20 мм/с.
9 – Скорость заполнения детали. Можно больше. Обычно 60-120 мм/с.
10 — Уменьшаем скорость для гладкой верхней поверхности.
11 – Скорость печати внешнего контура. При 20 мм/с получается отличное качество поверхности.
12 – Скорость печати внутренних слоёв контура. Средняя между скоростью заполнения и скоростью печати внешнего контура. При большой скорости влияет на качество внешнего контура.
Охлаждение
13 – Минимальное время печати слоя, даёт слою время на охлаждение перед переходом к следующему слою. Если слой будет укладываться слишком быстро, 3D принтер будет снижать скорость укладки, вписываясь в указанное время. Обычно ставлю 20 сек.
14 – Включение вентилятора для охлаждения детали во время печати. Используется только для PLA – подобных пластиков. На ABS ухудшает сцепление слоёв.
Дополнительные настройки печати
Включение дополнительных настроек


Подробные настройки

Эти же настройки появляются в мини меню вкладки «Продвинутые»
Ретракт — всасывание нити пластика
3.1 — Поднимать сопло над деталью во время ретракта, мм. При перемещении над поверхностью детали, чтобы не задевать застывший пластик.
Контур (Юбка, Skirt) — выдавливание пластика вокруг детали для подготовки сопла к печати детали
10.3 — Количество колец выдавливания пластика вокруг детали.
Охлаждение детали
14.1 — На какой высоте включать охлаждение детали.
14.2 — Минимальная скорость вентилятора охлаждения.
14.3 — Максимальная скорость вентилятора.
14.4 — Ограничение минимальной скорости укладки нити.
14.5 — Отводить сопло от детали для лучшего остывания. Время после которого отводить сопло настраивается в Подробные настройки\Охлаждение\Минимальное время на слой (сек.).
Заливка
5.1 — Делать заливку верхнего слоя. Для печати пустых и открытых деталей (вазы, стаканы).
5.3 — Процент перехлёста нитей. Для лучшего сцепления нитей между ними.
Поддержки
9.1 — Структура поддержек:
Grid — решётка,
Lines — линии. Легче удаляется.
9.2 — Угол наклона поверхности, при котором начинают формироваться поддержки. Ставлю 60 градусов.
9.3 — Плотность структуры поддержек, в процентах.
9.4 — Расстояние от стенок детали до поддержек по осям XY. Чем меньше, тем труднее удалить поддержки.
9.5 — Расстояние от нижней поверхности детали до поддержек по оси Z.
Кайма (Brim) — Увеличение площади соприкосновения детали и стола
10.1 — Ширина поля, в линиях нити.
Подложка (Raft) — нужен для печати деталей с маленькой площадью касания со столом
10.2 — Настройка параметров Raft
Исправление ошибок 3D модели
15 — Автоматическая коррекция некоторых ошибок 3D модели

Дополнительные меню на вкладке «Основные» повторяют настройки из «Подробные» настройки
Дополнительная меню на вкладке «Продвинутые» повторяет настройки из «Подробных настроек»

Сохранение настроек в файл и восстановление


Манипуляции на рабочем столе

Окно рабочего стола
1 — Вид детали на рабочем столе.
2 — Загрузка файла и добавление 3D модели на рабочий стол.
3 — Запуск печати на 3D принтере или сохранение G-кода программы на SD карту или на жёсткий диск, для автономной печати с SD карты.
4 — Расчётное время печати детали.
5 — Расчётная длина прутка для этой детали.
6 — Расчётный вес детали со всеми дополнительными структурами.
7 — Варианты просмотра детали.
8 — Просмотр загруженной 3D модели детали.
9 — Послойный просмотр детали со всеми дополнительными структурами.

1 — Послойный просмотр детали со всеми дополнительными структурами.
2 — Общее количество слоёв детали.
3 — Просматриваемый слой.
4 — Внутренняя структура заполнения.
5 — Структура поддержек.
6 — Внешний вид юбки, со всеми настройками.
Поворот детали по осям

При щелчке левой кнопкой мыши по детали на рабочем столе, в левом нижнем углу появляются пиктограммы:
1 — Поворот детали по оси. Тянем левой кнопкой мыши выбранную ось.
2 — Отображается угол поворота.
3 — Сброс в исходное положение.
4 — Выравнивание нижней плоскости детали, относительно рабочего стола.
Изменение габаритных размеров детали

1 — Пиктограмма изменения габаритов.
2 — Тянем с зажатой левой кнопкой мыши, для изменения габаритов детали.
3 — Сброс изменений.
4 — Максимальные габариты.
Отражение детали в плоскостях

Перед печатью
Изменяем вид интерфейса


Интерфейс программы Cura в стиле программы Pronterface, во время печати.
Изменяем стартовый G-код

1 — Здесь мы можем поменять координаты XYZ начального выезда сопла над столом
2 — Здесь настраиваем количество выдавливаемого пластика (E). Положительное значение — выдавить, отрицательное — втянуть. Выдавливание нужно для наполнения сопла расплавом перед печатью, чтобы не было пробела в начале печати.
Этот код вставляется в начале каждой программы.
Читайте также: