
Монтаж буксового узла на горячей посадке торцевое крепление гайкой
Буксовые узлы с подшипниками качения делятся на узлы с цилиндрическими и сферическими роликовыми подшипниками. На железных дорогах СНГ применяются буксовые узлы только с цилиндрическими и сферическими роликовыми подшипниками.
С 1964 г. новые вагоны на сферических подшипниках не выпускаются, и к настоящему времени их удельный вес не превышает 5% от буксовых узлов с подшипниками качения и по мере выхода из строя они заменяются цилиндрическими подшипниками.
Основной буксовый узел современного вагона — это буксовый узел с цилиндрическими роликовыми подшипниками на горячей посадке, которыми оснащаются все типы пассажирских и грузовых вагонов. Весь пассажирский и около 80% грузового вагонного парка переведены на буксовые узлы с роликовыми подшипниками.
С 1982 г. все новые вагоны выпускаются только на роликовых подшипниках. Объясняется это тем, что вагоны на роликовых подшипниках более надежны в эксплуатации, чем на подшипниках скольжения. Отцепки вагонов и задержки поездов по грению букс на роликовых подшипниках в несколько раз меньше, чем на подшипниках скольжения.
Удельное сопротивление поездов при трогании с места снижается в 7—10 раз, а расход топлива или электроэнергии локомотивами — на 10%.
Кроме этого, при роликовых подшипниках возможно увеличение скоростей движения поездов и длины безостановочных участков, что приводит к повышению пропускной способности железных дорог и сокращению объема работы по обслуживанию поездов.
В буксовых узлах с подшипниками качения меньше расходуется цветных металлов и смазочных материалов, чем с подшипниками скольжения. Таким образом, буксовые узлы на подшипниках качения обладают лучшими техническими качествами, чем буксовые узлы на подшипниках скольжения.
Основными требованиями, предъявляемыми к буксовым узлам, являются: безотказность и долговечность работы в существующих условиях эксплуатации в течение установленных сроков службы, небольшая собственная масса; взаимозаменяемость и унификация деталей; простота выполнения монтажа и демонтажа узлов при ремонте и хорошая герметизация буксового узла.
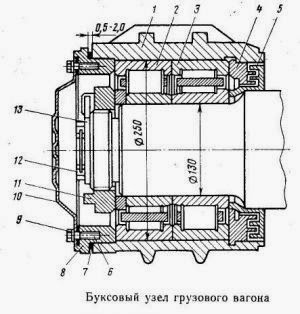
Буксовый узел с роликовыми подшипниками современного грузового вагона имеет корпус 1, в котором размещены два подшипника — передний 2 и задний 3 с цилиндрическими роликами.
Корпус закрыт со стороны колеса лабиринтными уплотнениями 4 и 5, а впереди крепительной 8 и смотровой 10 крышками с болтами 6 и шайбами 9.
Подшипники закреплены с торца корончатой гайкой, болтами 12 и стопорной планкой 13.
Между корпусом и крепительной крышкой установлено уплотнительное кольцо 7.
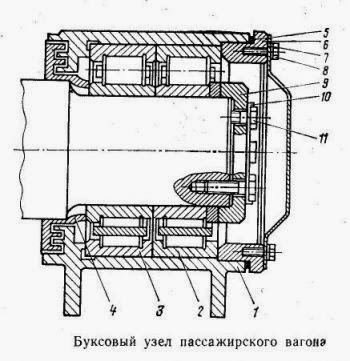
Типовой буксовый узел пассажирского вагона с креплением подшипников шайбой имеет корпус буксы передний 2 и задний 3 подшипники на горячей посадке, лабиринтное 4 и уплотнительное 5 кольца, крепительную 6 и смотровую 7 крышки, болты 8, торцовую шайбу 9, стопорную шайбу 10 и болты закрепляющие шайбу.
Корпус буксы предназначен для передачи нагрузки от массы вагона на шейку оси, ограничения перемещений колесной пары вдоль и поперек относительно рамы тележки и размещения подшипников.
В корпус буксы закладывают смазку. Конструкция корпуса буксы определяется схемой опирания рамы тележки на буксовый узел и конструкцией лабиринтной части его.
Корпус может быть изготовлен с опорными кронштейнами и сплошной лабиринтной частью либо с пазами для челюстей и с впрессованной лабиринтной частью.
Корпус буксы грузового вагона с цельной лабиринтной частью 2 представляет собой отливку из стали марок 20ФЛ, 20ГЛ.
Для получения мелкозернистой структуры отливки корпуса букс подвергаются термической обработке. В стенках отливки передней части делают отверстия с нарезкой под болты М20 для закрепления крепительной крышки. В задней части корпуса растачиваются кольцевые лабиринтные канавки 2.
По бокам в корпусе сделаны приливы и пазы для соединения с боковое рамой тележки. Для равномерного распределения нагрузки между роликами вдоль образующей на потолке буксы сделаны ребра 3 жесткости, а для опоры рамы тележки — ребра 4.
Внутренний диаметр корпуса растачивается по размеру 250 мм. Масса стальной буксы 45 кг.
Вагонный парк в опытном порядке начинает оснащаться корпусами букс из алюминиевого сплава АМГ-6, что позволяет снизить массу необрессоренных элементов и улучшить взаимодействие вагонов с верхним строением пути.
Корпус роликовой буксы из алюминиевого сплава АМГ-6 по своей конструкции имеет большое сходство с корпусом, изготовленным из стали.
Внутренняя цилиндрическая поверхность нового корпуса обрабатывается с отклонением 250 мм что обеспечивает нормальную посадку подшипников.
Корпус буксы из сплава АМГ-6 имеет массу 15,3 кг, что почти в 3 раза легче стального. Крепительные крышки и корпуса букс из алюминиевого сплава соединяют стандартными болтами и пружинными шайбами. Как показали результаты наблюдений, корпус из сплава АМГ-6 удовлетворяет условиям прочности для современных и перспективных условий эксплуатации подвижного состава. Его достоинство— стабильность механических параметров в течение длительного времени, а также улучшение взаимодействия вагона и пути.
Корпус буксы пассажирского вагона выполнен заодно целое с лабиринтной частью. В нижней части корпус с обеих сторон имеет кронштейны с отверстиями 2, через которые пропущены шпинтоны.

На кронштейны опираются пружины буксового подвешивания, а на них — рама тележки. Для обеспечения рационального распределения нагрузки на ролики подшипников свод корпуса букс имеет переменное сечение. С передней стороны корпуса буксы, к которому может крепиться промежуточная часть редукторно-карданного привода, поставлены шпильки. Они ввернуты в отверстия для болтов крепительной крышки.
В потолке буксы пассажирского вагона делается не сквозное отверстие М16X1.5 для постановки термодатчика, предназначенного для контроля температуры нагревания буксового узла при движении поезда.
Лабиринтное кольцо и лабиринтная часть корпуса препятствуют вытеканию смазки из буксы и попаданию в нее механических примесей.
Кроме этого, кольцо фиксирует положение корпуса буксы на шейке оси. Кольцо, изготовленное из стали марок Ст5 и ОсВ, насаживают на пред под ступичную часть оси в горячем состоянии при температуре 125— 150 °С.
После остывания кольцо удерживается на оси за счет на тяга 80— 150 мкм.
Крепительная крышка уплотняет и фиксирует наружные кольца подшипников в буксе. Крышку отливают из мартеновской или электростали марок 20ФЛ, 20ГЛ либо из стали II группы. После отливки крышка подвергается термической обработке, затем передается на механическую обработку. В зависимости от типа буксового узла крепительные крышки могут иметь четыре или восемь отверстий для их крепления к корпусу.
Смотровая крышка необходима для промежуточной ревизии буксового узла и обточки колесной пары без демонтажа букс. Крышку изготавливают штамповкой из стали Юкп (ГОСТ 1050—74) либо из алюминия АЛ9. Смотровую крышку присоединяют к крепительной при помощи четырех болтов M12.
Детали торцового крепления подшипников служат для предотвращения сдвига внутренних колец в осевом направлении. К ним относятся: корончатые торцовые гайки, стопорные планки, специальные шайбы и болты для крепления планок шайб.
Изготавливают эти детали из стали Ст5 либо 40Л1 методом точного литья.
Корончатые гайки обычно изготавливают шестигранными с одиннадцатью пазами для постановки стопорной планки. Планку укрепляют в пазу торца оси двумя болтами диаметром 12 мм, скрепляемыми вязальной проволокой.
В колесных парах с роликовыми буксовыми узлами современных вагонов для торцового крепления подшипников применяются специальные шайбы. Шайбы изготавливают двух разновидностей, с тремя или четырьмя отверстиями для постановки болтов.
Материалом для изготовления шайб является сталь СтЗ.
Для крепления шайб на торцах шеек осей имеются отверстия с нарезкой, куда ввертывают крепежные болты. В центре шайбы предусмотрено отверстие большого диаметра для обеспечения установки центра станка при обточке поверхности катания колес, производимой без демонтажа буксовых узлов.
Кроме перечисленных деталей, в буксовом узле используются уплотнительные прокладки, кольца, пружинные шайбы, бирки и др. Внутри корпуса буксы обычно размещаются два подшипника качения. Подшипники для грузовых и пассажирских вагонов железных дорог МПС единые.
Это радиальные подшипники с цилиндрическими роликами размером 130X250X80 мм.
Задний подшипник имеет номер 30-42726 ЛМ, а передний — номер 30-232726Л1М.
По этим номерам можно судить о размерах подшипника, его серии, конструкции, типе, точности изготовления. Эти подшипники выполнены разъемными: наружное кольцо, сепаратор, ролики образуют отдельный блок, который свободно снимается и надевается на внутреннее кольцо. Такая конструкция упрощает технологию монтажа и демонтажа буксового узла, поэтому она находит широкое применение в вагоностроении.
Внутренние кольца подшипников неподвижно посажены на шейку оси и вращаются вместе с ней, а наружные свободно установлены в корпусе буксы и удерживаются крепительной крышкой. Неподвижность крепления внутренних колец на шейке оси достигается за счет натяга, равного 40— 70 мкм.

Букса стальная или чугунная коробка, внутри которой размещены подшипник скольжения, вкладыш, смазочный материал и устройство для подачи смазочного материала к шейке оси, либо подшипник качения и смазочный материал.
Букса является связующим звеном между колёсной парой и рамой вагона. Для ограничения перемещения букса имеет направляющие, поводки, шпинтоны или жёстко соединяется с либо колёсной парой. Для предотвращения загрязнения смазки букса имеет уплотняющее устройство.
Узлы и детали:
1 – корпус буксы
2 – передний подшипник
3 – задний подшипник;
4 – лабиринтная часть корпуса;
5 – лабиринтное кольцо;
6 – болт М12 с шайбой;
7 – резиновое кольцо;
8 – крепительная крышка;
9 – смотровая крышка
10 – гайка М110;
11 – болт М12 с вязальной проволокой
12 – стопорная планка;
13 – прокладка резиновая
14 – шайба крепительная;
15 – шайба стопорная;
16 – болты М20.
Сборка начинается с установки нагретого до температуры 125-150°С лабиринтного кольца на предподступичную часть оси. Надевая кольцо, необходимо следить за тем, чтобы оно дошло до упора в торец предподступичной части оси.
После полного остывания кольца лекальным угольником проверяется перпендикулярность его установки, а щупом — плотность посадки. Проверив правильность установки кольца, в его лабиринт закладывают смазку.
Далее на резьбовую часть оси навинчивают направляющий стакан, предохраняющий ее от повреждений при последующей установке внутренних колец подшипников. Сначала надевают предварительно нагретое до 100-120°С внутреннее кольцо заднего подшипника бортом вперед и продвигают его вплотную к лабиринтному кольцу. Затем устанавливают нагретое внутреннее кольцо переднего подшипника.
На фото - лабиринтное кольцо и два внутренних кольца подшипников насажены на шейку оси.
На торце - 4 отверстия для тарельчатой шайбы. То есть - это ось РУ-1Ш
Далее в корпус буксы, покрытый предварительно внутри тонким слоем смазки, последовательно устанавливают блоки заднего и переднего 6 подшипников. Каждый блок представляет собой наружное кольцо с роликами. При установке блоков следят за тем, чтобы маркировка на кольце блока заднего подшипника была обращена к лабиринтной части корпуса, на кольце блока переднего подшипника — к передней части корпуса. Пространство между роликами и наружными кольцами заполняется смазкой.
Корпус буксы с установленными внутрь блоками подшипников (покрытыми смазкой)
Корпус буксы, подготовленный таким образом, надвигается на ось по внутренним кольцам подшипников вплотную к лабиринтному кольцу.
Этот комплект будет надвигаться до тех пор, пока ролики не упрутся в борт внутреннего кольца заднего подшипника. Дальнейшее перемещение невозможно. А чтобы корпус с подшипниками не мог сместится обратно, он фиксируется торцовым креплением. Сначала - упорным приставным кольцом, которое играет роль бурта для переднего подшипника, а затем корончатой гайкой или тарельчатой шайбой в зависимости от типа оси.
Следовательно, далее на шейку оси надевают приставное упорное кольцо и на резьбовую часть оси навинчивают торцевую гайку до соприкосновения с упорным кольцом или закрепляют болтами торцевую шайбу. Под болты ставят стопорные шайбы, концы которых загибают на грань головки каждого болта.
При креплении подшипников торцовой гайкой в паз оси устанавливают стопорную планку, таким образом чтобы хвостовик планки вошел в одну из прорезей (шлиц) гайки. Стопорную планку закрепляют болтами с пружинными шайбами. Болты связывают вязальной проволокой, пропущенной через отверстия в головках.
Далее в процессе сборки одна треть свободного пространства передней части буксы заполняется смазкой. Корпус буксы закрывается соединенными между собой крепительной и смотровой крышками, которые крепят к корпусу болтами с пружинными шайбами. Затяжка болтов должна быть равномерной. Между крышками устанавливают резиновую прокладку, а между торцом корпуса и фланцем крепительной крышки — резиновое кольцо.
После сборки измеряют зазор между фланцем крепительной крышки и торцом корпуса (должен быть не менее 0,3 мм) и проверяется легкость вращения буксы относительно шейки оси.
При полной ревизии букс производят:а) демонтаж букс с роликовыми подшипниками без снятия внутренних и лабиринтных колец в соответствии с действующими нормативно-техническими документами. Внутренние и лабиринтные кольца снимают при их неисправности, расформировании колесных пар, а также отсутствии специального щупа и дефектоскопов для проверки оси и внутренних колец на шейке оси;б) промывка, осмотр, проверка и дефектоскопирование деталей роликовых подшипников, других деталей буксового узла и колесных пар;в) ремонт деталей буксового узла и колесных пар;г) измерение радиальных и осевых зазоров, посадочных отверстий внутренних колец при их установке, посадочных поверхностей корпусов букс;д) монтаж букс.Промежуточную ревизию производят:а) при обточке колесных пар без демонтажа букс;б) при обыкновенном освидетельствовании колесных пар;в) при единовременной технической ревизии пассажирских вагонов;г) в качестве профилактической меры по отдельным указаниям (профилактическая ревизия). Результаты ревизии заносятся в журнал формы ВУ-92
Монтаж букс с роликовыми подшипниками можно осуществлять на поточной линии с применением механизированных стендов или ручным способом.К монтажу допускаются подшипники и колесные пары, имеющие температуру окружающей среды. Поэтому монтаж букс необходимо производить не ранее, чем через 12 часов после обмывки колесных пар в моечных машинах и не ранее, чем через 2 часа после обточки кругов катания колес при ремонте, а подшипники - не ранее, чем через 8 часов после обмывки их в моечной машине.Монтаж букс начинают с установки на предподступичную часть от лабиринтного кольца, подобранного по натягу и нагретого до температуры 125ч150°С в электропечи, масляной ванне или индукционным нагревателем. Величина натяга лабиринтных колец при ремонте должна составлять 0,02ч0,15 мм. Лабиринтное кольцо должно упереться в торец предподступичной части оси.. Правильность расположения кольца проверяют лекальным угольником и щупом.Внутренние кольцаподшипников подбирают к шейкам с учетом натяга, который должен составлять при ремонте 0,03-0,065 мм. Кольца нагревают до температуры 100-120 0 С таким же образом, как и лабиринтное кольцо. Устанавливают кольца с помощью направляющего стакана и монтажной втулки. После установки внутренних колец ставят упорное кольцо и при помощи шайбы и болтов М20 или торцевой гайки все детали затягиваются в осевом направлении. По мере остывания внутренних колец болты или гайка подтягиваются для обеспечения плотного прилегания деталей друг к другу. В корпус буксы после покрытия его посадочной поверхности цилиндровым маслом устанавливают блок заднего подшипника маркировкой к лабиринтной части и блок переднего подшипника , маркировка которого обращена к передней части оси .Пространство между роликами и проточкой лабиринтной части корпуса или лабиринтного кольца заполняют смазкой по всему периметру.Подготовленный корпус буксы устанавливают на ось вплотную к лабиринтному кольцу. Корпус буксы с блоками подшипников должен устанавливаться на внутренние кольца свободно, без особого усилия.. Далее на шейку оси устанавливают упорное кольцо маркировкой, обращенной к резьбовой части оси, навинчивают гайку М 110Ч4 и затягивают ее при помощи гаечного ключа и молотка массой 3-5 кг двумя-четырьмя ударами, прилегаемыми на плече 0,5 м.Затем в паз оси устанавливают стопорную планку, болты стопорной планки с пружинными шайбами. Болты связывают отожженной проволокой,которую увязывают по форме цифры . При монтаже букс на осях РУ1Ш после установки упорного кольца ставят тарельчатую шайбу и крепят ее четырьмя или тремя болтами М20. Под болты ставят стопорную шайбу. Затягивают болты М20 тарированным ключом усилием с крутящим моментом 230-250 Н·м (23-25 кгс·м). Для обеспечения равномерной затяжки болтов завинчивание четырех болтов выполняют. Края стопорной шайбы загибают на грань каждого из болтов. Одна треть свободного пространства передней части буксы заполняется смазкой, и корпус буксы закрывается крепительной и смотровой крышками 14, которые крепят к корпусу буксы болтами М20 с пружинными шайбами. Между смотровой и крепительной крышкой ставят новую резиновую прокладку а между корпусом буксы и крепительной крышкой - новое резиновое кольцо. Крышки скрепляют между собой болтами М12 с пружинными шайбами и затягивают усилием с крутящим моментам 100ч120 Н·м. Общее количество смазки, закладываемое в буксу, должно быть 800ч900 г. Качество монтажа буксы проверяют измерением зазора фланцем крепительной крышки и торцом корпуса, а также проверяй легкость вращения буксы относительно шейки оси. Допускаемый неравномерный зазор должен быть не менее 0,3 мм в зоне расположения ушков. Вращение буксы на шейке оси должно быть свободным. Кроме того, вручную проверяют осевое смещение буксы вдоль шейки оси, которое должно быть свободным в пределах осевого разбега.После проверки буксу окрашивают черной краской. Данные монтажа буксы заносят в журнал ВУ-90.
17.Ремонт боковых рам и надрессорных балок тележек грузовых вагонов.
Ремонт боковых рам тележек заключается в восстановлении изношенных трущихся мест и заварке допускаемых трещин. Втулки кронштейнов для валиков подвесок тормозных башмаков при капитальном ремонте заменяют независимо от величины износа. При деповском ремонте втулки подлежат замене при износе более 1мм. Если диаметр отверстия для втулки более 45 мм, отверстие рассверливают до диаметра 50 мм, устанавливают металлическую втулку с внутренним диаметром 45 мм и обваривают ее по периметру. Износ поверхностей направляющих для букс допускается по ширине буксового проема не более 4 мм при деповском ремонте и не более 3 мм — при капитальном. При ремонте наплавкой износ не должен превышать 8 мм на сторону. Изношенные опорные поверхности 3 при глубине износа более 1мм допускается устранять фрезерованием при условии, что оставшаяся высота прилива опорной поверхности должна быть не менее 0,5 мм.
При наличии любых трещин в несущих зонах боковые рамы бракуются. Разрешается ремонтировать сваркой при плановых видах ремонта следующие дефекты: трещины 4 направляющего буртика фрикционного клина или его отколы; трещины 5 в кронштейне подвески триангеля, если их длина не более 32 мм; продольную трещину б ь стенке прилива для валика подвески триангеля; откол ушек 7 в местах крепления фрикционных планок, если отколото не более двух ушек по диагонали.
При осмотре надрессорной балки определяют исправное состояние верхних, вертикальных, нижних поясов и колонки, опорной части подпятника, исправность боковых опор скользунов и степень износа трущихся поверхностей. Внутренние поверхности балки осматривают с подсветкой через технологические отверстия верхнего и нижнего поясов.
При плановых видах ремонта разрешается:заварка трещин в опорной поверхности подпятников, если они не переходят через наружный бурт и их суммарная длина не превышает 250 мм; заварка продольных трещин от литейного отверстия, если они не переходят на наружный бурт и их суммарная длина не превышает 250 мм; заварка трещин в углах между ограничительными буртами и наклонной плоскостью для клина; заварка трещин боковых опор скользуна, если их длина не более 100 мм; заварка продольных трещин наклонной плоскости, не выходящих на ограничительные бурты;
наплавка отколов наружного и внутреннего буртов подпятников. Если внутренний бурт отсутствует, или длина отколовшейся части более половины его периметра, или отверстие для шкворня имеет износ более 2 мм на сторону, бурт восстанавливают путем вварки втулки высотой 15 мм над опорной поверхностью подпятника; наплавка наклонных плоскостей и опорной поверхностиподпятника, если износ превышает 3 мм при деповском ремонте и 2 мм — при капитальном ремонте. Оставшаяся толщина металла наклонных поверхностей надрессорных балок должна быть не менее 7 мм, а подпятника — не менее 18 мм; наплавка упорных ребер надрессорных балок, ограничивающих смешение пружин, при износе до 8 мм.
Упорные наружные и внутренние бурты подпятников наплавляют, если оставшаяся толщина наружного бурта не менее 11 мм, внутреннего — не менее 7 мм. Перед выполнением сварочных работ на боковых рамах и надрессорных балках необходимо ремонтируемое место подогреть до температуры 250+300°С. При деповском ремонте наклонные поверхности надрессорных балок разрешается ремонтировать приваркой планок или вваркой вставок. Планки и вставки изготавливают из тех же сталей, что и над- рессорные балки. Допускается использовать вставки, вырезанные из полос забракованных тяговых хомутов после их проверки дефектоскопированием, а также изготовленные из стали марок Ст 3 сп и 20.Приварка планок разрешается, если оставшаяся толщина наклонной плоскости 6-9 мм. Наклонные поверхности необходимо отфрезеровать до толщины 8 или 6 мм для установки ремонтной планки толщиной соответственно 10 и 12 мм. Ремонт вставками толщиной 18 мм производят, если выявлен износ стенок надрессорных балок свыше 9 мм, включая сквозные протертости и провалы. Перед установкой вставки в наклонной плоскости вырезается окно с использованием ручной кислородной резки и специального кондуктора. Подготовленные планки или вставки ставятся на прихватках и, после подогрева наклонной плоскости до температуры 200+250°С, приваривают ручной сваркой электродами марок УОНИ-13/45 или полуавтоматической сваркой в среде углекислого газа сварочными проволоками СВ-08Г2С или СВ-09Г2СЦ. Корневой шов при ручной дуговой сварке производят электродами диаметром 3 мм, последующие — диаметром 4-5 мм. Начало и окончание каждого из проходов не должно находиться в углах вставки. Для снижения сварочных напряжений все швы, начиная со второго, должны проковываться по мере остывания металла при температуре не менее 450°С либо ниже 150°С. Проковка при температурах 150+450°С запрещена. Нижнюю изношенную поверхность наплавляют заподлицо с поверхностью вставки или планки. Качество сварочных швов проверяют магнитопорошковым методом. Колпак скользуна при износе более 3 мм ремонтируют наплавкой или приваркой накладок. Высота боковых сторон колпака должна быть не менее 76 мм, а узких—не менее 70 мм. Колпак должен быть закреплен сквозным болтом диаметром 12 мм с гайкой, пружинной шайбой и шплинтом. Для регулировки зазоров между скользунами рамы вагона и тележки под колпак скользуна устанавливают прокладки толщиной 1,5-5 мм в количестве до четырех штук. Шкворни с износами по диаметру более 3 мм ремонтируют наплавкой с последующей механической обработкой.
При подкатке под вагон подпятники тележек смазывают графитовой смазкой или отработанной смазкой ЛЗ-ЦНИИ.
Осмотр и ремонт соединительных балок производят на стендах- кантователях. Более конкретные требования к ремонту соединительных балок тележек восьмиосных вагонов изложены в Типовом технологическом процессе на ремонт соединительной балки четырехос-ной тележки ТК-232.
Общий вид колесной пары с буксовым узлом приведен на рис. 2.13.
Обратите внимание.
Буксовый узел (рис. 2.13) устанавливается на шейку оси и представляет собой достаточно герметичную конструкцию с верхними приливами и боковыми ограничителями для взаимодействия с боковой рамой тележки.
Разрез буксового узла приведен на рис. 2.14.
Буксовый узел включает: 1 и 2 — передний и задний цилиндрические роликовые подшипники; 3 — корпус буксы; 4 — лабиринтное кольцо; 5 — лабиринтную впрессованную часть корпуса буксы; 6 — уплотнительное кольцо; 7 — крепительную крышку; 8 — уплотнительное кольцо; 9 — крепительную шайбу; 10 — смотровую крышку; 11 — крепительный болт; 12 — шайбу; 13 — болты крепления смотровой крышки.
Кратко рассмотрим предназначение основных составных частей буксового узла.

Рис. 2.13. Общий вид колесной пары с буксовым узлом
Корпус буксы (3) предназначен для размещения элементов буксового узла и смазки. Конструкция корпуса буксы определяется схемой опирания рамы тележки на буксовый узел.
Лабиринтное кольцо(4) и лабиринтная часть (5) корпуса, образуя четырехкамерное бесконтактное уплотнение, препятствуют вытеканию смазки из буксы и попаданию в нее механических примесей.
Крепительная крышка (7) фиксирует наружные кольца подшипников и герметизирует корпус буксы с наружной стороны.
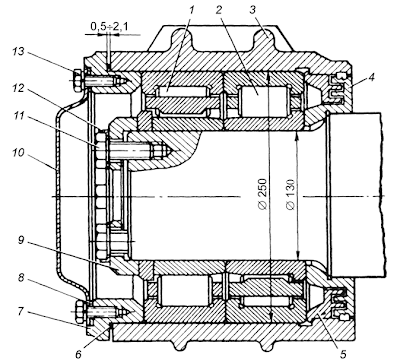
Рис. 2.14. Буксовый узел с цилиндрическими подшипниками и крептельной шайбой
Смотровая крышка (10) предназначена для осмотра на пунктах технического обслуживания переднего подшипника и контроля состояния смазки, а также обеспечения обточки колесной пары без демонтажа букс.
Роликовые подшипники (1 и 2) являются главной составной частью буксового узла, а все остальные элементы предназначены для обеспечения их надежной работы.
Схемы подшипников приведены на рис. 2.15.
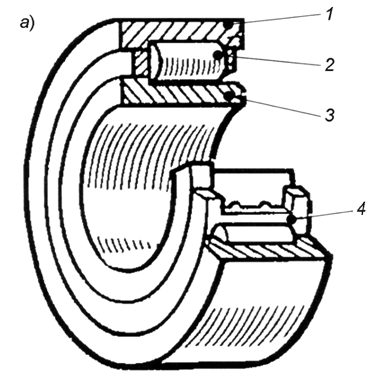
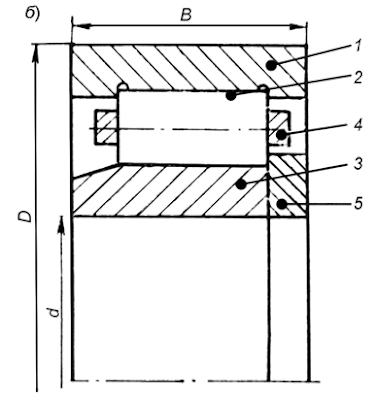
Рис. 2.15. Роликовые радиальные подшипники:
а) с короткими цилиндрическими роликами однорядные с одно бортовым внутреннем кольцом на горячей (прессовой) посадке; б) с короткими цилиндрическими роликами однорядные с безбортовым внутреннем кольцом и плоским упорным кольцомна горячей (прессовой) посадке.
1 — наружное кольцо; 2 — ролики; 3 — внутреннее кольцо;
4 — сепаратор; 5 — упорное кольцо
Общий вид роликовых подшипников приведен на рис. 2.16.

Рис. 2.16. Общий вид роликовых цилиндрических
подшипников
Каждый подшипник состоит из внутреннего и наружного колец. Между кольцами помещаются ролики, которые с помощью сепаратора (клетки) удерживают их на одинаковом расстоянии друг от друга.
Внутреннее кольцо подшипника устанавливается на шейку оси колесной пары с натягом (неподвижно), а наружное кольцо свободно входит в корпус буксы. Поворачиваясь вместе с осью, внутреннее кольцо увлекает за собой ролики, каждый из которых вращается вокруг своей оси и перекатывается между наружным и внутренним кольцами по дорожкам качения. Свободное перемещение роликов обеспечивается радиальным и осевым зазорами, а также осевым разбегом [3, 8].
Для работы роликовых подшипников с минимальным сопротивлением их заправляют (смазывают) консистентной (густой) смазкой ЛЗ-ЦНИИ (летне-зимняя, т. е. всепогодная).
Важной составной частью являются элементы торцевого крепления внутренних колец подшипников на шейке оси (рис. 2.17).

Рис. 2.17. Варианты торцевого крепления подшипников на шейке оси:
а — корончатой гайкой; б — торцевой шайбой:
1 — шестигранная гайка; 2 — стропорная планка; 3 — болт; 4 — торцевая шайба; 5 — упорное кольцо; 6 — стопорная шайба
В выпускаемых раньше колесных парах (РУ1-950) дополнительное крепление внутренних колец подшипников осуществляется с помощью корончатых торцевых гаек, стопорных планок и ботов M12 для крепления планок (рис. 2.18).
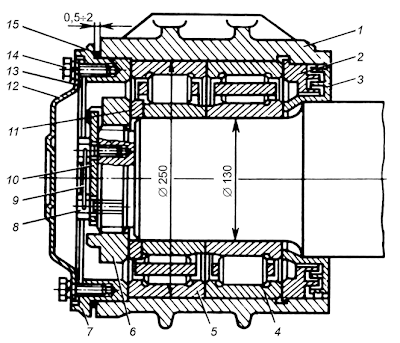
Рис. 2.18. Буксовый узел с цилиндрическими подшипниками и крепительной гайкой M110x4:
1 — корпус буксы; 2 — лабиринтная впрессованная часть корпуса буксы; 3 — лабиринтное кольцо; 4 и 5 — подшипники; 6 — крепительная гайка; 7 — крепительная крышка; 8 — болт; 9 — шплинт; 10 — крепительная планка; 11 — упорное кольцо;
12 — смотровая крышка; 13 — уплотнительное кольцо; 14 — болты крепления смотровой крышки; 15 — уплотнительное кольцо
Корончатые гайки обычно изготавливают шестигранными с одиннадцатью пазами для постановки стопорной планки. Планку укрепляют в пазу торца оси двумя болтами, скрепляемыми вязальной проволокой.
В современных колесных парах типа РУ1Ш-950 (буквы в обозначении: Р — роликовая, т. е. для роликовых подшипников; У — унифицированная, т. е. для грузовых и пассажирских вагонов; Ш — крепление подшипников при помощи шайбы) для торцевого крепления подшипников применяются специальные шайбы (рис. 2.17). Для стопорения болтов от самоотвинчивания используется объединенная стопорная отгибная шайба.
Надежность работы буксового узла во многом зависит от тщательности монтажа (сборки) его на шейке оси колесной пары. Количество операций по монтажу букс с роликовыми подшипниками и их последовательность зависят от способа посадки (установки) их на шейку оси.
На рис. 2.19 приведен алгоритм (последовательность) монтажа буксового узла с роликовыми подшипниками при прессовой посадке.
Опыт эксплуатации буксовых узлов показал, что главными причинами выхода их из строя (отказов) являются допускаемые нарушения технологии при подборе и монтаже роликовых подшипников на шейку оси, а также несовершенства элементов корпуса буксы.
С целью повышения работоспособности буксовых узлов у современных вагонов они выполняются с кассетными подшипниками полной заводской сборки.

Рис. 2.19. Алгоритм монтажа буксового узла с роликовыми подшипниками
Так в 2005 году ФГУП Уралвагонзавод направил в опытную эксплуатацию партию тележек с кассетными буксовыми узлами (рис. 2.20).
Сущность кассетного буксового узла состоит в том, что он выполняется из нескольких частей: адаптера; полимерной износостойкой вставки на адаптер и кассетного подшипникового узла.
Полимерная износостойкая вставка взаимодействует с опорной поверхностью боковой рамы тележки и предохраняет адаптер от чрезмерных износов.

Рис. 2.20. Кассетный подшипниковый узел:
1 — уплотнительный кожух с упругими сальниками; 2 — упорное кольцо; 3 — стопорная шайба; 4 — крепительные болты; 5 — передняя крепительная крышка; 6 — внутреннее кольцо; 7 — наружное кольцо; 8 — сепаратор; 9 — среднее дистанционное кольцо; 10 — комплект конических роликов; 11 — задняя крепительная крышка
Адаптер выполняет роль верхней части обычного корпуса буксы, т. е. перераспределяет нагрузки от боковой рамы тележки на подшипники и имеет приливы для ограничения продольных, поперечных и угловых смещений колесной пары относительно рамы тележки.
Адаптер устанавливается на кассетный подшипниковый узел (рис. 2.20).
Кассетный подшипниковый узел представляет собой готовую к установке конструкцию, отрегулированную на заводе-изготовителе, заправленную смазкой и снабженную внутренними уплотнениями. Он имеет меньшие размеры и массу (55 кг), чем типовой буксовый узел (105 кг), а также требует меньшее количество смазки на заправку узла.
Подшипниковый узел состоит из двухрядного подшипника с коническими роликами, включающего два ряда внутренних колец 6, двух комплектов конических роликов 10, двух сепараторов 8 и единого наружного кольца 7, выполняющего роль корпуса буксы. Положение подшипника на шейке оси фиксируется передней 5 и задней 11 крепительными крышками, а также тремя упорными кольцами (передним 2, средним дистанционным 9 и задним).
Задняя 11 крепительная крышка за счет натяга имеет тугую (прессовую) посадку на шейке оси, а передняя крышка 5 крепится к торцу оси тремя болтами 4, которые фиксируются от самопроизвольного отворачивания стопорной шайбой 3. Герметизация подшипника от проникновения пыли и влаги обеспечивается уплотнительными кожухами 1 (передним и задним) с упругими сальниками (манжетами).
Обратите внимание.
Буксовые узлы являются чрезвычайно ответственными элементами ходовых частей вагонов. Каждая, подчас незначительная, их неисправность может привести к отказу в работе и угрожает безопасности движения поездов.
Основным признаком возможной неисправности буксового узла вагона является, как правило, повышенный нагрев корпуса буксы. Однако встречаются такие неисправности роликовых подшипников, которые на первоначальной стадии не вызывают нагрева букс, но представляют серьезную угрозу для безопасности движения поездов. Поэтому при встрече поездов в пунктах технического обслуживания необходимо выявлять возможные неисправности буксовых узлов как по температурным режимам, так и по внешним признакам.
Причинами повышенного нагрева букс могут являться: а) излишнее количество смазки, что приводит к неравномерному нагреву верхней части корпуса буксы и вытеканию смазки из лабиринтной части буксы; б) заедание в лабиринте вследствие отсутствия зазора между лабиринтной частью корпуса буксы и лабиринтным кольцом, что приводит к повышенному нагреву задней части корпуса буксы; в) ненормальная работа роликовых подшипников из-за: разрыва внутреннего кольца, малого осевого и радиального зазоров в подшипниках, излома или износа сепаратора, потери смазкой своих свойств, неправильной сборки подшипников и других деталей, попадания посторонних тел (песок, металлические включения и т. п.), неправильной сборки тележки (перекос рамы и др.).
При ремонте вагонов должны соблюдаться определенные правила.
Сварочные работы на вагонах и тележках, оборудованных колесными парами с буксами на роликовых подшипниках, должны выполняться так, чтобы подшипники не были включены в сварочную цепь. При этом запрещается использовать рельсы в качестве обратного провода. Подвод тока должен осуществляться по двухпроводной системе с присоединением обратного провода от источника питания дуги и непосредственно вблизи места сварки так, чтобы сварочная цепь не замыкалась через буксы, автосцепку, редукторы и другие разъемные соединения. Во всех случаях сварочные машины и трансформаторы должны быть тщательно изолированы от ремонтных путей.
Категорически запрещается производить обмывку колесных пар с буксовыми узлами, тележек с колесными парами и вагонов на колесных парах, буксовые узлы которых в дальнейшем не подлежат демонтажу.
Читайте также: