
Как сделать угольный стержень своими руками

Мы привыкли, что использованные элементы питания, если это не аккумуляторы, остаётся только выбросить. Но, как оказалось, из батареек можно сделать массу полезных вещей, которые пригодятся домашнему мастеру. Особенно интересным вариантом можно назвать способ, предложенный автором YouTube-канала АвтоХак, который использовал старый элемент питания для изготовления небольшого сварочного аппарата. Конечно, крупные детали им не сварить, а вот для мелких элементов такое приспособление вполне пригодно.
Читайте в статье
Что потребуется для изготовления сварочного мини-аппарата
Деталей, как и инструмента, для изготовления такого аппарата понадобится минимум.
Помимо отвёртки, плоскогубцев и бокорезов необходимо будет подготовить:
- 2 небольших отрезка тонкого сварочного кабеля;
- обычную отработавшую свой век батарейку;
- клемму с винтовыми зажимами;
- рабочий аккумулятор от автомобиля на 12 в.
Разборка батарейки, и как это сделать правильно
Для сегодняшнего примера неспроста были взяты две батарейки. Дело в том, что при отсутствии опыта, разбирая элемент, можно легко повредить графитовый стержень, а именно он и нужен для изготовления сварочного мини-аппарата.
Разбирать батарейку следует с плюсовой стороны. Сначала бокорезами снимается внешняя жестяная оболочка, под которой будет ещё одна. У различных батареек они отличаются. К примеру, у самой простейшей, солевой, эта оболочка изготовлена из цинка. Однако сейчас это не имеет значения. Основная задача – это добраться до графитового стержня.
Очень важно при подобной работе соблюдать элементарные правила безопасности. Нелишней будет перчатка, хотя бы на руке, которая держит гальванический элемент. Даже при отсутствии опасности ожогов руки после работы попросту не придётся отмывать от графита.

Извлечение графитового стержня
После того как оболочка гальванического элемента удалена, с плюсовой стороны требуется снять жестяную пластинку и пластиковое уплотнительное кольцо. Таким образом графитовый стержень немного освободится. Он будет торчать примерно на 2 мм, этого вполне достаточно, чтобы подцепить его. Следует отметить, что здесь потребуется действовать очень осторожно. Вытаскивается он при помощи плоскогубцев с небольшим вращением. Но если переусердствовать, стержень вполне может раскрошиться.

Что делать, если стержень не вытаскивается
Бывают случаи, когда вытащить стержень не представляется возможным. В этом случае следует поступить следующим образом. При помощи тех же бокорезов необходимо аккуратно разорвать оставшуюся на гальваническом элементе оболочку, после чего полностью разобрать батарейку. При подобной работе нужно быть готовым к тому, что будет много мусора, который непросто удалить с поверхностей. Поэтому лучше заранее расстелить плёнку или газету на столе либо верстаке. По окончании разборки подложку можно будет просто свернуть и выбросить.

Изготовление мини-сварочника из использованной батарейки
Для дальнейшей работы понадобится рабочий заряженный автомобильный аккумулятор. Он необязательно должен быть новым. Ёмкость также значения не имеет, но следует понимать, что если он своё отработал (хотя заряд ещё немного держит), то этот параметр всё же сыграет роль. В этом случае более высокая ёмкость в приоритете.
Ещё один нюанс. Чем больше размер аккумулятора, тем меньше он будет греться при работе. Хотя сварочный мини-аппарат и не предназначается для долгой работы, всё же на это тоже стоит обратить внимание.
Для питания сварочного мини-аппарата требуется аккумулятор с выходом 12 в
Изготовление электрода из графитового стержня от батарейки

Финальный этап сборки сварочного мини-аппарата
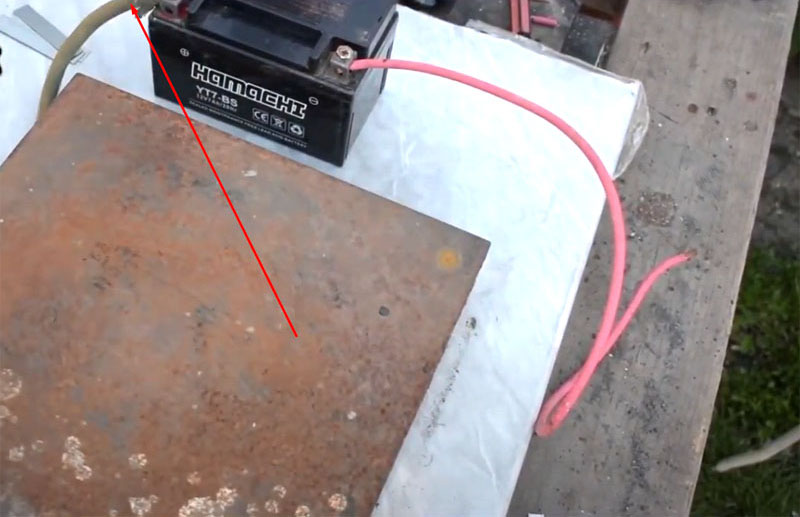
Остаётся пара финальных штрихов, и аппарат будет полностью готов. На верстаке укладывается стальной лист, на котором будут производиться испытания, рядом устанавливается заряженный аккумулятор. К его плюсовой клемме подключается сварочный кабель с зафиксированным на нём электродом. Второй отрезок кабеля подключается к минусовой клемме АКБ – это будет масса. Здесь очень важно не перепутать полярность. В противном случае электрод будет прилипать к металлу, ни о какой нормальной сварке можно не говорить.
Проверка собранного мини-сварочника на работоспособность
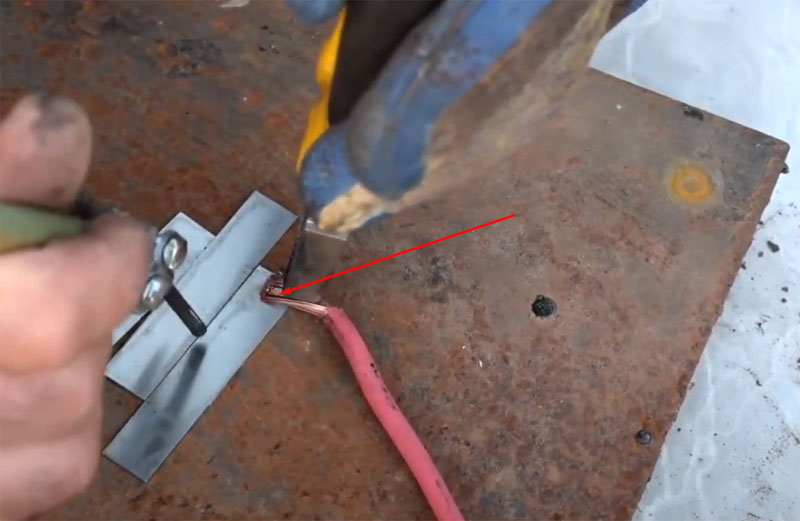
Для проверки работоспособности мини-аппарата можно использовать любой тонкий металл толщиной не более 1 мм. Пластины укладываются на стальном листе вплотную одна к другой. После этого к одной из пластин прижимается минусовой кабель (масса). Для того чтобы соединение было максимально плотным, его следует прижать при помощи плоскогубцев. Но следует обратить внимание, чтобы изоляция рукояток инструмента не имела повреждений.
Электрод, зафиксированный на плюсовой жиле, можно держать непосредственно за изолированную часть кабеля.
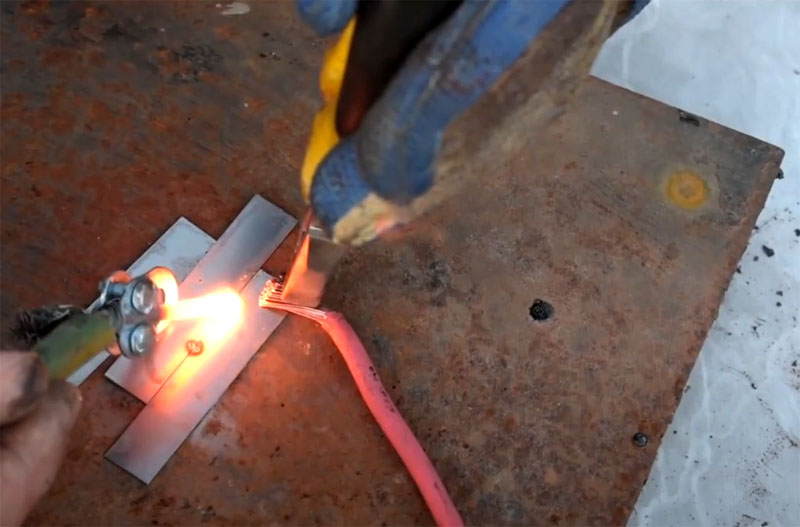
При соприкосновении с металлом электрод сильно разогревается, в результате чего металл начинает плавиться и свариваться. При первой проверке графитовый электрод может загореться. Этого пугаться не стоит. Когда на нём обгорит остаток электролита, пламя исчезнет.
Некоторые правила техники безопасности при работе с графитовым электродом
В зависимости от толщины и длины проводов нагрев графитового электрода может отличаться. Однако в любом случае при сварке металлических элементов стоит подумать о защите глаз. Конечно, сварочная маска здесь совершенно не к месту, а вот тёмные защитные очки, используемые при сварке аргоном, не помешают. Ведь яркость светового потока от раскалённого графитового электрода может быть очень сильной.

Какого результата следует ожидать от мини-аппарата
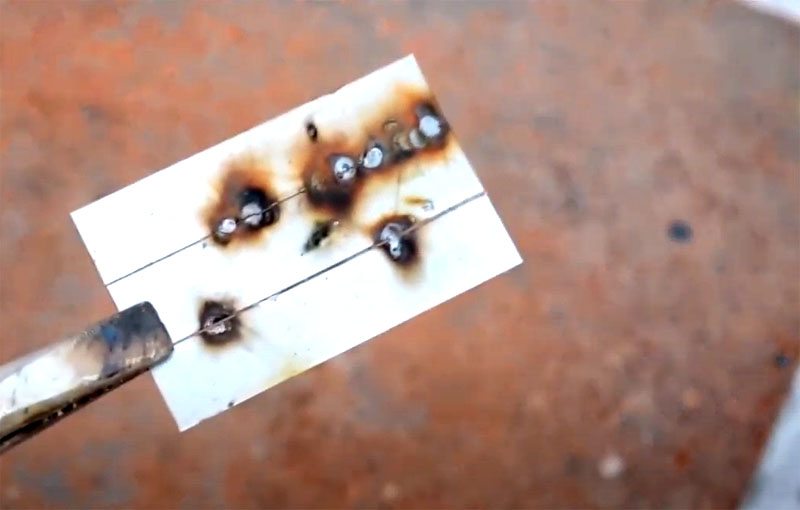
Нельзя сказать, что с первого раза у мастера получится идеальная сварка, однако соединения, выполненные при помощи такого мини-аппарата, довольно прочны. По крайней мере, сломать их запросто вряд ли удастся. На фото ниже видны точки сварки, сделанные наспех для проверки. Это не идеал, однако если присмотреться, то можно увидеть, что металл сплавился, и пластины соединились в единое целое. А ведь именно для этого и задумывалась сегодняшняя самоделка.
В заключение
Если вдуматься, получается неплохой аппарат для мелких работ. Для некоторых мастеров подобный мини-сварочник действительно может стать незаменимым. Учитывая то, что на его изготовление не нужно потратить ни копейки, это действительно неплохое устройство.
Надеемся, что вам пригодится инструкция, изложенная в сегодняшней статье. Любые вопросы, возникшие в процессе ознакомления с информацией, можно задать в комментариях ниже. Редакция HouseChief с удовольствием ответит на каждый из них. Если прочитанное пришлось по душе, не забудьте поставить оценку. Ваше мнение крайне важно для нас. Берегите себя и близких!
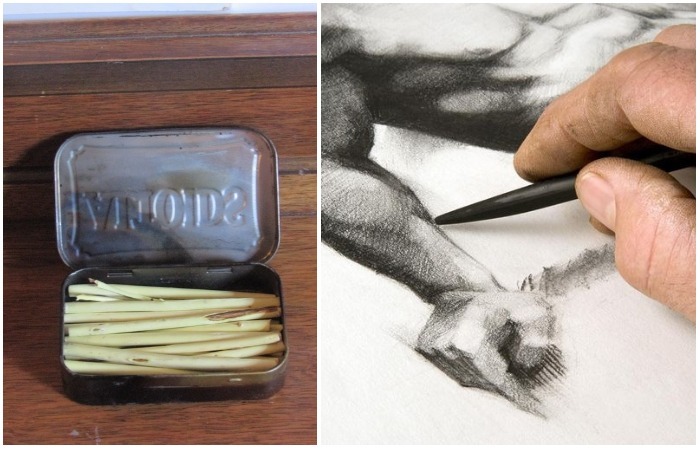
Вам понадобятся:
1. Пара ивовых прутьев (многие художники называют именно иву идеальным материалом для угля) или же бамбуковые палочки;
2. Фольга
3. Костёр
Шаг 1


Если используете прутья, предварительно очистите их от коры, обрежьте до удобного размера и оставьте просохнуть на ночь. Если используете бамбуковые палочки – сразу переходите к следующему шагу.
Шаг 2


Прутья или палочки тщательно заверните в алюминиевую фольгу. В одном свертке может быть от 1 до 3 палочек, не более.

Шаг 3
Шаг 4

Когда огонь погаснет и сам свёрток перестанет дымиться, дайте ему остыть хотя бы полчаса. Затем аккуратно вскройте фольгу и доставьте свои новоиспечённые (в прямом смысле) угли.

На сварочном оборудовании, кроме привычного наплавления поверхности и сваривания деталей, производятся и операции их разъединения. Одна из них – строжка металла. Это снятие полосы на поверхности детали, создание канавки или удаление дефектного шва. Технология аналогична резке и применяется на том же оборудовании. Используют строжку, в основном, в металлургии и при ремонте сварных конструкций.

Общая информация о сварке угольными электродами
Этот тип сварки используется достаточно редко. Структура основы материала не подходит для сваривания большинства металлов. Однако есть сплавы, в работе с которыми он проявляет себя хорошо.
Это цветные металлы, низкоуглеродистая сталь или чугун, толщина которого не превышает 3 мм. А также при спайке проводов из меди.
Ключевой показатель этого материала заключается в том, при воздействии высоких температур он не плавится. Происходит лишь плавка и испарение медного покрытия поверхности присадочного материала.
Из-за такой структуры смешения присадочного материала с металлом детали не происходит. Это дает минимальны расход стержня, а для сварщиков, работавших с плавящимся типом – непривычные характеристики процесса.
Сваривание металлических поверхностей при применении неплавящихся присадочных материалов происходит смешением металла самих деталей. Под воздействием высоких температур края детали расплавляются.
Расплавленный металл заполняет сварочный стык, формируя полотно шва.
В случае, если размер зазора между деталями не позволяет формировать надежный шов только за счет смешения основных металлов, для соединения используется присадочная проволока.
Что такое строжка металла
Автогенная резка металла применялась давно для раскроя листового металла и удаления отдельных фрагментов конструкций. При воздушнодуговой строжке снимается полоса металла не на всю толщину детали, а только на заданную глубину.
Существуют различные способы строжки:
- газокислородная;
- плазменная;
- электродуговая.
Во всех случаях применяется мощное сварочное оборудование и осуществляется подача газа или воздуха под большим давлением. Расплавленный металл выдувается с поверхности детали, образуя занижения.
Описание технологии

В начале работы (как перед сваркой, так и перед строжкой) всегда проводится подготовка. Она включает в себя зачистку сварочной зоны поверхности детали. Зачистка проводится наждачной бумагой, шлифовальной машинкой или напильником.
Убираются все очаги коррозий, включения чужеродных материалов, загрязнения, неровности. После этого поверхность обрабатывается обезжиривающей жидкостью. От качества зачистки будет зависеть качество сварочного соединения.
Уровень силы тока выставляется в зависимости от диаметра электрода. При размере в 4 мм сила тока должна достигать 150-200 Ампер. Если размер стержня больше – сила тока увеличивается, если меньше – уменьшается.
Для стабильности работы дуги стоит настраивать постоянный тип тока. Полярность устанавливается отрицательная. Это также понизит расход материала.
Для улучшения плотности шва и стабилизации дуги при строжке и сварке применяется флюс. Они существуют нескольких типов: порошок, паста, жидкость. Использовать можно любой, однако для применения в домашних условиях больше подходит форма пасты или жидкости.
Для лучшего эффекта флюс должен включать в себя ионизирующие вещества. Сам флюс наносится на сварочную поверхность и распределяется тонким равномерным слоем.
Далее присадочный элемент вставляется в держак, разжигается дуга и формируется сварочная ванна. Поджиг дуги производится постукиванием (чирканьем) кончика рабочего элемента по металлической поверхности.
Во время работы видимая часть присадочного элемента не должна превышать 7 см. Продвижение вдоль стыка должно быть равномерным, с учетом плавления кромок и формирования соединения.
Сваривание деталей, а также строжка угольным электродом применимо в домашних условиях, однако для этого нужно использовать аппаратуру заводского производства. Самодельные агрегаты для такой сварки не подойдут ввиду отсутствия возможности настройки силы тока.
Описание процесса и его назначение
Технология строжки заключается в выдувании расплавленного металла струей сжатого воздуха. Ее применяют для удаления части металла с поверхности целиком или полосами, в том числе:
- для удаления фрагментов в сварных конструкциях;
- создания канавок и занижений в толстостенных деталях;
- вырезания дефектов;
- выборки некачественных швов.
При строжке угольным электродом используют его способность расплавлять дугой металл. При этом сам графит практически не горит, только возле дуги оплавляется медная обмазка. Держак специальной конструкции, строгач, рядом с зажимом имеет отверстия для выхода газа. Кроме силового кабеля, к нему подключается шланг для сжатого воздуха, углекислого газа или аргона. Воздух нагнетается компрессором, газ подается из баллона.
Электрическая дуга нагревает и расплавляет металл, воздух сильной струей выдувает его. На месте сварной ванны образуется выемка в металле. Электродуговая строжка применяется для создания канавок и пазов в деталях, удаления бракованного шва.
При плазменной строжке газ используется одновременно для расплавления металла и его выдувания. Плазменная дуга моментально нагревает металл до температуры плавления и выше. Он буквально испаряется с зоны строжки и резки.
Плазменная строжка самая производительная из всех остальных видов поверхностной обработки деталей. За один проход резака выбирается полоса до 5 мм глубиной и 8 мм шириной.
Недостаток такой обработки – в выделении большого количества вредных газов. Работа оборудования сопровождается сильным шумом.
Классический способ ремонта сварных конструкций и разделывания дефектов заключается в газокислородной резке. Самый старый и производительный способ основан на принципе нагрева с помощью газовой горелки. При сварке добавляется присадочная проволока, которая плавится вместе с кромками. Для строжки и резки достаточно сильного нагрева стали, чтобы она начала окисляться. Жидкий, расплавленный металл выдувается вместе с газом.
Газокислородная резка применяется для раскроя толстого металла. Она прожигает лист толщиной 100–120 мм за считаные секунды и продолжает без остановки резать его по заданному контуру. При ручной строжке за один проход выбирается полоса в 80 мм. Специальные автоматы могут удалять сразу за один проход полосу в 300 мм на одном резаке. В массовом производстве используют мощное оборудование с несколькими горелками. Предел по ширине снятия металла может достигать 3000 мм. Максимальная глубина ограничена 15 мм.
С развитием электродуговой и плазменной сварки газокислородная резка применяется для удаления с литья прибылей, накопителей. Строжкой вымывают трещины, раковины, наплывы.
При строжке дефектов металла в отливках пламя газовой горелки используется и как контрольный инструмент для высвечивания и устранения трещин и раковин. В струе горящего газа края трещин нагреваются быстрее основного тела детали и светятся узкими полосками оранжевым и желтым цветом.
В начале газовой строжки начальную точку на детали нагревают до красного цвета. При этом мундштук должен располагаться под углом до 70⁰, ядро пламени должно касаться поверхности детали. После прогрева поверхности листа мундштук поднимается на 15 мм, и после пуска кислорода угол наклона уменьшается в зависимости от глубины строжки. Глубину канавки увеличивают также повышением давления кислорода.

При массовом производстве машин газокислородным методом делают черновую выборку пазов и канавок в крупных деталях под дальнейшую обработку резанием. Работают, в основном, низколегированными сталями. Углеродистые и высоколегированные стали после газокислородной строжки требуют термической обработки для снятия напряжений от местного нагрева.
Все виды строжки можно производить в любом положении детали. Следует только соблюдать особую осторожность при работе с потолком, чтобы расплавленный металл не капал на сварщика.
Теплопроводность углеродистых и легированных сталей ниже простых. При нагревании и резком охлаждении они подкаливаются с изменением кристаллической решетки. При этом возникают внутренние напряжения, которые могут привести к разрушению детали. Необходимо делать нормализацию или отжиг, чтобы выровнять структуру, снять напряжения.
Общая информация о строжке угольными электродами
Такой тип строжки также называется воздушно-дуговым. Эта методика основана на применении сжатого воздуха для разрезания детали.
Воздействие сварочного тока расплавляет тело детали. А разрез производится направленной параллельно струей сжатого воздуха.
В отличие от сварки, строжка угольными электродами применяется для обработки любых типов металлов. Но чаще всего эта методика используется, чтобы разрезать нержавеющую сталь, чугун, никель, алюминий либо медь.
Оборудование и инструменты
Для строжки металла применяют обычное сварочное оборудование, только мощное, которое сможет обеспечить быстрое расплавление материала. Сила тока, применяемая для строжки, – от 300 А. Компрессор должен обеспечивать давление до 10 Бар.

Кроме угольных электродов 15×25 с медным покрытием, применяются ОЗР-1 для строжки и резки медных сплавов, чугуна. Для сталей – электроды марок АНР-2, АНР-2М.
Аппараты для плазменной резки делятся на группы по мощности и производительности:
- воздушно-плазменные ручные;
- портальные;
- переносные для работы на выезде.
Ручные аппараты могут использоваться в домашних условиях и небольших мастерских. Остальное оборудование – для промышленной резки в стационарных и полевых условиях.
Строжка, особенно электродами и специальным резаком, доступна для применения ее дома при ремонте различных механизмов и трубопроводов. Используется она, в основном, для разделки сварных швов или литейных заготовок на металлургических предприятиях и при ремонте металлоконструкций.
Остались вопросы? Обязательно задайте их в комментариях к статье!
Поиск записей с помощью фильтра:
Описание технологии

Воздушно-дуговая резка применима в домашних условиях. Однако, как и при других обработках, при резке важно соблюдать безопасность.
Перед тем, как приступать к работе по сварке и строжке, проводится проверка исправности оборудования. А также подготовка металла – зачистка и обезжиривание. После этого проводится настройка режима сварки, выставляются параметры силы тока.
Не стоит настраивать высокие показатели этого параметра. Завышенная сила тока быстро испарит медное покрытие присадочного материала. Это повлияет на качество и равномерность расплавки тела детали.
Помимо сварочного оборудования проводится подготовка баллона со сжатым воздухом. Он не должен иметь повреждения и вмятины.
Удостоверившись в исправности баллона, проводится настройка давления. Для воздушно-дуговой строжки достаточно четыре-шесть бар.
Присадочный элемент вставляется в держак так, чтобы видимая часть не превышала длину в 10 см. Подается воздух, поджигается дуга.
После формирования сварочной ванны сжатый воздух направляется в рабочую зону. Обе части обработки должны проводиться равномерно.
Работа с алюминием

Угольными электродами соединяют даже алюминиевые изделия, которые традиционно считаются сложными для сваривания. Алюминий обладает малой плотностью, значительной теплопроводностью и стойкостью к коррозии.
Плавится этот металл при температуре 660 °C, к тому же он достаточно хорошо сочетается с кислородом, из-за чего покрывается плёнкой окиси алюминия (химическая формула – Al2O3).
Наличие такой плёнки, а также лёгкость образования трещинок и пор в металле шва – главные трудности, с которыми сталкиваются при сварке алюминия. Но применение угольных электродов позволяет справляться с ними.
В частности, именно такой способ используют для соединения алюминиевых шин в цехах электролиза. Сваривают шины традиционно встык на подкладке из графита или алюминия.
По бокам шин монтируют графитовые пластины с вырезами напротив шва. Данные вырезы дают возможность вывести конечную и начальную точку шва за границы рабочего сечения.
При сварке алюминиевых поверхностей угольной дуговой сваркой присадочным материалом служит проволока или пруток из того же металла. Для того чтобы окисная плёнка не мешала и не повлияла на результат, на кромки шва добавляют флюс марки АФ-4А, который представляет собой однородный мелкодисперсный порошок белого цвета.
Заключение
Сварка и строжка угольными электродами применяется редко, но обработать этими методиками металл можно. Это достаточно сложная задача.
Однако умение работать с таким типом присадочного материала поможет в обучении другим, более простым методикам.
Кол-во блоков: 13 | Общее кол-во символов: 16724
Количество использованных доноров: 3
Информация по каждому донору:
Читайте также: