
Как сделать строительные перчатки
Защитные перчатки используются во время огородных работ, при ремонте, на рыбалке и в гараже. Профессиональные строители, слесари и электрики не обходятся без них. Поэтому интерес к их производству неизменно высок. Процесс производства рабочих перчаток с ПВХ-покрытием включает нескольких этапов, каждого из которых проходит на особом виде станков.
Процесс производства

Кругловязальные изделия с ПВХ-покрытием изготавливаются так:
- вяжется перчатка;
- наружный край манжеты обметывается;
- на внутреннюю часть изделия наносится слой пасты ПВХ и высушивается;
- рабочие перчатки упаковываются.
Оборудование цеха состоит из трех видов аппаратов:
- вязальный станок. На нем производится вязание заготовки. Весь процесс производства автоматический, вручную необходимо только загружать бобины с пряжей в станок. Полуфабрикаты изделий сбрасываются в накопительные корзины. Минимальная производительность станка в час — 16 пар;
- оверлок перчаточный. Обметывает входную кромку перчатки. Производительность за час в среднем 180 пар.
- оборудование для покрытия изделия слоем ПВХ. Производительность станка — 260 пар;
- упаковочное оборудование. Производительность станка в час — 450 пар.
Для штатной работы производства требуется трое сотрудников: один обслуживает вязальные аппараты (до 17 штук), по одному на оверлок и покрытие пленкой ПВХ.
Используемое сырье

Для производства используются натуральные и синтетические волокна: хлопчатобумажные, полиэфирные, латексные, шерстяные, а также полиэфирные для обработки манжет. Жаропрочные перчатки производятся из тефлоновой нити. А из кевларовой — изделия, устойчивые к разрезанию и другим механическим воздействиям. Большинство изделий производится из смесовой нити с содержанием 60-80% хлопка и синтетических добавок для прочности.
Необходимая плотность вязаного полотна достигается методом подбора толщины пряжи. Производятся перчатки из суровой пряжи плотности 100, 50 или 74 текс. С такими нитями работает большинство аппаратов, они подходят для любого класса вязки.
Желательно подбирать нить с малым коэффициентом кручения, из которой получаются объемные, плотные изделия.
Чтобы перчатка лучше держалась на руке, в манжету вшивают резиновое или латексное кольцо (банковская резинка).
ПВХ-покрытие для ладонной части называется пластизоль. Он представляет собой смесь жидких пластификаторов и ПВХ. При комнатной температуре он находится в состоянии пасты, при нагревании разжижается. Способность к быстрому застыванию, высокая химическая и механическая устойчивость, электрическое сопротивление — свойства пластизоля, делающие его отличным покрытием.
Виды оборудования
Перчаточные аппараты
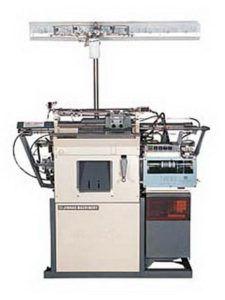
Основа производства рабочих перчаток — компьютерные вязальные аппараты. Принцип работы у разных моделей схож: количество петель и рядов задается на цифровом мониторе или на пластиковой цепочке. Далее происходит сам процесс вязания, после чего нитки на пальцах автоматически обрезаются, а торчащие кончики задуваются внутрь перчатки. Давление воздуха обеспечивается компрессором.
Всё оборудование для производства делится на классы: 5, 7, 8, 10, 13, 15. Цифра указывает на число петель в дюйме. Значит, чем ниже класс, тем крупнее будет вязка. Каждая перчатка вяжется с кончиков пальцев. Перчаточные аппараты могут быть полностью автоматизированными или полуавтоматическими (встречаются редко).
Перчаточные оверлоки
На оверлоке происходит финальный этап производства перчаток: обметка манжеты. Сам оверлок комплектуется двигателем и рабочим столом. Существуют модели, подкладывающие дополнительную резинку при обметке, что улучшает потребительские свойства изделия.
Различаются оверлоки скоростью шитья, шириной обметки и высотой подъема лапки.
Станки для нанесения покрытия

Далее производится нанесение покрытия ПВХ на ладонную поверхность перчатки определенной толщины и рисунка. Делает это специальный станок, чаще всего китайского производства. Изображение наносится способом трафаретной печати с использованием стандартной матрицы. После нанесения рисунка перчатка отправляется в сушилку.
Весь процесс контролируется автоматикой. ПВХ-паста подается из емкостей, нанесение возможно точечно или сплошным тонким слоем. Можно выбрать любой узор для нанесения, в том числе логотипы и рисунки. Производительность оборудования зависит от вида рисунка и может варьировать от 800 до 1300 пар в час.
Точность нанесения рисунка контролируется датчиками, находящимися в определенных местах. Матрицы для рисунков предоставляются в комплекте со станком.
Пластизоль — это оптимальный вид ПВХ для покрытия перчаток. На рынке представлено множество видов ПВХ паст, поэтому при выборе сырья для производства следует тщательно изучить их характеристики.
Видеоролик о крупном производстве рабочих перчаток:
Читайте также: