
Как сделать опоку для литья в домашних условиях
Литье по выплавляемым моделям (ЛВМ) – это промышленный процесс, который также называется литьем по восковым моделям или литьем в разрушаемую форму. Форма разрушается, когда изделие извлекается. Выплавляемые модели широко используются как в машиностроительном, так и в художественном литье.

Область применения
Особенности техпроцесса позволяют применять метод ЛВМ в широком диапазоне: от крупных предприятий до небольших мастерских. Также возможно литье по выплавляемым моделям в домашних условиях, в личных и коммерческих целях для изготовления детализированных фигурок, сувениров, игрушек, деталей конструкций, ювелирных изделий. В качестве наполнителя можно использовать практически все металлы:
- стали (легированные и углеродистые);
- цветные сплавы;
- чугун; ;
- сплавы, не поддающиеся мехобработке.
Впрочем, технология универсальна – вполне можно изготовить относительно крупные конструкции сложных форм. Для облегчения техпроцесса используют специализированное оборудование для литья по выплавляемым моделям и 3D-моделирование с помощью специализированных программ.
Литье в керамические формы
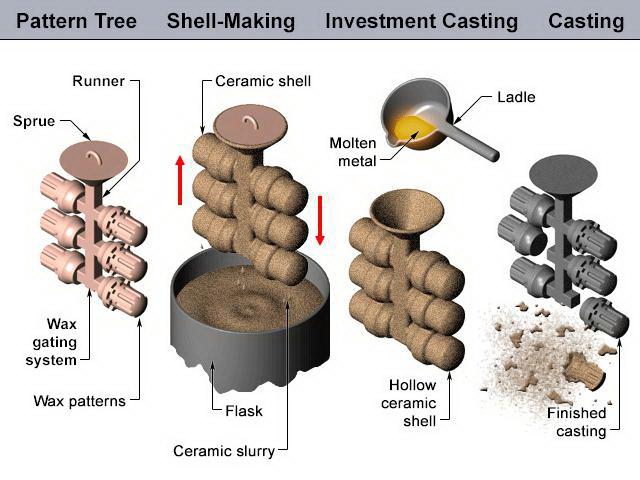
В зависимости от требований к изделиям используют различные, наиболее подходящие технологии. Точное литье по выплавляемым моделям (ТЛВМ) позволяет получать самые сложные по конфигурации отливки с высокой точностью, с минимальной толщиной стенок и шероховатостью поверхности. Для ТЛВМ восковая модель погружена в жидкую смесь на основе керамики. Керамическая смесь сохнет и формирует оболочку формы для литья. Этот процесс повторяется, пока желаемая толщина не будет достигнута. Затем воск удаляется в автоклаве. Однако этот метод характеризуется высокой стоимостью, продолжительностью технологического процесса, выделением вредных веществ в производственной зоне и загрязнением окружающей среды остатками керамических форм.
Литье в формы из ХТС
Во многих случаях при изготовлении поделок на дому к отливкам сложной конфигурации не предъявляется требование низкой шероховатости, а для ряда художественных отливок поверхность с равномерной шероховатостью не только допустима, но является дизайнерским решением. В этом случае целесообразно применять литье по выплавляемым моделям.
Технология, разработанная для изделий, не требующих гладких поверхностей, достаточно проста. Такую поверхность можно получить литьем в формы из холодно-твердеющих смесей (ХТС). Этот процесс значительно проще, дешевле и экологически чище.
Однако данный метод литья по выплавляемым моделям не позволяет получать сложные отливки с использованием выплавляемых моделей. Это объясняется тем, что при вытопке фигур значительная часть модельного состава остается в полости формы и может быть удалена только прокалкой. Прокалка, то есть нагрев до температуры воспламенения, модельного состава приводит к деструкции смоляного связующего вещества ХТС. При заливке металла в форму с остатками модельного состава происходит их сгорание, приводящее к выбросам металла из формы.
Использование жидкостекольных смесей
Нивелировать недостатки ХТС-технологии при изготовлении некоторых типов отливок позволяет литье по выплавляемым моделям в жидкостекольные смеси с жидким катализатором (ЖСС ЖК). Эти смеси с содержанием жидкого стекла в количестве 3-3,5 % и катализатора около 0,3 % от массы песчаной основы начали применяться за рубежом в начале 80-х и используются до сих пор. По данным исследований, эти смеси в отличие от ЖСС первого поколения отличаются экологической чистотой, хорошей выбиваемостью и незначительным пригаром на отливках.
Литье по выплавляемым моделям: технология
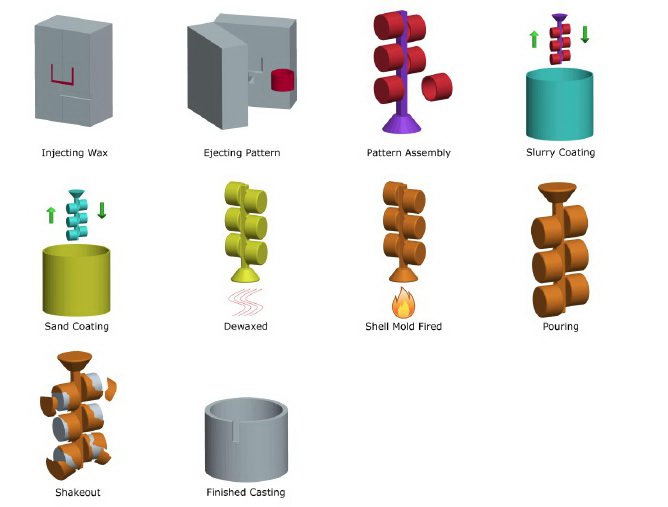
Процесс ЛВМ включает в себя операции подготовки модельных составов, изготовления моделей отливок и литниковых систем, отделки и контроля размеров моделей, дальнейшей сборки в блоки. Модели, как правило, изготавливают из материалов, представляющих собой многокомпонентные композиции, комбинации восков (парафино-стеариновая смесь, природные твердые воски и т.д.).
При изготовлении модельных составов используется до 90 % возврата, собираемого при выплавлении восковых моделей из форм. Возврат модельного состава следует не только освежать, но и периодически регенерировать.
Изготовление моделей состоит из шести этапов:
- подготовки пресс-формы;
- введения в ее полости модельного состава;
- выдержки модели до затвердевания;
- разборки формы и извлечения модели;
- охлаждения ее до комнатной температуры.
Особенности техпроцесса
Сущность ЛВМ заключается в том, что силиконовая или восковая модель выплавляется из заготовки путем нагревания, а освободившееся пространство заполняют металлом (сплавом). Техпроцесс имеет ряд особенностей:
- При изготовлении формовочной смеси широко используют суспензии, состоящие из огнеупорных мелкозернистых материалов, скрепляемых связующим раствором.
- Для заливки металлов (сплавов) применяют неразъемные формы, получаемые путем нанесения на модель огнеупорного покрытия, его сушки с дальнейшим вытапливанием модели и прокаливанием формы.
- Для отливок используются одноразовые модели, так как они разрушаются в процессе изготовления форм.
- Благодаря мелкозернистым огнеупорным пылевидным материалам обеспечивается достаточно высокое качество поверхности отливок.
Преимущества ЛВМ
Преимущества литья по выплавляемым моделям очевидны:
- Универсальность. Можно использовать любые металлы и сплавы для литья изделий.
- Получение конфигураций любой сложности.
- Высокая чистота поверхностей и точность изготовления. Это позволяет на 80-100 % сократить последующую дорогостоящую металлообработку.
Недостатки ЛВМ
Несмотря на удобство, универсальность и достойное качество изделий, не всегда целесообразно применять литье по выплавляемым моделям. Недостатки главным образом связаны со следующими факторами:
- Длительностью и сложностью техпроцесса производства отливок.
- Завышенной стоимостью формовочного материала.
- Большой нагрузкой на экологию.

Пример изготовления изделия на дому: подготовительный этап
Литье по выплавляемым моделям в домашних условиях не потребует глубоких знаний в металлургии. Для начала подготовим модель, которую хотим повторить в металле. В качестве макета сойдет готовое изделие. Также фигурку можно изготовить самостоятельно из глины, скульптурного пластилина, дерева, пластика и других плотных пластичных материалов.
Устанавливаем модель внутри скрепленной струбцинами либо кожухом разборной емкости. Удобно использовать прозрачную пластиковую коробку или специальную пресс-форму. Для заливки пресс-формы воспользуемся силиконом: он обеспечит отличную детализацию, проникая в мельчайшие трещинки, отверстия, впадины и формирует очень гладкую поверхность.
Второй этап: заливка силиконом
Если требуется точное литье по выплавляемым моделям, для изготовления формы без жидкой резины не обойтись. Силикон готовится по инструкции путем смешивания разных компонентов (как правило, двух) и последующего нагревания. Для удаления мельчайших пузырьков воздуха емкость с жидкой резиной целесообразно на 3-4 минуты поместить в специальный портативный вакуумный аппарат.
Заливаем готовую жидкую резину в емкость с моделью и повторно проводим вакуумирование. Для последующего затвердения силикона потребуется время (согласно инструкции). Используемые полупрозрачные материалы (емкостей и самого силикона) позволяют воочию наблюдать процесс формирования пресс-формы.
Извлекаем схватившуюся резину с моделью внутри из емкости. Для этого освобождаем струбцины (кожух) и отделяем две половинки коробки – силикон легко отходит от гладких стенок. Для полного застывания жидкой резины потребуется 40-60 минут.
Третий этап: изготовление восковой модели
Литье по выплавляемым моделям предполагает вытапливание плавкого материала и замещение образовавшегося пространства расплавленным металлом. Так как воск легко плавится, его и используем. То есть следующая задача – сделать восковую копию использованной первоначально модели. Для этого и потребовалось создание резиновой пресс-формы.
Аккуратно разрезаем силиконовую заготовку вдоль и достаем модель. Здесь есть небольшой секрет: чтобы впоследствии точно соединить форму, разрез рекомендуется делать не гладким, а зигзагообразный. Прикладываемые части формы не будут сдвигаться по плоскости.
Заполняем образовавшееся пространство в силиконовой пресс-форме жидким воском. Если изделие готовится для себя и не требует высокой точности сопряжения деталей, можно залить воск отдельно в каждую половину, а затем после застывания соединить две детали. Если необходимо точно повторить силуэт модели, резиновые половинки соединяются, закрепляются и в образовавшуюся пустоту с помощью инжектора закачивается горячий воск. Когда он заполнит все пространство и застынет, разбираем силиконовую пресс-форму, достаем восковую модель и подправляем изъяны. Она послужит прототипом для готового изделия из металла.
Четвертый этап: формование
Теперь необходимо сформировать с внешней поверхности восковой фигуры термостойкий прочный слой, который после вытапливания воска станет формой для металлического сплава. Выберем способ литья по выплавляемым моделям с использованием кристобалитовой смеси (модификация кварца).
Формируем модель в металлической цилиндрической опоке (приспособлении, удерживающем формовочную смесь при ее уплотнении). Устанавливаем в опоку припаянную модель с литниковой системой и заливаем смесь на основе кристобалита. Чтобы вытеснить воздушные карманы, помещаем в вибровакуумный аппарат.
Финальный этап
Когда смесь уплотнится, остается выплавить воск и залить в освободившееся пространство металл. Процесс литья по выплавляемым моделям в домашних условиях лучше осуществлять с использованием сплавов, плавящихся при относительно невысоких температурах. Отлично подойдет литейный силумин (кремний + алюминий). Материал износостойкий и твердый, однако отличается хрупкостью.
После заливки расплавленного силумина ждем, когда он застынет. Затем извлекаем изделие из окопки, удаляем литник и очищаем от остатков формовочной смеси. Перед нами – практически готовая деталь (игрушка, сувенир). Дополнительно ее можно отшлифовать и отполировать. Если в канавках намертво застряли остатки литейного производства, их нужно удалить бормашиной или другим инструментом.
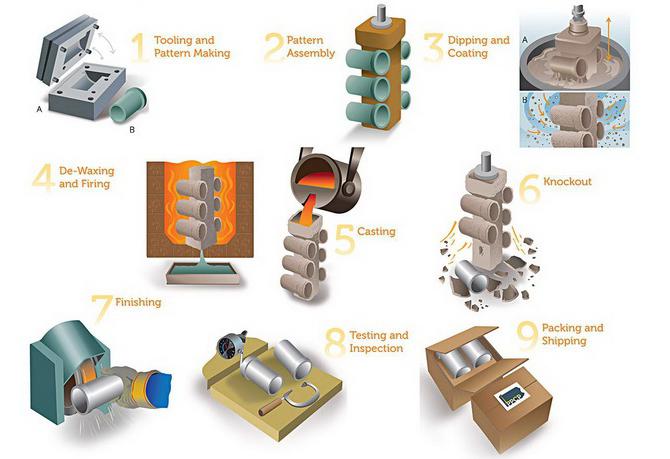
Литье по выплавляемым моделям: производство
Немного иначе проводится ЛВМ для изготовления ответственных деталей, имеющих сложную форму и (или) тонкие стенки. На отливку готового металлического изделия может уйти от недели до месяца.
Первый шаг – заполнить воском форму. На предприятиях для этого часто применяют алюминиевую изложницу (аналог рассматриваемой выше силиконовой пресс-формы) – полость, имеющую форму детали. На выходе получают восковую модель чуть больших размеров, чем конечная деталь.
Далее модель послужит основой для керамической пресс-формы. Она также должна быть чуть больше итоговой детали, так как металл после остывания сожмется. Затем, используя горячий паяльник, к восковой модели припаивают специальную литниковую систему (также из воска), по которой раскаленный металл польется в полости формы.
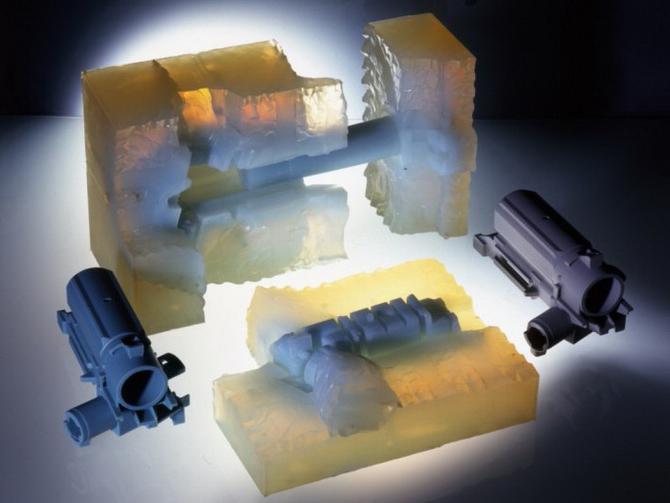
Изготовление керамической пресс-формы
Литье
Теперь заготовка готова для выплавления воска из пресс-формы. Ее помещают на 10 минут в автоклав, заполненный горячим паром. Воск растапливается и из оболочки полностью вытекает. На выходе получаем керамическую форму, полностью повторяющую форму детали.
Когда керамо-песчаная форма затвердеет, проводят литье металлов по выплавляемым моделям. Предварительно форму нагревают 2-3 часа в печи, дабы она не потрескалась при заливке раскаленных до 1200 ˚C металлов (сплавов).
В полость формы поступает расплавленный металл, который в дальнейшем оставляют остывать и твердеть постепенно, при комнатной температуре. Для остывания алюминия и его сплавов требуется 2 часа, для сталей (чугуна) – 4-5 часов.
Финишная обработка
Собственно литье по выплавляемым моделям на этом заканчивается. После застывания металла заготовку помещают в специальную вибромашину. От щадящей вибрации керамическая основа растрескивается и осыпается, металлическое же изделие своей формы не меняет. В дальнейшем проходит окончательная обработка металлической заготовки. Вначале отпиливают систему заливки металла, а место ее контакта с основной деталью тщательно шлифуют.
В завершение контролеры проверяют, чтобы размеры изделия соответствовали заданным на чертеже. Алюминиевые детали измеряют холодными (при комнатной температуре), стальные предварительно нагревают в печи. Специалисты используют для контрольно-измерительных работ различные инструменты: от простых шаблонов до сложных электронных и оптических систем. Если выявляется несоответствие параметрам, деталь либо направляют на доработку (исправимый брак), либо на переплавку (неустранимый брак).
Литниковая система
Конструкция литниково-питающей системы играет в ЛВМ ведущую роль. Это связано с тем, что она выполняет три функции:
- При изготовлении оболочек литейных форм и блока моделей литниковые системы являются несущими конструкциями, удерживающими на себе оболочку и модели.
- Через систему каналов литника жидкий металл при заливке подводится к отливке.
- При затвердевании система выполняет функцию прибыли (питающего элемента, компенсирующего усадку металла).
Оболочка отливки
В процессе ЛВМ ключевым является создание слоев оболочки формы. Процесс изготовления оболочки состоит в следующем. На поверхность блока моделей, чаще всего окунанием, наносят сплошную тонкую пленку суспензии, которую далее обсыпают песком. Суспензия, налипая на поверхность модели, точно воспроизводит ее форму, а песок обсыпки внедряется в суспензию, смачивается ею и фиксирует состав в виде тонкого облицовочного (первого или рабочего) слоя. Образуемая кварцевым песком нерабочая шероховатая поверхность оболочки способствует хорошему сцеплению последующих слоев суспензии с предыдущими.
Важными показателями, определяющими прочность формы, являются вязкость и жидкотекучесть суспензии. Вязкость можно регулировать введением определенного количества наполнителя (наполненностью). При этом с увеличением наполненности состава толщина прослоек связующего раствора между частицами порошка уменьшается, снижается усадка и вызываемые ею негативные эффекты, а также повышаются прочностные свойства оболочки формы.
Используемые материалы
Материалы для изготовления оболочки подразделяются на следующие группы: материалы основы, связующие, растворители и добавки. К первым относятся пылевидные, применяемые для приготовления суспензий, и пески, предназначенные для ее обсыпки. Ими служат кварц, шамот, циркон, магнезит, высокоглиноземистый шамот, электрокорунд, хромомагнезит и другие. Широко используется кварц. Некоторые материалы основы оболочки получают в готовом к употреблению виде, а другие предварительно сушат, прокаливают, размалывают, просеивают. Существенным недостатком кварца являются его полиморфные превращения, которые протекают при изменении температуры и сопровождаются резким изменением объема, в итоге приводящим к растрескиванию и разрушению оболочки.
Плавный подогрев форм с целью снижения вероятности растрескивания, который проводят в опорном наполнителе, способствует увеличению длительности технологического процесса и дополнительным энергетическим затратам. Одним из вариантов снижения растрескивания в ходе прокаливания является замена пылевидного кварцевого песка как наполнителя на диспергированный кварцевый песок полифракционного состава. При этом улучшаются реологические свойства суспензии, повышается трещиноустойчивость форм и снижается брак по засорам и пробою оболочек.
Вывод
Метод ЛВМ получил широчайшее распространение. Его применяют для получения сложных деталей в машиностроении, при производстве оружия, сантехники, сувенирной продукции. Для изготовления украшений из драгоценных металлов используют ювелирное литье по выплавляемым моделям.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Под одним из моих роликов подписчик посоветовал мне попробовать распечатать воск на фольгированном скотче. Хм, почему бы и нет? Я взял простую алюминиевую ленту. Если честно, результатом я не очень сильно доволен, потому что с одной стороны оторвало крупную деталь, например шестерёнку.

Поэтому данный способ рекомендовать не могу, плюс ещё огромная проблема - алюминиевая лента оставляет на стекле следы от клея.
Также я распечатал несколько крепёжных уголков, которые нашёл на сайте Тингвивёрс и несколько литников.


За что я очень сильно обожаю материал WAX, у него прекрасно отходят поддержки, прям супер. В одном из следующих статей мы обязательно поговорим о возможности постобработки именно вакса.
Для литья я буду использовать классический способ литья в песок с жидким стеклом. Для этого нужно сделать опоку. Опока - это форма, в которую кладётся сама заготовка, и всё это укладывается вокруг формовочной смесью. Для опоки я использовал, так как я сам работаю в магазине сантехники, приварыши на 3 и 4 дюйма, соответственно.

Нужно сделать отверстия в опоке чтобы формовочная смесь успела высохнуть. После сверления Опока выглядит так:

Но перед тем как засыпать формовочную смесь, нам нужно приклеить литники к восковкам. Я взял классический литьевой воск красного цвета. После чего простой зажигалкой его разогреваю, несколько капель падают на деталь, и сверху я приклеиваю литник. Достаточно одной капли, на самом деле, потому что если капать много, то по краям получается облой, и это может испортить внешний вид детали, поэтому не перестарайтесь - достаточно одной капли, две уже в принципе бывает много. При этом температура плавления литьевого воска намного ниже, чем у того же вакса. Вакс начинает размягчаться при 90 градусах, поэтому всё в порядке. Можно спокойно капать - восковкам ничего не будет.

На шестерёнку я сделал 3 литника, на уголки по одному литнику соответственно, они небольшие смысла делать литников больше не вижу! Но учтите что данные литники сделаны не по науке они ведут напрямую в деталь. Я сделаю отдельную статью по видам литья. Чтобы вы разбирались что да как. Какие есть плюсы какие есть минусы, и как добиться замечательного результата.
В опоку закладываем немного формовочной смеси, потом кладём восковку и сверху начинаем заталкивать песок.


К сожалению, подобная технология подразумевает то, что во время закладки восковки в данную формовочную смесь, литников быть не должно. По сути, я как бы нарушаю технический процесс, но не хочется заморачиваться, делать вот эти трубки из этой же формовочной смеси - зачем? Лишний перерасход материала. Да и опоку я подобрал для этой шестерёнки не очень удачную. Проблема в том, что по краям от стенок опоки остаётся по 5 миллиметров примерно, из-за этого песок плохо Попадает в зубья.
После того, как закинули формовочную смесь в опоки, кладём их сушиться. Я поставил сушиться на сутки на жаркое астраханское солнце.
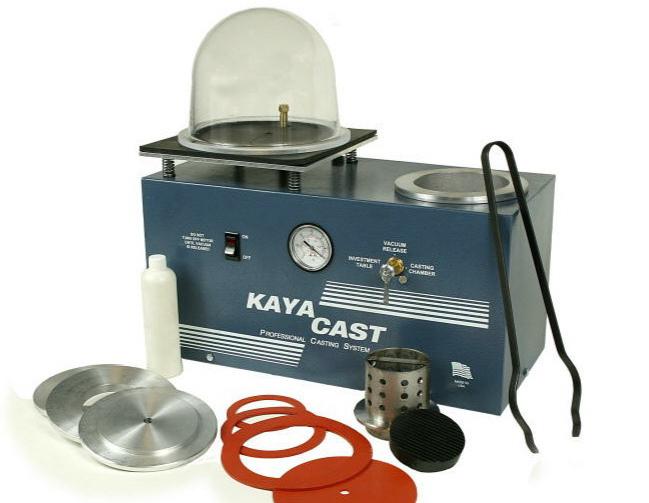
Пока она сушится, давайте посмотрим на мою покупку.Настолько новую покупку, что она пролежала у меня наверное с полгода, прежде чем у меня дошли руки с ней поработать. Это плавильня. Причем не просто плавильня, а ювелирная плавильная. Я взял модель на 2 килограмма. Она стоит примерно 20 тысяч рублей. И в реальности она греется до 1150 градусов. Есть огромнейший минус - то, что тигель, в котором расплавленный металл, кстати вот и он,сделан из графита. И во время литья получается такая проблема, что графит выгорает, а тигель не вечный. через некоторе количество отливок он придёт в негодность и нужно будет покупать новый. Поэтому просто для дома по приколу работать ей, ну честно дороговато , новый тигель в 2 кг. Обойдётся вам 1200-1500 руб.. Надо только узнать на сколько отливок его хватит перед тем как его пробьёт. Также в комплекте с плавильней лежали щипцы для переноса тигля с расплавленным металлом,

а также я его использовал для переноса опок, очень удобная вещица на самом деле. А также в коробке лежала инструкция, очень рекомендую её не терять, потому что там есть размеры тигля который можно, а точнее надо будет купить когда старый прогорит. Я вообще рекомендую держать у себя хотя бы один запасной, потому что ехать он будет месяц примерно а то и больше, чтобы был запасной для работы.
Включаем плавильню и настраиваем её на 1150 градусов. Я не знал, что плавильня настолько медленно разогревается, на рабочую температуру она выходит минут наверное 40.
Ну что, сутки на солнце прошли. Зачищаем опоки от лишнего песка, который налип по краям, а также железной щёткой снимаем песок который плохо склеился сверху и снизу. Всё затвердело, формовочная смесь стала очень жёсткой, поэтому не боимся железной щёткой снять лишнее. Теперь нам нужно выплавить этот самый воск, который находится внутри опоки. Для этого мы в печь закладываем опоки с восковками, включаем обогреватель на максимум, где-то градусов до 200-300 и вытапливаем. Учтите, что вакс от Филаментарно более густой, то есть простой литьевой воск выливается как вода, причём очень легко, то вакс он довольно таки медленно вытекает, к сожалению. И опять же это тоже процесс очень небыстрый, вплоть до 40-50 минут. Я помню старый ролик Дани Крастера, где он выплавлял пластик PLA, я не представляю, сколько времени у него на это ушло, наверное можно и состариться так ненароком.

Расплав рекомендуют перемешивать при помощи стеклянной палочки. Но это довольно таки дороговатое удовольствие на самом деле. Я рекомендую использовать березовую деревяшку, тонкую и длинную. Честно не знаю почему, видел на литейном производстве. А как известно, обезьянка видит - обезьянка повторяет.
Для защиты расплава от окисления я буду использовать борную кислоту. Не путайте: бура и борная кислота - это две разные вещи. Бура хорошо подходит для алюминия, борная кислота хорошо подходит именно для литья латуни и бронзы. А пока наш металл плавится, время зажигать газовый горн.

Закладываем опоки с вытапленным воском в горн. И разогреваем, практически до бела. Формоваяная смесь (если она замешана правильно) спокойно выдержит. Кстати, не забудьте обезопасить себя и надеть маску на лицо и краги, не перчатки а именно краги. Многие из вас слабо представляют что такое 1100 градусов. 1100 градусов это так горячо, что на расстоянии полметра от тебя, у тебя жжёт руки в крагах для сварщика.
Заливаем жидкий металл в опоки.

Если нормально прокалить опоки то металл остаётся в жидком состоянии довольно долго
И вот деталь и отлилась.

Далее просто даём остыть, если не втерпёж то можно опустить и в воду. Главное убедитесь что опока достаточно остыла.

Отпиливаем литники: Они дальше пойдут в переплавку.
И давайте посмотрим на результат.Больше всего мне интересна шестерёнка как самая сложная деталь - отлилась она просто шикарно. Есть мелкие наплывы но они легко убираются. Легче убрать лишнее чем добавить недостающее. Отпиливаем литники. Далее убираем остатки литников на гриндере, после чего обрабатываем пескоструем чтобы убрать весь оставшийся песок из пор. И получилась вот такая шестерня. Зубья пролились отлично, надо будет немножко доработать и в принципе можно пускать в дело. 100 процентов внутри отливки есть микро полости, но опять же прошу отметить, что я лил в домашних условиях, не в промышленных масштабах, не используя вакуум естественно, поры будут. Но для самоделок этого хватает просто на тысячу и один процент. а также для недорогого коммерческого литья качество тоже достойное. Давайте протокарим шестерню чтобы убедится в отсутствии каверн внутри.На токарном я снял около 0,2 мм. Как видите поры хоть и есть но их чертовски мало. И то близко к поверхности. Ну что? Надеюсь мой первый полноценный пост быд для вас интересен/полезен. Удачи в ваших свершениях! И как говорится: "Я не учу, а просто делаю и всё."
Благородный металл серебро является одним из древнейших металлов, освоенных человечеством. Нахождение в природе в самородном виде, а также невысокая температура плавления- 962 °C дало нашим далеким предкам возможность использовать этот металл в IV -III тысячелетии до н.э.

Серебро — мягкий, пластичный металл, отлично подходящий для производства украшений, ритуальных предметов, зеркал и для чеканки монет.
Серебро обладает наилучшей среди металлов электропроводностью и применяется в наиболее ответственных электроприборах и компонентах. Отличная теплопроводность дает возможность применения и в теплотехнике.
![]()
Благородный металл в 19-20 веке широко использовался в фотографии.

Технология литья серебра
Литье серебра в заводских условиях осуществляется с применением индустриальных технологий, требующих дорогостоящего оборудования, значительных энергозатрат и использования редких и опасных компонентов. Традиционные технологии, проверенные тысячелетиями больше подходят для литья серебра на дому или в мастерской.
Наиболее распространенные из них — это литье по выплавляемым моделям. Популярно также применение специального воска для моделирования в качестве материала модели. В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.

Слитки серебра для литья
Серебро для литья можно приобрести в сбербанке или в ювелирном магазине в виде слитков. В этом случае состав его точно известен и выбит в качестве пробы. Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Литье по выплавляемым моделям. Эта технология литья из серебра наиболее доступна для освоения начинающими мастерами. Модель изготавливается из материала, температура плавления которого ниже, чем у заливаемого расплава. Вокруг модели заливается или формуется форма из гипса или песчано-глиняной смеси.

Литье по выплавляемым моделям
Наиболее распространенными материалами для выплавляемых моделей являются воск и парафин. Когда расплав заливается в форму, материал модели плавится и вытесняется из формы через специально предусмотренное отверстие. Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Инструменты для формовки и приспособления для литья по моделям
Для литья изделий из благородного металла в домашних условиях потребуются
- Тигель для расплавления или очистки металла.
- Муфельная печь или газовая горелка.
- Стальные щипцы.
- Огнеупорная подставка.
- Весы
- Воск для моделирования. Свечной воск не подойдет.
- Формовочные смеси
- Емкость для разведения смеси
- Скальпель, ножи и надфили для обработки модели и для доводки готового изделия.
- Форма для литья
- Молоток для разбивания опоки.
- Защитные рукавицы, очки и фартук.
- Огнетушитель.
- Дремель (мини — бормашина)
- Тиски, Ригели и оправки
На изготовлении формы для литья серебра стоит остановиться чуть подробнее. Сначала из воска путем лепки и вырезания скальпелем мелких деталей создается модель будущего изделия, полностью повторяющая его форму, но имеющая тонкий выступ в виде круглого прутка.

Модель из воска для литья из серебра
Это литник, по которому расплавленный металл попадет в форму. Далее в опоку помещается модель и заливается формовочная смесь.
Если используется сухая формовочная смесь, то для формовки применяется метод виброуплотнения. Далее воск модели выжигается, и форма готова к заливке расплава.
Литье по моделям в земляные формы
Литье в так называемые земляные формы — старейший метод, проверенный тысячелетиями. Формовочные смеси на самом деле состоят не из чернозема, а представляют собой смесь тонкозернистого кварцевого песка и пластичной глины в определенных пропорциях. Для отливки мелких изделий с тонким рельефом и большим количеством деталей применяют смеси, содержащие 12-15% глины, для крупных отливок — до 25%. Газы, образующиеся при литье, должны свободно выходить через стенки формы.

Литье серебра по моделям в земляные формы
Модель для литья в земляные формы делается абсолютно точно повторяющей оригинал, но чуть больше по размеру. Это припуск на усадку и последующую обработку изделия. Модели традиционно делали из дерева, воска и гипса. Сегодня все большую популярность приобретают модели из пластмасс. Пластик хорошо держит форму и легко обрабатывается.
Технология литья по выплавляемым моделям
Оборудование для литья серебра по выплавляемым моделям относительно несложно и доступно для использования на дому. Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Заливать металл необходимо тонкой струйкой, чтобы дать возможность материалу выплавляемой модели покинуть форму, во избежание образования брызг расплавленного металла.
Литье из серебра в домашних условиях
Важно! Литье серебра своими руками — сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением. Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.
Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга — ваши отливки станут только лучше.
Литье серебра в домашних условиях — сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!
Существует несколько методик литья алюминия, которые используются на производстве, в промышленных масштабах. Но если речь идет о работе в быту, то наиболее приемлемый способ – заливка жидкого алюминия в самодельные формы. Вот о такой технологии и пойдет речь.

Прежде чем разбираться с нюансами литья, целесообразно вспомнить о некоторых характеристиках этого металла. Алюминий плавится при температуре около 660 °С (зависит от его чистоты), а закипает – при 2 500. Еще одна его особенность, которую нужно принять во внимание – быстрое окисление при прямом контакте с воздухом.
Начнем с того, что нужно будет приготовить для литья:
Лом алюминия

Данный материал упоминается практически во всех рекомендациях по самостоятельному литью металлов. Действительно, это лучший вариант, но только если речь идет об изготовлении небольших деталей. Чистый воск стоит дороговато, и покупать его в больших объемах смысла нет. Тем более что повторно он использоваться уже вряд ли будет.
В процессе работы понадобится и еще кое-что. Это станет понятно при рассмотрении технологии литья, а выбор конкретных материалов зависит от сообразительности и возможностей мастера.
Емкости для плавления
Источник высокой температуры
Технология литья
Особенность работы
Изготовление формы
Изготовление шаблона детали
Нужно учесть, что вся остальная работа делается быстро, так как гипс хорошо схватывается. Но в чистом виде этот материал не применяется. Используется его смесь с песком мельчайших фракций (50 на 50). Иначе в массе гипса останется вода, которая после заливки алюминия начнет испаряться. Это приведет к образованию раковин в готовой детали.

Берется ненужная металлическая тара, в которую ставится гипсовый шаблон и наливается вода. Посуда помещается на огонь, и при закипании жидкости парафин начнет собираться вверху (всплывать). Но отмыть емкость потом вряд ли получится.
Заливка алюминия

Несколько замечаний
При самостоятельном литье необходимо экспериментировать, так как суть всех операций изложена вполне понятно, а приведенные примеры по оборудованию и материалам не являются догмой.
Читайте также: