
Как сделать кулачки для токарного патрона
Любой токарный патрон имеет в своей конструкции несколько кулачков, представляющих собой специальные зажимы для удержания и центрирования обрабатываемой заготовки. Их может быть 2, 3, 4 или 6 штук в зависимости от конструкции и размеров патрона.
Виды и назначение
Кулачки к токарному патрону подразделяются на следующие типы:
- прямые, которые служат для фиксации обрабатываемой детали с наружной стороны;
- накладные, применяемые для закрепления заготовок любой длины, имеющих большой диаметральный размер;
- обратные кулачки для токарного патрона, служащие для фиксирования детали изнутри;
- сборные, состоящие из специальной рейки, к которой прикрепляется накладной кулачек.
Ко всем кулачкам предъявляются повышенные требования по прочности и износостойкости. Производятся они из легированных марок стали, чем объясняется достаточно высокая цена изделий. Все зажимающие поверхности и зубья кулачков в обязательном порядке проходят закалку и цементацию, после чего тщательно шлифуются.
Применяемые с целью вторичной фиксации заготовок больших диаметров, накладные кулачки, закрепляемые в обычных закаленных, изготавливаются из стали и цветных металлов без дополнительной термической обработки. Выточенные в полном соответствии с размерами и формой заготовки, такие кулачки служат для обеспечения повышенной точности при центрировании.
Высокие требования ГОСТ к изготовлению кулачков вполне объяснимы. Ведь любой токарный патрон при обработке детали служит для обеспечения надежной фиксации заготовки и оказывает возрастающее усилие на сжатие заготовки при повышении крутящего момента. При этом заготовка, каких бы она ни была размеров, сохраняет в процессе работы неизменное положение, не срывается, что обеспечивает высокую производительность и сводит риск поломки резцов к минимуму.
Цены и производители
Практически все токарные кулачки, которые можно купить в России, выпускаются на двух заводах:
Протачивание кулачков токарного патрона - как фиксировать кулачки в сжатом состоянии
Протачивание кулачков токарного патрона - как фиксировать кулачки в сжатом состоянии
Есть лютое, бешенное желание проточить прямые кулачки, потому что они дают погрешность в десятку при зажиме (один кулачек с ушатанной поверхностью, ещё от прежнего хозяина станка). Пока выкручиваюсь тем, что точу ответственные детали в одну установку, но это неприятно и не удобно.
Кто чем и как по простому фиксирует прямые кулачки в сжатом состоянии?
Видел на ютубе что некоторые плашку на задний зуб ставят и сжимают, а потом задний зуб опускают.
Видел приспособу, когда кольцо, к нему С-образные пластины закреплены и ими кулачки захватывают используя их конусность.
Задний зуб убивать не хочу, приспособу с С-образными захватами делать не из чего.
Есть мысль, но хочется получить советы и пинки, вдруг мысль дурацкая: взять кольцо от подшипника, сначала его зажать зубами кулачков задними, проточить передние зубы, потом зажать передними зубами и через кольцо проведя резец проточить уже задние зубы.
Разбег высоты передних, проточенных первыми и задних зубов потом уже скомпенсировать пользуясь лимбом поперечки и разглядывая следы зубов при зажиме мягкого материала, например алюминиевого прутка.
Сомнения возникают от необходимости перезажать колцо.
В принципе, логика подсказывает, что ничего страшного от перезажима не должно случиться, ведь диаметр зажима передними, уже проточенными кулачками не сильно будет отличаться от зажима задними зубами, пусть в худшем случае на десятку. Да и патрон центруется же не за счёт высоты кулачков, а за счёт улитки, так что перезажим не должен привести к существенным изменениям в геометрии. Суть ведь сжатия чего либо перед проточкой в том, что бы люфты выбрать у улитки-кулачков, насколько я понимаю.
Какие будут пинки по мысли в мой адрес?
Простите, если вопрос глупый, я ведь только начинающий.
Кулачки токарные — оснастка для токарных патронов. Изготавливают из легированной стали. Все трущиеся и зажимные поверхности проходят цементацию, закалку и затем шлифуются.
Токарные патроны обычно имеют два комплекта кулачков: прямые и обратные.
Прямые кулачки для токарных патронов предназначаются для крепления обрабатываемой детали за её внешнюю сторону. Т. е. применяются в тех случаях, когда заготовка зажимается с наружной стороны.

Обратные кулачки для токарных патронов являются полной противоположностью прямых и предназначаются для крепления деталей изнутри.
А так же, сами кулачки бывают цельные или сборные (накладные).

Сборные кулачки изготавливают из цветных металлов и стали без термообработки. Сырые кулачки, расточенные в соответствии с формой и размерами детали, обеспечивают высокую точность центрирования.
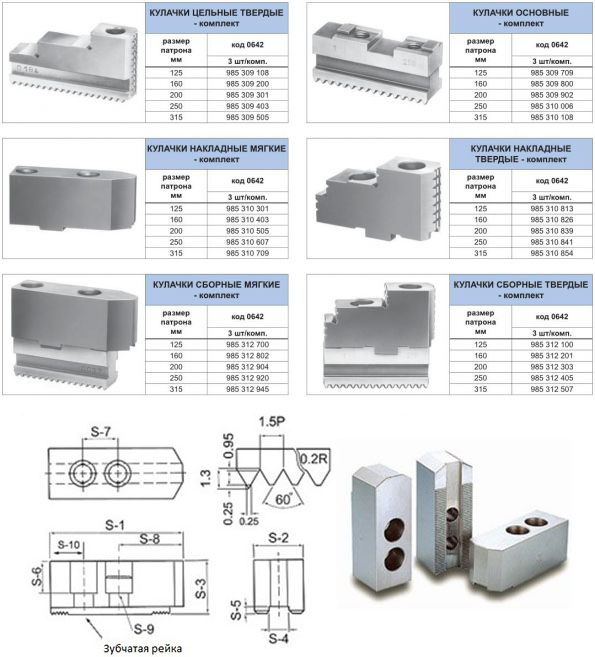
Размеры токарных кулачков:
Кулачки на патроны импортного производства:
Кулачки на патроны отечественного производства:
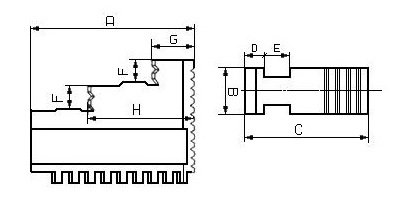
Кулачки токарные — Чертёж Кулачки токарные обратные
СПРАВОЧНАЯ ИНФОРМАЦИЯ для кулачков к токарным патронам D250:
— до 1987 года — размер H=9,5мм, S=10мм — не выпускаются
— с 1987 по 1992 — размер H=11,5мм, S=10мм — не выпускаются
— после 1992 года — размер H=11,5мм, S=9мм — выпускаются
Правила при замене кулачков
При замене одного комплекта кулачков другим необходимо вводить в паз корпуса сначала тот кулачок, на котором имеется цифра 1 (или одна точка, намеченная керном).
После того, как при вращении большой шестерни первый выступ этого кулачка войдет в спиральную канавку, можно вводить в следующий паз кулачок с цифрой 2, а затем (в последний паз) кулачок с цифрой 3.
При правильной сборке патрона все кулачки, доведенные вращением большой шестерни до центра, должны плотно касаться друг друга.
При неправильной сборке патрона коснутся только два кулачка, а третий не будет касаться остальных. В этом случае следует вывести все кулачки и ввести их снова в пазы корпуса патрона, как это было сказано выше.
СМОТРИТЕ ВИДЕО:
КАК ПРАВИЛЬНО ЗАМЕНИТЬ КУЛАЧКИ В ТОКАРНОМ ПАТРОНЕ
Кулачки для токарных патронов изготавливают нескольких типов:
- прямые – служат для зажима заготовки с внешней (наружной) стороны для вала или за внутреннюю поверхность в заготовке с отверстием;
- обратные – служат для зажима заготовок с внешней стороны;
- накладные – служат для крепления длинных или коротких заготовок, но больших диаметров;
- сборные – состоит из рейки (часть кулачка), на которую крепиться накладной кулачок.




Изготавливают из легированной стали. Зубья кулачков и все трущиеся и зажимные поверхности проходят цементацию, закалку и шлифуются.
Накладные кулачки также изготавливают из цветных металлов и стали без термообработки. Они используются для вторичного закрепления (после закрепления закаленными). Сырые кулачки, расточенные в соответствии с формой и размерами детали, обеспечивают высокую точность центрирования.
Производители
На рынке основными поставщиками являются два производителя:
- Bison-Bial – польское предприятие, специализирующееся на производстве оснастки для оборудования по обработке металла резанием. Предоставляет гарантию на свою продукцию 12 месяцев, а также расширенную – 24 месяца при регистрации на сайте завода.
- БелТАПАЗ – гродненский завод токарных патронов, располагающийся в Беларуси. Выпускает токарные патроны и запасные части к ним.
Расточка токарных кулачков
Расписывать как расточить кулачки токарного патрона нет смысла. Лучше один раз увидеть на видео, чем прочитать несколько раз запутанный рассказ и ничего не понять.
И еще одно видео
Читайте также: