
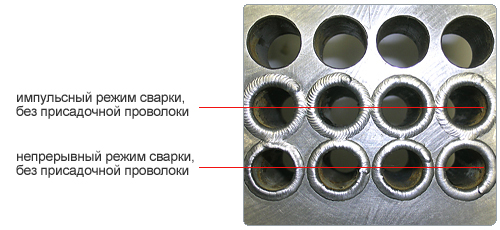
Головка для сварки трубных досок
Головка для сварки трубных досок
Сварочные головки предназначены для орбитальной автоматической сварки неповоротных стыков труб из коррозионно-стойких, углеродистых сталей и титана в среде защитного газа. Аргонодуговая сварка, неплавящимся (вольфрамовым) электродом, с присадочной проволокой или без неё, в непрерывном, импульсном или импульсно-шаговом режимах.
Головки имеют водяное охлаждение с замкнутым циклом. Для визуального дистанционного контроля за процессом сварки, оборудование для сварки труб оснащается телекамерами. Микропроцессорная аппаратура управления обеспечивает цифровое управление сварочной головкой и источником питания в ручном, наладочном и автоматическом режимах. Сварка происходит по заранее подготовленным программам, с записью параметров с последующим выводом на компьютер. Наличие в машинах для сварки труб механизмов слежения за длиной дуги (АРНД), поперечного перемещения, колебания горелки и подачи проволоки обеспечивает автоматический режим сварки.
- сменные кольцевые направляющие позволяют одной головкой выполнять сварку труб Ø200-1020 мм
- использование водяного охлаждения с замкнутым циклом (для максимального отвода тепла и непрерывной работы) увеличивает срок службы головки
- возможность установки на головке телевизионной системы наблюдения за настройкой и процессом сварки позволяет использовать головку в труднодоступных и опасных для человека местах
- использование телевизионных мониторов позволяет оператору осуществлять контроль с расстояния до 50м от места сварки
- использование механизма АРНД (автоматическая регулировка напряжения дуги) позволяет в автоматическом режиме сохранять постоянное расстояние между электродом и изделием, и с помощью механизма поперечных колебаний горелки быстро заполнять разделку шва
- быстрая замена катушки с проволокой позволяет за считанные минуты перейти от сварки коррозионностойких сталей к сварке углеродистых сталей
- пульт, используемый со сварочными головками, позволяет быстро изменять режимы сварки и реализовать до 40 записанных программ
Исполнение сварочных головок:
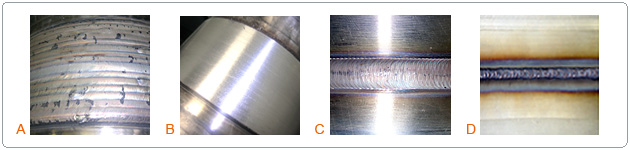
С5914М — позволяет проводить с одной установки наплавку шириной до 140 мм (в т.ч. и сварку швов). Применение механизма Р5991 позволяет обработать поверхность наплавки для проведения УЗ контроля. Позволяет реализовать технологию ремонта сварных швов и трубопроводов без их вскрытия.
С5924 — позволяет варить поворотные стыки труб различных диаметров.
С5925М — компактное исполнение горелки и головки позволяет производить сварку с минимальным просветом от поверхности трубы (70 мм)
- Наплавка шириной 140мм выполнена сварочной головкой С5914М в три слоя
- Обработка наплавки под УЗК выполнена механизмом Р5991. Н до обработки
Сварочная головка для вварки в трубную доску RBK 60 S, ORBITEC (Германия)

Сварочная головка RBK 60 S представляет собой специально разработанную сварочную головку TIG для сварки труб в трубную доску и используется для углеродистой стали и нержавеющей стали. Применяется в котлостроении, производстве теплообменников, электрическом, энергетическое строительство, химической промышленности и т. д.
Может применяться при сварке без присадочной проволоки, сварке с присадочной проволокой или можно добавить проволоку на втором проходе после сварки без присадочной проволоки. Эта сварочная головка использует пневматические оправки или манипулятор и легко фиксируется на трубе. Диапазон пружинного центратора составляет Ø 16 ~ Ø 89 мм.
Эта сварочная головка имеет функцию AVC. Данная функция также может быть отключена и переведена в ручной режим.

Эта сварочная головка имеет стандартную структуру сварочной головки TIG с водяным охлаждением. Удобно регулировать или заменять вольфрамовый электрод. Обычно используется вольфрам Ø 2,4 мм и Ø 3,2 мм. Маленькая головка идет с вольфрамом Ø 2,4 мм. Большая головка идет с вольфрамовым электродом Ø 3,2 мм.
Подача проволоки плавная, благодаря встроенному механизму для подачи проволоки. Катушка с проволокой 1,0 кг и установлена на головке. Обычно используется проволока φ0,8 мм и φ1,0 мм.
Эта сварочная головка может использоваться с балансировочным устройством 15 кг, а также может быть установлена на пневматический манипулятор TPF02. Имеется набор 5-метровых кабелей, которые соединяют сварочную головку и источник питания. Кабели могут быть удлинены в соответствии с требованиями заказчика до 8 м или 16 м.
Технические характеристики Orbitec RBK
| Свариваемые материалы | Углеродистая сталь, нержавеющая сталь, титановый сплав (с защитным колпаком) |
| Тип соединения | Выступающая труба, утопленная труба, заподлицо с доской |
| Диапазон скоростей | 0.37 - 7.39 об/мин |
| Наружный диаметр свариваемых труб | ø16 - 60 (5/8 - 1/2 2 1/2 ″) (увеличивается до ø 89) |
| Вольфрам OD | ø 2,4 мм (стандарт), ø 3,2 мм |
| Диаметр присадочной проволоки | ø 0.8, ø 1.0 |
| Угол сварки | 0º - 30º |
| Расстояние регулировки дугового зазора | 18 мм |
| Максимальная скорость подачи проволоки | 1800 мм |
| Защитный газ | Аргон |
| Охлаждающая среда | Хладагент |
| Расход охлаждающей жидкости | ≥ 600 мл/мин - 4 бар |
| Вес | 12 кг (без кабеля) |
| Максимальный сварочный ток при макс. рабочем цикле | 300А - 60% |
| Габариты | 550 × 290 × 510 мм |

Габаритные размеры с пневматическим центратором

Габаритные размеры с пневматическим позиционером
Преимущества головки RBK 60 S Orbitec
- Возможность сварки с подачей присадочной проволоки
- Вращение сварочной головки без перекручивания кабеля
- Простое закрепление к балансиру
- Водяное охлаждение
- Пневматическая оправка для легкого позиционирования
- Сварка труб заподлицо, с углублением (до 1 мм) и выступом (до 5 мм)
Комплектация RBK 60 S Orbitec
- Сварочная головка
- Кабель-пакет с водяным охлаждением
- Набор инструмента
- Кейс для транспортировки
Пружинные центраторы для головки RBK 60 S
| Диаметр, мм | Диаметр, дюймы | Артикул |
| 16.1 – 17.1 | 0.634 – 0.673 | 1.3.3705161 |
| 17.2 – 18.2 | 0.677 – 0.717 | 1.3.3705172 |
| 18.5 – 19.5 | 0.728 – 0.768 | 1.3.3705185 |
| 19.5 – 20.5 | 0.768 – 0.807 | 1.3.3705195 |
| 20.5 – 21.5 | 0.807 – 0.846 | 1.3.3705205 |
| 21.7 – 22.7 | 0.854 – 0.894 | 1.3.3705217 |
| 22.4 – 23.4 | 0.882 – 0.921 | 1.3.3705224 |
| 22.7 – 23.7 | 0.894 – 0.933 | 1.3.3705227 |
| 23.5 – 24.5 | 0.925 – 0.965 | 1.3.3705235 |
| 24.5 – 25.5 | 0.965 – 1.004 | 1.3.3705245 |
| 25.5 – 26.5 | 1.004 – 1.043 | 1.3.3705255 |
| 26.5 – 27.5 | 1.043 – 1.083 | 1.3.3705265 |
| 27.0 – 28.0 | 1.063 – 1.102 | 1.3.370527 |
| 27.5 – 28.5 | 1.083 – 1.122 | 1.3.3705275 |
| 28.3 – 29.3 | 1.114 – 1.153 | 1.3.3705283 |
| 28.5 – 29.5 | 1.122 – 1.161 | 1.3.3705285 |
| 29.0 – 30.0 | 1.142 – 1.181 | 1.3.370529 |
| 29.5 – 30.5 | 1.161 – 1.201 | 1.3.3705295 |
| 30.5 – 31.5 | 1.201 – 1.240 | 1.3.3705305 |
| 31.5 – 32.5 | 1.240 – 1.280 | 1.3.3705315 |
| 32.5 – 33.5 | 1.280 – 1.319 | 1.3.3705325 |
| 33.5 – 34.5 | 1.319 – 1.358 | 1.3.3705335 |
| 34.3 – 35.3 | 1.358 – 1.390 | 1.3.3705343 |
| 34.5 – 35.5 | 1.358 – 1.398 | 1.3.3705345 |
| 35.5 – 36.5 | 1.398 – 1.437 | 1.3.3705355 |
| 36.5 – 37.5 | 1.437 – 1.476 | 1.3.3705365 |
| 37.5 – 38.5 | 1.476 – 1.516 | 1.3.3705375 |
| 38.5 – 39.5 | 1.516 – 1.555 | 1.3.3705385 |
| 39.5 – 40.5 | 1.555 – 1.594 | 1.3.3705395 |
| 40.5 – 41.5 | 1.594 – 1.634 | 1.3.3705405 |
| 41.5 – 42.5 | 1.634 – 1.673 | 1.3.3705415 |
| 42.5 – 43.5 | 1.673 – 1.713 | 1.3.3705425 |
| 43.5 – 44.5 | 1.713 – 1.752 | 1.3.3705435 |
| 44.5 – 45.5 | 1.752 – 1.791 | 1.3.3705445 |
| 45.5 – 46.5 | 1.791 – 1.831 | 1.3.3705455 |
| 46.5 – 47.5 | 1.831 – 1.870 | 1.3.3705465 |
| 47.0 – 48.0 | 1.850 – 1.890 | 1.3.370547 |
| 47.5 – 48.5 | 1.870 – 1.909 | 1.3.3705475 |
| 48.0 – 49.0 | 1.890 – 1.929 | 1.3.370548 |
| 49.5 – 50.5 | 1.949 – 1.988 | 1.3.3705495 |
| 50.5 – 51.5 | 1.988 – 2.028 | 1.3.3705505 |
| 51.5 – 52.5 | 2.028 – 2.067 | 1.3.3705515 |
| 52.5 – 53.5 | 2.067 – 2.106 | 1.3.3705525 |
| 53.5 – 54.5 | 2.106 – 2.146 | 1.3.3705535 |
| 54.5 – 55.5 | 2.156 – 2.185 | 1.3.3705545 |
| 55.5 – 56.5 | 2.185 – 2.224 | 1.3.3705555 |
| 56.0 – 57.0 | 2.205 – 2.244 | 1.3.370556 |
| 56.5 – 57.5 | 2.224 – 2.264 | 1.3.3705565 |
| 57.0 – 58.0 | 2.244 – 2.283 | 1.3.370557 |
| 57.5 – 58.5 | 2.264 – 2.303 | 1.3.3705575 |
| 58.5 – 59.5 | 2.303 – 2.343 | 1.3.3705585 |
| 59.5 – 60.5 | 2.343 – 2.382 | 1.3.3705595 |
| 60.6 – 61.6 | 2.386 – 2.425 | 1.3.3705606 |
| 61.5 – 62.5 | 2.421 – 2.461 | 1.3.3705615 |
| 62.5 – 63.5 | 2.461 – 2.500 | 1.3.3705625 |
| 63.5 – 64.5 | 2.500 – 2.539 | 1.3.3705635 |
| 64.5 – 65.5 | 2.539 – 2.579 | 1.3.3705645 |
| 65.5 – 66.5 | 2.579 – 2.618 | 1.3.3705655 |
| 66.5 – 67.5 | 2.618 – 2.657 | 1.3.3705665 |
| 67.5 – 68.5 | 2.657 – 2.697 | 1.3.3705675 |
| 68.5 – 69.5 | 2.697 – 2.736 | 1.3.3705685 |
| 69.5 – 70.5 | 2.736 – 2.776 | 1.3.3705695 |
| 70.5 – 71.5 | 2.776 – 2.815 | 1.3.3705705 |
| 71.5 – 72.5 | 2.815 – 2.854 | 1.3.3705715 |
| 72.7 – 73.7 | 2.862 – 2.902 | 1.3.3705725 |
| 73.5 – 74.5 | 2.894 – 2.933 | 1.3.3705735 |
| 74.5 – 75.5 | 2.933 – 2.972 | 1.3.3705745 |
| 75.5 – 76.5 | 2.972 – 3.002 | 1.3.3705755 |
| 76.5 – 77.5 | 3.012 – 3.051 | 1.3.3705765 |
| 77.5 – 78.5 | 3.051 – 3.091 | 1.3.3705775 |
| 78.5 – 79.5 | 3.091 – 3.130 | 1.3.3705785 |
| 79.5 – 80.5 | 3.130 – 3.169 | 1.3.3705795 |
| 80.5 – 81.5 | 3.169 – 3.209 | 1.3.3705805 |
| 81.5 – 82.5 | 3.209 – 3.248 | 1.3.3705815 |
| 82.0 – 83.0 | 3.228 – 3.268 | 1.3.370582 |
| 82.5 – 83.5 | 3.248 – 3.287 | 1.3.3705825 |
| 84.5 – 85.5 | 3.327 – 3.366 | 1.3.3705845 |
| 98.1 – 99.1 | 3.862 – 3.902 | 1.3.3705981 |
Дополнительные принадлежности для головок RBK
 | Балансир для сварочных головок RBK |
 | |
Позиционер для сварки труба+трубная доска (пневматический)

С помощью позиционера сварочную головку RBK 60 S можно легко позиционировать без балансира, и центрировать её пневматически с помощью рычага на позиционере. Головка совмещается с соответствующим центратором на трубной доске. Позиционер стоит на роликах и фиксируется перед трубной доской с помощью винтовой регулировки.
Автоматическая установка для вварки труб в трубную доску
Клиент уже приобретал у нас аналогичное оборудование. Убедившись на своем опыте, что покупка данного оборудования — это не затраты, а инвестиции, им было принято решение о покупке еще одного комплекта, состоящего из головки P16 и источника сварочного тока ORBIMAT 300 CA.
Благодаря сварочной головке P16, приваривание труб в трубные решетки происходит с высокой точностью, неизменным качеством и со 100% повторяемостью швов.
За счет сохраненных программ в памяти источника ORBIMAT 300 CA, сварка выполняется по заранее отработанным режимам, и риск получения брака сводится к минимуму. Доступ в настройки источника разделен на три уровня (администратор, технолог, исполнитель работ), что исключает возможность изменения сварочных параметров сварщиком.

Комплект поставки оборудования:
- Источник сварочного тока ORBIMAT 300 CA;
- Тележка со встроенной системой водяного охлаждения;
- Головка для приваривания труб P16 с холодной подачей проволоки;
- Кабель массы 300 CA, 5 м;
- Пакет программного/аппаратного обеспечения;
- Крепежный стержень группы B;
- Пружинный балансир;
- Центрирующий патрон B12.
Специалисты компании «ДельтаСвар» провели обучение персонала, а также заварили контрольные образцы.
По результатам исследований контрольных образцов, глубина проплавления металла составила 2,5 мм при минимально требуемой 1,5 мм.

При использовании данного комплекта заказчик получил:
- Необходимый, гарантированный провар металла;
- 100% повторяемость сварного шва;
- исключение человеческого фактора;
- Контроль за соблюдением режимов сварки.
Данное оборудование может быть применено в таких отраслях промышленности, как пищевая и молочная промышленность, производство напитков, фармацевтическая, химическая, энергетическая, нефтяная и газовая промышленность, производство трубопроводов.
Специалисты «ДельтаСвар» всегда рады помочь с выбором сварочного оборудования, оказать консультации по вопросам дальнейшего обслуживания и пр.

Поставка источника орбитальной сварки ORBIMAT 180 SW
Постоянное расширение производства – одна из целей, которую стремится достичь каждый производитель. С увеличением объёмов производства также требуется увеличение мощностей. С задачей по открытию дополнительной линии производства в ООО «ДельтаСвар» обратилось предприятие, занимающееся сваркой труб различного назначения. .

Поставка комплекса орбитальной сварки Orbitalum Tools для производства оборудования для нанесения нанопокрытий
Нанотехнологии, включая технологии нанопокрытий, показывают на современном рынке инновационных материалов высокие темпы развития. Это, в свою очередь, расширяет коммерческую реализацию накопленных специалистами знаний и требует расширения производственных мощностей. .

Расширение дилерской сети Orbitalum Tools в России
ООО «ДельтаСвар» является официальным дистрибьютером Orbitalum Tools GmbH. Одним из ключевых моментов работы компании является развитие и распространение данного бренда на территории России. Для этого используются такие средства, как онлайн семинары, совместные демонстрации оборудования конечным потребителям, а также распространение маркетинговых материалов и обучение потенциальных дилеров. .

Поставка расходных материалов для сварки труб в трубные решетки
Предприятие, основным видом деятельности которого является изготовление теплообменных устройств и машин для сжижения воздуха или прочих газов, на протяжении многих лет успешно использует в своем производстве орбитальные головки для сварки труб в трубные решетки P16 в комплекте с инновационными источниками питания Orbimat 300 CA (Orbitalum Tools GmbH, Германия). С таким оборудованием можно без проблем сваривать трубы в трубные доски с высочайшей точностью и неизменным качеством. .

Запуск новой линии по производству теплообменников
В последнее время все более популярным способом сварки труб становится орбитальная сварка. Это механизированный процесс сварки, при котором электрод перемещается на 360 градусов вокруг трубы. Данный способ сварки позволяет сваривать трубы без дефектов и исключает влияние человеческого фактора. .
Сварка труб в трубную доску при изготовлении теплообменных кожухотрубчатых аппаратов
Теплообменные трубы кожухотрубчатых стальных аппаратов — это серийно выпускаемое технологическое оборудование из углеродистных, коррозионностойких и латунных труб. Большое количество сварных соединений в трубных досках и высокие требования к их качеству делают необходимой автоматизацию применяемых процессов. Именно поэтому заказчик решил отойти от индивидуальной обварки каждой трубы вручную.
Для автоматизации процесса сварки инженерами «ДельтаСвар» был предложен способ, при котором конец каждой трубы пропускают через отверстия в трубной доске так, чтобы торец трубы находился примерно в плоскости трубной доски. Тем самым мы получаем шов типа «заподлицо».

При сварке торец трубы закрывается направляющим стержнем, а на поверхности трубной доски производят оплавление кромок.
После этого направляющий стержень легко удаляется, а концы приваренных труб не требуют зачистки. С учетом того, что диаметр труб, применяемых при изготовлении технологического оборудования заказчика, достигает 70 мм, идеальным решением стало применение сварочной головки Р16 немецкого производителя Orbitalum Tools GmbH.
Комплект поставки оборудования:
В рамках выполнения проекта инженерами «ДельтаСвар» были отработаны режимы сварки на образцах клиента, а также проведено обучение персонала по работе с оборудованием.
По результатам внедрения данного автоматизированного комплекса клиент добился увеличения производительности в 3 раза и повысил качество сварных швов за счет исключения человеческого фактора.
Данный проект может быть реализован в таких отраслях промышленности, как авиационно-космическая отрасль, пищевая, молочная промышленность и производство напитков, фармацевтическая и химическая промышленность, производство трубопроводов.
Поставка источника орбитальной сварки ORBIMAT 180 SW
Постоянное расширение производства – одна из целей, которую стремится достичь каждый производитель. С увеличением объёмов производства также требуется увеличение мощностей. С задачей по открытию дополнительной линии производства в ООО «ДельтаСвар» обратилось предприятие, занимающееся сваркой труб различного назначения. .
Поставка комплекса орбитальной сварки Orbitalum Tools для производства оборудования для нанесения нанопокрытий
Нанотехнологии, включая технологии нанопокрытий, показывают на современном рынке инновационных материалов высокие темпы развития. Это, в свою очередь, расширяет коммерческую реализацию накопленных специалистами знаний и требует расширения производственных мощностей. .
Расширение дилерской сети Orbitalum Tools в России
ООО «ДельтаСвар» является официальным дистрибьютером Orbitalum Tools GmbH. Одним из ключевых моментов работы компании является развитие и распространение данного бренда на территории России. Для этого используются такие средства, как онлайн семинары, совместные демонстрации оборудования конечным потребителям, а также распространение маркетинговых материалов и обучение потенциальных дилеров. .
Поставка расходных материалов для сварки труб в трубные решетки
Предприятие, основным видом деятельности которого является изготовление теплообменных устройств и машин для сжижения воздуха или прочих газов, на протяжении многих лет успешно использует в своем производстве орбитальные головки для сварки труб в трубные решетки P16 в комплекте с инновационными источниками питания Orbimat 300 CA (Orbitalum Tools GmbH, Германия). С таким оборудованием можно без проблем сваривать трубы в трубные доски с высочайшей точностью и неизменным качеством. .
Запуск новой линии по производству теплообменников
В последнее время все более популярным способом сварки труб становится орбитальная сварка. Это механизированный процесс сварки, при котором электрод перемещается на 360 градусов вокруг трубы. Данный способ сварки позволяет сваривать трубы без дефектов и исключает влияние человеческого фактора. .
Орбитальные головки для вварки труб в трубные доски

Подвесная сварочная головка для орбитальной аргонодуговой сварки KHB12-80 применяется для варки труб в трубную доску.
Соединение «труба - трубная доска» широко используется при изготовлении оборудования для предприятий химической, пищевой, энергетической, фармацевтической, атомной промышленности.
Сварочная головка KHB12-80 используется для сварки труб небольшого диаметра от 12 до 80 мм (максимально 89 мм). Данное оборудование применяется для варки самых разных материалов: низкоуглеродистой, углеродистой, легированной и высоколегированной, высокохромистой, коррозионностойкой и теплоустойчивой сталей.
Сварку возможно выполнять как оплавлением, так и с присадочным материалом. Для подачи присадки орбитальная головка оснащена подающим механизмом и маленькой катушкой с проволокой.
Сварка узлов может осуществляться под различными углами как в горизонтальном, так и в вертикальном положениях. Толщина стенок свариваемых труб 1-6,5 мм, скорость сварки 0,5-5,0 об/мин.
Panasonic YC-400TX - надежный сварочный источник для орбитальных головокВ качестве источника сварочного тока используется цифровой сварочный инвертор Panasonic YC-400TX постоянного тока с импульсным режимом, охватывающим диапазон 0,5-500 Гц. Аппарат обладает самыми широкими возможностями по настройки импульсного режима и других параметров сварочного процесса
Сварка трубной панели теплообменникаОсобенности сварочной установки KHB12-80
• блок управления сварочным процессом на базе мощного PLC – контроллера Дельта с сенсорным экраном – позволяет полностью программировать сварочный цикл
• 100 ячеек памяти для хранения сварочных программ
• наличие системы самодиагоностики с выдачей кодов ошибок
• автоматическая регулировка длины дуги по напряжению (AVC)
• встроенная система жидкостного охлаждения с замкнутым циклом (для максимального отвода тепла и непрерывной работы) увеличивает срок службы головки, позволяет работать в тяжелых режимах
• позиционирование головки в трубе с помощью упругих пружинных колец
• для удобства позиционирования головка оснащена опорной треногой и внутренним
• подача присадочной проволоки с маленькой катушки ( 1-2 кг) установленной на головке или с отдельно стоящей катушки 5-15 кг
• возможность работать с любой геометрией сварного узла: заподлицо, утопленное положение (-2 мм), выступающее положение (+8 мм)
• небольшие размеры и вес головки (6,5 кг без катушки) позволяют с удобством работать в стеснённых условиях
• сварочная головка хранится в удобном пластиковом кофр с колесами, которые обеспечивает её сохранность и удобство при перевозке
Трубные вращатели
Трубные вращатели используются для зажима и вращения труб при сборке и сварке трубных деталей и узлов в цеховых и монтажных условиях. При оснащении вращателей сварочными системами и управляющими PLC контроллерами, они могут расматриваться какк автоматические сварочные системы.
Отдельные модели трубных вращателей позволяют наклонять свариваемые изделия для обеспечения наиболее оптимального положения для сварки.
Специализированные трубные вращатели обладают следующими преимуществами:
• позволяют зажимать трубы в широком диапазоне диаметров;
• отдельный привод вращения обеспечивает плавную регулировку скорости вращения трубы;
• быстро и точно центруют две трубы и зажимают их без каких-либо дополнительных приспособлений -роль наружного центратора выполняют сами зажимные ролики;
• обеспечивают высокую точность стыковки труб;
• позволяют собирать и сваривать трубные узлы типа: отвод+труба+отвод, отвод+труба+тройник, фланец+труба+отвод и др.;
Трубные вращатели могут оснащаться программируемыми системами колебания горелки (осциляторами), а также комплектоваться сварочными системами как китайского производства, так и ведущих мировых производителей: ESAB, Miller, Lincoln Electric.
Трубный вращатель прижимного типа для труб d 50-610 мм грузоподъемностью 5 т, интегрированный с блоком управления сварочным оборудованиемСтенды для сварки трубных изделий на базе трубных вращателей
Для сварки лёгких трубных узлов (сварка трубных узлов) могут применяться трубные вращатели прижимного типа. Конструкция ряда из них позволяет использовать трубный вращатель в качестве внешнего центратора и производить сборку, прихватку и сварку, не переустанавливая деталь.
(Трубный вращатель прижимного типа для труб d 50-610 мм грузоподъемностью 5 т, интегрированный с блоком управления сварочным оборудованием)
Головка для сварки трубных досок
Сварочные головки для сварки труб в трубные доски
Головки предназначены для сварки тонко- и толстостенных труб в трубные доски при монтаже или ремонте теплообменников, в аппаратостроении и энергетике. Сварка аргонодуговая в среде защитных газов, неплавящимся (вольфрамовым) электродом, в непрерывном или импульсном режимах, с применением присадочной проволоки или без неё. Точная центровка сварочной головки в трубе по внутреннему диаметру обеспечивает высокое качество и скорость автоматической сварки.
 |  |
| С5909М - сварочная головка для вварки труб Ø16-63 мм, без присадочной проволоки | Труба Ø63х4 мм (с присадочной проволокой) |
 |
| Трубная доска Ø25х2,5 мм |
- быстросменные центраторы и вкладыши, входящие в комплект позволяют одной головкой сваривать несколько типоразмеров труб
- управление осуществляется любой аппаратурой предприятия «Констар» с возможностью регистрации параметров сварки
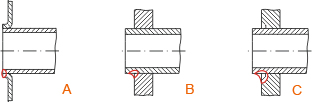
Виды сварных соединений:
© 2000 — 2021 «Констар»
Производственно конструкторский центр
TTS 90 Сварочная головка для вварки труб в трубные доски

Гарантия на сварочные аппараты — 3 года
Подробнее узнавайте
у специалистов по продажам.

Индивидуальный подбор оборудования
Эксперты «Шторма» проведут индивидуальный подбор оборудования
Заказать Задать вопрос
Свойства и преимущества:
- Возможность подачи сварочной проволоки при TIG сварке на постоянном токе, возможность импульсной сварки.
- Вращение сварочной головки без перекручивания кабеля.
- Предназначена для приварки труб к трубной доске.
- Совместима с манипулятором – полезно при термически нагруженном производстве.
Технические данные
| Диапазон диаметров | 16 - 60 мм, увеличивается до 80 мм |
| Скорость вращения | 0.37 - 7.39 об/мин |
| Регулирование напряжения дуги | 20 мм (0.79“) |
| Угол сварочной горелки | 0°- 30° |
| Длина кабеля | 5 м (16‘) |
| Сварочный ток/ПВ | 300 A при 70% |
| Защитный газ | Аргон / смесь газов |
| Скорость подачи проволоки | 2200 мм/мин (86.6“/мин) |
| Диаметр проволоки | 0.8, 0.9, 1.0 мм (0.030“, 0.035“, 0.040“) |
| Охлаждение | вода |
| Тип соединения | заподлицо, с погружением или выступом |
| Масса | 13 кг (28 lbs) |
| Габаритные размеры (мм) | 550x290x510 мм (22“x11.4“x20“) |
Характеристики
| Бренд | Orbitalservice GmbH, Германия |
Оформите заявку на сайте, мы свяжемся с вами в ближайшее время и ответим на все интересующие вопросы.
Рекомендуемое оборудование для орбитальной сварки

Трубы и трубные конструкции являются важнейшими элементами современной промышленности и находят широкое применение в таких областях, как производство компонентов для полупроводниковой промышленности, в пищевой промышленности, фармацевтике, химическом машиностроении, автомобилестроении, биотехнологии, судостроении и аэрокосмической отрасли, строительстве электростанций. В данных областях к качеству сварных соединений трубных изделий предъявляются очень высокие требования, поэтому с середины 20 века появилось такое понятие как орбитальная сварка - специализированный способ сварки, при котором дуга поворачивается на 360° вокруг статичной трубной заготовки и, фактически, достигается равнопрочность сварного соединения основному металлу. Современное оборудование для орбитальной сварки - с компьютерным управлением, благодаря чему процесс выполняется с наименьшим вмешательством оператора. Орбитальная сварка почти всегда осуществляется неплавящимся вольфрамовым электродом в среде инертного газа (TIG-сварка), если необходимо, то с дополнительной подачей «холодной» проволоки. Этот метод применим для сварки изделий из высокопрочных, жаропрочных и коррозионно-стойких сталей, нелегированных и низколегированных углеродистых сталей, никелевых сплавов, титана, меди, алюминия и их сплавов.
Наша компания имеет опыт поставок стандартной техники для орбитальной сварки труб и вварки труб в трубные доски, а так же автоматизированных комплексов для орбитальной сварки на предприятия России.
Если речь вести о производителе стандартной техники для орбитальной сварки, то лидером в данном сегменте является немецкая компания Orbitalservice. Компания ШТОРМ является генеральным партнером Orbitalservice в России. Мы предлагаем не просто оборудование, а готовое решение Вашей задачи – от коммерческого предложения до внедрения в производственный процесс.
Основными компонентами системы орбитальной сварки является источник питания и контроллер, сварочная головка и, при необходимости, механизм подачи проволоки.

Источник питания и контроллер могут быть выполнены как в монокорпусе, так и в раздельных корпусах.
Компания LORCH выступила разработчиком источника для орбитальной сварки, который работает с контроллером OWC (пр-во Orbitalservice).
Источника CompactOne, где блок управления встроен в корпус сварочного аппарата (см. фото 1).

Фото 1. CompactOne - источник питания и контроллер для орбитальной сварки в монокорпусе
Блок управления оснащен сенсорным экраном, на котором отображаются все параметры сварки трубы, разбитой на отдельные сегменты. Выбор режимов сварки в каждом сегменте осуществляется в автоматическом режиме блоком управления сварочным процессом, благодаря чему получается добиться не только высокого качества сварного соединения, но и существенно ускорить выполнение работ (см. фото 2). Отличительная особенность данного блока управления - новый интерфейс, который отличается простотой и интуитивно понятен оператору, позволяет в широком диапазоне настраивать все параметры сварки, в том числе системы слежения и колебания горелки.

Еще один важный компонент установок орбитальной сварки – сварочная головка.
Среди всех них выделяют следующие виды:
- закрытого типа;
- открытого типа;
- для сварки труб в трубные доски.

Фото 3. Головка закрытого типа CWH
Головки серии CWH
При сварке труб значительных диаметров - до 273 мм с разделкой кромок, целесообразным является применение головок открытого типа серии OWH.

Фото 4. Головка открытого типа OWH
Головки серии OWH
Диаметр трубы, мм
Преимущество данных головок в том, что их можно использовать в ситуациях, где не требуется система слежения по напряжению и система поперечных колебаний горелки, так и в случаях, где применение данных систем необходимо. Таким образом, имея базовую головку OWH, ее можно укомплектовать как стандартным блоком крепления горелки, так и блоком крепления с компактной системой слежения и колебаний AVC-OSC.
Третьим типом головок для орбитальной сварки являются головки серии TTS, предназначенные для вварки труб в трубные доски (см. фото 5). Они применяются для труб диаметром от 16 до 80мм. Конструкция данной головки позволяет быстро и с высокой точностью устанавливать их к месту сварки и получать соединение высокого качества.
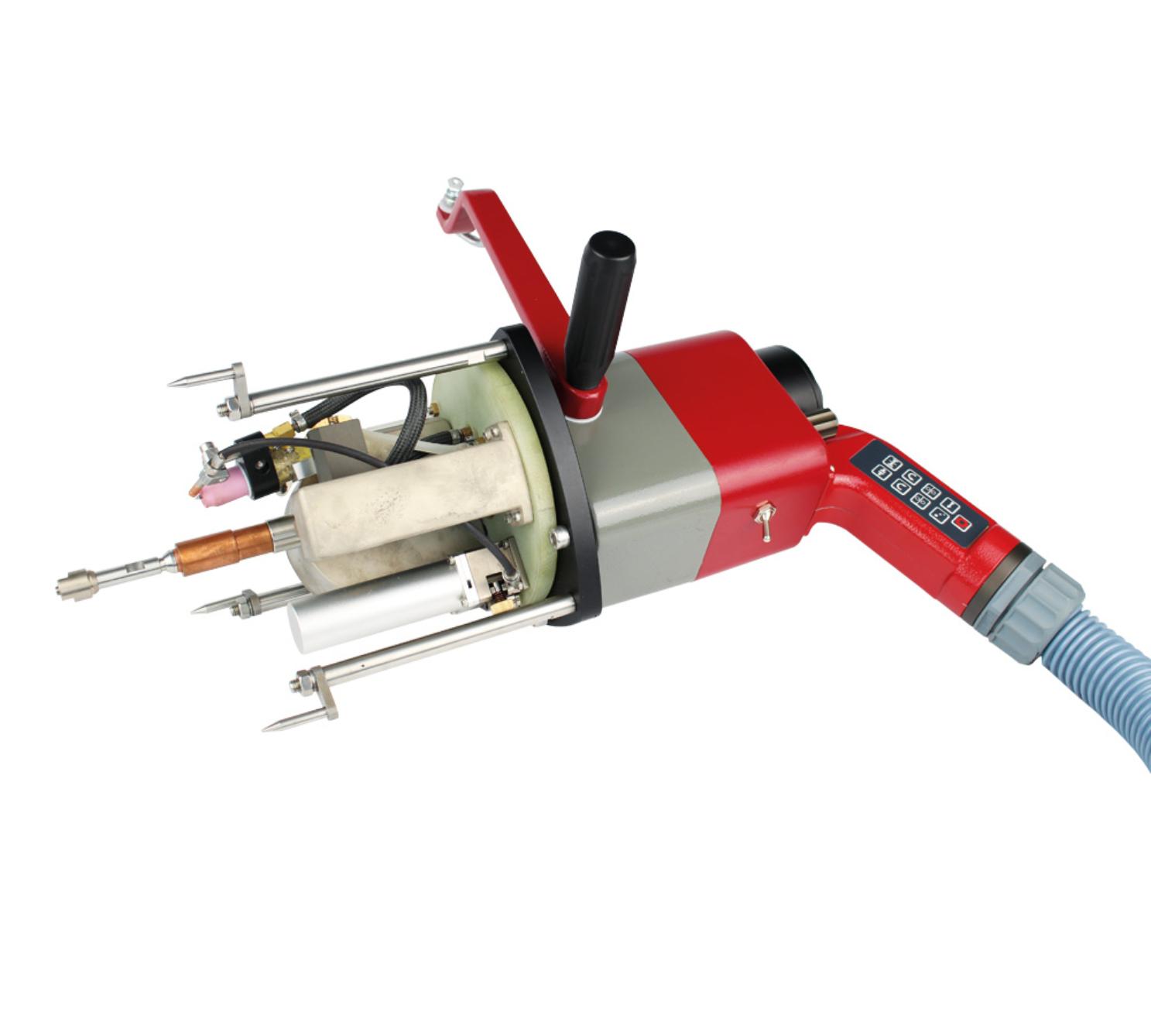
Фото 5. Головка для вварки труб в трубную доску - TTS
Головки серии TTS
Диаметр трубы, мм
(возможно расширение до 80мм)
(горелка параллельно к трубе)
(горелка под 30° к трубе)
Сварочная головка TTS-122 отличается от всего модельного ряда TTS наличием непосредственно на самой головке механизма подачи проволоки с возможностью установки кассеты с массой до 1 кг.
Для удобной и быстрой переустановки головки с одного изделия на другое удобно использовать пневматический позиционер консольного типа (см. фото 6).

Фото 6. Пневматический манипулятор TTS-Autoline для для сварочных головок серии TTS
Помимо этого, в состав установки орбитальной сварки может быть включен блок жидкостного охлаждения горелки для увеличения продолжительности работы системы (WUK), механизм подачи присадочной проволоки, имеющий полностью закрытый корпус типа CWF (см. фото 7), транспортная тележка для мобильности системы Trolley , дистанционный пульт управления (см. фото 8).


Фото 7. Механизм подачи присадочной проволоки CW
Фото 8. Пульты дистанционного управления процессом орбитальной сварки .
Всего несколько лет назад цена на оборудование для орбитальной сварки была мало кому доступной, а оборудование практически эксклюзивным. К счастью, сегодня ситуация кардинально изменилась: оборудование производится серийно, расходные материалы и запчасти для него доступны, а цена - оправдана.
Читайте также: