
Для каких классов арматуры разрешается дуговая сварка прихватками крестообразных соединений стержней
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10922-2012 * Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
* На территории Российской Федерации действует ГОСТ Р 57997-2017 Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия.
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772-88 Прокат для строительных конструкций. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. № 1).
3 Термины и определения
В настоящем стандарте использованы термины по ГОСТ 10922.
(Измененная редакция, Изм. № 1).
4 Типы и обозначение
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
Примечания к схеме армирования в КЖ
На рабочих чертежах не должно быть никаких записей (пояснений, рекомендаций и т.д.) под заголовком "Примечания".
"Примечания" бывают в художественной или исторической литературе (где дается некоторая дополнительная информация), которую Мы можем читать или не читать в зависимости от Нашего настроения.
ВСЁ ТО, ЧТО нарисовано (или написано) в чертежах проекта - есть обязательно к выполнению.
Это - трекстовая часть. Я её называю - "УКАЗАНИЯ".
Про слово - "Примечания" - забудьте. Иначе Вас (может-быть) будут только "примечать".
Бельцы_МолдавияНа рабочих чертежах не должно быть никаких записей (пояснений, рекомендаций и т.д.) под заголовком "Примечания".
"Примечания" бывают в художественной или исторической литературе (где дается некоторая дополнительная информация), которую Мы можем читать или не читать в зависимости от Нашего настроения.
ВСЁ ТО, ЧТО нарисовано (или написано) в чертежах проекта - есть обязательно к выполнению.
Это - трекстовая часть. Я её называю - "УКАЗАНИЯ".
Про слово - "Примечания" - забудьте. Иначе Вас (может-быть) будут только "примечать".
Есть тема "Нужно ли писать слово "Примечание"" пост 68. На самом деле вопрос скользкий. На прямую указаний о вязке в нормах нет. Косвенно оговорено в СП. Можно конечно сослаться и на СНиП "несущие и ограждающие конструкции". А можно сделать чуть хитрее, в прим. написать: общие указания см. КЖ-1, где у привести примечание по вязке арматуры, которое будет касаться всех листов проекта. Руководство по конструированию бетонных и ж/б конструкций из тяжелого бетона", 1978 г.п. 3.29 …. В случае применения арматуры периодического профиля два крайних ряда пересечений стержней по периметру сетки должны быть соединены сваркой. Допускается применение дуговой сварки. Внутренние пересечения должны быть перевязаны через узел в шахматном порядке. …. Я бы добавил два крайних шага в каждом ряду вязать, остальные через шаг. А вообще как обеспечить устойчивость арматуры на период монтажа решает автор проекта. СНиП 52-01-2003 Бетонные и железобетонные конструкции. Основные положения:
8.2.2 Установку вязаной арматуры в опалубочные формы следует производить в соответствии с проектом. При этом должна быть предусмотрена надежная фиксация положения арматурных стержней с помощью специальных мероприятий, обеспечивающая невозможность смещения арматуры в процессе ее установки и бетонирования конструкции. + выкладывали указания, но это не нормы, так для общего развития Подскажите какое примечание писать для изготовление сварных арматурных каркасов и сеток. Как, какие электроды или может точечной сваркой. Как правильно и какие варианты? В Гугле ничего толкового не нашел Подскажите какое примечание писать для изготовление сварных арматурных каркасов и сеток. Как, какие электроды или может точечной сваркой. Как правильно и какие варианты? В Гугле ничего толкового не нашел
Спасибо. А сварное крепление арматуры только точечной делают или есть варианты?
Сборка и сварка монтажных соединений железобетонных конструкций
3.1 Типы сварных соединений арматуры между собой и с плоскими элементами проката закладных изделий, выполняемых при монтаже сборных и возведении монолитных железобетонных конструкций, размеры конструктивных элементов, способы сварки, техника и технология, контроль качества должны соответствовать проекту, ГОСТ 14098, ГОСТ 10922, ГОСТ 23858, СП 48.13330, СП 63.13330, учитывать рекомендации [5], [6].
3.2 Выполнение требований проекта по степени укрупнения арматурных изделий, точности их сборки, схемам монтажных ярусов и зон, подготовленным сборочным и сварочным работам, видам и объемам контроля, техники безопасности должно быть предусмотрено в ППСР и технологических картах (регламентных) к нему, учитывающих специфику конкретного объекта и возможности монтажной организации.
3.3 При наличии арматурно-сварочного участка на приобъектном полигоне для изготовления арматурных изделий и укрупнительной сборки железобетонных элементов на сварке должен быть составлен отдельный ППСР с технологическими требованиями, аналогичными требованиям к заводской продукции.
3.4 Гнутье арматурной стали должно производиться с одинаковой скоростью, минимальный диаметр загиба в свету для основных классов арматуры приведен в таблице 10.4. Выпрямление гнутых стержней в арматурных изделиях не разрешается. Допускается термическая правка и гнутье (отгиб) нагревом арматуры до температуры 600 - 800 °С по технологическому регламенту (карте). Арматура из бухт может применяться только при наличии на стройплощадке соответствующего правильного оборудования.
Таблица 10.4. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
Минимальный диаметр загиба в свету при диаметре стержня dн, мм
Максимальный угол загиба, град
А500; А500С; А600С
* Для сваренной встык арматуры, изгибаемой после сварки, минимальный диаметр загиба должен быть ≥ 10d.
3.5 Арматура, арматурные, закладные и соединительные изделия должны поступать на объект с документом о качестве (паспортом, сертификатом) завода-изготовителя и иметь сертификат соответствия.
3.6 Для обеспечения требуемых проектом параметров армирования перед укладкой арматуры и сборкой элементов железобетонных конструкций необходимо установить соответствие классов и диаметров стержневой арматуры, марок стали и толщин плоских элементов закладных изделий и соединительных деталей, размеров и точности сборки сопрягаемых элементов, а перед сваркой - размеров и точности подготовки сопрягаемых стержней чертежам марки КЖ проекта и требованиям ГОСТ 14098, ГОСТ 10922, а также данным, приведенным в [5] и [6].
3.7 Элементы сборных железобетонных конструкций следует собирать с использованием устройств и приспособлений, фиксирующих их проектное положение. Конструкции с закладными и соединительными изделиями, нахлесточные соединения, скобы-накладки и арматурные накладки следует собирать на прихватках с применением тех же сварочных материалов, что и основные швы. Прихватки следует располагать в местах последующего наложения сварных швов. Запрещается сборка и сварка арматурных стержней конструкций, удерживаемых краном.
3.8 При сборке конструкций и укладке арматуры в монолитном бетоне не разрешается обрезка концов стержней и разделка их кромок перед сваркой электрической дугой.
3.9 Длина выпусков арматурных стержней из бетона конструкций должна быть не менее 150 мм при регламентированных нормативными документами зазорах и не менее 100 мм при применении одной вставки длиной не менее 80 мм в случае их превышения. Вставки следует изготовлять из арматуры того же класса и диаметра, что и стыкуемые стержни. При сварке стержней встык с накладками превышение зазора должно быть компенсировано соответствующим увеличением длины накладок.
3.10 После сборки под сварку несоосность стыкуемых арматурных стержней, переломы их осей, смещения и отклонения размеров элементов сварных соединений должны соответствовать требованиям ГОСТ 10922. Отгиб стержней для обеспечения их соосности следует осуществлять в холодном состоянии. Допускается осуществлять нагрев до температуры 600 - 800 °С по специальной технологической карте.
3.11 Требования к способу подогрева, оборудованию и контролю температуры должны содержаться в технологическом регламенте (картах) к ППСР.
3.12 Перед сваркой (ванной, многослойными или протяженными швами) арматурные стержни в месте соединения следует зачищать на длине, превышающей на 10 - 15 мм сварной шов или стык.
3.13 Для ручной дуговой сварки следует использовать источники постоянного сварочного тока универсальные или с падающей характеристикой и сварочные трансформаторы на токи до 500А, а для механизированных способов сварки -источники постоянного сварочного тока универсальные или с жесткой характеристикой до 500А и специализированные или модернизированные полуавтоматы общего назначения.
3.14 Конструкции сварных соединений стержневой арматуры, их типы и способы выполнения в зависимости от условий эксплуатации, класса и марки свариваемой стали, диаметра и пространственного положения при сварке, а также предельные отклонения размеров выполненных швов должны соответствовать требованиям проекта, ГОСТ 14098, ГОСТ 10922, а также данным [5]и [6].
3.15 Режимы, сварочные материалы, техника, технология сварки арматуры, арматурных и закладных изделий должны соответствовать [5] и ППСР.
3.16 Рекомендуемые типы электродов для ручной дуговой сварки основных классов арматуры приведены в таблице 10.5, а марки сварочных проволок для механизированных способов сварки и других классов арматуры - в [5] и [6].
Таблица 10.5. СП 70.13330.2012
Несущие и ограждающие конструкции.
Актуализированная редакция СНиП 3.03.01-87
Прочность крестообразного соединения арматуры разного диаметра и разных классов
Видел такие рекомендации. Продольный стержень должен быть одного класса арматуры с поперечным или не обязательно (в отчете про это не сказано)? И все таки будет ли обеспечена анкеровка в случае, когда продольный стержень имеет меньший диаметр по сравнению с поперечным?
Архангельск/СПб Видел такие рекомендации. Продольный стержень должен быть одного класса арматуры с поперечным или не обязательно (в отчете про это не сказано)? И все таки будет ли обеспечена анкеровка в случае, когда продольный стержень имеет меньший диаметр по сравнению с поперечным?Про класс ничего не сказано.
Но есть фраза, что анкеровка осуществляется стержнем не меньшего диаметра - следовательно, стержнем меньшего диаметра она не осуществляется.
Для каких классов арматуры разрешается дуговая сварка прихватками крестообразных соединений стержней
РУКОВОДЯЩИЕ ТЕХНОЛОГИЧЕСКИЕ МАТЕРИАЛЫ ПО СВАРКЕ И КОНТРОЛЮ КАЧЕСТВА СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Настоящие Руководящие технические материалы (РТМ 393-94) разработаны в НИИЖБ Госстроя России "Инструкции по сварке соединений арматуры и закладных деталей железобетонных конструкций (СН 393-79)", а также в развитие:
ГОСТ 10922-90* "Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия";
* На территории Российской Федерации документ не действует. Действует ГОСТ 10922-2012, здесь и далее по тексту. - Примечание изготовителя базы данных.
а также в части требований к арматуре и закладным изделиям:
СНиП 2.03.01-84* "Бетонные и железобетонные конструкции";
* На территории Российской Федерации документ не действует. Действуют СНиП 52-01-03, здесь и далее по тексту. - Примечание изготовителя базы данных.
СНиП 3.03.01-87 "Несущие и ограждающие конструкции";
СНиП 3.09.01-85 "Производство сборных железобетонных конструкций и изделий".
РТМ 393-94 разработаны коллективом авторов:
кандидаты технических наук: A.M.Фридман, Т.И.Мамедов;
инженеры: Г.Г.Гурова, В.М.Скубко.
РТМ 383-94 подготовлены к изданию и выпуску Фондом помощи строительному делу и прогрессивным начинаниям.
РТМ 393-94 рекомендованы секцией НТС НИИЖБ Госстроя России к применению в качестве основного технологического документа по сварке арматуры и закладных изделий железобетонных конструкций и контролю их качества на предприятиях строительной индустрии, в монтажных и проектных организациях, а также при лицензировании деятельности предприятий и сертификации выпускаемой ими продукции.
ЧАСТЬ I. ТЕХНОЛОГИЯ ЗАВОДСКОЙ И МОНТАЖНОЙ СВАРКИ СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.2. Руководящие технологические материалы содержат требования по технологии сварки соединений арматуры между собой и с плоскими элементами проката при изготовлении арматурных изделий (сеток, каркасов, стыковых соединений стержней) и закладных изделий, а также при монтаже элементов сборных и возведении монолитных железобетонных конструкций. Устанавливают методы и объемы контроля качества сварных соединений.
Конструкции сварных соединений, класс и марка арматурной стали и металлопроката должны быть указаны в проектной документации.
1.4. Способы и технологию сварки, а также область применения арматуры различных классов и марок стали с учетом эксплуатационных качеств сварных соединений надлежит выбирать, пользуясь табл.1.1 и приложением 2 настоящих РТМ.
Для каких классов арматуры разрешается дуговая сварка прихватками крестообразных соединений стержней
АРМАТУРНЫЕ И ЗАКЛАДНЫЕ ИЗДЕЛИЯ, ИХ СВАРНЫЕ, ВЯЗАНЫЕ И МЕХАНИЧЕСКИЕ СОЕДИНЕНИЯ ДЛЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Общие технические условия
Welded reinforcing products and inserts, welded, lap and mechanical joints for reinforced concrete structures. General specifications
____________________________________________________________________
Текст Сравнения ГОСТ 10922-2012 с ГОСТ10922-90 см. по ссылке.
- Примечание изготовителя базы данных.
____________________________________________________________________
Дата введения 2013-07-01
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила, рекомендации по межгосударственной стандартизации. Правила разработки, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Российской инженерной академией
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПРИНЯТ Межгосударственной научно-технической комиссией по стандартизации, техническому нормированию и оценке соответствия в строительстве (протокол от 4 июня 2012 г. N 40, приложение В)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Код страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа государственного управления строительством
Государственный комитет градостроительства архитектуры
Министерство строительства и регионального развития
Министерство регионального развития
Агентство по строительству и архитектуре при Правительстве
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2012 г. N 1305-ст межгосударственный стандарт ГОСТ 10922-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2013 г.
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на сварные арматурные и закладные изделия железобетонных конструкций, сварные, вязаные и механические соединения арматурных стержней, выполняемых при изготовлении и монтаже сборных и возведении монолитных железобетонных конструкций, и устанавливает требования к арматурным изделиям из стержневой арматурной стали и арматурной проволоки диаметром 3 мм и более.
Настоящий стандарт не распространяется на закладные изделия, не имеющие анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
ГОСТ 6727-80 Проволока из низкоуглеродистой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 12004-81 Сталь арматурная. Методы испытаний на растяжение
ГОСТ 21779-82 Система обеспечения точности геометрических параметров в строительстве. Технологические допуски
ГОСТ 23279-85* Сетки арматурные сварные для железобетонных конструкций и изделий. Общие технические условия
* На территории Российской Федерации документ не действует. Действует ГОСТ 23279-2012, здесь и далее по тексту. - Примечание изготовителя базы данных.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 условный предел текучести , Н/мм: Напряжение, при котором условно-мгновенная пластическая (остаточная) деформация достигает 0,2% Н/мм (кгс/мм).
3.2 предел текучести (физический) , Н/мм: Наименьшее напряжение, при котором деформация происходит без заметного увеличения нагрузки.
3.3 временное сопротивление при растяжении , Н/мм: Напряжение, соответствующее наибольшей нагрузке перед разрывом.
3.4 относительное удлинение после разрыва , %: Изменение расчетной длины образца, в пределах которой произошел разрыв, выраженное в процентах от первоначальной длины, равной пяти диаметрам стержня.
3.5 относительное равномерное удлинение , %: Изменение расчетной длины образца на участке длиной 50 или 100 мм, не включая место разрыва, выраженное в процентах от первоначальной длины.
3.6 прочность арматуры: Сопротивление металла разрушению или пластическим (остаточным) деформациям от внешних нагрузок (предел прочности или предел текучести).
3.7 площадь поперечного сечения арматуры , мм: Площадь поперечного сечения равновеликого по массе круглого гладкого образца, определяется по формуле
где - масса образца, г;
- длина образца, мм.
3.8 вязка арматуры: Соединение стержней по длине без сварки, с перепуском продольных стержней внахлестку и крестообразных соединений с применением вязальной проволоки.
3.9 механические соединения стержней: Стыковка стержней без сварки с помощью опрессованных или резьбовых муфт.
3.10 крестообразные соединения с нормируемой прочностью: Соединения, которые должны обеспечивать восприятие арматурой сеток и каркасов напряжений не менее ее расчетных сопротивлений; подлежат выполнению с нормируемой прочностью на срез не ниже значений, приведенных в таблице 4 и 5.16. Крестообразные соединения с нормируемой прочностью на срез должны обязательно оговариваться в проекте.
3.11 крестообразные соединения с ненормируемой прочностью: Соединения, которые должны обеспечивать прочность на срез не ниже 0,3. Сетки и каркасы с ненормируемой прочностью крестообразных соединений на срез не должны рассыпаться при сбрасывании на бетонное основание с высоты одного метра.
4 Основные параметры и размеры
4.1 Сварные арматурные изделия подразделяют на следующие типы:
- отдельные стержни арматуры со сварными стыковыми и другими типами соединений по длине стержня;
- закладные сварные изделия с анкерами из стержневой арматуры.
4.2 Арматурные сетки
4.2.1 Сварные арматурные сетки изготовляют из стержней, расположенных в двух взаимно перпендикулярных направлениях и соединенных в местах пересечений сваркой (крестообразное соединение).
Сетки изготовляют с квадратными или прямоугольными ячейками.
В одном направлении сетки имеют стержни одинакового диаметра.
4.2.2 Сетки изготовляют со следующим расположением рабочей арматуры:
- в одном направлении (продольном или поперечном) и распределительной арматурой в другом направлении;
- в обоих направлениях.
4.2.3 Сетки изготовляют плоскими или рулонными.
Рулонными изготовляют сетки с продольными стержнями из арматурной проволоки диаметрами до 5 мм включительно. При поперечных стержнях диаметрами до 10 мм включительно.
4.2.4 Сетки с продольными и поперечными стержнями диаметрами от 3 до 10 мм включительно изготовляют с поперечными стержнями на всю ширину сетки или со смещенными поперечными стержнями.
4.3 Арматурные каркасы
4.3.1 Сварные арматурные каркасы изготовляют из продольных и поперечных стержней, соединенных в местах пересечений сваркой (крестообразное соединение).
Продольные и поперечные стержни каркасов в одном направлении должны иметь стержни одинакового или разных диаметров.
4.3.2 Каркасы изготовляют плоскими или пространственными.
Плоские каркасы должны иметь поперечные стержни, расположенные в одной плоскости и предназначенные для армирования линейных изгибаемых или растянутых железобетонных элементов и конструкций с малой шириной поперечного сечения.
Пространственные каркасы изготовляют с поперечными стержнями, расположенными в разных плоскостях.
Сварка арматуры: методы, материалы, параметры тока

Методы сварки
Наиболее широко используемые типы сварки арматуры – встык и внахлест. Но чаще всего предпочитают именно первый вариант. Проварка металла в этом случае осуществляется по всему участку стыка, что дает наиболее надежный шов. Данный метод применим при изготовлении ответственных конструкций, в то время как сварка нахлестным способом больше используется в быту или при создании каркасов, не рассчитанных на значительные нагрузки. Существуют и другие методы, о чем – ниже.
Встык ванным способом
Стыковая сварка арматуры выполняется с использованием одной детали – U-образной скобы, которую называют сварочной ванной. Сварка выполняется в нижнем положении. Скоба подкладывается под место соединения двух стержней, таким образом, часть стержней с местом стыка оказывается внутри ванночки. Далее при высоких токах (до 450 А при d электрода 5–6 мм) производится сварка. Если работы выполняются при минусовых температурах, силу тока следует увеличить еще на 10–15%. Поскольку эти значения высоки, допустимо лишь легкое касание стержня электродом.
В ходе работ присадочный металл расплавляется, полностью заполняя пространство ванны и образуя очень прочное монолитное соединение. Помимо прочности в числе преимуществ такого способа сварки – низкий расход присадочного материала. Ощутимый плюс и в том, что этот метод позволяет работать с толстой и очень толстой арматурой – от 20 до 100 мм.
При сварке встык используются ванны из различным материалов – графитовые, медные, стальные. Последние в результате становятся частью самой конструкции, графитовые и медные после сварки снимаются с арматуры.
Сварка арматуры внахлест
Если каркас из арматуры рассчитан на незначительные нагрузки на кручение или изгиб, прутья свариваются нахлестным способом. Работы в условиях промышленного производства должны выполняться по ГОСТ. Рекомендуемое пространственное положение для сварки — нижнее.
- предварительную очистку поверхности прутков от ржавчины и других загрязнений (за исключением некоторых марок с рутиловой обмазкой);
- наложение прутков друг на друга с участком соединения от 15 до 30 см;
- обварку верхней стороны соединения в двух местах (в районе концов каждого из стержней);
- обварку нижней стороны – посередине отрезка, на котором прутья соединяются внахлест.
Также нахлест может провариваться непрерывным боковым швом. Рекомендуемый угол наклона электрода при работе – 15% отклонения от вертикали. После выполнения работ с участка соединения убирается шлак.
Сварка крестообразных соединений
Как правило, она выполняется в горизонтальном пространственном положении электродами диаметром 4–5 мм. Перекрестно лежащие стержни должны быть прижаты друг другу таким образом, чтобы отсутствовали зазоры.
- Рекомендуемая длина дуги – короткая (соединение арматуры сваркой выполняется короткими прихватками).
- Электрод должен находиться под углом 30–40° относительно плоскости расположения стержней.
- Торец электропроводника должен быть направлен в угол, образуемый арматурными стержнями.
- Электрод постепенно перемещается вдоль места соединения деталей, прихватки производятся на расстоянии не менее 8 мм.
- Прихватки накладываются с двух сторон верхнего стержня – обычно он имеет меньший диаметр и не является рабочим.
Если же сварка осуществляется при вертикальном расположении стержней, то, напротив, сварной шов накладывается с обеих сторон рабочего стержня. При отрицательных температурах ММА сварка крестообразно расположенных прутьев не допускается.
Контактная сварка арматуры
Она возможна только с использованием стационарного оборудования. Высокопроизводительный, но при этом и высокозатратный способ. Контактно-стыковая сварка арматуры практически не применяется на строительных площадках из-за сложности транспортировки техники.
Проверка на прочность после сварки
После выполнения работ сварное соединение проверяется на прочность. Для этого существуют различные способы.
- Падение металлоконструкции с высоты 1 метр. Она должна с легкостью выдерживать ударную нагрузку, исключены малейшие возможные деформации в месте швов.
- Удары молотком – металл простукивается с разумной силой в участках соединений.
- Рентгеновское исследование – используется в отдельных случаях, особенно если речь идет об ответственных конструкциях.
Последний вариант позволяет определить скрытые дефекты (поры, трещины и прочее).
Рекомендуемые значения тока
При сварке каркасов арматуры выбор силовых показателей тока напрямую зависит от толщины арматурного элемента, марки и диаметра электрода. С возрастанием размерных показателей армирующего прута увеличиваются значения.
Марка электрода
Диаметр, мм
Сила тока, А
Марки типа Э42, СМ-11
Какими электродами варить арматуру
При выборе этого расходного материала учитываются такие показатели, как тип стали стержня, предел ее текучести, толщина стержня и диаметр сварочного прутка. В маркировке арматуры должна стоять буква С («сварочная»), предел текучести (сопротивление разрыву) в индексе обозначают цифрой, например:
- А500С – свариваемая арматура из стали с сопротивлением разрыву до 490 МПа;
- А400С – арматура такого же типа с пределом текучести до 390 МПа.
Для ММА сварки А500С широко используются типы электродов с рутиловым и основным покрытием: Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60. Какие же марки предпочтительнее?
ОЗС-12. Один из лучших вариантов именно для соединения таких стержней. Благодаря двуокиси титана в обмазке они могут работать по окисленным поверхностям, и даже в этом случае в металле шва исключено образование пор. Обеспечивают высокую стойкость соединения к усталости металла, в том числе, когда арматура воспринимает постоянные высокие нагрузки в месте шва. Используются для сварки арматуры для фундаментов, дорожного полотна. В ряду плюсов – возможность варить швы в любом пространственном положении.
УОНИ-13/55У – универсальные электроды с основным покрытием, позволяющие варить и арматуру А500С. Стыки арматуры выполняют ванным способом в нижнем положении шва. Стержни соединяют широким швом, сварная ванна должна как можно дольше находиться в жидком состоянии. Рекомендуемая длина дуги – короткая, поскольку горение при длинной может быть неустойчивым.
Для монтажа каркасов, рассчитанных на меньшие нагрузки, используют арматуру А400С. При сварке широко применяются марки АНО и МР с рутиловым покрытием – варить ими также можно по ржавой поверхности, а арматурные стержни соединяются внахлест. Используются и электропроводники с обмазкой основного типа. Это, прежде всего, изделия, выпускаемые под марками УОНИ-13/45, АНО-21, а также ТМУ-21У (относятся к типу Э42).
Соотношение арматурных и электродных стержней по толщине
- Если диаметр арматурного прута находится в пределах 5–8 мм, используется электроды 2, 2,5, 3 мм, не более.
- При сварке изделий толщиной от 8 до 10 мм, как правило, задействуют стержни 3, 3,5, 4 мм.
- Если толщина арматурного прута превышает 1 см, то нужно использовать стержни диаметром от 5 и более мм.
Электроды для сварки арматуры от «Центр Метиз»
Весь ассортимент электродной продукции для соединения арматурных элементов представлен в нашем каталоге. Здесь вы найдете стержни разных диаметров под прутья различной толщины, присадочный материал с рутиловым покрытием, что позволяет вести сварку по ржавым поверхностям.
Ассортимент позволяет выбрать расходники как для работ в бытовых условиях (конструкции для дачи, загородного участка), так и для промышленного использования. Все представленные у нас электроды для сварки арматуры имеют необходимые сертификаты и свидетельства, полностью соответствует требованиям ГОСТ.

Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арма турной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железо бетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных кон струкций.
Стандарт устанавливает типы, конструкцию и размеры указанных сварных соединений, выпол няемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих ан керных стержней из арматурной стали.
1. Обозначения типов сварных соединений и способов их сварки приведены в табл. 1.
Тип сварного соединения
Способ и технологические особенности сварки
Положение стержней при сварке
Крестообразное
Контактная точечная двух стержней
Любое
То же, трех стержней
Дуговая ручная прихватками
Контактная стержней одинакового диаметра
То же, разного диаметра
Контактная стержней одинакового диаметра с последующей механической обработкой
То же, с предварительной механической обработкой
Ванная механизированная под флюсом в инвентарной форме
Дуговая механизированная порошковой проволокой в инвентарной форме
Ванная одноэлектродная в инвентарной форме
Ванная механизированная под флюсом в инвентарной форме
Дуговая механизированная порошковой проволокой в инвентарной форме
Ванная одноэлектродная в инвентарной форме
Ванная механизированная под флюсом в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней
Ванная одноэлектродная в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
Продолжение табл. 1
Тип сварного соединения
Способ и технологические особенности сварки
Положение стержней при сварке
Ванно-шовная на стальной скобе-накладке
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке
Дуговая ручная многослойными швами на стальной скобе-накладке
Дуговая ручная многослойными швами без стальной скобы-накладки
Дуговая ручная швами с накладками из стержней
Любое
То же, швами с удлиненными накладками из стержней
Дуговая ручная швами без дополнительных технологических элементов
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах .
Горизонтальное
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней
Ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней
Дуговая ручная швами
Контактная по одному рельефу на пластине
То же, по двум рельефам на пластине
Контактная по двум рельефам на арматуре
Дуговая механизированная под флюсом без присадочного металла
Вертикальное
Дуговая ручная с малой механизацией под флюсом без присадочного металла
Дуговая механизированная под флюсом без присадочного металла по рельефу
Контактная рельефная сопротивлением
Контактная непрерывным оплавлением
Дуговая механизированная в углекислом газе (СО2) в выштампованное отверстие
Дуговая ручная в выштампованное отверстие
Дуговая механизированная в СО2 в отверстие
То же, в цекованное отверстие
Дуговая ручная валиковыми швами в раззенкованное отверстие
Ванная одноэлектродная в инвентарной форме
Горизонтальное
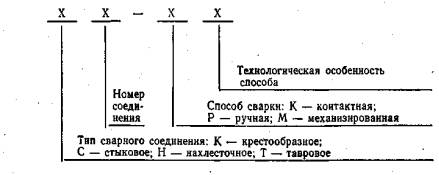
2. Условное обозначение сварного соединения имеет следующую структуру:
Пример условного обозначения стыкового соединения, выполненного ванной механизированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное:
3. Для конструктивных элементов сварных соединений приняты обозначения:
d н - номер профиля (номинальный диаметр стержня) по ГОСТ 5781-82 (на рисунках таблиц изображен условно);
d - внутренний диаметр стержня периодического профиля по ГОСТ 5781-82;
d 1 - наружный диаметр стержня периодического профиля по ГОСТ 5781-82;
d 'н - номинальный меньший диаметр стержня в сварных соединениях;
d 0 - меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
D 0 - больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
Dp - диаметр рельефа на плоском элементе;
D -диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
D ' - диаметр обточенной части стержня;
R - радиус кривизны рельефа;
а - суммарная толщина стержней после сварки в месте пересечения;
b - ширина сварного шва; суммарная величина вмятин;
b ', b " - величина вмятин от электродов в крестообразном соединении;
h - величина осадки в крестообразном соединении; высота сечения сварного шва;
h 1 - высота усиления наплавленного металла;
h 2 - высота усиления корня сварного шва;
Н - высота скобы-накладки;
h св - глубина проплавления (Т8, Т9);
l - длина сварного шва;
l 1 , l 2 - зазоры до сварки между торцами стержней при различных разделках;
l ш - ширина флангового шва (С24 -С32);
l н - длина скоб-накладок, накладок и нахлестки стержней;
l 3 , l 4 -длина сварного шва (С22);
l ' - длина обточенной части одного стержня (С4);
L - общая длина обточенной части соединений СЗ и С4;
L 1 - длина вставки в соединениях типа С11-С13;
z - притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s - толщина: стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
k - высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24 - С32иН1;
k 1 - зазор между стержнем и плоским элементом в соединениях Н2 и НЗ;
n - ширина рельефа на плоском элементе;
m - длина рельефа на плоском элементе;
g - высота наплавленного металла или «венчика» в тавровых соединениях;
с,с1 - размеры наплавленного металла в соединении Т13;
4. Термины и пояснения должны соответствовать приложению 1 и ГОСТ 2601-84 .
5. При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке.
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
8. Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт. 1 и в табл. 2, 3.
9. Отношения диаметров стержней следует принимать для соединений типа К1 - от 0,25 до 1,00, типа К2 - от 0,50 до 1,00.
10. Для соединений типов К1 и К2 величину осадки (черт. 1) определяют по формулам:
для двух стержней
для трех стержней
где а - суммарная толщина стержней после сварки в месте пересечения, мм;
b - суммарная величина вмятин ( b ' + b "), мм.
Величины относительных осадок h / d н для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок h / d н для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
11. Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4 - 17.
12. В соединениях типа С2-Кн отношение d ' н / d н допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл. 22- 29.
15. Механические свойства сварных соединений должны удовлетворять требованиям ГОСТ 10922-90.
Черт. 1.
16. Основные типы, конструктивные элементы и размеры сварных соединений из листового, полосового и профильного металлопроката, используемых в закладных и соединительных изделиях железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264-80 и ГОСТ 8713-79 .
Обозначение типа соединения, способа сварки
Величина h/ d 'н, обеспечивающая прочность не менее требуемой ГОСТ 10922-90. для соединения с отношением диаметров d 'н/ d н
Минималь
ная вели
чина h/ d 'н обеспечива
ющая ненорми
руемую проч
ность
Читайте также: