
14 шлицевые и шпоночные соединения от каких факторов зависит выбор посадок в этих соединениях
Составитель: доцент Фаюршин А.Ф., ст. преподаватель Гаскаров И.Р.
Рецензент: к.т.н., доцент Валеев В.Ш.
Ответственный за выпуск: заведующий кафедрой технологии металлов и ремонта машин, к.т.н., доцент Кунафин А.Ф.
г. Уфа, БГАУ, Кафедра технологии металлов и ремонта машин
ЦЕЛЬ ЗАНЯТИЯ
Научиться выбирать поля допусков для размеров шпоночных и шлицевых соединений и обозначать посадки на чертежах.
ОБЩИЕ СВЕДЕНИЯ
Шпоночное соединение - соединение вала с отверстием детали (например, шкива, зубчатого колеса и др.) с помощью шпонки, представляющей собой металлический брусок, помещаемый в пазы, выполненные на валу и во втулке (отверстии детали). По форме стандартные шпонки подразделяют на призматические, сегментные, клиновые и тангенциальные с прямоугольным поперечным сечением. Номинальные размеры шпоночного соединения с призматическими и сегментными шпонками приведены в таблицах 1,2.
Стандартом регламентированы три вида шпоночных соединений:
- свободное для получения посадок с гарантированными зазорами, обеспечивающими надежную работу соединений с направляющими шпонками, а также облегчение сборки соединения из термообработанных деталей;
- нормальное для получения соединений в условиях серийного и массового производства;
- плотное для получения неподвижных соединений с напрессовкой деталей при сборке в условиях единичного и серийного производства, а также для обеспечения надежной работы соединения при реверсивных нагрузках.
По ширине шпонки изготавливаются только с допуском h9, что делает возможным их централизованное изготовление независимо от посадок. Для свободного соединения установлены поля допусков для паза на валу Н9 и для паза во втулке D10, что дает посадку с зазором; для нормального соединения — соответственно N9 и JS9; для плотного соединения — одинаковые поля допусков для паза на валу и во втулке Р9. Соединения второго и третьего видов будут иметь переходные посадки.
На другие размеры деталей шпоночного соединения стандартом нормированы отклонения высоты шпонки по h11, глубины паза на валу t1, и паза во втулке t2 или отклонения размеров d-t1 и d+t2 (рисунок 1), а также длины шпонки l по h14 и длины пазов на валу по H15 независимо от вида соединения.
Наиболее распространены призматические шпонки. Длину призматической или клиновой шпонки выбирают из ряда целых чисел (мм): 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360, 400, 450 и 500.
| Высота шпонки, мм | (d-t1) | (d+t1) |
| От 2 до 6 | -0,1 | +0,1 |
| Св. 6 до 18 | -0,2 | +0,2 |
| Св. 18 до 50 | -0,3 | +0,3 |
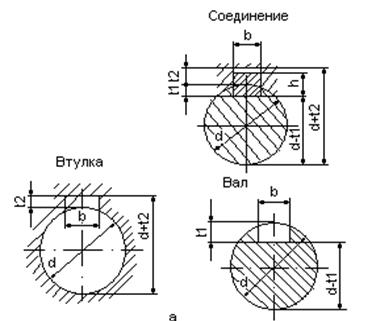
Рисунок 1 Размеры шпоночного соединения и сопрягаемых деталей
Таблица 1 Основные размеры деталей в соединениях с призматическими шпонками, мм по ГОСТ 23360-80
| Диаметр вала | bxh | Интервалы длин l | Глубина паза | ||
| свыше | до | от | до | на валу, t1 | во втулке, t2 |
| 5x5 | 3,0 | 2,3 | |||
| 6x6 | 3,5 | 2,8 | |||
| 8x7 | 4,4 | 3,3 | |||
| 10x8 | 5,0 | 3.3 | |||
| 12x8 | 5,0 | 3,3 | |||
| 14x9 | 5,5 | 3,8 | |||
| 16x10 | 6,0 | 4,3 | |||
| 18x11 | 7,0 | 4,4 | |||
| 20x12 | 7.5 | 4.9 | |||
| 22x14 | 9.0 | 5,4 | |||
| 25x14 | 9,0 | 5,4 | |||
| 95 | 28x16 | 10,0 | 6,4 | ||
| 32x18 | 11,0 | 7,4 |
Таблица 2Основные размеры деталей в соединениях с сегментными шпонками, мм по ГОСТ 24071-80
| Диаметр вала | bхhхd | Глубина паза | |
| на валу, t1 | во втулке, t2 | ||
| Св. 16 до 18 | 5х6,5х16 | 4,5 | 2,3 |
| Св. 18 до 20 | 5х7,5х19 | 5,5 | 2,3 |
| Св. 20 до 22 | 5х9х22 | 7,0 | 2,3 |
| Св. 22 до 25 | 6х9х22 | 6,5 | 2,8 |
| Св. 25 до 28 | 6х10х25 | 7,0 | 3 3 |
| Св. 28 до 32 | 8х11х28 | 8,0 | 3,3 |
| Св. 32 до 38 | 10х13х32 | 10,0 | 3,3 |
Шпоночные соединения все более вытесняются шлицевыми вследствие следующих недостатков. Шпоночные соединения не могут передавать большие крутящие моменты из-за смятия и среза шпонок, ослабления сечения валов и втулок пазами и образования концентраторов напряжений. Помимо этого вследствие перекосов и смещения пазов возможен перекос втулки на валу. Шлицевые соединения не имеют указанных недостатков, они передают большие крутящие моменты, имеют большую усталостную прочность и высокую точность центрирования и направления. Это достигается равномерным расположением зубьев (шлицев) по окружности и высокой точностью их размеров, формы и расположения. В зависимости от профиля зубьев шлицевые соединения делят на: прямобочные, эвольвентные и треугольные. Наиболее распространены шлицевые соединения с прямобочным профилем зуба, имеющие четное число зубьев (6, 8, 10, 16 или 20). Установлено три градации высот и чисел зубьев для одного и того же диаметра. В соответствии с этим соединения делят на легкую, среднюю и тяжелую серии.
Выбор типа шлицевых соединений определяется их конструктивными и технологическими особенностями. Для точных соединений при центрировании по боковым поверхностям зубьев и соединений, которые должны передавать значительные крутящие моменты и имеют реверсивное движение, целесообразно применять соединения с эвольвентным профилем.
Допуски и посадки шлицевых соединений зависят от их назначения и принятой системы центрирования втулки относительно вала. Существует три способа центрирования:
центрирование по dцелесообразно в тех случаях, когда втулка имеет высокую твердость и ее нельзя обработать чистовой протяжкой (когда отверстие шлифуют на обычном внутришлифовальном станке) или когда могут возникнуть значительные искривления длинных валов после термической обработки. Этот способ обеспечивает точное центрирование; его применяют обычно для подвижных соединений (рисунок 2, а);
центрирование по Dрекомендуется, когда втулку термически не обрабатывают или когда твердость ее материала после термической обработки допускает калибровку протяжкой, а вал — фрезерование до получения окончательных размеров зубьев. При этом вал по наружному диаметру шлифуют на обычном круглошлифовальном станке. Такой способ центрирования прост, экономичен. Применяют его для неподвижных соединений, поскольку в них отсутствует износ от осевых перемещений, а также для подвижных, воспринимающих небольшие нагрузки(рисунок 2, б);
центрирование по боковым поверхностям зубьев размером bцелесообразно при передаче знакопеременных нагрузок, больших крутящих моментов, а также при реверсивном движении. Этот метод способствует более равномерному распределению нагрузки между зубьями, но не обеспечивает высокой точности центрирования (рисунок 2, в).
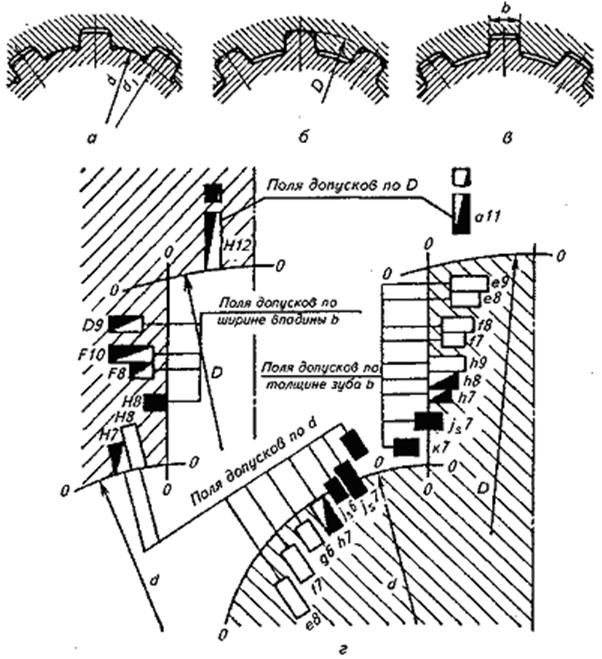
Рисунок 2. Размеры и способы центрирования (а, б, в); схема расположения полей допусков (г)шлицевых соединений с прямобочным профилем зуба
Поля допусков и рекомендуемые посадки шлицевых прямобочных соединений приведены в ГОСТ 1139-80. Посадки для центрирующих диаметров d и D установлены по системе отверстия. Поля допусков размера b назначают для вала по системе отверстия, а для отверстия втулки — по системе вала. Для нецентрирующего диаметра D предусмотрена только посадка H12/a11. При нецентрирующем диаметре d допуск на изготовление вала не установлен, а внутренний диаметр d ограничен размером d1 (рисунок 2, г; таблица 3).
Таблица 3 Размер шлицевых соединении и шлицевого вала по меньшему диаметру d1 при центрировании по D и d (выдержки из ГОСТ 1139-80)
| zxdxD | d1 | zxdxD | d1 | zxdxD | d1 |
| Легкая серия 1 | Средняя серия | Тяжелая серия | |||
| 6X23X26 | 22,1 | 6Х11Х14 | 9,9 | 10Х18Х20 | 15,6 |
| 6X26X30 | 24,6 | 6Х13Х16 | 12,0 | 10X21X26 | 18,5 |
| 6X28X32 | 26,7 | 6Х16Х20 | 14,5 | 10X23X29 | 20,3 |
| 8X32X36 | 30,4 | 6Х18Х22 | 16,7 | 10X26X32 | 28,0 |
| 8Х36X40 | 34,5 | 6Х21Х25 | 19,5 | 10X28X35 | 24,4 |
| 8Х42Х46 | 40,4 | 6Х23Х28 | 21,3 | 10x32X40 | 28,0 |
| 8Х46Х50 | 44,6 | 6Х26Х32 | 23,4 | 10X36Х45 | 31,3 |
| 8Х52Х58 | 49,7 | 6Х28Х34 | 25,9 | 10X42X52 | 36,9 |
| 8Х56Х62 | 53,6 | 6Х32Х38 | 29,4 | 10X46X86 | 40,9 |
| 8Х62Х68 | 59,8 | 6Х36Х42 | 33,5 | 16X52X60 | 47,0 |
| 10X72X78 | 69,6 | 8Х36Х42 | 39,5 | 16X66X65 | 50,6 |
| 10X82X88 | 79,3 | 8Х42Х48 | 42,7 | 16X62X72 | 56,1 |
| 10X92X98 | 89,4 | 8Х46Х54 | 48,7 | 16X72X82 | 65,9 |
| 10X102X108 | 99,9 | 8Х52Х60 | 52,2 | 20X82X92 | 75,6 |
| 10X112X120 | 108,8 | 8Х56Х65 | 52,2 | 20Х92Х102 | 85.5 |
Пример условного обозначения шлицевого соединения при центрировании по внутреннему диаметру: d-8x36H7/e8x40H12/a11x7D9/f8
отверстия втулки: d-8x36H7x40H12x7D9.
Порядок выполнения задания
1 По выданному преподавателем размеру вала и конструкции шпонки определить размеры шпоночного соединения.
2 Выбрать поля допусков сопрягаемых размеров шпоночного соединения.
3 Рассчитать размерные характеристики деталей шпоночного соединения и занести в таблицу 4.
| Наименование размера | Номинальный размер, мм | Поле допуска | Допуск, мм | Предельные отклонения, мм | Предельные размеры, мм |
| верхн. | нижн. | max | min |
Таблица 4 Размерные характеристики деталей соединения
4 Изобразить схему полей допусков по ширине шпонки с указанием предельных зазоров и натягов.

Шпоночное соединение - один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного поворота. Чаще всего шпонка используется для передачи крутящего момента в соединениях вращающегося вала с зубчатым колесом или со шкивом, но возможны и другие решения, например - защита вала от проворачивания относительно неподвижного корпуса.
Более подробно о видах шпоночных соединений здесь.
В отличие от соединений с натягом, которые обеспечивают взаимную неподвижность деталей без дополнительных конструктивных элементов, шпоночные соединения – разъемные. Они позволяют осуществлять разборку и повторную сборку конструкции с обеспечением того же эффекта, что и при первичной сборке.
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные. Призматические шпонки дают возможность получать как подвижные, так и неподвижные соединения. Сегментные шпонки и клиновые шпонки, как правило, служат для образования неподвижных соединений. Форма и размеры сечений шпонок и пазов стандартизованы и выбираются в зависимости от диаметра вала, а вид шпоночного соединения определяется условиями работы соединения.
Рис. 1. Виды исполнений призматических шпонок (вид сверху)
Шпоночное соединение включает в себя минимум три посадки: вал-втулка (центрирующее сопряжение) шпонка-паз вала и шпонка-паз втулки.
Точность центрирования деталей в шпоночном соединении обеспечивается посадкой втулки на вал. Это обычное гладкое цилиндрическое сопряжение, которое можно назначить с очень малыми зазорами или натягами, следовательно – предпочтительны переходные посадки.
Возможно еще одно сопряжение – по длине шпонки, если призматическую шпонку с закругленными торцами закладывают в глухой паз на валу.
Глубина паза у вала под шпонку задается размером l , (предпочтительно) или d-t1 , глубина паза у отверстия под шпонку - размером t2 или D+t2 (рис. 2).

Рис. 2. Параметры шпоночного соединения
Размеры шпонок изготавливаются: по ширине b шпонки (рис. 2) с полем допуска h9 , по высоте h шпонки с полем допуска h11 (при высоте шпонки 2 . 6 мм - по B9 ), по длине l шпонки с полем допуска h14 .
Такое назначение полей допусков на размеры призматических шпонок делает возможным их централизованное изготовление независимо от посадок.
Все виды шпоночных соединений образуются в системе вала. Вид соединения выбирается в зависимости от его функционального назначения с учетом технологии сборки. Для предпочтительного применения стандартом предусмотрено три вида соединения (рис. 3):
- Свободное - соединение с гарантированным зазором для возможности перемещения втулки вдоль вала со шпонкой. Соединение подвижное. Для ширины паза на валу задается поле допуска Н9 , для ширины паза втулки - Z10 .
- Нормальное - соединение с переходной посадкой, с большей вероятностью в получении зазора, не требующее частых разборок. Соединение неподвижное. Для ширины паза на валу задается поле допуска N9 , для ширины паза втулки - J9 .
- Плотное - соединение с переходной посадкой, с приблизительно равной вероятностью получения зазоров и натягов, применяющееся при редких разборках и реверсивных нагрузках. Соединение неподвижное. Для ширины паза вала и втулки задается одно поле допуска H9 .
Стандартом установлены поля допусков по ширине шпонки и шпоночных пазов b для свободного, нормального и плотного соединений.
Длина пазов вала и отверстия под шпонку изготавливается с полем допуска Z15 , глубина пазов вала и отверстия - с полем допуска Z12 .
К местам установок шпонок предъявляются дополнительные требования по расположению поверхностей.
Допуски и посадки шлицевых соединений
Основные параметры шлицевых соединений
Шлицевые соединения, как и шпоночные, предназначены для передачи крутящих моментов в соединениях шкивов, муфт, зубчатых колес и других деталей с валами.
В отличие от шпоночных соединений, шлицевые соединения, кроме передачи крутящих моментов, осуществляют еще и центрирование сопрягаемых деталей. Шлицевые соединения могут передавать большие крутящие моменты, чем шпоночные, и имеют меньшие перекосы и смещения пазов и зубьев.
Более подробно о видах шлицевых соединений здесь.
В зависимости от профиля зубьев шлицевые соединения делят на соединения с прямобочным, эвольвентным и треугольным профилем зубьев.
Шлицевые соединения с прямобочным профилем зубьев применяются для подвижных и неподвижных соединений. К основным параметрам относятся:
- D – наружный диаметр;
- d – внутренний диаметр;
- b – ширина зуба.
По ГОСТ 1139-80* в зависимости от передаваемого крутящего момента установлено три типа соединений – легкой, средней и тяжелой серии.
В шлицевых соединениях с прямобочным профилем зуба применяют три способа относительного центрирования вала и втулки (рис. 3):
Рис. 3. Способы относительного центрирования шлицевых соединений
Центрирование по наружному и внутреннему диаметрам обеспечивает хорошую соосность деталей при взаимном перемещении. Но центрирование по наружному диаметру, кроме того, применяют и для неподвижных соединений, поскольку в них отсутствует износ от осевых перемещений.
Центрирование по D рекомендуется при повышенных требованиях к соосности элементов соединения, когда твердость втулки не слишком высока и допускает обработку чистовой протяжкой, а вал обрабатывается фрезерованием и шлифуется по наружному диаметру D .
Применяется такое центрирование в подвижных и неподвижных соединениях.
Центрирование по внутреннему диаметру d применяется в тех же случаях, что и центрирование по D , но при твердости втулки, не позволяющей обрабатывать ее протяжкой. Такое центрирование является наименее экономичным.
Центрирование по боковым сторонам зубьев b используют, когда не требуется высокой точности центрирования, при передаче значительных крутящих моментов.
Способ центрирования по боковым поверхностям зубьев b целесообразно, также, применять при передаче знакопеременных нагрузок больших крутящих моментов, а также реверсивном движении.
Этот метод способствует более равномерному распределению нагрузки между зубьями, но не обеспечивает высокой точности центрирования. Применяется реже, так как при этом требует точной обработки шлицевого вала и впадин шлицевой втулки, которая может быть обеспечена у вала шлифованием зубьев, а у втулки только протягиванием отверстия. Применяется, если нужна высокая прочность, а точность центрирования не имеет существенного значения, - например карданные сочленения.
Выбор допусков и посадок шлицевых соединений
В основу построения допусков и посадок шлицевых соединений положена система, обеспечивающая сокращение дорогостоящего инструмента для обработки шлицевых отверстий - протяжек. Поэтому посадки шлицевых соединений с прямобочным профилем зуба строятся по системе отверстия (рис. 4).

Рис. 4. Поля допусков шлицевых соединений
Отклонение размеров профиля отверстия и вала отсчитываются от номинальных размеров диаметров D и d и ширины зуба b .
Для обеспечения собираемости шлицевых деталей предусматриваются гарантированные зазоры между боковыми сторонами зубьев и впадин, а также между не центрируемыми поверхностями. Эти зазоры компенсируют погрешности профиля и расположения шлицев вала и впадин втулки.
Поля допусков шлицевых соединений с прямобочным профилем располагаются в зависимости от центрирующего элемента.
Прямобочные шлицевые соединения, как правило, контролируются комплексными проходными калибрами. При этом поэлементный контроль осуществляется непроходными калибрами или измерительными приборами.
В спорных случаях контроль с применением комплексного калибра является решающим.
При использовании комплексных калибров отверстие считается годным, если комплексный калибр-пробка проходит, а диаметры и ширина паза не выходят за установленные верхние пределы; вал считается годным, если комплексный калибр-кольцо проходит, а диаметры и толщина зуба не выходят за установленный нижний предел.
Обозначение на чертежах прямобочных шлицевых соединений валов и втулок должно содержать:
- букву, соответствующую поверхности центрирования;
- число зубьев и номинальные размеры d , D и b соединения, вала и втулки;
- символы полей допусков или посадок диаметров, а также размера b , помещенные после соответствующих размеров.
В обозначении можно не указывать допуски нецентрирующих диаметров.
Допуски и посадки эвольвентных шлицевых соединений
Для повышения долговечности соединений, улучшения центрирования и упрощения фрезерования (применения метода обката одной червячной фрезой при нарезании шлицев одного модуля, но разных чисел зубьев и диаметров) используются шлицевые соединения с эвольвентным профилем зуба.
Однако при закаленных валах и втулках шлицевание зубьев с эвольвентным профилем невыгодно. Кроме того, стоимость протяжки при чистовой обработке выше, чем для зубьев с прямобочным профилем.
Основными преимуществами эвольвентных шлицевых соединений по сравнению с прямобочными являются:
- более равномерное распределение нагрузки на зубе;
- высокая прочность;
- возможность обеспечения повышенной точности, обусловленная высокой точностью червячной модульной фрезы.
На эти соединения распространяется ГОСТ 6033-80, устанавливающий исходный контур; угол наклона профиля зуба - 30°; форму зуба; номинальные диаметры D = 4. 500 мм; модули т = 0,5. 10 мм; число зубьев z = 64. 82; номинальные размеры элементов и измерительные величины по боковым поверхностям зубьев, а также допуски и посадки.
В шлицевых эвольвентных соединениях втулку относительно вала центрируют по:
- боковым поверхностям зубьев - этот способ получил наибольшее распространение, так как достигается хорошая соосность (в отличие от прямобочных соединений);
- наружному диаметру - этот способ используется, когда необходима высокая точность вращения деталей, сидящих на шлицевом валу;
- внутреннему диаметру - этот способ центрирования используется редко из-за технологических трудностей, в том числе из-за малых опорных площадок по впадинам зубьев.
- номинальный исходный диаметр соединения D ;
- диаметр окружности впадин втулки Df
- диаметр окружности вершин зубьев втулки Da
- модуль m ;
- толщина шлица вала s и ширина впадины втулки е (как правило, s = е);
- диаметр окружности вершин зубьев вала da ;
- диаметр окружности впадин вала df
- смещение исходного контура шлицев хm .
Допуски и посадки при центрировании по боковым поверхностям зубьев эвольвентных соединений имеют особенность, состоящую в том, что на сопрягаемые размеры толщины зубьев вала s и ширины втулки е установлены два вида допусков:
- допуск Тs = Те собственно размеров s и е ;
- суммарный допуск Т , включающий в себя как отклонения размеров s и e , так и отклонение формы и расположения поверхностей профиля зубьев вала и впадин втулки.
Введение таких допусков связано с особенностями контроля шлицевых соединений комплексными калибрами. Величина этих допусков определяется числами - степенями точности, а их расположение относительно номинального размера ( s = е ) на дуге делительной окружности - основными отклонениями.
Контроль размеров шлицевых соединений
Для контроля размеров шлицевой втулки и шлицевого вала применяют поэлементные и шлицевые комплексные калибры. Калибры для контроля внутреннего диаметра втулки и наружного диаметра вала не отличаются от гладких калибров-пробок и калибров-скоб.
Для контроля наружного диаметра D и толщины b зуба вала применяют специальные предельные калибры: листовые двусторонние пробки, неполные пробки, пазовые калибры, калибры-скобы и калибры - скобы для контроля толщины зубьев. Широко применяются комплексные шлицевые калибры, которыми контролируют не только размеры шлицевых валов и втулок, но и отклонения формы и расположения поверхностей.

Согласно ГОСТ 1139—80 посадки по центрирующим цилиндрическим поверхностям (наружный и внутренний диаметры) устанавливают по системе отверстия из числа стандартных посадок для гладких цилиндрических поверхностей, а по боковым поверхностям зубьев — по системе вала.
Центрирование по наружному диаметру. Предельные отклонения для отверстий устанавливают по Н7 и Н8.
Посадка по центрирующему диаметру зависит от условий работы соединения. Для неподвижных соединений, неразборных или редко разбираемых, применяют h6 или js7, для легкоразборных — h7, для подвижных — g6, f7, е8.
Помимо поля допуска по центрирующему диаметру, оговаривают поле допуска по боковым граням шлицев: F8, D9 — для ширины пазов в отверстии и d9, е8, f7, f8, h8, h9, js7 — для толщины шлицев вала.
Рекомендуемые поля допусков и посадки для размеров D и b приведены в табл. 15, предпочтительные — в табл. 16.


Обозначение шлицевого соединения с центрированием по наружному диаметру состоит из знака центрирующего диаметра D и основных параметров соединения (z, d, D).
Кроме того, указывают: для отверстий — поле допуска центрирующего диаметра и ширины пазов; для валов — посадки по центрирующему диаметру и по граням шлицев.
Наиболее удобно развернутое обозначение с нанесением размеров и шероховатости поверхностей элементов соединения. Дополнительно приводят в виде выносного элемента профиль шлица и впадины для нанесения размеров мелких конструктивных элементов.
ГОСТ 1139—80 не предусматривает посадок с натягом. При необходимости применяют посадки с натягом, предназначенные для цилиндрических гладких поверхностей.
Выполнять такие посадки можно используя стандартный режущий инструмент, рассчитанный на центрирующие посадки. Для этого охватывающую деталь перед протягиванием нагревают до 80— 120°С. После остывания диаметр отверстия уменьшается до величины, обеспечивающей натяг в соединении. Соединение собирают под прессом вхолодную или с подогревом охватывающей детали (или с охлаждением вала).
Нагрев детали перед протягиванием на каждые 10°С обеспечивает в соединении диаметральный натяг ~1 мкм на каждые 10 мм диаметра. Например, при нагреве детали с посадочным диаметром 80 мм до 100°С в соединении получается натяг ~0,08 мм.
Центрирование по внутреннему диаметру. Рекомендуемые поля допусков и посадки валов и втулок для этого способа центрирования приведены в табл. 17.

Центрирование по боковым поверхностям зубьев. Рекомендуемые поля допусков и посадки валов и втулок для этого способа центрирования приведены в табл. 18.

Поля допусков нецентрирующих размеров приведены в табл. 19, а допуски шлицевых прямобочных соединений в зависимости от условий работы — в табл. 20.

















Вычертить эскизы шлицевого соединения и отдельно эскизы вала и втулки, обозначив на них посадки и отклонения в буквенном и числовом выражении, указать шероховатость поверхности.
- Указать материал шлицевой втулки и шлицевого вала, конструктивные особенности втулки вала в зависимости от способа изготовления с учетом системы центрирования. Шлицевые соединения, так же как и шпоночные предназначены для передачи крутящих моментов в соединениях шкивов, зубчатых колес, муфт и различных других деталей с валами. Шлицевые соединения – соединения многоразмерные.
Они передают большие крутящие моменты, имеют меньшие отклонения от соосности и смещения пазов и шлицов.
Шлицевые соединения обеспечивают центрирование сопрягаемых деталей. Соединения с прямобочным профилем зубьев применяются широко для подвижных, неподвижных и скользящих соединений.
Они имеют следующие основные параметры, по которым назначаются способы (или системы) центрирования: — наружный диаметр – D — внутренний диаметр – d — ширина шлица (зуба) – b. Стандартом (ГОСТ 1139-80) [45] установлено три серии шлицевых соединений: легкая, средняя и тяжелая и для каждой серии даны особенности изготовления шлицевого вала (исполнение А,В,С). Для успешного решения задачи самым главным является выбор способа центрирования в зависимости от условий работы.
Прямой профиль ГОСТ 1139-80 посадка шлицевого соединения встроен в систему отверстий (ассортимент дорогих протяжек меньше, чем в системе валов). Они проходят вдоль центрирующей поверхности, но по сторонам рукава долины и зубьев вала. D и b, или d и b, или только b. Отклонения в профиле отверстия и размерах вала рассчитываются от номинальных размеров D, d и b. Допуски на сплайн-элементы сложны. К ним относятся ошибки размера элемента и ошибки относительного положения и формы для этого элемента.
Для обеспечения сбора шлицевых частей имеется гарантированный боковой зазор между зубьями и сторонами желоба и между нецентральными плоскостями. Эти зазоры компенсируют сплайновый профиль вала и втулки и ошибки положения.
- Улучшение качества, надежности, долговечности и эффективности машин, устройств и других продуктов может быть достигнуто только благодаря тесной интеграции стандартизации, совместимости и измерений. Производство и эксплуатация продукции, ремонт и хранение.
- Приобретение технических знаний, навыков и опыта в области стандартизации и измерений является неотъемлемой частью профессиональной подготовки инженеров-механиков.
- Совместимость, наиболее важная характеристика ряда продуктов, в значительной степени определяет технические и экономические выгоды, которые можно получить от эксплуатации новейшего технического оборудования.
Эта роль совместимости обусловлена тем, что все отраслевые проекты, технологии производства и управления продукцией объединены в одно целое. Совместимость основана на стандартизации, а инженерными задачами являются точность, совместимость и технические измерения.
Поэтому в курсовой работе подробно описываются точность обработки, основные виды ошибок и причины их возникновения. Совместимость компонентов, сборок и сборок не может быть гарантирована без разработки и применения передовых методов управления. Состояние метода измерения характеризует уровень и культуру производства, так как не должно быть допусков и не предусмотрены технические измерения для его проверки.
Основной задачей стандартизации является постоянное улучшение качества продукции, способность отвечать растущим требованиям современного производства. Поэтому стандартизация и унификация деталей и сборочных единиц способствует ускорению и снижению затрат на проектирование, изготовление, эксплуатацию и ремонт станков.
Вот почему комплекс подробных знаний и специальных навыков в области стандартизации точности является необходимой частью профессиональной подготовки инженеров-механиков.
Простое описание метода измерения, разработанное в соответствии с заданием курсовой работы, имеет упрощенную форму.
Для ключевых соединений обычное представление о ключевых соединениях заключается в построении схемы допустимого запаса и вычислении предельного размера, зазора (герметичности).
Ключевое соединение — это тип соединения вала с втулкой, в котором используются дополнительные конструктивные элементы (шпонки), предназначенные для предотвращения взаимного вращения. В большинстве случаев ключи используются для передачи крутящего момента в соединении между валом и зубчатым колесом или шкивом и закреплены друг на друге.
Размеры поперечного сечения ключа и паза стандартизированы и выбираются в соответствии с соответствующим стандартом в зависимости от диаметра вала, а тип соединения ключа зависит от условий его эксплуатации.


Образовательный сайт для студентов и школьников
© Фирмаль Людмила Анатольевна — официальный сайт преподавателя математического факультета Дальневосточного государственного физико-технического института
Читайте также: