Шкаф для прокалки электродов шп 04 60
Прокалку сварочного флюса производят для удаления влаги, что способствует улучшению сварочного шва.
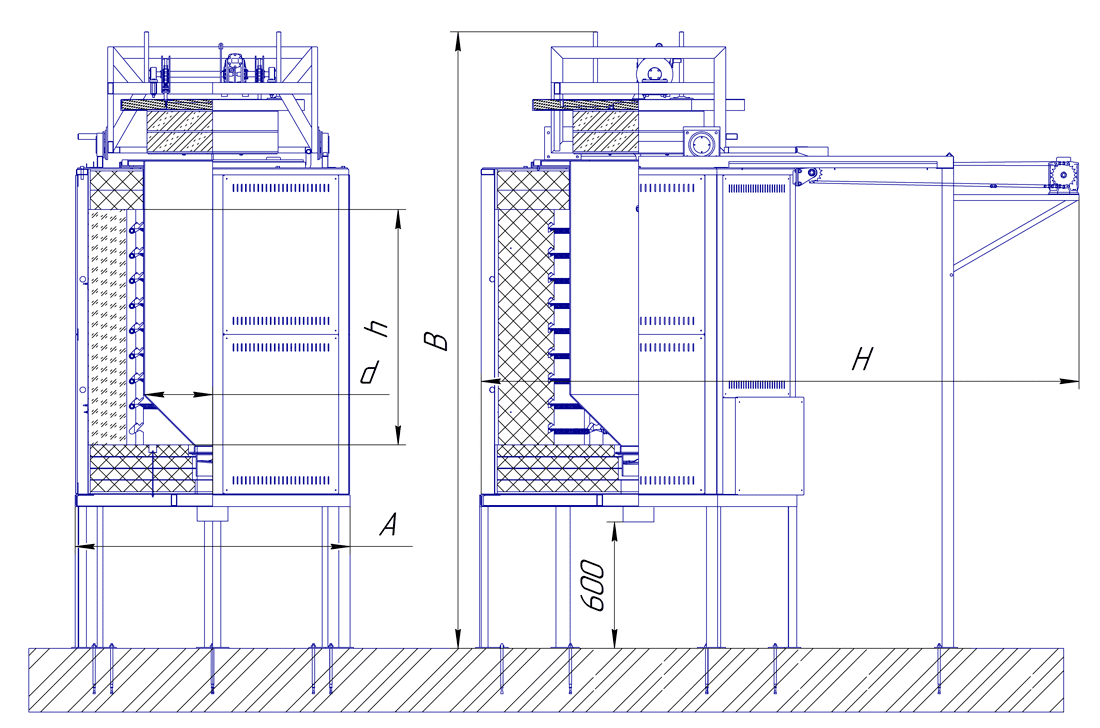
Для прокалки флюса предлагается специализированная шахтная муфельная электропечь с механизмом загрузки и дозированной разгрузки. Подача материала производится сверху, а разгрузка снизу, что удобно при поточном производстве. Серийно, в качестве устройства загрузки, предлагается скиповый подъёмник. Разгрузка выполняется в цеховую тару поворотом шиберной задвижки. Объём допустимого заполнения реторты выбирают пропорционально производительности сварочного производства. Для термообработки возможно задать, практически любую, интенсивность нагрева, время выдержки и скорость охлаждения.
Устройство
Конструктивно печи под прокалку выполняются шахтного типа с герметичным муфелем. Камера нагрева формируется внутри стального каркаса, в форме шестигранной вертикальной шахты. В каркасе есть проёмом в подине для размещения сыпной воронки. Сверху корпус перекрывает опорный лист для фиксации муфеля. В листе имеется прорезь для выхода трубки отвода паров.

Изнутри каркас футеруется волокнистой теплоизоляцией с гребёнками под фиксацию нагревателей. Подина обкладывается плотными и теплоизоляционными кирпичами с волокнистыми прослойками. Современная гибкая футеровка по минимуму аккумулирует тепло и весьма экономична при циклических видах нагрузки, таких как нагрев и охлаждение.
Нагреватели продеваются через керамические трубки, которые по краям фиксируются в гребёнках и не касаются теплоизоляции. Спирали выполнены из проволоки сплава «Суперфехраль» увеличенного сечения, для проведения длительных циклов выдержки при высокой температуре за счёт снижения подводимого напряжения. Как правило, подобные исполнения выполняются с одной регулируемой зоной и коммутацией нагревателей в звезду.
В качестве опции допускается установить дополнительные термопары, чтобы соответствовать всем требованиям руководства РД 5.90.2346-85.
Непосредственно термообработка производится в герметичном муфеле, который снизу соединён с поворотной задвижной, которая размещена в камере нагрева, а ниже со ссыпной воронкой. Сверху реторта имеет опорный фланец, он же служит и для уплотнения с крышкой. На уровне выше засыпки и ниже крышки приварена трубка отвода паров и возгонов. Патрубок выводится в холодную зону для присоединения к вытяжной вентиляции. По периметру фланца фиксируется выступающее термостойкое шнуровое уплотнение.
Крышка локализует температурное поле в зоне шахты и обеспечивает газовое уплотнение пространства муфеля. Состоит из сварного короба шестигранной формы. Внутрь короба укладывается волокнистая теплоизоляция, а снизу шпильками крепятся несколько слоев плит ШВП, для захода в муфель. Выступающие вниз плиты защищает диск из жаропрочной стали.
Подъём и откат крышки механизированы, она подвешивается цепями на специальной откатной раме. Сначала поднимается, выше фланца, а затем откатывается в сторону, освобождая загрузочный проём. Подъём осуществляется мотор-редуктором по двум вертикальным направляющим до срабатывания конечного выключателя. После подъёма откатная рама, вместе с крышкой, по рельсовым направляющим перемещается в сторону, противоположную от загрузочного устройства.
Система управления печью и загрузочным механизмом, а также силовая часть монтируется в электрическом шкафу, который соединён с потребителями электропроводами. На лицевой стороне шкафа отражена схема размещения основных устройств и кнопок включения. В качестве опции, предлагается пульт беспроводного регулирования приводами. Местонахождение крышки и скипа, в конкретный момент, отображается световыми индикаторами положения.
На лицевую панель, выведен терморегулятор марки «Термодат 16Е6/F”, с USB разъёмом» для регулирования температуры. Предусмотрены цифровые индикаторы напряжения и тока, прибор регистрации графика термообработки.
Регулирование температурой обеспечивается тиристорными блоками с функцией ШИМ. Система обеспечивает, термообработку с необходимой сигнализацией и блокировками недопустимых (аварийных) ситуаций.
Возможные исполнения
Электропечи для прокалки флюса можно использовать под прокалку иных, схожих по плотности и сыпучести материалов например, песка.
Данные модели могут изготавливаться с максимальной температурой до 1000ºС.
В случае необходимости, возможно полностью автоматизировать процесс прокалки.
Основные технические характеристики
- «М» в обозначении указывает на механизацию загрузки.
- Габаритный размер указан без учёта механизма подачи.
- Высота высыпания материла из реторты составляет не менее 600мм.
Электропечи для прокалки флюса могут комплектоваться скиповыми, шнековыми или ленточными питателями, или подъёмниками. Конструкция соответствует требования РД 5.90.2346-85. Терморегулятор может работать в режиме поддержания заданной температуры или по траектории термообработки. Подразумевается проведение шефмонтажных и пусконаладочных работ.



Устройство электропечи
Данная муфельная электропечь предназначена для сушки и прокалки сыпучих материалов, в основном сварочного флюса. Нагрев производится с продувкой воздухом для отвода паров и возгонов. Имеется ручной поворотный шибер для дозирования материала при высыпании. Электропечь применяется на больших сварочных производствах, когда необходимо прокаливать большие объёмы на высокие температуры. Климатическое исполнение УХЛ 4.2 по ГОСТ 15150-69.
Каркас
Каркас печи выполнен сварным в виде шестигранной шахты, изнутри обшит кожухами для фиксации теплоизоляции. Корпус устанавливается на специальную подставку для установки ссыпной воронки. Сзади крепятся направляющие для отката крышки. Сверху камеру перекрывает опорный лист для фиксации муфеля. Снаружи каркаса устанавливаются перфорированные декоративные крышки для ограждения токопроводов нагревателей и охлаждения каркаса.
Футеровка
Для локализации температуры внутри камеры нагрева каркас изнутри обшивается ультралегковесной и волокнистой теплоизоляцией. На поду выполняется кладка их кирпичей ШТ-0,4 с проёмом по оси под ссыпную воронку. Боковые стенки выполнены из плит ШВП-350 и волокнистых заполнений. К боковым стенкам крепятся гребёнки с пазами под установку креплений нагревателей. Сверху имеется отверстие для прохода муфеля.
Муфель
Для локализации всего объёма материала внутри рабочей камеры и обеспечения косвенного нагрева, через стенку, применяется стальной муфель в виде цилиндра. Сверху к цилиндру приваривается горловина, по которой он сопрягается с крышкой. Внизу к цилиндру приваривается конус, который далее через фланцы соединяется с поворотным шибером. Уже в футеровке шибер болтами соединяется со ссыпной воронкой. Внутрь муфеля введена дюймовая трубка для принудительного отсоса паров и возгонов
Нагреватели
Нагреватели выполнены в виде спиралей, надеты на керамические трубки, которые фиксируются в пазах гребёнок футеровки. Размещаются на шести боковых стенках по всей высоте, что обеспечивает круговой равномерный нагрев. Самые нижние нагреватели размещены ниже шибера, что обеспечивает прогрев всего объёма садки. Материал проволоки может быть на выбор Заказчика: фехраль или нихром.
Крышка
Подвешивается цепями на откатной тележке. Позиционирование обеспечивается конечными выключателями. Движение обеспечивается электроприводами, а вертикальное перемещение дополнительно ограничивается двумя направляющими. Крышка состоит из рамного каркаса и выступающих вниз теплоизоляционных дисков обрамленным стальным листом, которые механически фиксируется к рамному каркасу. При опускании выступ крышки заходит в муфель.
Шкаф для прокалки электродов ШП-0.4-60

Электронная регулировка температуры;
Удобная загрузка и прокалка электродов в специальных контейнерах;
Естественная (для ШП-0,4-60) и принудительная (для ШП-0,4-240) вентиляция рабочей камеры;
Защита от обрыва термопары.
Прокалочные шкафы предназначены для сушки и прокалки электродов длиной до 500 мм, а также длительного хранения их в подогретом состоянии.
Шкаф ШП-0,4-60 с естественной вентиляцией рабочей камеры имеет достаточно простую конструкцию.
На стенках рабочей камеры, изготовленной из нержавеющей стали , закреплены направляющие для установки 4-х решетчатых полок. На четырех полках можно разместить 12 контейнеров, по 5кг электродов каждый.
Нагрев рабочей камеры производится нагревателями типа ТЭН , закрепленными снаружи камеры нагрева. Изготовленные таким образом нагревательные панели имеют теплопередачу от нагревателя внутрь камеры и обеспечивают равномерный нагрев панели, исключают перегрев отдельных участков нагревателя. Нагревательные панели установлены под подом и за боковыми стенками рабочей камеры.
Шкаф ШП-0,4-240 с принудительной вентиляцией рабочей камеры. Рабочая камера с воздуховодами изготовлены из нержавеющей стали . На боковых стенках рабочей камеры закреплены направляющие для установки двенадцати решетчатых полок. На полках шкафа с принудительной циркуляцией воздуха одновременно можно разместить 48 контейнеров, вмещающих по 5кг электродов каждый.
Нагрев рабочей камеры производится нагревателями типа ТЭН , расположенными в воздушных каналах шкафа. Рабочее колесо вентилятора, установленного на верхней крышке шкафа, обеспечивает подачу воздушного потока к воздуховодам с ТЭНами. Поступивший в рабочую камеру горячий воздух из воздушных каналов проходит по всему объему, прогревая находящиеся там изделия, и направляется вверх к рабочему колесу вентилятора. Таким образом обеспечивается многократная циркуляция воздуха в рабочей камере .
На задней стенке камеры расположены две вентиляционные трубки для забора холодного воздуха . На верхней крышке шкафа находится вентиляционная трубка с заслонкой для сброса воздуха и паров . Заслонка позволяет регулировать интенсивность сброса воздуха.Рабочая камера прокалочных шкафов закрывается дверью , футерованной теплоизоляционными материалами.
На внутренней стороне двери (по периметру) закреплено уплотнение из асбестовой ткани, которое при закрывании двери плотно прилегает к обрамлению камеры. Силовое и регулирующее оборудование шкафов смонтировано в приборном отсеке либо в силовом блоке (ШП-0,4-240) шкафа.Все шкафы имеют качественную теплоизоляцию нагревательной камеры из муллитокремнеземистого волокна. Для управления нагревом шкафы прокалочные оснащены термоконтроллером с
возможностью программирования траетории нагрева , обеспечивающим оперативную и точную настройку требуемого режима термообработки . На шкафу ШП-0,4-240 – термоконтроллер с цифровой индикацией температуры. Для контроля величины тока по группам нагревателей шкаф ШП-0,4-240 оснащен трёхканальным индикатором тока. При обрыве термопары на всех шкафах срабатывает защита , отключающая напряжение на нагревателях.
Шкаф для прокалки электродов ШП-0.4-240
Электронная регулировка температуры;
Удобная загрузка и прокалка электродов в специальных контейнерах;
Естественная (для ШП-0,4-60) и принудительная (для ШП-0,4-240) вентиляция рабочей камеры;
Защита от обрыва термопары.
На стенках рабочей камеры, изготовленной из нержавеющей стали , закреплены направляющие для установки 4-х решетчатых полок. На четырех полках можно разместить 12 контейнеров , по 5кг электродов каждый. Нагрев рабочей камеры производится нагревателями типа ТЭН , закрепленными снаружи камеры нагрева. Изготовленные таким образом нагревательные панели имеют теплопередачу от нагревателя внутрь камеры и обеспечивают равномерный нагрев панели, исключают перегрев отдельных участков нагревателя.
Нагревательные панели установлены под подом и за боковыми стенками рабочей камеры. Шкаф ШП-0,4-240 с принудительной вентиляцией рабочей камеры. Рабочая камера с воздуховодами изготовлены из нержавеющей стали . На боковых стенках рабочей камеры закреплены направляющие для установки двенадцати решетчатых полок. На полках шкафа с принудительной циркуляцией воздуха одновременно можно разместить 48 контейнеров, вмещающих по 5кг электродов каждый.
Нагрев рабочей камеры производится нагревателями типа ТЭН , расположенными в воздушных каналах шкафа. Рабочее колесо вентилятора, установленного на верхней крышке шкафа, обеспечивает подачу воздушного потока к воздуховодам с ТЭНами. Поступивший в рабочую камеру горячий воздух из воздушных каналов проходит по всему объему, прогревая находящиеся там изделия, и направляется вверх к рабочему колесу вентилятора. Таким образом обеспечивается многократная циркуляция воздуха в рабочей камере .На задней стенке камеры расположены две вентиляционные трубки для забора холодного воздуха . На верхней крышке шкафа находится вентиляционная трубка с заслонкой для сброса воздуха и паров . Заслонка позволяет регулировать интенсивность сброса воздуха.Рабочая камера прокалочных шкафов закрывается дверью , футерованной теплоизоляционными материалами.
На внутренней стороне двери (по периметру) закреплено уплотнение из асбестовой ткани, которое при закрывании двери плотно прилегает к обрамлению камеры. Силовое и регулирующее оборудование шкафов смонтировано в приборном отсеке либо в силовом блоке (ШП-0,4-240) шкафа.Все шкафы имеют качественную теплоизоляцию нагревательной камеры из муллитокремнеземистого волокна.
Для управления нагревом шкафы прокалочные оснащены термоконтроллером с возможностью программирования траетории нагрева , обеспечивающим оперативную и точную настройку требуемого режима термообработки . На шкафу ШП-0,4-240 – термоконтроллер с цифровой индикацией температуры. Для контроля величины тока по группам нагревателей шкаф ШП-0,4-240 оснащен трёхканальным индикатором тока. При обрыве термопары на всех шкафах срабатывает защита , отключающая напряжение на нагревателях.
Сушка и прокалка сварочных материалов
Обеспечить качественную сварку возможно только с сухими сварочными материалами. Поэтому сушка и прокалка являются неотъемлемыми технологическими операциями сварки электродами или под флюсом.
Оборудование для сушки (удаление влаги) и прокалки сварочных материалов делится на два основных типа, вернее назначения: - для сушки обмазки электродов и для прокалки флюса.
Возможные варианты электропечей для сушки и прокалки сварочных электродов
Термообработка электродов может производиться в различных, по конструкции, устройствах и размерах, а иногда и даже по режимам.
Пеналы-термосы
Сохраняют температуру электродов без внешнего подогрева. Данные термосы, по сути, являются лотком с наружной теплоизоляцией, где электроды медленно остывают. Данные устройства хоть и применяются, но не являются термическим оборудованием. По сути, это контейнеры для краткосрочного хранения. Электроды необходимо предварительно нагреть в другом устройстве.
Термопеналы

Это наиболее простое и популярное устройство для сушки электродов. Термопенал представляет собой лоток с теплоизоляцией и встроенным нагревателем. Компактные формы позволяют их размещать непосредственно на сварочном посту. Питание нагревателя подразумевается от стандартного напряжения 220В. Вместительность отсека не превышает 10кг, а температура нагрева, как правило, не превышает 180°С.
Шкаф для сушки и прокалки электродов

Данные изделия являются уже стационарными, рассчитанными на большую загрузку. Шкафы имеют распашные двери, конвекционный нагрев с применением встроенного вентилятора. Электронное регулирование нагревом с цифровой индикацией температур. Нагрев выполняется ТЭНами, размещёнными в конвекционных каналах. Электроды размещают в съёмных перфорированных лотках, которые можно доставать по мере необходимости. Термообработка производится с принудительной конвекцией, за счёт вентилятора и наличия потокообразующих экранов. Продувка обеспечивается динамическими потоками конвекционного вентилятора с регулировкой объёма вентилями или задвижками. Напряжения питания 380 В. Предлагаемые шкафы полностью соответствуют требованиям руководящего документа РД5.90.2346-85.
Прокалка флюса
Флюс представляет собой мелкодисперсный сухой и хорошо сыпучий порошок на основе оксида алюминия. Флюсы по своей природе очень гигроскопичны и активно впитывают влагу. Поэтому их периодически прокаливают и держат при высокой температуре или при пониженной влажности.
Прокалка заключается в нагреве и выдержки материала в специальной печи до рекомендуемых температур для конкретной марки. Времени выдержки должно быть достаточно, чтобы флюс прогрелся в глубину, а флюс является своеобразным теплоизолятором. При высокой температуре влага испаряется, возгоняется и выводится через патрубок в верхней части муфеля.
Наибольшее распространение получили шахтные муфельные электропечи. Шахтные печи удобно загружать, например, скиповым подъёмником и разгружать в цеховую тару дозирующим шибером.

Нагрев может быть прямым, когда ТЭНы выведены в рабочее пространство и непосредственно соприкасаются с прокаливаемым материалом. Такие конструкции ограничены ограниченной температурой применения ТЭНа. Как правило, печи с нагревом от ТЭНов не превышают 500°С. Печи на более высокие температуры уже применяют с косвенным нагревом например, через стенку муфеля от проволочных электронагревателей, размещённых по периметру шахты. Мощность и объём может варьироваться от задачи.
Сушка и прокалка сварочных материалов являются важными и ответственными процессами, без которых трудно будет достичь хороших результатов.
В зависимости от производительности, сварочный участок может потреблять различные по назначению и разнообразию материалы. Первым и основным фактором при выборе печей является температура, до которой необходимо нагревать.
Вторым, не менее важным фактором, является рабочий объём или масса одновременно загружаемых материалов. Этот показатель напрямую зависит от производительности.

Третьим фактором является установленная мощность. Как правило, мощности печей пропорциональны рабочим объёмам и редко оказываются избыточными или недостаточными. Фактор мобильности актуален для небольших конструкций сушилок электродов и не имеет альтернатив. Напряжение питания, унифицированное для всех отечественных электропечей.
На рынке широко представлено оборудование для термообработки сварочных материалов под стандартные задачи. Мы также широко производим как серийно применяемое оборудование, так и специальное, под узкие задачи.
Наше отличие от большинства поставщиков оборудования в предложении электропечей на более высокие температуры, чем можно найти на рынке. Мы изготовители термического оборудования, то способны спроектировать и изготовить оборудование с различными размерами, температурами, функциями или комплектацией, не представленными на рынке.
Шкаф прокалочный для электродов
Шкаф прокалочный серии ШП-0,4-ХХ предназначен для сушки и прокалки сварочных электродов длиной до 500 мм, с последующим длительным хранением при повышенных температурах. Допускается его использовать для термообработки некоторых сыпучих материалов, например, флюсов, или даже проводить низкий отпуск небольших изделий.
Описание конструкции
Каркас
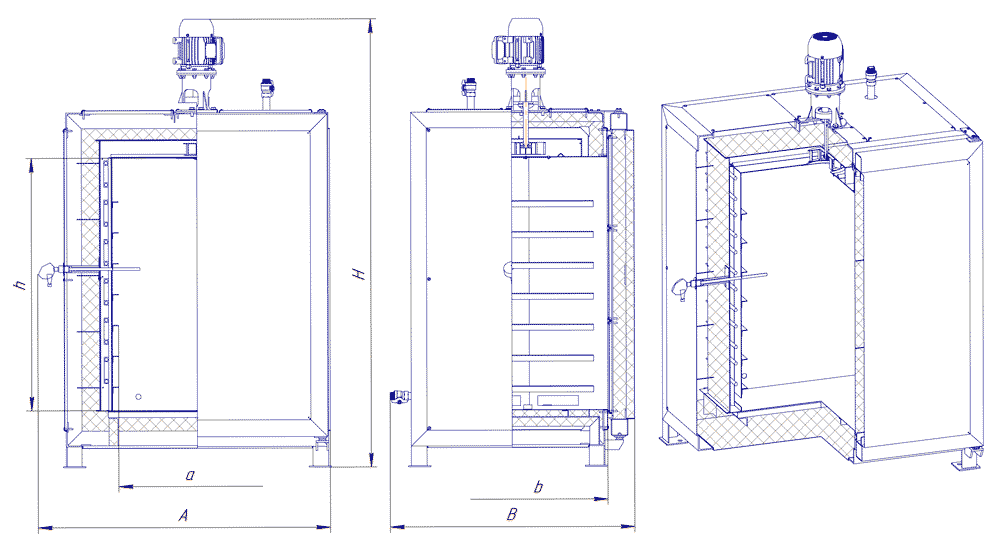
Шкаф формируется на основе стального сварного каркаса, который состоит из рамной конструкции в форме вертикальной фермы с закреплённой на шарнирах двери. К корпусу крепятся все внутренние и наружные листы, устройства и комплектующие.
Камера нагрева
Необходимая температура и конвекция формируются непосредственно в рабочем пространстве, где и размещаются лотки с заготовками. Камера образуется листами нержавеющей стали, в которых есть выступы под полки и отверстия для распределения конвекционных потоков по разным высотным уровням. Внутри устанавливаются выдвижные решётчатые направляющие со съёмными лотками под электроды длинной до 500мм. В каждом лотке можно разместить до 6кг заготовок.
Теплоизоляция
Пространство между печным кожухом и декоративными панелями заполняется несколькими слоями матов базальтового теплоизоляционного волокна. Слой изоляции, обращённый внутрь, выполнен из фольгированных с одной стороны матов.

Конвекция
На своде устанавливается вентиляторная стойка с выведенной в воздушный канал центробежной крыльчаткой. Вал фиксируется в подшипниковых сборках и вращается от электродвигателя. Крыльчатка вентилятора забирает воздух из центра и направляет в боковые воздушные каналы, где создаваемый поток омывает нагреватели, накапливает тепло и через распределённую систему отверстий подаётся в рабочее пространство. За счёт зазоров между лотками и полками поток равномерно распределяется по объёму, передаёт тепло изделиям и засасывается вверх к центробежному колесу.
Продувка
В нижней части задней стенки имеется патрубок для притока свежего воздуха. В районе свода от уровня вентилятора отводится патрубок для сброса паров и возгонов из рабочей камеры.
Объём воздуха продувки можно регулировать вентилем на трубке отвода.
Дверь
Каркас двери крепится к корпусу через петлевые шарнирные соединения. Внутренний кожух изготовлен из листовой коррозионно-стойкой стали, а по периметру фиксирует шнуровой уплотнитель. Внутренне пространство двери заполнено базальтовой теплоизоляцией. Ручка расположена слева. Имеется отверстие для установки дополнительной контрольной термопары.
Система управления нагревом
Силовое электрооборудование с приборами управления смонтированы в силовом блоке, который крепится на левой боковой стенке и соединяется потребителями кабелями с разъёмами. Прибор «Термодат», в зависимости от настроек, может поддерживать температуру по температурно-временному графику или поддерживать задаваемую.
Реализованы необходимые блокировки аварийных и недопустимых ситуаций. Для измерения и регулирования температуры применяются стандартные термоэлектрические преобразователи (термопары), градуировки ХА(К). Оборудование поставляется в проверенном и настроенном состоянии.
Все шкафы предлагаются на нагрев до 400 - 500° С, с напряжением питания 380В.
| Модель | Объём в литрах | Раб. размеры (шир×дл×выс) | Габаритные размеры, мм | Мощность, кВт | Масса |
|---|---|---|---|---|---|
| ШП-0,4-60 | 60 | 400×350×530 | 740×600×670 | 4,5 | 90 |
| ШП-0,4-140 | 140 | 535×800×625 | 1020×1600×900 | 9 | 220 |
| ШП-0,4-240 | 240 | 535×1350×625 | 1020×2000×900 | 11 | 300 |
Мы предлагаем широкий модельный ряд шкафов для сушки, в том числе специализированные с оптимальным набором функций и возможностей, в то числе и не отражённых в данном разделе. Широкий ассортимент и разнообразнейшие опции позволяет нашим покупателям приобретать оптимальное оборудование для решения задач, связанных с исследованиями, с высокой точностью и надёжностью.



Шкаф является специализированным устройством, изготовлен согласно ТУ 28.21.13 - 002-91912089-2020 и имеет действующую декларацию о соответствии ЕАЭС N RU Д-RU.HP15.B.08293/20. Рассчитан для работы при температуре окружающего воздуха от 5° С до 45°С и относительной влажности до 80 %.
Каркас выполнен свариванием уголков и стальных листов в вертикальную камеру. Обеспечивает установку, крепление всех входящих узлов и элементов. Снаружи закрывается декоративными панелями из нержавеющей стали или окрашенной углеродистой стали. Пространство от панелей кожуха футеруется волокнистой теплоизоляцией.
Дверь
Дверь распашного типа, открывается вправо, фиксируется на шарнирах и имеет рукоятку с запирающим и поджимающим механизмом. Газовое и температурное уплотнение рабочего пространства обеспечивается шнуровым уплотнением, установленным на двери.
Конвекция и продувка
По центру корпуса, в подшипниковых опорах, расположен электроприводной вал с опущенным в камеру вентилятором, который обеспечивает круговую циркуляцию газа, а также продувает электроды. К колесу подводятся трубки отвода паров, чтобы давлением от вентилятора выдувать пары и возгоны. Вал уплотняется через сальниковую набивку.
Потокообразующие экраны
Рабочая камера выполнена прямоугольной формы, из листовой стали (12X18H10Т). С боковых сторон имеются экраны, где установлены нагреватели. Система из листов и экранов формирует каналы, где воздух принудительно омывает нагреватели и циркулирует через садку.
Контейнеры
Лотки выполняются из коррозионностойкой стали толщиной 1,5мм с лазерной перфорацией, имеют ручки. Устанавливаются рядами, с зазорами для продувки, на съемные решетчатые полки, а те в свою очередь на кронштейны каркаса.
Нагреватели (ТЭНы)
Нагрев осуществляется электрическими закрытыми нагревателями типа ТЭН, размещенными на боковых стенках камеры нагрева в потокообразующем канале. Шкаф оснащен системой автоматического поддержания необходимой (задаваемой) температуры, не превышающей 500°С. Режим температурной выдержки (нагрев или траектория) можно выбрать в настройках управляющего прибора «Термодат 16Е6».
Читайте также: