Шкаф для хранения инструментов орг 1603
2.Сборочный чертеж приспособления, стенда, рабочего инструмента.
3.Рабочие чертежи приспособления, стенда, рабочего инструмента.
4.Технологическая карта на выполнение операции по ремонту детали, узла, агрегата.
14.Приложения:
Примерный перечень технологического оборудования
по отделениям и участкам
Коэффициенты k2, учитывающие типы и модели подвижного состава
| Класс подвижного состава | Модель | Предприятия по капитальному ремонту | ||
| Силовых агрегатов грузовых автомобилей | Прочих основных агрегатов | Полнокомплектных грузовых автомобилей | ||
| Грузовые автомобили грузоподъемностью: | ||||
| Малой (1-3 т) | ГАЗ-52 | 0,9 | 1,0 | 0,9 |
| Средней (3-5т) | ГАЗ-3307 | 1,0 | 1.0 | 1.0 |
| Большой (5-6т) | ЗИЛ-4314 | 1,15 | 1.3 | 1.15 |
| ЗИЛ-4331 | 2.0 | 1.35 | - | |
| Большой (6-8т) | МАЗ-5335 | 1.7 | 2,0 | 1,7 |
| Особо большой | ||||
| (10-16т) | КрАЗ-250 | 2,1 | 3,3 | 2,0 |
Коэффициенты k5, учитывающие соотношение между трудоемкостями капитального ремонта агрегатов, входящих в силовой агрегат и комплект прочих агрегатов
| Наименование агрегатов | Грузоподъемность грузового автомобиля | Легковые автомобили | |||||
| малая | средняя | большая и особо большая | |||||
| Колесная формула | |||||||
| 4 х 4 | 4 х 2 | 4 х 4 | 4 х 2 | 6 х 4 | 6 х 6 | 4 х 2 | |
| Двигатель 1-й комплектности | 0,55 | 0,575 | 0,45 | 0,555 | 0,46 | 0,415 | 0,56 |
| Коробка передач | 0,1 | 0,1 | 0,1 | 0,1 | 0,08 | 0,075 | 0,07 |
| Раздаточная коробка | - | - | 0,07 | - | 0,06 | 0,055 | - |
| Передний мост: неведущий | 0,135 | 0,125 | - | 0,12 | 0,1 | - | 0,23 |
| ведущий | - | - | 0,185 | - | - | 0,155 | - |
| Задний мост | 0,19 | 0,175 | 0,16 | 0,19 | 0,13 | 0,13 | 0,116 |
| Рулевое управление | 0,025 | 0,025 | 0,035 | 0,035 | 0,04 | 0,04 | 0,034 |
Нормы расхода материалов на капитальный ремонт
| Материал | ЗИЛ-130 | ЗИЛ-131 | ЯМЗ-236 | ЯМЗ-238 | СМД-14 | Д-108 | Д-130 (Д-160) | А-01 (АМ-41) | УрАЛ-375 | ДТ-75 |
| Черные металлы | 3,5 | 3,5 | 4,2 | 4,5 | 3,8 | 4,6 | 4,8 | 3,8 | 3,5 | 4,4 |
| Цветные металлы | 0,3 | 0,3 | 0,45 | 0,48 | 0,42 | 0,48 | 0,5 | 0,4 | 0,38 | 0,41 |
| Лакокрасочные материалы | 0,9 | 0,9 | 0,95 | 0,95 | 0,92 | 0,93 | 0,93 | 0,91 | 0,9 | 0,91 |
| Текстильные материалы | 0,2 | 0,2 | 0,23 | 0,23 | 0,22 | 0,23 | 0,25 | 0,23 | 0,2 | 0,2 |
Нормы расхода ГСМ на капитальный ремонт
| Наименование ГСМ | ЗИЛ-130 | ЗИЛ-131 | ЯМЗ-236 | ЯМЗ-238 | СМД-14 | Д-108 | Д-130 (Д-160) | А-01 (АМ-41) | УрАЛ-375 | ДТ-75 |
| Керосин | 1,4 | 1,5 | 1,8 | 2,0 | 1,8 | 2,0 | 2,2 | 2,0 | 1,5 | 1,8 |
| Бензин | 6,0 | 7,0 | - | - | - | 1,2 | 1,2 | 0,9 | 7,0 | 0,9 |
| Дизельное топливо | - | - | 7,0 | 8,0 | 6,5 | 7,5 | 8,0 | 6,5 | - | 6,6 |
| Дизельное масло | - | - | 7,5 | 9,0 | 7,0 | 8,0 | 8,5 | 7,5 | - | 7,0 |
| Трансмиссионное масло | 7,5 | 8,0 | - | - | - | - | - | - | 8,0 | - |
| Пластичные смазки | - | - | 0,2 | 0,2 | 0,2 | 0,3 | 0,25 | 0,2 | - | 0,2 |
| Тюменский лесотехнический техникум | Технологическая карта № 1 на сборку и установку блока промежуточных шестерен коробки передач Трудоемкость 0,4 чел.-ч, разряд 4 | Дипломный проект Карту составил: Карту проверил: Дата: | |
| Эскиз | Операции | Инструмент | Технические условия |
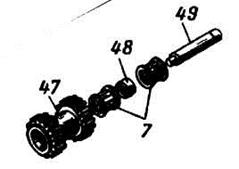 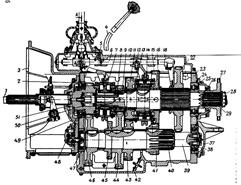 | 1.Установить в блок 47 втулку 48 и роликовые подшипники 7 2.Установить блок 19 в сборе в картер 23 и запрессовать ось 17 3.Установить на картер 23 крышку 37, пружинные шайбы и завернуть болты крепления крышки 37 | Оправка, молоток А3 Гайковерт С-681, сменная головка 17, набор щупов № 2, ключ торцовый 17, кисть волосяная, посуда для краски | Блок промежуточных шестерен заднего хода устанавливать малым зубчатым венцом в сторону задней стенки картера 23 Блок 19 промежуточных шестерен заднего хода должен вращаться на оси 17 свободно, без заедания. Осевой люфт блока 19 шестерен должен быть 0,45 – 0,37 мм. Для регулировки этого зазора допускается между торцами блока 19 и картером 23 устанавливать компенсирующие шайбы |
Массы автомобилей и их составных частей
| Модель | Ремонтируемое изделие | ||||
| Машина | Двигатель | Коробка передач | Задний мост | Передний мост | Карданный вал |
| ГАЗ-3307 | |||||
| ЗИЛ-431410 | |||||
| ЗИЛ-433100 | |||||
| МАЗ-500А | |||||
| МАЗ-516Б | |||||
| МАЗ-5335 | |||||
| КамАЗ-5320 | |||||
| КамАЗ-53212 | |||||
| КрАЗ-250 | |||||
| РАФ-2203 | |||||
| Москвич-2140 | |||||
| ГАЗ-3110 | |||||
| УАЗ-452Д | |||||
| ГАЗ-66 | |||||
| ГАЗ-52-04 | |||||
| ЗИЛ-157КД | |||||
| ЗИЛ-130 | |||||
| ЗИЛ-131 | |||||
| ЗИЛ-133Г | |||||
| ГАЗ-53А | |||||
| Урал-375Д | |||||
| Продолжение приложения 7 | |||||
| Урал-375Н | |||||
| Урал-377 | |||||
| Урал-4320 | |||||
| КрАЗ-255Б | |||||
| КрАЗ-257 | |||||
| КрАЗ-260 | |||||
| Колесные тракторы | |||||
| Т-16М | |||||
| Т-25А | |||||
| Т-40М | |||||
| МТЗ-50/52 | |||||
| МТЗ-80/82 | |||||
| ЮМЗ-6АМ | |||||
| К-700А | |||||
| К-701 | |||||
| К-702 | |||||
| К-703 | |||||
| Т-150К | |||||
| Т-157 | |||||
| Т-158 | |||||
| Гусеничные тракторы | |||||
| ТДТ-55 | |||||
| ДТ-75 | |||||
| Т-150 | |||||
| Т-4А | |||||
| ТТ-4 | |||||
| Т-130 | |||||
| Т-180Г | |||||
| Д-804М | |||||
| ДЭТ-250М | |||||
| Специальные тягачи | |||||
| МАЗ-509А | |||||
| КрАЗ-255Л | |||||
| Продолжение приложения 7 | |||||
| БелАЗ-6411 | |||||
| МАЗ-537 | |||||
| МАЗ-537Г | |||||
| БелАЗ-7421 | |||||
| МоАЗ-546П | |||||
| БелАЗ-531 | |||||
| МоАЗ-6401 | |||||
| МоАЗ-7405 |
Основные строительные параметры одноэтажных зданий предприятий капитального ремонта
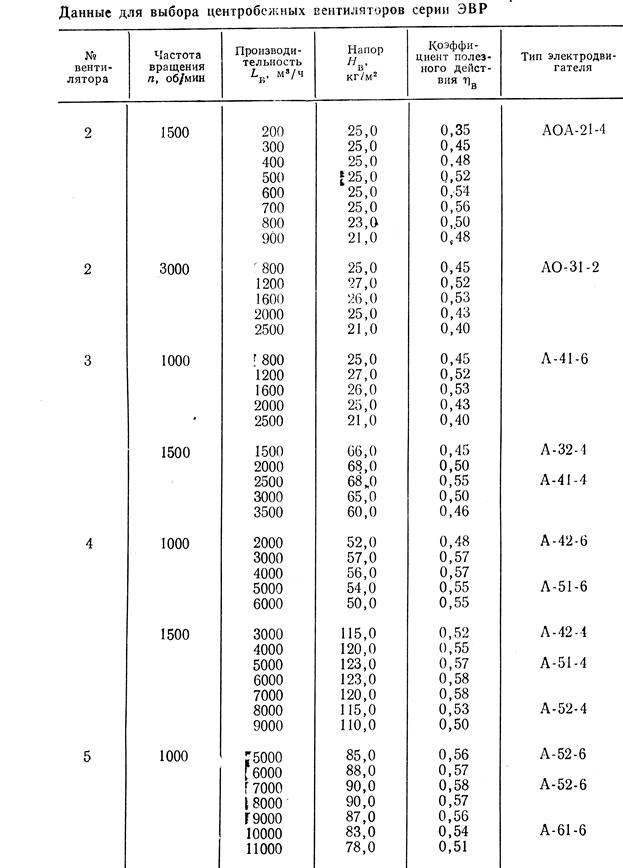
Размещение оборудования электроремонтного цеха для завода с 2 тыс. электродвигателей и более , страница 4
За счет изменения посредством рукояток управления проходного сечения перепускных клапанов гидросхемы можно ускорять или замедлять ход штока каждого из цилиндров в отдельности для обеспечения синхронной скорости движения штоков обоих цилиндров. Для этого служит пульт насосной станции 1.
Для предупреждения самопроизвольного опускания штоков предусмотрена защитная электромеханическая система, состоящая из четырех (по две на каждый цилиндр) зубчатых реек, защелок и электромагнитов. Последние срабатывают и отводят защелки от реек только при произвольном опускании штоков. В случае аварийной утечки рабочей жидкости скорость опускания штоков будет замедляться дроссельными клапанами.
При перемещении подвижного цилиндра настил, закрывающий канаву сверху, смещается и таким образом она постоянно бывает перекрыта.
Подъемник укомплектован набором сменных подхватов, устанавливаемых на траверсы штоков цилиндров. Грузоподъемность подъемника 16000 кг, высота подъема 1600 мм.
Подъемник П-104 одноплунжерный электрогидравлический для легковых автомобилей. Такой подъемник предназначен для поднятия автомобилей массой до 2 т. На штоке гидроцилиндра подъемника смонтирована полноповоротная платформа с четырьмя шарнирно закрепленными на ней консольными балками, на которых расположены четыре передвижных подхвата.
Автомобиль поднимается путем упора подхватов непосредственно в кузов, благодаря чему оси вывешенного автомобиля бывают разгружены. Конструкция платформы обеспечивает свободный доступ ко всем механизмам автомобиля, расположенным снизу.[7]
Благодаря шарнирному креплению балок к площадке платформы и наличию скользящих подхватов можно подводить подхваты к определенным опорным точкам кузова.
Возможное самопроизвольное опускание штока предупреждается откидным и регулируемым по длине упором. Дроссельный клапан замедляет скорость опускания штока. Грузоподъемность подъемника 2000 кг, высота подъема 1600 мм.
3.6. Верстаки
Верстаки ОРГ-5105 используются при проведении жестяницких работ и рассчитаны на одного рабочего. В сварную конструкцию верстака входят четыре ящика и две полки грузоподъемностью 20 кг.
3.7. Шкафы
Для хранения монтажных принадлежностей, баллонов с кислородом, инструмента и приспособлений, аппаратуры поста сварки, инструмента сварщика и электродов, электролита и дистиллированной воды служат шкафы.
Выпускают шкафы (табл. 1) ОРГ-5126, ОРГ-5127, ОРГ-1603, 1Р-1503, ОРГ-5129, ОРГ-18114.
. Основные параметры шкафов[2]
Габариты, мм; масса, кг
Для хранения инструмента и монтажных принадлежностей
Сварная металлическая с двумя дверьми. Число полок 10, масса размещённого он одну полку груза 10 кг
Для хранения различного инструмента
Сварная с двустворчатой дверью
Для хранения баллонов с кислородом
Двухстворчатый со специальными зажимами для баллонов. Число баллонов в шкафу 4.
146784 (ТО и ремонт автотранспорта), страница 3
Документ из архива "ТО и ремонт автотранспорта", который расположен в категории " ". Всё это находится в предмете "транспорт" из раздела "", которые можно найти в файловом архиве Студент. Не смотря на прямую связь этого архива с Студент, его также можно найти и в других разделах. Архив можно найти в разделе "рефераты, доклады и презентации", в предмете "транспорт" в общих файлах.
Онлайн просмотр документа "146784"
Текст 3 страницы из документа "146784"
Ведомость технологического оборудования
Наименование, обозначение, тип, модель оборудования, оснастки
Техническая характеристика
Стенд для испытания двигателей МПБ 32,7
200 кВт, 36602200
Стенд для ремонта двигателей 2164
Прибор универсальный для правки шатунов мод. 2211
Станок для расточки цилиндров двигателей мод. 2407
Станок для полирования цилиндров 2291А
Станок для шлифования клапанов 2414А
Настольный, 0,27 кВт
Универсальный прибор для шлифования клапанных седел, 2215
Настольный, 0,6 кВт
Настольно-сверлильный станок НС-12А
Пневматическая дрель для притирки клапанов, 2213
Компрессометр, мод. 179
Передвижной гидравлический кран, 423М
Моечная установка, мод. 196-II
22501959, 465 кВт
Моечная установка, мод. ОМ-5359 ГОСНИТИ
Пресс гидравлический ОКС-167IМ
Приспособление для разборки и сборки головок цилиндров, мод.
Стеллаж для хранения двигателей
Шкаф для хранения инструментов, ОРГ-1603
Ларь для ветоши
Итого, площадь, занятая под оборудование 53,95 кв.м.
3.6. Расчет производственной площади моторного участка.
Площадь моторного участка определяется по формуле:
где – коэффициент плотности расстановки оборудования, принимаем = 4 для моторного участка; (2)
Исходя из СНиПов принимаем ширину помещения участка В = 12 м, тогда длина помещения участка составит: 216:12 = 18 м.
4. ТЕХНИКА БЕЗОПАСНОСТИ.
4.1. Требование техники безопасности к инструменту, приспособлениям и основному технологическому оборудованию.
Для обеспечения безопасности труда необходимо обеспечить безопасность производственного оборудования и технологических процессов. Для этого имеющийся инструмент, технологическое оборудование должны соответствовать требованиям стандартов системы безопасности труда (ССБТ), норм и правил по охране труда и санитарным нормам. С целью обеспечения электробезопасности все технологическое оборудование с электроприводом должно быть надежно заземлено. Сопротивление заземления должно быть не более 4 Ом. Проверка сопротивления заземления и изоляции производится с периодичностью один раз в год.
При работе на асфальтобетонном полу у верстака для предупреждения простудных заболеваний и защиты от поражения электрическим током у верстака располагают деревянную решетку. Расстояния между верстаками принимают в зависимости от габаритных размеров и схемы расположения в соответствии с ОНТ-01-86. Устанавливать верстаки вплотную у стен можно лишь в том случае, если там не размещаются радиаторы отопления, трубопроводы и прочее оборудование. Стулья должны быть с регулируемыми по высоте сидениями и желательно с регулируемыми спинками. Верстаки для выполнения разборочно-сборочных работ, чтобы было удобно работать, подгоняют по росту работающего с помощью подставок под верстак или подставок под ноги. Рабочую поверхность верстака покрывают листовым металлом или линолеумом, в зависимости от видов выполняемых работ. На участке при использовании многоместных верстаков или размещении их друг против друга для предупреждения травмирования работающих рядом отлетающими кусками обрабатываемого материала устанавливают сетчатую металлическую разделительную перегородку. Высота перегородки должна быть не менее 750 мм, а размер ячеек не более 3 мм.
Все рабочие места должны содержаться в чистоте, не загромождаться деталями, оборудованием, инструментом, приспособлениями, материалами. Детали и узлы, снимаемые с двигателя при ремонте, должны аккуратно укладываться на специальные стеллажи или на пол.
Ручной инструмент должен быть в исправном состоянии, чистым и сухим. Его выбраковка, как и выбраковка приспособлений, должна производиться не реже одного раза в месяц. Инструмент должен быть надежно насажен на рукоятку и расклинен заершенными клиньями из мягкой стали. Ось рукоятки должна быть перпендикулярна продольной оси инструмента. Длину рукоятки выбирают в зависимости от массы инструмента: для молотка 300 – 400 мм; для кувалды 450 – 500 мм. Рукоятки ножовок, напильников, отверток, шаберов должны быть стянуты бандажными кольцами.
4.2. Требования по технике безопасности при выполнении основных работ на участке.
При выполнении моечных работ двигателей и деталей концентрация щелочных растворов не должна превышать 5 %. Детали двигателей, работающие на этилированном бензине, моют после нейтрализации отложений тетраэтилсвинца керосином. После мойки деталей и агрегатов щелочным раствором их необходимо промыть горячей водой. Применять для мойки легко воспламеняющиеся жидкости категорически запрещается. При использовании синтетических моющих поверхностно-активных веществ их предварительно растворяют в специальных емкостях или непосредственно в емкостях моечной машины. Температура воды при этом не должна превышать больше чем на 18 – 20 С температуру деталей. Для защиты рук и предупреждения попадания брызг раствора на слизистую оболочку глаз работающим необходимо применять защитные очки, резиновые перчатки и дерматологические средства (крем «Силиконовый » , пасту ИЭР-2).
При работе на шлифовальных станках особое внимание следует уделять абразивному кругу. Он должен быть осмотрен, проверен на отсутствие трещин (при простукивании в подвешенном состоянии деревянным молоточком массой 200 – 300 г он издает чистый звук), испытан на прочность, отбалансирован.
К выполнению работ на моторном участке допускаются только рабочие, прошедшие инструктаж по технике безопасности и обучение правильным приемам выполнения работ.
При выполнении расточных работ цилиндров, блок-цилиндров должен быть надежно закреплен на станине станка при помощи кондукторов, удерживать обрабатываемые детали руками запрещено.
При выполнении разборочно-сборочных работ гаечные ключи должны быть подобраны по размеру гаек и болтов. Размер зева ключей не должен превышать размеров головок болтов и граней гаек более чем на 0,3 мм. Гаечные ключи не должны иметь трещин, забоин, заусениц, непараллельности губок и выработки зева. Запрещается отвертывать гайки ключами больших размеров с подкладыванием металлических пластинок между гранями болтов и гаек и губками ключа.
У тисов губки должны иметь несработанную поверхность – насечку. Винты, крепящие губки должны быть исправны и затянуты. Зажимный винт должен быть без трещин и сколов.
4.3. Требования техники безопасности к помещению.
Производственное помещение моторного участка необходимо содержать в чистоте. В нем должна регулярно проводиться влажная уборка, очистка полов от следов масел, грязи и воды. Пролитое на пол масло необходимо немедленно убрать, используя для этого поглощающие материалы, такие как опил, песок. Помещение должно быть оборудовано приточно-вытяжной вентиляцией.
С целью защиты работающих от шума, помещение испытательного стенда должно быть изолировано от остального помещения перегородкой. Помещение испытательное должно быть снабжено местным отсосом отработанных газов.
Технологическая планировка ремонтной мастерской (ремонтного участка) и Расчет производственных площадей
Вся площадь ремонтного предприятия делится на производственную и вспомогательную.
К производственной площади предприятия относится площадь, занятая технологическим оборудованием (станками, верстаками, стеллажами, стендами, моечными машинами и др.), транспортным оборудованием (конвейерами, рольгангами, склизами и др.), объектами ремонта (машинами, сборочными единицами, деталями, заготовками и др.), находящимися на рабочих местах и возле них, а также проходами между оборудованием и рабочими местами. В стадии разработки проектного задания целесообразно применять методы расчета по укрупненным показателям.
Площади отдельных участков, цехов и отделений рассчитывают по площади, занимаемой оборудованием, с учетом переходного коэффициента при помощи формулы:
где: - площадь, занимаемая оборудованием, м 2 ; - переходной коэффициент.
Для проектирования ремонтного цеха принимаем следующие цеха и участки:
- складское помещение запасных частей и инструментально раздаточная кладовая;
Общую площадь рассчитывают следующим образом: производственную
- 100 %, вспомогательную, складскую и конторско-бытовую - соответственно 12, 8 и 6 % от производственной.
Наибольшее распространение получили здания прямоугольной формы,
длину L3 которых определяют по формуле:
где площадь здания ремонтного предприятия, ; ширина здания, .
Ширину здания принимают стандартной, т.е. равной 12, 18, 24, 36, 54, 72 м и определяют из условия, что отношение длины здания к его ширине должно быть не более трех. Если L3 /В >3, то необходимо увеличить ширину здания и снова определить ее длину. Полученную длину здания принимают кратной длине применяемых строительных плит, т.е. 6 м и увязывают с длиной линии разборочно-сборочных работ.
Примем стандартное значение длины
т.е. ширина здания удовлетворяет требованиям.
Площадь здания после уточнения его длины составит:
Высоту производственного корпуса определяют характером выполняемых работ, габаритами ремонтируемых изделий и принятым видом грузоподъемных устройств. Примем высоту производственного корпуса .
Процесс организован по П-образной схеме.
Окончательное решение о выборе площадей участков принимаем после проверки расчетов графическим способом по плану размещения оборудования.
Самый оптимальный периметр здания соответствует длине окружности. На практике необходимо, чтобы коэффициент целесообразности плана здания был равен 0,8 и более.
т.е. периметр здания является оптимальным,
где производственная площадь, устанавливаемая расчетом, м 2 ; периметр здания по наружным стенам, м; 0,282 - коэффициент пропорциональности, численно равный квадратному корню из отношения площади круга к его длине окружности.
Обычно при проектировании ремонтных предприятий все производственные и вспомогательные подразделения располагают в одном корпусе прямоугольной формы. В основу разработки компоновочного плана закладывают схему технологического процесса, что обуславливает рациональное расположение всех подразделений с целью минимальных затрат времени и средств на транспортирование грузов, рациональную организацию людских потоков в пределах здания и связей с другими зданиями.
При разработке компоновочного плана решают следующее: определяют габаритные размеры здания, рациональное размещение подразделений, выбор основного подъемно-транспортного оборудования, связанного с конструктивными элементами здания, определяют размеры магистральных проездов и ширину ворот.
На ремонтных предприятиях в зависимости от пути движения рамы машины или базовой детали принимают следующие варианты схем технологического процесса: прямоточную, Г-образную и П-образную.
Прямоточная схема технологического процесса отличается простотой. При прямом потоке удобна организация конвейерных линий и последовательное расположение производственных и вспомогательных подразделений по ходу технологического процесса. При такой схеме наиболее тяжкие и громоздкие детали движутся по прямому пути. Недостаток этой схемы состоит в том, что суммарные площади основных групп производственных подразделений не увязаны между собой по выполняемым в них технологическим процессам. В этом случае приходится отдельные производственные участки переносить из одной группы в другую. Кроме того, при прямоточной схеме трудно изолировать разборочно-моечные работы от других.
Г-образная и П-образная схемы технологического процесса позволяют изолировать разборочно-моечные отделения от других производственных участков, более рационально расположить отдельные группы производственных участков и сократить пути транспортировки грузов. Недостатки этих схем: непрямолинейное перемещение тяжелых и громоздких деталей, а также трудность размещения окрасочного участка в изолированном помещении.
В зависимости от объемов основного производства допускается применение стационарного способа сборки.
При Г-образной схеме сборочную линию располагают перпендикулярно к разборочной, а участки по ремонту сборочных единицы и агрегатов - параллельно разборочному.
При П-образной схеме производственные отделения охватывают разборочно-моечными и сборочными участками.
Габариты производственного корпуса выбирают исходя из площади, конфигурации и размеров участка под строительство, применяемых унифицированных габаритов зданий и длины поточных линий.
Общая компоновка производственного корпуса проводится на основании расчетов площадей участков, а также общей длины линии основного производственного потока.
Оборудование используемое в участках и переходные коэффициенты приведены в таблице 7.
Таблица 7.1 - Сводные данные по расчету площадей отделений (участков) ремонтной мастерской
Шкаф для хранения инструментов орг 1603

- Акции, скидки, склад
- ГОТОВАЯ ПРОДУКЦИЯ СО СКИДКАМИ!
- ГОТОВАЯ ПРОДУКЦИЯ СО СКЛАДА!
- ГОТОВАЯ ПРОДУКЦИЯ ОТ ПАРТНЕРОВ!
- Виды упаковки продукции
- Предложение о сотрудничестве
- Характеристики станка
- Памятка для заказчика
- Сертификация продукции
- Технологические процессы
- Дипломы и награды
- Базовые (ССМ-01, ССМ-10)
- Модульные (ССМ-01-07 - ССМ-01-10, ССМ-02, ССМ-09)
- Передвижные (ССМ-06)
- Поворотные (ССМ-05)
- С поворотно-вытяжным устройством (ССМ-04)
- С вращающейся рабочей плитой (ССМ-03)
- Универсальные (ССМ-07)
- На рельсовом пути (ССМ-16)
- С гидроприводом (ССМ-08)
- С координатной сеткой (модульные) (ССМ-01-07..ССМ-01-10)
- Столы сварочно-сборочные с Т-пазами и отверстиями ø 28 мм (ССМ-17, ССМ-18)
- Сборно-разборные (ССМ-11..ССМ-15)
- Приспособления к столам сварочно-сборочным
- Столы металлические, подставки под оборудование (СМ)
- Столы лабораторные (СЛ, СПМ)
- Столы слесарей-ремонтников (ССР)
- Столы паяльщиков (СП)
- Столы электромонтажников, радиомехаников (СЭ)
- Столы для шлифовально-зачистных работ (СШЗ)
- Столы для плазменной резки (СПР)
- Столы производственные для разных специальностей (ВРС, СПМ, СМ)
- Стеллажи полочные (СМС, СРМ, СМД)
- Стеллажи с вращающимися полками (СВП)
- Стеллажи консольные (СКМ)
- Стеллажи с выкатными платформами (СВМ)
- Стеллажи-рольганги для работы с аккумуляторными батареями (СРА)
- Стеллажи гравитационные (СГП)
- Стеллажи паллетные
- Ограждения (отбойники ОМ) для стеллажей
- Рольганги неприводные и комплектующие к ним (РСМ)
Товары на складе Товары на складе
![Стол сварщика ССН-01]()
![СПР-03 стол для плазменной резки]()
![КПД-01 крепежная плита]()
![КПД-02 крепежная плита]()
![СВУ-06 вращатель сварочный вертикальный]()
![ФВУ-03-03 фильтровентиляционная установка]()
![СЭ-01 стол электромонтажника]()
![СЭ-03 исп.3 стол электромонтажника]()
![ВСО-01-02 верстак слесарный]()
![ВСД-01 верстак слесарный]()
![ВСД-03 верстак слесарный]()
![ТПМ-01 тумба для инструмента]()
![ТПМ-04 тумба для инструмента]()
![СГП-01 Стеллаж гравитационный полочный (со склада)]()
![ПДМ-04-02 металлический поддон]()
![ШМА-01 шкаф для аккумуляторов]()
![ШИМ-04 шкаф для инструмента]()
![ШИМ-13-03 шкаф для инструмента]()
![ШИМ-05-02 шкаф для инструмента]()
![ШМА-07 шкаф для аккумуляторов аналог]()
![СШЗ стол шлифовально-зачистной]()
![ФВУ-01 фильтровентиляционная установка]()
![ФВУ-03-04 фильтровентиляционная установка]()
![ФВУ-04 фильтровентиляционная установка]()
![СВУ-01 исп.2 вращатель сварочный универсальный]()
![СВУ-05-02/2 вращатель сварочный]()
![Заказать каталог по почте]()
![Псевдо дилеры]()
![Сварочные вращатели]()
![]()
![]()
![Шкафы производственные]()
![Столы сварочно-сборочные ССМ]()
![Шкафы для инструмента и комплектующих]()
![Шкафы для баллонов]()
![]()
![Инструментальные тумбы ТПМ]()
![Тележки для баллонов]()
![Кронштейны, стойки и паллеты для баллонов]()
![Шкафы для одежды]()
![Верстаки]()
![Сварочно-сборочные столы 3D]()
![Складское оборудование]()
![Столы производственные]()
![Сварочные вращатели СВУ-01-03, СВУ-01-03/2]()
![Столы сварочно-сборочные с системой отверстий ø 28 мм и Т-пазами]()
![ШИМ-13-04 шкаф для инструмента]()
![]()
Упаковка является важной частью готовой продукции.
При выборе упаковки продукции основными вопросами являются: определение ее наибольшей экономической эффективности, защиты от вредного воздействия окружающей среды, от повреждений и от потерь содержимого при транспортировке и хранении.Вид упаковки выбирается в зависимости от изделия и способа транспортировки или по согласованию с заказчиком. Габаритные размеры упаковки выбираются в зависимости от размеров изделия и вида упаковки.
Действует индивидуальная система скидок от объема заказанной продукции. После отправки заказа наши менеджеры свяжутся с Вами и обсудят возможность и объем скидки. Минимальный объем заказа для получения скидки 10 или 20 позиций в зависимости от категории товара. Подробности узнавайте у наших менеджеров.
Внимание! Информация о скидках предоставляется только по официальному запросу, на сайте таковым является заказ с верно заполненными реквизитами.Более подробную информацию можно получить в разделе "Сертификация продукции"
Россия
Страны таможенного союза
(Армения, Казахстан, Киргизия, Белоруссия).
Условия оплаты:
- гибкие условия оплаты (информацию можно узнать у менеджеров отдела сбыта);
- отгружаем продукцию юридическим лицам, ИП и физическим лицам;
- сумма заказа неограничена.
- отгружаем продукцию юридическим лицам;
- сумма заказа от 100 000 руб. без НДС.
Доставка:
- по согласованию с отделом сбыта можно произвести отгрузку через транспортную компанию.
Сертификация продукции:
Адрес места отгрузки:
г. Ульяновск, ул. Мелекесская, д.4, корпус 3
График работы склада:
Пн. - Пт. с 7-00 до 16-00 (по Московскому времени).
ОБЯЗАТЕЛЬНЫЕ УСЛОВИЯ ОТГРУЗКИ:
1. Наличие правильно заполненного оригинала доверенности и паспорта на лицо, производящее забор груза в нашей компании.
2. В случае забора груза транспортной компанией, должно быть две доверенности:
а) доверенность о том, что ваша компания доверяет забор груза транспортной компании в ООО "ПКП "Завод ВТО" ( образец доверенности);
б) доверенность от транспортной компании и паспорт на лицо (водитель, экспедитор), непосредственно производящее забор груза в ООО "ПКП "Завод ВТО" (ТОЛЬКО ОРИГИНАЛЫ С СИНЕЙ ПЕЧАТЬЮ).
Без наличия какой-либо из доверенностей или неправильном ее (их) заполнении, отгрузка не может быть произведена.
Внимание! При заказе транспортной компании уточните, ставит ли лицо (водитель, экспедитор), получающее груз в нашей компании для вас, подпись в отгрузочных документах (в товарных накладных).
3. Предварительно сообщить нам о дате вашего приезда, чтобы мы смогли поставить вас в план отгрузок на удобный вам день и подготовить продукцию к отгрузке для вашей компании.
Параметр Значение Габаритные размеры (мм) 800х400х1820 Полка (шт) 5 Нагрузка на полку (кг) 30 Замок (шт) 1 Масса (кг) 66 Шкаф ШИМ-13-04 представляет собой надежную цельносварную конструкцию, выполненную из листовой стали. Внутри шкафа ШИМ-13-04 установлены четыре металлические полки. Шкаф ШИМ-13-04 оборудован дверками, на одной из которых установлен с замок и ручка, на другой – задвижки и ручка.
Высококачественное порошковое покрытие поверхности шкафа ШИМ-13-04 обладает высокой износоустойчивостью, позволяет предохранить поверхность от коррозии и обеспечить эстетичный внешний вид в течение длительного периода времени.
Металлический шкаф ШИМ-13-04 предназначен для хранения инструмента, комплектующих изделий, материалов, оборудования на рабочих местах. Также инструментальный шкаф ШИМ-13-04 может использоваться в качестве архивного шкафа для хранения документов, в том числе в папках типа Корона. Область применения ШИМ-13-04 - от небольших мастерских и автосервисов до крупных промышленных предприятий.
Читайте также:













_tyax-hh.jpg?t=1463111200)














_15.02.2019.jpg)


















