Расстойный шкаф т1 хр 2а 30
Технологическое назначение расстойки заключается в восстановлении пористой структуре теста, утраченной при делении и формовании заготовок. По расположению цепного конвейера расстойные шкафы можно разделить на горизонтальные, вертикальные и комбинированные; по вырабатываемому ассортименту - на универсальные и специализированные.
Конвейерный шкаф Т1-ХР-2А для окончательной расстойки тестовых заготовок хлебобулочных изделий широкого ассортимента изготовлен из унифицированных узлов и деталей и может использоваться в комплекте с печами шириной пода 1,4 и 2,1 м. Шкаф состоит из люлечного конвейера 6, каркаса 1 шкафа, облицовочных щитов 3 и приборной панели 4. Конвейер 6 состоит из привода 2 и двух ветвей тяговых пластинчатых цепей, которые огибают шесть пар зубчатых блоков 5.
Приводной вал находится в двух шарикоподшипниках, установленных на нижней секции шкафа расстойки. Между тяговыми цепями в отверстия пластин через шесть звеньев подвешены трехполочные люльки, на которых укладываются тестовые заготовки. При расстойке заготовок для формового хлеба две верхние полки снимают.
Размеры люльки 340 х1930 мм. Движение конвейера прерывистое. Во время остановок производится загрузка и разгрузка люлек, остановившихся против двух противоположных окон. Для предупреждения раскачивания люлек при загрузке и разгрузке предусмотрен ограничитель.
Оптимальные параметры воздушной среды поддерживаются кондиционером, подающим воздух в верхнюю часть каркаса. Для присоединения кондиционера в торцевых стенках каркаса предусмотрены присоединительные фланцы.
Для поддержания нормального санитарного состояния и наблюдения за работой конвейера внутри камеры конвейера расположены открывающиеся дверки снизу и по боковым сторонам горизонтальной части, а для чистки пола шкафа предусмотрены дверки в основании шкафа.

При выработке подовых изделий одна трехполочная люлька расстойного шкафа загружает три люльки печи. В этом случае диск механизма включения работает с одним пальцем, в то время как два других пальца снимают. При выработке формовых изделий каждая люлька конвейера расстойки загружает одну люльку печи, поэтому диск работает с тремя пальцами.
Электроаппаратура, с помощью которой осуществляется управление, смонтирована в специальном шкафу, устанавливаемом на каркасе шкафа.
Посадчики
В зависимости от ассортимента продукции, выпускаемой на поточной линии, посадочные механизмы для тестовых заготовок можно разделить на 2 группы: I. механизмы для посадки тестовых заготовок подовых сортов хлеба - посадчики; 2. механизмы для укладки заготовок формовых сортов хлеба в формы расстойно- печных агрегатов - укладчики.
Ленточный посадчик предназначен для загрузки круглых тестовых заготовок пшеничного и ржано - пшеничного хлеба массой 0,8. 1,2 кг в люльки расстойного шкафа. Посадчиками такого типа могут комплектоваться специализированные расстойные шкафы к туннельным и тупиковым печам.

Заготовки подаются наклонным ленточным транспортером 1 над которым расположен на разделяющая доска 2 с окнами, размещенными против ячеек 4 люльки 3 расстойного шкафа. В окнах установлены поворотные угловые шиберы 5. В исходном положении все шиберы открыты. Тестовые заготовки 6 подаются транспортером до соприкосновения со стенкой шибера, а затем направляются по ней в окно и дальше по направляющей - в ячейку люльки. При этом тестовая заготовка нажимает на отогнутый конец углового шибера и закрывает его. Следующая тестовая заготовка прокатывается по закрытому шиберу и поступает в другую ячейку.
После заполнения всех ячеек люльки делитель останавливается до подхода следующей люльки. При этом ролик цепи подает сигнал на включение механизма возврата шиберов в исходное положение. При подходе на загрузку следующей люльки подается сигнал на включение тестоделительной машины и цикл повторяется вновь.
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.006)
Техническая характеристика
Универсальные расстойные шкафы Т1-ХР-2А предназначены для окончательной расстойки тестовых заготовок хлебобулочных изделий широкого ассортимента. Они применяются в комплексе с хлебопекарными печами, имеющими ширину пода 1,9–2,1 м (нормальный под).
5.2. Универсальные расстойные шкафы т1-хр2-г
Универсальные расстойные шкафы Т1-ХР2-Г (рис. 5.3) выпускаются в двух модификациях – Т1-ХР2-Г-30 и Т1-ХР2-Г-48.
Расстойные шкафы Т1-ХР2-Г-30 и Т1-ХР2-Г-48 (см. рис. 5.3) идентичны по конструкции с той лишь разницей, что шкаф Т1-ХР2-Г-48 имеет еще одну промежуточную секцию. Они представляют собой секционный каркас Г-образной формы, облицованный теплоизоляционными щитами 1, 15, с дверцами 5, внутри которого смонтирован четырехниточный цепной конвейер 4.
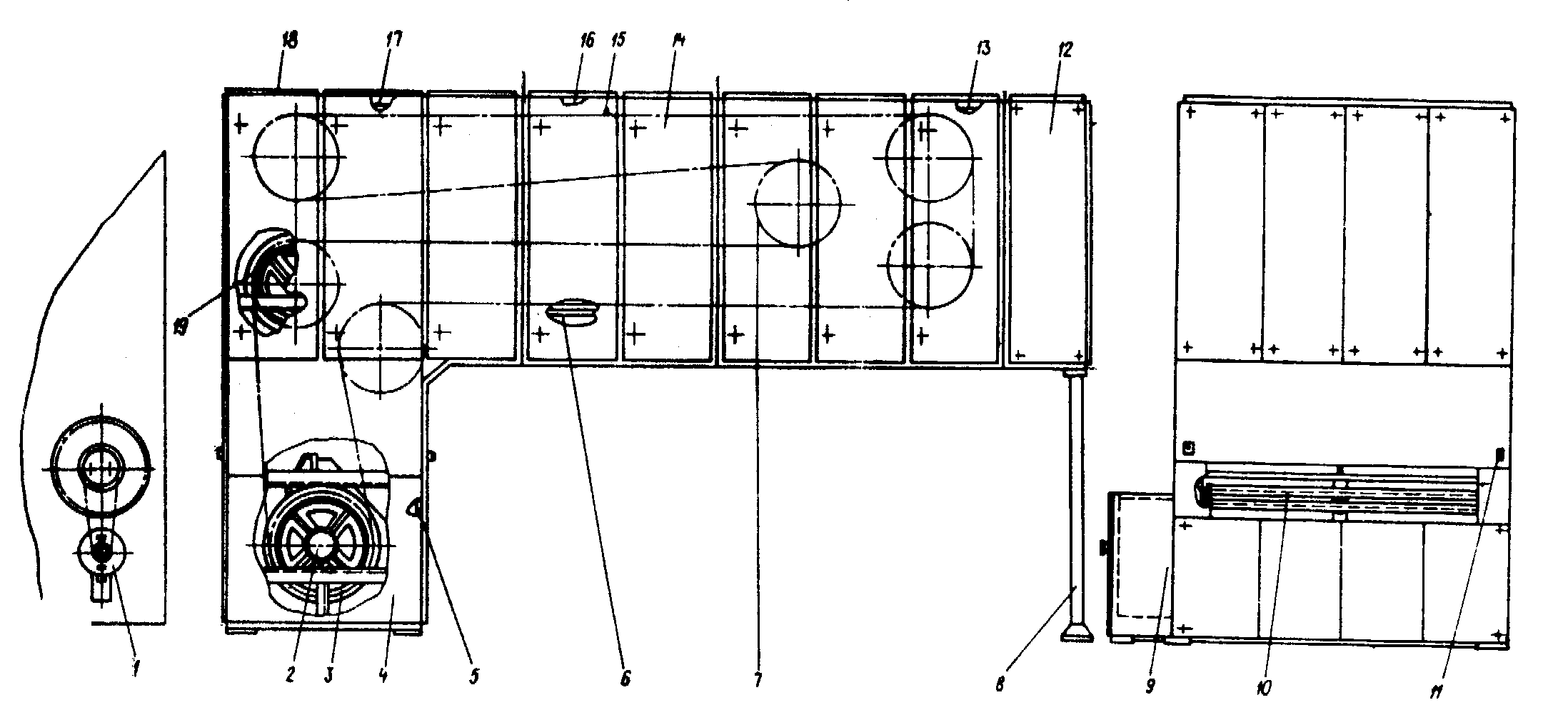
Рис. 5.3. Общий вид универсального расстойного шкафа Т1-ХР2-Г:
1, 15 – теплоизоляционные щиты; 2 – лобовая секция; 3 – промежуточная
секция; 4 – цепной конвейер; 5 – дверцы; 6 – концевая секция; 7 – кондиционер;
8 – пульт управления; 9 – двухполочные люльки; 10 – привод; 11 – подставки;
12 – натяжная станция; 13 – направляющие; 14 – вертикальная секция; 16 – звездочки; 17 – приводной вал; 18 – механизм включения; 19 – поверхностные звездочки
Каркас шкафа Т1-ХР2-Г-30 состоит из объемных секций, сваренных из уголков: вертикальной 14, лобовой 2, концевой 6, а в шкафу Т1-ХР2-Г-48 – также промежуточной 3.
В вертикальной секции установлен приводной вал 17 со звездочками 16, в лобовой и концевой секциях – оси с поворотными звездочками 19 и натяжная станция 12. Ведущие, поворотные и натяжные звездочки огибаются тяговыми цепями с шагом 100 мм. Для подвешивания люлек в цепи предусмотрены специальные консольные пальцы. Цепи перемещаются по направляющим 13, установленным в промежутках между поворотными звездочками. Двухполочные люльки 9 закреплены шарнирно на пальцах с шагом 500 мм.
В расстойном шкафу установлен унифицированный привод 10 конвейера. Электродвигатель привода включается путем нажатия кнопки «Пуск» на пульте управления 8 или непосредственно от печи с помощью механизма включения 18. Для регулирования длительности расстойки есть устройство с дистанционным управлением.
Параметры расстойной среды (температура и относительная влажность) поддерживаются и регулируются с помощью встроенного кондиционера 7. Горизонтальная часть расстойного шкафа опирается на подстав- ки 11, сваренные из швеллеров.
Принципиальная кинематическая схема универсального расстойного шкафа Т1-ХР2-Г изображена на рис. 5.4.
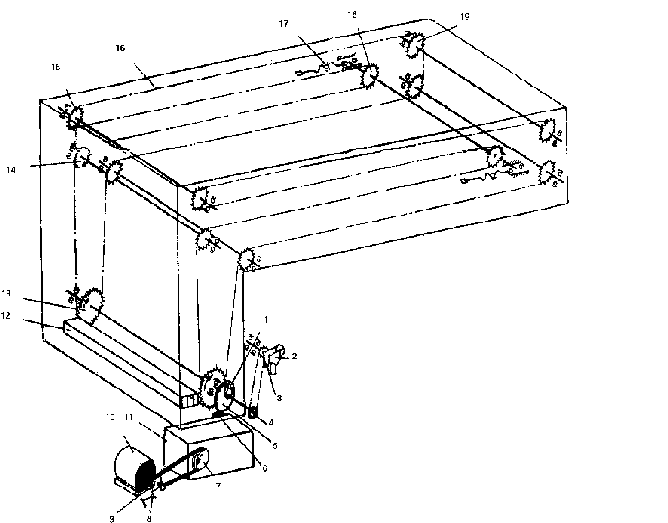
Рис. 5.4. Принципиальная кинематическая схема универсального расстойного шкафа Т1-ХР2-Г:
1 – предохранительная муфта; 2 – механизм останова; 3, 4, 13, 14, 15, 18, 19 – звез-дочки; 5, 6 – шестерни; 7, 9 – шкивы клиноременной передачи; 8 – электромагнитный тормоз; 10 – электродвигатель; 11 – редуктор; 12 – двухполочная люлька; 16 – тяговая цепь; 17 – натяжная станция
Техническая характеристика модификаций универсального расстойного шкафа Т1-ХР2-Г приведена в табл. 5.2.
5. Некоторые конструкции шкафов для окончательной расстойки тестовых заготовок
В настоящем разделе приводятся описание некоторых конструкций и технические характеристики конвейерных шкафов для окончательной расстойки тестовых заготовок, применяемых в настоящее время на хлебопекарных предприятиях страны.
5.1. Универсальные расстойные шкафы т1-хр-2а
Универсальные расстойные шкафы Т1-ХР-2А выпускаются в трех модификациях: Т1-ХР-2А-30, Т1-ХР-2А-48 и Т1-ХР-2А-72.
Расстойный шкаф Т1-ХР-2А представляет собой секционный каркас Г-образной формы (рис 5.1), облицованный теплоизоляционными щитами 1, 17, с дверцами 5, внутри которого смонтирован четырехниточный конвейер.
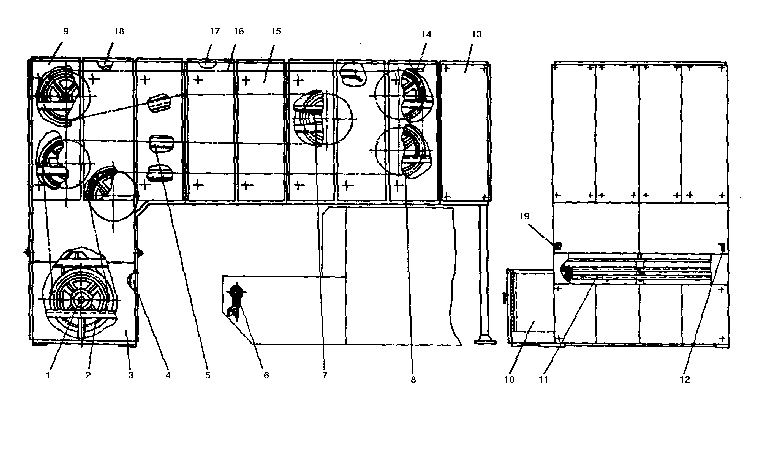
Рис. 5.1. Общий вид универсального расстойного шкафа Т1-ХР-2А:
1, 17 – теплоизоляционные щиты; 2 – лобовая секция; 3 – промежуточные
секции; 4 – тяговые втулочные цепи; 5 – дверцы; 6 – концевая секция; 7 – сис- тема кондиционирования воздуха; 8, 9 – посты управления; 10 – двухполочные
люльки; 11 – электродвигатель привода; 12 – поворотные звездочки; 13 – натяжная станция; 14 – механизм включения; 15 – направляющие; 16 – вертикальная секция;
18 – ведущие звездочки; 19 – приводной вал
Каркас шкафа Т1-ХР-2А-30 состоит из объемных секций: вертикальной 16, лобовой 2 и концевой 6. В шкафах Т1-ХР-2А-48 и Т1-ХР-2А-72 имеются также промежуточные секции 3. В вертикальной секции установлен приводной вал 19 с ведущими звездочками 18, а в лобовой и концевой секциях – оси с поворотными звездочками 12 и натяжная станция 13. Ведущие, поворотные и натяжные звездочки огибаются тяговыми втулочными цепями 4 с шагом 100 мм. Для подвешивания люлек в цепях предусмотрены специальные пальцы. Цепи перемещаются по направляющим 15, установленным в промежутках между поворотными звездочками. Двухполочные люльки 10 закреплены шарнирно на пальцах цепи с шагом 500 мм. Система кондиционирования воздуха 7 создает внутри шкафа необходимый климатический режим (температуру и относительную влажность).
Расстойка тестовых заготовок подовых изделий осуществляется на листах, установленных на двух полках люльки. При выработке формового хлеба верхняя полка снимается, а формы с тестом устанавливаются только на нижнюю полку. Загружают и разгружают люльки вручную через окна вертикальной секции.
Расстойные шкафы Т1-ХР-2А-30, Т1-ХР-2А-48 и Т1-ХР-2А-72 по конструкции и принципу действия идентичны и отличаются только количеством промежуточных секций 3 каркаса и люлек 10. Включение электродвигателя привода 11 конвейера может осуществляться вручную с поста управления 9, от реле времени или непосредственно от печи с помощью механизма включения 14. Для выключения привода конвейера в аварийных случаях имеется пост управления 8.

Рис. 5.2. Принципиальная кинематическая схема привода люлечного конвейера расстойного шкафа Т1-ХР-2А:
а – схема привода; б – механизм включения;
1 – цилиндрический редуктор; 2 – ременная передача; 3 – электродвигатель;
4 – зубчатая передача; 5 – приводной вал; 6, 12 – диски; 7 – подвижные упоры;
8, 14 – конечные выключатели; 9 – ролик; 10, 11 – цепная передача; 13 – съемные
Привод расстойного конвейера (рис. 5.2, а) действует от электродвигателя 3, который через ременную передачу 2, цилиндрический редуктор 1 и зубчатую передачу 4 вращает приводной вал 5. Движение люлечного конвейера равномерно-прерывистое, что обеспечивается механизмом регулирования продолжительности расстойки. Этот механизм состоит из диска 6 с подвижными упорами 7 и конечного выключателя 8. Число упоров на диске кратно количеству рабочих люлек конвейера расстойки. Диск приводится в движение от приводного вала 5 конвейера через цепную передачу 10 и при перемещении конвейера на один шаг люлек поворачивается на 1 R оборота, где R – число упоров на диске. При этом каждый упор диска нажимает на ролик 9 конечного выключателя, размыкает цепь магнитного пускателя, выключая электродвигатель конвейера. Каждый упор можно поставить в одно из следующих положений: рабочее, когда при прохождении зоны конечного выключателя он воздействует на ролик 9; нерабочее, когда упор «утоплен» так, что он не взаимодействует с роликом конечного выключателя. Это позволяет регулировать продолжительность расстойки, не меняя производительности люлечного конвейера, и обеспечивает синхронную работу этого люлечного конвейера с печью.
Если в работе участвуют все упоры, то электродвигатель включается после каждого перемещения конвейера на один шаг люлек. В этом случае все люльки поочередно останавливаются против окон загрузки и разгрузки и длительность расстойки будет максимальной. Если один или несколько упоров поставить в нерабочее положение, то соответствующее число люлек будет проходить зоны загрузки и выгрузки без остановки. Это приводит к сокращению времени расстойки. Так как из общего количества упоров может отключаться половина, продолжительность расстойки может регулироваться в диапазоне 1 2. Выключение из работы двух упоров, а следовательно, и двух люлек подряд не допускается, так как это приводит к нарушению ритма работы.
Механизм включения (рис. 5.2, б) смонтирован рядом с приводным валом печи и состоит из диска 12 с двумя съемными пальцами 13 и конечного выключателя 14. Вращение диск получает от приводного вала печи с помощью цепной передачи 11. При вращении диска пальцы включают электродвигатель конвейера расстойки. При выработке подовых изделий одна двухполочная люлька расстойного шкафа загружает две люльки тупиковой печи или два ряда тоннельной печи. В этом случае диск механизма включения работает с одним пальцем, другой палец снимается. При выработке формовых изделий каждая люлька конвейера расстойки загружает одну люльку тупиковой печи или один ряд тоннельной, поэтому диск работает с двумя пальцами.
Техническая характеристика модификаций расстойного шкафа Т1-ХР-2А приведена в табл. 5.1.
Шкафы окончательной расстойки «Омское производственное объединение».
Предназначены для окончательной расстойки тестовых заготовок самого широкого ассортимента хлебобулочных и кондитерских изделий, на предприятиях хлебопекарной промышленности, хлебозаводах, хлебопекарнях, кондитерских цехах.
Отличительные особенности:
Материал, из которых изготовлен расстойный шкаф, разрешен к применению в хлебопекарной промышленности;
система управления позволяет автоматически поддерживать стабильную необходимую температуру;
влажность задается и отслеживается с помощью высокоточного следящего прибора импортного производства;
система пароувлажнения наиболее оптимальным образом обеспечивает равномерность влажности и температуры в любой точке шкафа;
расстоечная камера имеет пол, изолирующий тестовые заготовки от влияния холодных потоков воздуха;
дверь расстойного шкафа герметизирована с целью уменьшения теплопотерь;
для удобства обслуживания камера оснащена освещением;
простота и удобство эксплуатации;
надежность работы и безопасность соответствует требованиям электро- и пожаробезопасности.
Таблица 20 - Технические характеристики шкафов окончательной расстойки.
Диапазон автоматического поддержания температуры, 0 С.
Диапазон автоматического поддержания влажности, %
Единовременная загрузка тележек, шт.
по 2 шт. на 108, 135, 180 булок
По 2 шт. на 108 булок
Точность поддержания температуры в зоне установки датчиков, 0 С.
Материал изготовления
углеродистая качественная конструкционная сталь - ШР-2;
нержавеющая сталь – ШР-21
углеродистая качественная конструкционная сталь - ШР-3;
нержавеющая сталь – ШР-31
Номинальная установленная мощность, кВт.
Потребляемая мощность в рабочем режиме, кВт
Габаритные размеры, мм.
Таблица 21 - Марки шкафов окончательной расстойки и их назначение.
Предназначены для окончательной расстойки тестовых заготовок широкого ассортимента хлебобулочных изделий.
Шкафы Т1-ХР-2А-30, Т1-ХР-2А-48, Т1-ХР-2А-72 применяются на предприятиях хлебопекарной промышленности в комплекте с печами хлебопекарными с шириной пода 2.0 (2.1) м.
Шкафы Т1-ХР2-Г-30, Т1-ХР2-Г-48 применяются на предприятиях хлебопекарной промышленности в комплекте с печами хлебопекарными с шириной пода 1.4 м.
Таблица 22 - Технические характеристики шкафов окончательной расстойки.
Производительность, кг/ч.
Диапазон изменения времени расстойки
( при максимальной величине 55 мин)
Масса изделия, кг.
Длина рабочей части люльки, мм
Число люлек, шт.:
Температура паровоздушной среды внутри агрегата, 0 С
Относительная влажность среды внутри агрегата, %
Мощность, кВт
электродвигателя
электронагревателей
Таблица 23 - Технические характеристики шкафов окончательной расстойки.
Таблица 24 - Марки шкафов окончательной расстойки и их назначение.
Относятся к шкафам с вертикальным цепным конвейером. Предназначены для окончательной расстойки тестовых заготовок массой 0.2…0.4 кг в автоматизированных поточных линиях с печами, имеющими ленточный под площадью 25, 40 и 50 м 2 .
В комплект шкафа входят роторно-ленточный посадчик, разгрузочно-пересадочный транспортер, предназначенный для разгрузки люлек шкафа и посадки тестовых заготовок на под печи.
Предназначен для окончательной расстойки батонообразных тестовых заготовок массой 0.3…0.5 кг в комплекте с туннельными печами площадью пода от 16 до 30 м 2 .
Преимущества:
Время расстойки тестовых заготовок регулируется изменением длины пути рабочей ветки конвейера;
регулирование скорости перемещения конвейера осуществляется частотным преобразователем;
система управления шкафом позволяет поддерживать заданную температуру и влажность в автоматическом режиме;
конструкция люлек позволяет механизировать процесс загрузки и выгрузки тестовых заготовок;
установлена система подсушки люлек и бактерицидной обработки тестовых заготовок;
шкаф поставляется вместе с посадчиком тестовых заготовок.
Таблица 25 - Технические характеристики шкафов окончательной расстойки.
Производительность, т/сут
Число люлек, шт:
Число заготовок на люльке при массе:
Таблица 26 - Техническая характеристика шкафа окончательной расстойки.
Количество люлек, шт.
Количество тестовых заготовок на люльке, шт.
Шаг подвески люлек, мм.
Шаг укладки тестовых заготовок , мм.
Шаг цепи, мм.
Размеры люлек, мм.
Шаг раскладки тестовых заготовок на люльке, мм.
Таблица 27 - Марки шкафов окончательной расстойки и их назначение.
Предназначены для окончательной расстойки тестовых заготовок при выработке круглого подового хлеба массой 1 кг в автоматизированных поточных линиях с печами с ленточным и люлечным подом площадью от 25 до 50 м 2 .
Предназначены для окончательной расстойки тестовых заготовок круглого подового хлеба массой 0.7…1 кг из пшеничной муки в автоматизированных поточных линиях с печами с ленточным подом шириной 2.1 м.
Таблица 28 - Технические характеристики шкафов окончательной расстойки.
Производительность, кг/ч
Число карманов в люльке, шт.
Диапазон регулирования продолжительности расстойки
Мощность, кВт, в том числе:
привода подающего транспортера и накопителя
привода конвейера шкафа
привода вентилятора
Габаритные размеры, мм.:
Таблица 29 - Технические характеристики шкафов окончательной расстойки.
Расстояние между осями карманов, мм.
Температура паровоздушной среды в агрегате, 0 С.
Электродвигателей
Таблица 30 - Марки шкафов окончательной расстойки и их назначение.
Предназначены для окончательной расстойки тестовых заготовок различных сортов на стеллажных тележках.
Шкафы окончательной расстойки ДИН просты в сборке и обслуживании, удобны при транспортировке.
Шкафы изготовляют из современных антикоррозийных материалов. Применение «сэндвич-панели» в качестве теплоизолятора обеспечивает экономию топливоэнергетических ресурсов.
Размеры шкафа и его конструкция рассчитаны для применения стеллажных тележек ротационных печей моделей РТ-100 и РТ-150.
Корпус шкафа представляет собой сборную конструкцию. Панели стенок и потолка изготовляются из алюминиевого профиля с полимерным покрытием белого цвета, а заполнением служит «сэндвич-панели».
Аналогичная конструкция дверей. Остекление дверей позволяет осуществлять визуальный контроль за подъемом тестовых заготовок. Материалы, используемые для конструкции шкафа, обеспечивают долговечность его эксплуатации в условиях влажности и температуры. Паровоздушная среда, необходимая для гигротермической обработки тестовых заготовок, обеспечивается тепловлагогенератором ТВГ, который размещается в специально предусмотренном месте в объеме шкафа. Параметры воздушной среды устанавливаются и поддерживаются автоматически благодаря применению термовлагорегулятора, управляющий блок которого размещен на лицевой стороне шкафа.
Таблица 31 - Технические характеристики шкафов окончательной расстойки.
ОБОРУДОВАНИЕ ДЛЯ ОКОНЧАТЕЛЬНОЙ РАССТОЙКИ ТЕСТА
В настоящее время наиболее широкое применение для окончательной расстойки получили конвейерные шкафы. В зависимости от высоты производственного помещения, типа печи и способов загрузки и разгрузки конвейерные шкафы для окончательной расстойки могут выполняться Г - образной, П - образной и Т - образной форм.
По расположению цепного конвейера шкафы разделяются на горизонтальные и вертикальные; по технологическому назначению–на универсальные и специализированные. Универсальные конвейерные шкафы предназначены для окончательной расстойки тестовых заготовок при выработке широкого ассортимента хлебобулочных изделий, что является их достоинством. Недостаток их заключается в затруднении механизации загрузки и разгрузки люлек.
Специализированные конвейерные шкафы предназначены для расстойки тестовых заготовок при выработке изделий только определенной формы и массы. Эти шкафы имеют в комплекте механизмы для загрузки и разгрузки люлек и применяются в автоматизированных поточных линиях.
В настоящее время выпускаются и применяются следующие универсальные конвейерные шкафы: Т1-ХР-2А-30, Т1-ХР-2А-48, Т1-ХР-2А-72, Т1-ХРГ-30, Т1-ХРГ-50, Т1-Х-22-Г-30, Т1-ХР-2-Г-48; специализированные: ЛА-23М, РШВ – для расстойки тестовых заготовок батонообразной формы; Т1-ХРЗ – для расстойки тестовых заготовок круглой формы.
Конвейерные шкафыТ1-ХР-2А-30, Т1-ХР-2А-48, Т1-ХР-2А-72. Предназначены для окончательной расстойки тестовых заготовок при выработке широкого ассортимента хлебобулочных изделий. Эти шкафы устанавливаются в комплекте, с печами, имеющими люлечный или ленточный под шириной 1,9–2,1 м и площадь от 16 до 40 м 2 . Указанные шкафы аналогичны по конструкции и изготавливаются из унифицированных секций и узлов. Эти шкафы различаются между собой только числом промежуточных секций и числом люлек.
| ППППН.260103 12-тх-12 | лист | |||
| изм | лист | №докум. | подпись | дата |
На рис. 14.3, а представлен конвейерный шкаф Т1-ХР-2А-30. Этот шкаф имеет Г-образную форму и каркас 6 сварной конструкции из углового проката, который состоит из унифицированных секций 7. Каркас облицован щитами 5 и 22 и дверками 9, выполненными в виде стальных панелей, внутри которых проложен теплоизоляционный материал. Между щитами и дверками укреплены уплотняющие резиновые прокладки. Консольная часть шкафа опираетсяна две стойки 15, изготовленные из стали швеллерного профиля. Внутри шкафа расположен цепной конвейер, состоящий из семи пар цепных звездочек 23, 3, Т1-ХР-2А-30: 4, 10, 12, 14 и 19 и двух тяговых пластично-катковых цепей 8 с шагом 100 мм, которые перемещаются по направляющим 18. Пара звездочек 23, установленная на главном валу 24, является приводной, остальные звездочки ведомые свободно насажены на оси. Пара звездочек 10 имеет натяжную станцию 17. К цепям на специальных консольных пальцах шарнирно подвешены 34 двухполочные люльки 26 размером 340×1930 мм, с шагом 500 мм, причем верхняя полка снимается при расстойке тестовых заготовок формового хлеба.


Рис. 14.3. Конвейерный шкаф Т1-ХР-2А-30:
а – общий вид; б – кинематическая схема.
Загрузка и разгрузка тестовых заготовок производятся вручную через окна 1 и 20 в вертикальной секции 21. Для создания оптимальной температуры и влажности среды внутри шкафа для автоматического регулирования указанных параметров в концевой секции 11 шкафа вмонтирован кондиционер 13. Расстойка подовых изделий осуществляется на листах, которые устанавливаются на двух полках, расстойка формового хлеба – на нижней полке, при этом верхняя полка снимается. Загрузка и разгрузка тестовых заготовок производятся вручную. Пуск двигателя конвейера шкафа выполняется вручную с помощью кнопочного пускателя 25. Для выключения конвейера в аварийных случаях установлен выключатель 2. Конвейер шкафа приводится в движение от электродвигателя 1; N=1,3 кВт, n=1500 об/мин (рис. 14.3, б), который через клиноременную передачу 2, цилиндрический редуктор Ц24-160-40-12КУ2 3 и зубчатую передачу 4 вращает приводной вал 5 конвейера. Движение конвейера прерывистое, что обеспечивается механизмом регулирования продолжительности расстойки. Механизм состоит из двух алюминиевых дисков 9 и 10, которые вращаются одновременно от приводного вала 5 конвейера через цепную передачу 6. Каждый диск имеет по восемь флажков, которые при вращении диска проходят через бесконтактные путевые переключатели 7 и 8.
Регулирование времени расстойки осуществляется изменением числа загружаемых люлек. При максимальном времени расстойки все люльки конвейера останавливаются и загружаются тестовыми заготовками. При необходимости сокращения времени расстойки часть люлек пропускается без загрузки. Пропускание определенного количества люлек без загрузки осуществляется с помощью дисков 9 и 10 с флажками и бесконтактных путевых переключателей 7 и 8, связанных и управляемых шаговым искателем, который установлен на пульте Управления.
При подходе люльки к месту загрузки диск 9 при вращении флажком воздействует на бесконтактный путевой переключатель 8, при этом срабатывает катушка шагового искателя, который установлен на пульте управления. Шаговый искатель осуществляет один шаг и выключается. При этом электродвигатель привода конвейера отключается и люлька останавливается.
На панели пульта управления конвейером шкафа установлен переключатель, на шкале которого указано различное число рабочих люлек, необходимое для загрузки при установленном времени расстойки. Например, на шкале указано число рабочих люлек с интервалом в две люльки 15, 17, 19, 21, 23 и т.д., причем последнее число рабочих люлек указано подряд, Например 27, 28, 29, 30. При необходимости установить заданное время расстойки переключатель устанавливается на шкале на соответствующее число рабочих люлек. Например, 27 рабочих люлек, при этом шаговый искатель, связанный с переключателем за полный оборот конвейера, трижды будет блокировать бесконтактный путевой переключатель 8 и соответственно Цепь магнитного пускателя электродвигателя. В результате Электродвигатель привода не останавливается и люлька конвейера, не останавливаясь, проходит мимо загрузочного окна. Управление движением конвейера шкафа производится с пульта управления, в схеме которого предусмотрены два режима Управления: «Ручной» и «Автоматический».
При ручном режиме управления включение электродвигателя конвейера шкафа осуществляется от кнопочного пускателя 25 (см. рис. 14.3, а), а остановка конвейера с помощью диска 10, который своими флажками, воздействуя на бесконтактный путевой переключатель 7, блокирует цепь магнитного пускателя, отключая двигатель конвейера. При работе в автоматическом режиме включение конвейера шкафа производится контактами 16 от механизма привода печи. Включение конвейера для остановки люльки под загрузку производится при взаимодействии флажка диска 9 (см. рис. 14.3, б) на бесконтактный путевой переключатель 8.
Конвейерные универсальные шкафы П-ХР2-Г-30 и Т1-ХР2-Г-48 имеют аналогичную конструкцию. Они предназначены для окончательной расстойки тестовых заготовок широкого ассортимента хлебобулочных изделий. Эти шкафыустанавливаются в комплекте с печами (люлечный или ленточный под шириной 1,4-1,5 м и площадью 8 м 2 ). Эти конвейерные шкафы также имеют Г-образную форму и цепной конвейер с шагом пластинчато-катковой цепи 100 мм. К цепям на консольных пальцах шарнирно подвешены двухполочные люльки размером 340×1500 мм, с шагом 500 мм.
Соответственно первое исполнение указанных выше шкафов имеет 30 рабочих люлек, а второе исполнение – 48 рабочих люлек.
Читайте также: