Чем пилить профиль для шкафа купе
Хочу собрать стеллажную систему на основе системы Aristo:
Несущий профиль:
Имеется торцовочная пила HAMMER STL800:
Никогда ранее торцовочной пилой не пользовался и алюминиевые профили не пилил.
- Получится ли этой торцовочной пилой отпилить профиль под 45%?
- Есть ли для торцовочной пилы диски по металлу?
2bobroff
Если не уверены в своих силах, то потренируйтесь. То есть сделайте пробные распилы на каких-нибудь алюминиевых детальках, что есть под рукой.
Меня немного смущает, что профиль по высоте пила 48 мм, а в инструкции к пиле написано: "Глубина пропила под углом 45гр. высота/ширина 30/60 мм". Да и диска на 190 см по металлу я не нашел, только на 180.
bobroff написал :
Меня немного смущает, что профиль по высоте пила 48 мм, а в инструкции к пиле написано: "Глубина пропила под углом 45гр. высота/ширина 30/60 мм". Да и диска на 190 см по металлу я не нашел, только на 180.
Это если сам диск валить набок - тогда максимальная высота профиля уменьшается. А если не заваливая**** диск, просто его поворачивать на 45 град - тогда высота не уменьшается.Профиль то можно зажать в любом положении.
Кстати, можно люминь пилить и диском по дереву-ламинату, чем больше зубов- тем лучше. Но, разумеется, спец диск по алюминию получше будет. Пилите с небольшой подачей - всё будет нормально, можно и чуть маслица капнуть на линию реза. Главное , не пилите сразу точно в размер , сначала отпилите сопрягаемые профили и приложите их друг к другу и проверьте угольником 90 градусов. Если прямого угла нет, то подкорректируйте немного на пиле угол установки 45 градусов и точно зафиксируйте его . Ещё совет - не пилите профили сразу под углом 45 , лучше сначала нарезать заготовки под 90 град, но с небольшим припуском для корректировки угла. А потом срезать уголки и подкорректировать 45 град. если потребуется.Я точно подгоняю размер заготовки опуская невращающийся диск вниз и подвигая заготовку вплотную к телу диска в этом положении и фиксируя. При последующем подъёме и включении пилы и подрезке торца детали - её размер уменьшается на 0.3 - 0.5 мм всего. Так можно довольно точно подгонять размер деталей. Да ещё момент - надо изначально точно установить с помощью угольника диск в строго вертикальное положение.
chico63 написал :
Это если сам диск валить набок - тогда максимальная высота профиля уменьшается. А если не заваливая диск, просто его поворачивать на 45 град - тогда высота не уменьшается.Профиль то можно зажать в любом положении.
Кстати, можно люминь пилить и диском по дереву-ламинату, чем больше зубов- тем лучше. Но, разумеется, спец диск по алюминию получше будет. Пилите с небольшой подачей - всё будет нормально, можно и чуть маслица капнуть на линию реза. Главное , не пилите сразу точно в размер , сначала отпилите сопрягаемые профили и приложите их друг к другу и проверьте угольником 90 градусов. Если прямого угла нет, то подкорректируйте немного на пиле угол установки 45 градусов и точно зафиксируйте его . Ещё совет - не пилите профили сразу под углом 45 , лучше сначала нарезать заготовки под 90 град, но с небольшим припуском для корректировки угла. А потом срезать уголки и подкорректировать 45 град. если потребуется.Я точно подгоняю размер заготовки опуская невращающийся диск вниз и подвигая заготовку вплотную к телу диска в этом положении и фиксируя. При последующем подъёме и включении пилы и подрезке торца детали - её размер уменьшается на 0.3 - 0.5 мм всего. Так можно довольно точно подгонять размер деталей. Да ещё момент - надо изначально точно установить с помощью угольника диск в строго вертикальное положение.
Большое спасибо за советы.
внесу свой вклад небольшой.
пилить пилой можно.
точно 90 градусов не получите (45+45) угол уплывет, получите 87-92, но не как не 90 если не смущает то пилите.
диск пильный по ляминию (не меньше 80 зубиков)
AKLamer написал :
пилить пилой можно.
точно 90 градусов не получите (45+45) угол уплывет, получите 87-92, но не как не 90 если не смущает то пилите.
Вы здесь не совсем правы - если тупо установить точно на рИску по шкале, то попасть точно можно только при условии предварительной тщательной настройки положения шкалы по точному , например, электронному угломеру с точностью в 1/10 градуса ( дискретность 0.05 градуса ) . У меня есть,например, такой , и не слишком дорогой - около 1100 руб обошёлся при заказе и пересылке из США.
Можно воспользоваться и просто механическим поверочным угольником.
Просто, для данного случая достаточно один раз подогнать угол распила под точно 45 градусов, как я уже упоминал выше. На пиле должна быть фиксация ручкой этого угла. Даже при установке на риску шкалы обычно бывает небольшой люфт стола в пределах 1-2 градусов туда-сюда. Вот им и нужно воспользоваться, так как в пределах этого люфта можно точно зажать столик самой винтовой рукояткой. Надо просто сделать несколько пробных резов под 45 град и выставить точный угол - это дело пяти минут всего. Конечно, если ослабить потом рукоятку и установить другой угол, например обратно 90 , то точная настройка немного собъётся. Поэтому и нужно сначала напилить в размер с припуском, а потом, выставив точно 45 град - отрезать углы на всех деталях. Я вот только недавно таким образом и пилил профили для своего лобзикового стола - углы все идеально под 45 ( 90 ) градусов. Поверочным угольником промерял - просветов нет никаких. Пилил макитой 1040 , там на фото она стоит на столе сзади -
Диск по люминю родной макитовский на 100 зубов .
Кстати, я им же торцевал и дверную коробку и наличники в прошлом году, когда делал ремонт в гостиной ( лень было ставить штатный диск по дереву ) - всё получилось идеально без сколов, хотя этим диском напилил уже прилично люминия разного, примерно с 10 килограмм только одной стружки .Ну а по объёму - это дофига получается.
Как пилить алюминиевый профиль шкафа-купе?
Профиль типа Версаль. В инструкции по сборке сказано: пилить на маятниковой пиле с использованием отрезного круга для алюминия. Но приобретать какое-то оборудование из-за полутора десятков резов не хочется.
В общем, нужен чистый и точный рез (90 градусов, а может и не только) с использованием ручного инструмента и недорогих приспособлений.
Что посоветуете?
Ну, буржуи они и есть буржуи. Можно конечно для нескольких распилов купить маятниковую пилу тысяч этак за 10-20, но можно просто ножовкой по металлу и напильником обработать. Я резал болгаркой, только неудобно было, т.к. у меня диск 125 мм, и приходилось переворачивать профиль. Точности пИла это конечно не повышало. Есть стойки для болгарок с помощью которых можно создать некое подобие маятниковой пилы. Удобства чуть меньше, но для эпизодического использования потянет. А диск я использовал обычный по металлу. Наверное есть и для алюминия, может кто из знающих подскажет.
решал подобную проблему таким образом : есть оптовые фирмы , торгующие алюминиевыми профилями , так во многих из них есть услуга по чистовому распилу алюминиевых профилей под всевозможными углами и очень недорого , тем более им не важно пилить профиль , приобретённый у них или клиентский привозной
но может в Вашем случае это не очень удобно :-) всё-таки возить профиль туда-сюда
Nickel написал :
но может в Вашем случае это не очень удобно :-) всё-таки возить профиль туда-сюда
В моем случае это не очень удобно потому, что везти придется километров за 200 :-) В нашей деревне я таких услуг не нашел.
Есть в продаже стусло типа
только производство Matrix. Поможет? Полистал форум - отзывы о них не особо хорошие.
И всеже, что посоветуете?
2bvn-2005 Ва за месяц так и не отпилили ? Насоветовать много можно, что есть из инструмента?
Самое простое пластиковое стусло, ножовка по металлу. Дает вполне ровный срез и правильный угол. Если щель в стусле больше полотна ножевки - подложите в щели подходяшие по толщине пластины из любого твердого материала.
[QUOTE=Ва за месяц так и не отпилили ? Насоветовать много можно, что есть из инструмента? [/QUOTE]
Торопиться не надо! (c)
Из инструмента в наличии ножовка по металлу.
Алюминий легко и ровно пилется на стационарно установленной циркулярке или на дисковом распиловочном столе. Обычно с применением диска по цвет-мету, мало чем отличается от диска для древесины, для чистоты рекомендуют отрицательную огранку зуба.
отпилите с припуском ножевкой и отшлифуйте шкуркой.
верный глаз и прямые руки незаменимы.
bvn-2005 написал :
Есть в продаже стусло типа
только производство Matrix. Поможет? Полистал форум - отзывы о них не особо хорошие.
Это ежели вы будете целый день пилить, то конечно будут проблемы.
А несколько десятков резов сделать так, что бы потом не доводить шкуркой ( да еще и выбросить придется испорченное ), то этот инструмент подойдет вполне.
Я в пятницу ( 19.05 ) приобрел такое стусло из сплава. Опробовал на дереве и алюминии.
Очень удобно и главное точно режет. У меня была проблемка с резом в двух плоскостях - решил.
Стоит очень недорого - 450 руб - комплект.
Учитывая то, что брал еще и верстачок ( 490 руб - тоже ужасно низкая цена ) - дали карточку и сделали скидку - 5%.
Получилась халява.
Но пилит действительно очень точно.
Чем и как резать алюмининиевый профиль
Подробно о ручных инструментах и оборудовании, которыми осуществляется резка профиля алюминиевого, рассказано в данном материале.

Легко разрезать тонкий алюминиевый лист, ведь почти любой инструмент подойдет для этой цели. Но как быть, например, с габаритным уголком или неудобным швеллером? Подробнее о ручных инструментах и оборудовании, которыми осуществляется резка алюминиевого профиля, рассказано в данном материале. Проведение работы осложняется рядом факторов, но ровно поделить заготовку все же возможно.
Способы резки профиля из алюминия
Условно все методики делятся на две группы:
- резка компактным ручным или электрическим оборудованием;
- резка специальными устройствами (переносными либо стационарными).

Первая группа включает следующие инструменты:
- ножовки по металлу;
- ножницы по металлу;
- электролобзики;
- болгарки.
Во вторую категорию входят:
- плазменные, лазерные, фрезерные установки;
- различные пилы.
Теперь стоит изучить особенности каждого метода, достоинства и недостатки, а затем сделать вывод о наилучшем способе резки алюминиевого профиля.
Ножовка по металлу
Не всегда есть возможность использовать электрическое оборудование вроде торцовочных пил, поэтому приходится довольствоваться простейшими инструментами. Первый из них — ножовки по металлу. Ими можно резать листовой материал, а также профиль небольшой толщины. Резку начинают с ребра, продолжают на тыльной части и заканчивают по бокам.
Достоинства:
- ножовка мало весит, поэтому руки не устают;
- простота действий;
- дешевизна инструмента;
- эффективность работы как у электролобзика.
Недостатки:
- уходит много времени;
- возможная деформация профиля;
- необходимость придерживать профиль, не гарантирующая точность работы.
Ножницы по металлу
Еще более простой инструмент, работать которым проще. Принцип действия элементарен — профиль размечается, после чего режется по линии.
- резка происходит быстрее, чем ножовкой;
- дешевизна ножниц;
- возможен неплохой результат при наличии качественного инструмента и опыта.

- при переходе через ребра профиля возможен уход с линии разметки, порча заготовки либо ее изгиб;
- придется потренироваться и испортить несколько «черновых» заготовок, прежде чем получится работать идеально точно.
Электрический лобзик
Перед работой важно убедиться, что в инструменте закреплена пилка именно для металла. Безусловно, полотно для дерева тоже разрежет алюминий, только качество реза оставит желать лучшего. Резку профиля начинают с тыльной части, потом по очереди пилят боковые грани.
- электрическое оборудование облегчает работу пользователя;
- качество, близкое к идеальному (на изделии не будет заусенцев, скосов, иных дефектов);
- быстрота работы;
- многократность использования (при правильном выборе пилки);
- электролобзик стоит дешевле аналогичных устройств для резки алюминиевых профилей.
- заготовка должна быть надежно зафиксирована, чтобы ее не «повело» при работе лобзика.

Углошлифовальная машинка
Болгарка — универсальный помощник, отлично работающий по алюминию. Важно лишь не перепутать отрезной круг с шлифовальным, выбрать оснастку малой толщины для минимизации потерь материала и защитить руки с лицом от искр.
- быстрота работы;
- достойное качество реза;
- относительная дешевизна оборудования;
- минимум движений пользователя;
- долговечность оснастки, позволяющей многократно пилить металлические профили.

- возможность обгорания металла в области реза;
- без навыков работы вряд ли получится резать ровно;
- для повышения точности работы болгарку стоит зажать в стойку, которая не поставляется в комплекте с инструментом и в магазинах встречается редко (проблема решается, если есть тиски).
Теперь стоит изучить специальные устройства для работы по алюминию.
Плазменные и лазерные станки
Наилучший способ с точки зрения качества и скорости, но не подходящий для домашних условий. Плазморез и лазерный станок считаются профессиональным оборудованием и встречаются на металлургических предприятиях. Если же поблизости есть установка и резка алюминиевого профиля на нем возможна, этим стоит воспользоваться.
- резка профиля занимает пару минут;
- пользователь лишь настраивает оборудование, остальное делает машина;
- качество реза — наилучшее из всех способов.
- стоимость оборудования исчисляется миллионами рублей;
- невозможность использования дома либо в гараже;
- шум при работе.
Фрезерная установка
Важно, чтобы это оборудование настраивалось оператором именно для работы по алюминию. Это обусловлено мягкостью и пластичностью металла. Также важно выбрать небольшие обороты фрезера (от 5000 до 9000 в минуту) и предварительно капнуть керосин на область реза. Подача — плавная, аккуратная, чтобы не повредить фрезу. Достоинства и недостатки аналогичны плазморезу и лазеру, но качество обработки детали чуть хуже.
Циркулярная пила
Аналог ручной пилы, но более мощный. Обладает следующими возможностями:
- выполняет продольный, поперечный, наклонный срез;
- могут пилить с любого места заготовки (не только с торца);
- современные устройства предотвращают перегрев, своевременно отключаясь или подавая сигнал оператору;
- пользователь может выбрать скорость работы исходя из толщины заготовки.

- долговечность оснастки — диска для работы по металлу (лучше — по алюминию);
- быстрота работы;
- маневренность;
- возможность резки под углом до 45 градусов;
- стоимость, сопоставимая с более подходящими аналогами (торцовыми пилами для алюминия).
- как правило, оборудование громоздко и много весит, чем осложняет работу;
- цена покажется высокой, если инструмент покупается для разовых работ;
- стоимость варьируется от допустимой толщины разрезаемого профиля (например, ручная циркулярка Evo 180 режет профиль до 56 мм при угле 90 град. И до 35 мм при 45 град.; при этом стоит почти 25 тысяч рублей).
Дисковая пила
Для примера рассмотрен настольный пильный станок Yilmaz KY 305. Это специальное устройство для резки профилей из металла малого сечения с небольшой толщиной стенок. Механический зажим фиксирует заготовку, выставляется угол резки до 45 градусов (в любую сторону), имеется возможность выбрать фиксированный угол (0, 15 град., 30 град и т.д.).
- позволяет резать более крупные заготовки (до 130х65 мм);
- компактность;
- возможность угловой резки;
- высокая скорость и точность работы;
- доступность оснастки (пильный диск 300 мм).
- высокая стоимость (средняя установка стоит 40-50 тыс. руб);
- не является компактным и легким.
Торцовочная (маятниковая) пила
Конструктивно напоминает ранее описанные, только рабочим органом служит не цельный металлический, а абразивный диск, как для УШМ. Считается наилучшим решением для резки алюминиевых профилей в домашних условиях по следующим причинам:
- режут прямо, вдоль и под наклоном;
- пользователю при работе нужно лишь опускать кулису (маятник) на заготовку, причем без особых усилий;
- надежна фиксация заготовки в зажимах;
- возможность работы с длинными профилями из алюминия;
- есть модели аналогичного с дисковыми ценового диапазона, но более функциональные.
В подтверждение последнего утверждения рассмотрена торцовочная пила Makita LF 1000. Ее характеристики:
максимальная глубина пропила — 68 (при 90 град.) и 50 мм (при 45 град.);
- ширина пропила — до 210 мм;
- широкий рабочий стол;
- до 2700 об/мин;
- мощность — 1650 Вт;
- масса — 32 кг.
Пользователю такая торцовка обойдется в 60 тысяч рублей, но при условии постоянных работ. В противном случае вложения не окупятся.
- Если резка алюминиевого профиля производится нерегулярно, достаточно ручного инструмента — ножовки, болгарки и даже ножниц.
- При постоянных работах есть смысл приобрести переносную пилу, желательно торцовочную, поскольку она многофункциональна. Вложения окупятся через 2-3 месяца.
- Для работы предприятия, занимающегося серийным производством металлических профилей, потребуются плазморезы или лазерные установки.
Настройка станка Фиксирование профиля Выполнение резки профиля
Вкратце это все, что нужно знать о резке алюминиевых профилей. Если вам есть, что дополнить, поделитесь знаниями в обсуждении к данной статье.
Делаем двери для шкафа купе самостоятельно
Шкаф-купе удобен, так как двери в открытом состоянии не занимают много места. Его вообще можно сделать безкорпусным — в нише, от стенки до стенки. Все что в этом случае понадобиться — установить двери для шкафа-купе, а потом собрать заполнение (или наоборот, это не столь важно.
Двери для шкафа купе: рекомендованные размеры
Если говорить о жестких ограничениях по размерам дверей для шкафа-купе, то их нет. Сделать можно любые по длине и ширине. Но есть рекомендуемые параметры, определенные на основе опыта эксплуатации:
- Минимальная ширина — 50 см. Ничто не мешает вам сделать полотно уже, но при движении оно будет перекашиваться, в результате может даже выскочить из направляющих.
- Максимальная ширина створки — 110 см. При этом приходится прилагать значительные усилия для того, чтобы ее двигать.
- Оптимальная ширина 60-90 см.
- С завода профили приходят высотой 5,5 м, а в магазинах их обычно режут пополам. Так что есть реальная возможность сделать двери для шкафа купе требуемой высоты. При большой высоте вам только надо будет обратить внимание на жесткость профиля-ручки.
- Количество створок дверей-купе выбирается исходя из оптимальной ширины. Выбирайте их так, чтобы они не блокировали доступ к наполнению шкафа.
Конструкция створки
Створка двери шкафа-купе состоит из профилей:
Все это вместе имеет такой вид, как на фото. В эту рамку, в пазы, вставляется выбранный вами материал для дверей. Это может быть стекло, зеркало, ЛДСП и другие материалы.

Конструкция створки без наполнения
Разделительные профили не являются обязательными. Они нужны, если створки собираете из разных материалов или они в таком виде вам просто больше нравятся. Максимальная толщина материала заполнения — 10 мм, минимальная — 4 мм. Более тонкие — стекло, пластик, зеркало — вставляются через уплотнительную прокладку.
Чтобы створка имела возможность двигаться, на нее устанавливают ролики- вверху и внизу. На нижние ролики приходится вся масса двери, а верхние ролики стабилизируют положение полотна по вертикали, не давая ему отклоняться.

Ролики для дверей шкафа-купе
Ролики крепятся к боковым профилям при помощи специальных крепежных элементов.
Направляющие для двери-купе
Как вы понимаете, створка — это еще не все. Необходимы направляющие, по которым будут двигаться эти самые двери. Их две — верхняя и нижняя. По внешнему виду они значительно отличаются.
Верхняя направляющая для двери шкафа-купе Нижняя направляющая сделана из металла
При установке двери сначала плотно заводят в верхнюю направляющую, поднимают створку до упора и ставят нижние ролики в соответствующее гнездо. Вся конструкция изображена на следующем фото.
Расчет размеров
При самостоятельной сборке двери для шкафа купе есть два варианта действий. Первый — измерить проем, продумать, сколько дверей вы хотите иметь и с этой информацией обратиться в фирму по изготовлению дверей. Только убедитесь, что они продают комплектующие без оплаты за сборку. Менеджер сам посчитает вам все необходимые материалы, выдаст размеры и озвучит сумму. Все просто. Но вам придется закупать все именно в этой конторе, т.е. выбирать из того, что есть.
Второй способ — рассчитать все самостоятельно и искать нужные компоненты по разным фирмам. Сложнее и дороже, но выбор более широкий. Для тех, кто не любит простых путей опишем расчет компонентов.
Створки
Ширину створок рассчитывайте так, чтобы в закрытом состоянии видна была только одна ручка, но при этом закрывать само дверное полотно она не должна. Для двери-купе из двух створок считаете так: измеряете ширину проема, прибавляете ширину профиля и делите пополам. Это и будет ширина створки.
Например, проем 1600 мм, ширина профиля-ручки 26 мм. Получаем 1600 мм + 23 мм / 2 = 811,5 мм. Обратите внимание, что ширина профиля-ручки взята произвольно. Она может быть разной по форме и, естественно, по ширине. При расчетах подставляйте ширину выбранной вами конструкции.
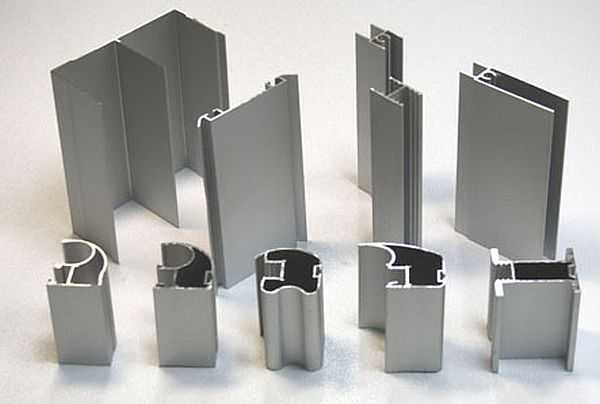
Профили могут быть разными, потому из надо измерять индивидуально
Для расчета трехстворчатой надо будет прибавить удвоенную ширину профиля и разделить на 3.
Пример: проем 2100 мм, ширина ручки такая же — 26 мм. Считаем: 2100 мм + 2*26 мм / 3 = 717 мм.
С высотой все проще. От высоты шкафа отнимают 40-45 мм и получают искомую высоту створки, а также длину боковых профилей. С размерами створок все.
Заполнение
Так как наполнение находится в рамке из профилей, от общей ширины створки отнимаем удвоенную ширину профиля. То же проделываем с высотой — отнимаем высоту нижнего и верхнего профиля.

Измерение ширины профилей
Итак, ширина нашей створки 811,5 мм. Измеренная ширина профиля ручки — 18 мм. Так как ручки ставят с двух сторон, эту цифру удваиваем. Получаем 36 мм. Итого ширина заполнения 811,5 мм — 36 мм = 775,5 мм.
Высоту считаем также: пусть исходная 2350 мм, ширина верхнего профиля 12 мм, нижнего — 48 мм. Итого высота заполнения 2350 мм — 12 мм — 48 мм = 2290 мм. Это если заполнение цельное и это ЛДСП, не требующее силиконового уплотнителя. Если створка — цельное зеркало или стекло, от найденной высоты надо отнять еще толщину уплотнительной резинки. Она составляет 1 мм, но так как надевается по периметру, тов общем -сверху и снизу- занимает 2 мм. В этом случае высота заполнения 2290 мм — 2 мм = 2288 мм.
Если заполнение створки состоит из фрагментов, вычитается также и толщина соединительного профиля. Она также составляет примерно 1 мм.
Профили
Высота вертикальных профилей рамок равна общей высоте створки. Ширина всех горизонтальных высчитывается в зависимости от ширины ручки: от ширины створки отнимаем удвоенную ширину ручки (их две).
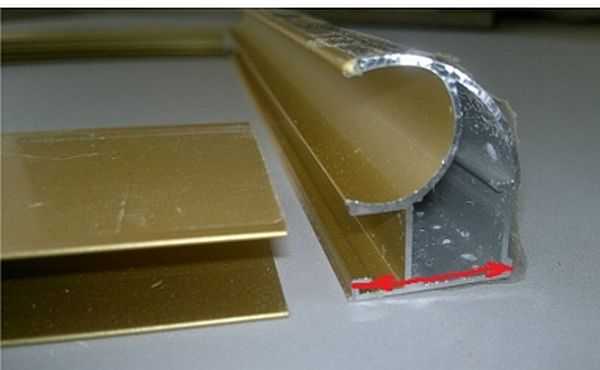
Как измерять ширину ручки
Пусть ширина ручки 26 мм. Получаем ширину вертикальных профилей: 811,5 мм — 26 мм*2 = 759,2 мм.
Фотоотчет о сборке
Сначала все профиля нарезаются точно по рассчитанным размерам. Точность должна быть идеальной. Рез — строго перпендикулярный, под 90°. В профилях-ручках сверлятся отверстия под установку роликов и крепежных элементов.
Отверстия делают сквозные двух диаметров. Точный размер зависит от габаритов купленного крепежа, но в основном размеров два: 4 мм и 6 мм, а также 6 мм и 10 мм.

Как сверлить отверстия
Вверху делают одно такое отверстие, центр которого находится на расстоянии 7 мм от края профиля, внизу отверстий два — первое на расстоянии 7 мм от края, второе — отступив от среза профиля 42 мм.

Отверстия внизу боковых профилей
При сборке в первую очередь собираются все части наполнения. Сначала, если есть стекло или зеркало, по периметру устанавливается уплотнительная резина. Она просто нажатием пальца надевается на торец детали. По краям уплотнитель срезают, надевают впритык, но без нахлеста на следующую сторону.

Уплотнитель на зеркале
На зеркала с задней стороны клеят защитную пленку. Можно использовать обычную самоклейку. Эта пленка не даст осколкам рассыпаться, если зеркало разобьется.
Если створка составная, ее собираем при помощи соединительных профилей. Части наполнения просто вставляются с усилием в профиль. Иногда может потребоваться значительное усилие. Можно пристукнуть по торцу тыльной стороной ладони или использовать для этого резиновую киянку.
Когда створка собрана, по тому же принципу верху и внизу устанавливаются соответствующие профиля.

Установлен верхний профиль
Затем наступает время установки боковых профилей-ручек. Все аналогично: загоняете наполнение в паз, следите, чтобы вошло до упора по всей длине без перекосов. Когда рамка собрана, необходимо ее стянуть крепежом. Начинаем с верху. Берете крепеж, вставляете в просверленное ранее отверстие. Если расстояние отмеряли точно, винт попадает в бороздку верхней поперечины.

Если просверлено верно
Затягиваем соединение при помощи ключа-шестигранника. Слегка не докрутив до упора, между головкой шурупа и перемычкой профиля вставляем верхние ролики, потом дотягиваем винт.

Вставляем верхние ролики
Ту же операцию повторяем с другой стороны. Затем переходим вниз. Тут крепеж устанавливается в верхнее отверстие. Просто затягиваем до упора. Аналогично повторяем с другой стороны.

Устанавливаем крепеж снизу
Далее устанавливаем нижний ролики. Упорную пластинку заводим в паз, прижимаем.

Установка нижнего ролика — пластину заводим в профиль
Пружину поджимаем, заправляя корпус ролика внутрь. В отверстие вставляем винт, стараясь попасть в гнездо, затягиваем шестигранником. Он может понадобиться другого размера — чуть меньше, чем остальные — так как этот винт обычно тоньше и длиннее.

Поджали ролик, вставили винт
Затягивать его до упора не нужно. Так, чтобы зашел в пластину на полсантиметра или около того. Затем при установке двери и регулировке ее хода этим винтом регулируется положение створки — угол приподнимается или опускается.

Закручиваем винт, фиксирующий ролик
Если нажать на колесо ролика, он уйдет в корпус, затем возвратиться за счет упругости пружины. Этот нехитрый механизм обеспечивает плавность хода двери для шкафа купе.
Собрав все створки, переходим к установке направляющих. Они должны располагаться строго одна под другой, даже без отклонений в миллиметр. Используйте отвес или лазерный уровень (как пользоваться лазерным уровнем читайте тут).
Сначала прикручивают верхнюю направляющую. Она крепится или к потолку, или к верхней части шкафа. Расстояние от полок — не менее 100 мм, иначе двери будут задевать полки, вещи, плечики.

Прикручиваем верхнюю направляющую
В нижнюю направляющую с боков в пазы вставляем пружины-отбойники. Они будут ограничивать ход двери. Количество пружин равно количеству створок, устанавливаются они с обоих концов.

Вставляем пружины-ограничители хода
Если лазерного уровня нет, чтобы не мучатся с отвесами, для начала можно нижнюю направляющую просто уложить, пока не закрепляя. Затем установить одно полотно, заведя его верхние ролики в верху, и установив нижние в нужную бороздку. Таким образом двери будут связывать верхнюю и нижнюю направляющие.

Выставив створку вертикально, автоматически выставите нижнюю направляющую
Выставив полотно строго вертикально, вы автоматически выставите и нижнюю направляющую. Ее останется только прикрутить. Только внимательно следите чтобы двери не сдвинулись.
Последнее, что остается сделать — приклеить по бокам приклеить шлегель. Это ворсистая самоклеящаяся полоса, которая смягчает удары створки о стенки шкафа (или просто о стены, если шкаф бескорпусный).

Последний штрих — наклейка шлегеля
На этом двери для шкафа купе установлены и готовы к работе. Еще раз процесс можете просмотреть в видео.
Читайте также: