
Sla принтер не печатает
Бывают ситуации, когда по какой-либо причине 3Д принтер остановил печать. И для многих это проблема, поскольку, если было напечатано пару слоев, то начать печать заново можно и это не накладно. Но если модель была напечатана наполовину или даже больше, то тратить снова время на новую печать, расходовать заново материал слишком накладно.
Причин, по которым остановилась печать, может быть масса:
· банальное отключение энергии;
· сбой в работе принтера;
· засорение сопла экструдера;
· отклеивание слоя и прочие проблемы некорректной печати.
Не все принтеры оснащены функцией возобновления печати с определенного места. Более того, таких на данный момент меньшинство. А поэтому придется все проблемы решать самостоятельно.
Данный материал посвящен именно этой проблеме. Мы рассмотрим GСode и универсальный способ продолжения печати с конкретного слоя.
Как работает софт для 3Д печати?
Это первый вопрос, который следует разобрать. Любой 3Д принтер работает по одному и тому же принципу, независимо от технологии печати. Модель сначала разбивается на большое количество тончайших горизонтальных, параллельных друг другу слоев. Если печать осуществляется по технологиям FDM, DLP, то каждый слой разделяется на множество линий, которые как бы прорисовываются печатающей головкой или лазером. В случае с технологией DLP каждый слой представляет собой растровое изображение, которое засвечивается сразу. Ширина линии при этом будет для FDM принтера – диаметр выбранного для печати сопла, а высота будет устанавливаться толщиной слоя. То есть для экструдера задается определенный маршрут, так сказать карта, по которой он будет формировать слой. Эта карта будет представлена в виде определенного набора команд. Именно этот набор и называется GCode. Этот код формируется специальными программами в автоматическом режиме. Эти программы называются слайсерами. Они нарезают модель на слои по заданным параметрам и формируют GCode. Яркими представителями таких программ являются Cura, Slick3r и прочие.
В G-коде каждый вектор траектории печатной головки задается посредством декартовых координат. Кроме того файл с кодом содержит ряд другой информации:
· скорость экструзии и пр.
Изначально GCode разрабатывался специально для ЧПУ станков, поэтому в нем могут содержаться разнообразные функции, команды. Однако для 3Д принтеров GCode намного проще.
Слайсеры, которые работают с 3Д принтерами , печатающими по технологиям SLA, DLP работают несколько по иному принципу, и сам формируемый код будет содержать немного иную информацию, поскольку пластик не выдавливается, работает не печатная головка, а лазер, управляемый проекторами, гальванометрами, зеркалами и т.д. В DLP вообще весь слой засвечивается за один раз, то есть единым пятном.
Возобновление печати при помощи слайсера Cura на FDM принтерах
Рассмотрим процесс возобновления печати на примере benchy – хорошо известной всем 3Д модели. И первый совет – не стоит перемещать недопечатанную модель, поскольку ее установить на то же самое место с точностью до миллиметров не получится.
Данный метод позволяет не только возобновлять печать с определенного места в случае неудачи или форсмажора, но и при печати модели одним экструдером, но разными материалами или пластиком разных цветов. Для этого предварительно вам потребуется сделать GCode в ручном режиме, а в ходе печати останавливать машину и менять нить.
Итак, первое действие – нужно замерить высоту полученного изделия. Для этого необходимо воспользоваться цифровым штангенциркулем. Чем точнее будет замер, тем менее заметным будет то место, где печать была приостановлена.
Второе действие – при помощи слайсера Cura вам необходимо найти тот слой, который будет соответствовать высоте вашего отпечатка. В нашем случае высота составила 12мм. Печать осуществлялась при толщине слоя 0,15мм. Таким образом, в GCode эти данные будут соответствовать слою номер 80.
Программа SciTE служит для редактирования исходников. Именно ее используем для дальнейшего шага – открываем в ней наш GCode. Данный софт отличается простотой и интуитивной понятностью. При открытии файла с кодом обязательно выберите «All files».
Следующий шаг – в GCode нужно найти слой 80. Для этого объявляем поиск: «Sear > Finde > LAYER:80».
Во время печати на SLA и DLP 3d принтерах могут возникнуть разные дефекты на готовых отпечатках. В этой статье разберемся, какими возникают проблемы и как их устранить.
1. Основание 3d модели не достаточно прилипает к поверхности для печати. В этом случае на определеном этапе печати, по мере увеличения массы, 3d модель просто отклеится от рабочей поверхности и придется начинать печать заново.

- Наиболее частой причиной этого является загрязнение рабочей поверхности остатками отверждённого фотополимера с предыдущей печати. Перед началом работы старайтесь проверять наличие твердых остатков смолы, и при необходимости очищать поверхность.
- Царапины, помутнения резервуара для фотополимера и вследствие плохой проходимости лазерного луча, фотополимер не до конца набирает необходимую твердость. Они могут появиться от механического воздействия твердыми предметами или могут оставаться от воздействия излучения. Перед началом работы проверяйте наличие дефектов или загрязнений на резервуаре. При необходимости модель можно перенести в ту часть пространства где отсутствуют дефекты или загрязнения.
- Если фотополимер содержит к-л. пигменты перед началом работы обязательно перемешивайте и процеживайте содержимое, что бы избежать наличие отвердевшей смолы и сгустков пигмента которых не видно при осмотре.
2. Отсутствие необходимых поддержек или их деформация. Рекомендуемое минимальное значение высоты поддерживающей структуры 5 мм, а минимальный угол нависания от 60 до 0 град., в настройках печати эту цифру можно корректировать.
Поддержки отделяются от детали. Причина может быть в том, что кончики поддержек слишком тонкие или их кол-во было недостаточно. В настройках печати можно задать необходимые параметры, что бы этого не происходило. Для устраниея этй проблемы:
- Увеличьте размер точки соприкосновения поддержки с деталью
- Увеличьте кол-во поддержек
- Если в к-л. проблемных местах отсутствуют поддержи добавьте их вручную
- Задайте корректную ориентацию 3d модели в плоскости XYZ
3. Отверстия, пропуски и трещины в готовой 3д-модели:

Причины и способы решения:
- Ошибки при формировании слоев в gcode . Это происходит из-за отклонений в полигональной сетке. stl или. obj файлах или некорректной ориентации 3d модели в плоскости XYZ . Исправьте файл для печати и при необходимости поменяйте ориентацию 3д-модели.
- Дефекты или загрязнения резервуара для фотополимера
- Образование пыли или загрязнений на зеркалах гальванометра направляющего лазерный луч
4. Дефекты на поверхности детали — пропуски, неровности, выпуклости, впадины.

Основная причина это различные загрязнения на пути лазерного луча.
- Загрязнение резервуара для фотополимера. Обратите внимание на нижнюю поверхность поддона, убедитесь что она не деформирована и не запачкана жиром. При необходимости обработайте изопропиловым спиртом.
- Загрязнение направляющего зеркала для лазер. Если вы хотите его очистить делайте это максимально осторожно, любое смещение зеркала от заводских настроек приведет к некорректной работе 3d принтера и необходимости трудоёмкой калибровки.
- Перед началом печати перемешайте фотополимер и удалите твердые загрязнения.
5. Не соответствие разметов компьютерной 3д-модели и напечатанной.
- Набухание 3d модели при очистке изопропиловым спиртом может незначительно изменить реальный размер, если её передержать. Рекомендуемое время выдержки напечатанной детали не более 10 мин.
- Перекос, растяжение, сужение напечатанной 3д-модели из-за разюстировки оптической системы. В этом случае потребуется калибровка
6. Напечатанная 3d модель имеет некорректную твердость. Причина: потеря мощность излучения из-за различных загрязнений и дефектов на пути лазерного луча.
7. Фотополимер имеет недостаточную температуру
Как и в случае с некоторыми филаментами для 3D печати FDM, температура окружающей среды может играть большую роль в конечном результате. Если ваша смола слишком холодная, она будет нестабильно схватываться, что приведет к пропускам и плохой адгезией к платформе 3D принтера. Для некоторых смол может потребоваться температура 25-30 градусов по Цельсию.
Для решения пробелмы производите печать в помещении с соответствующей температурой или приобретите оборудование для нагрева фотополимеров 3D принтера, можно даже использовать вентилятор с подгревом.

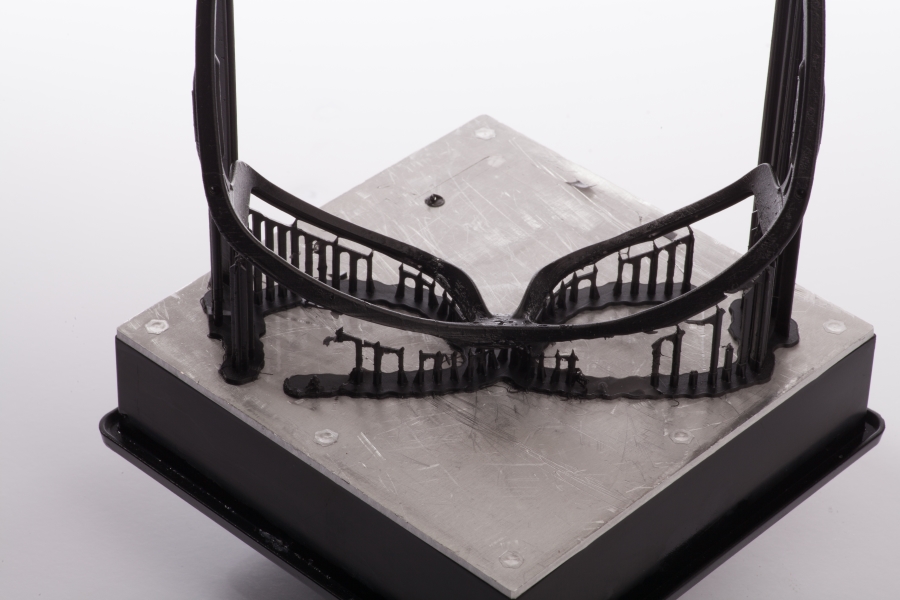
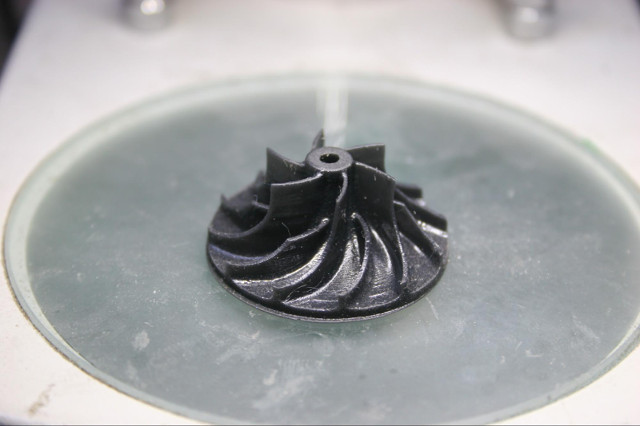
Примерно полгода назад, после активной доработки напильником, SLA 3d принтер в нашем киевском хаклабе начал выдавать неплохие по качеству детальки. Пластик пластиком, но что действительно круто, так это иметь под рукой технологию, переводящую stl модель в металлический аналог. Поэтому следующий этап, который мы решили освоить — это получение металлических копий этих самых принтов. Кому интересны наши первые шаги в освоении этой технологии, прошу под кат. Внимание, много картинок!
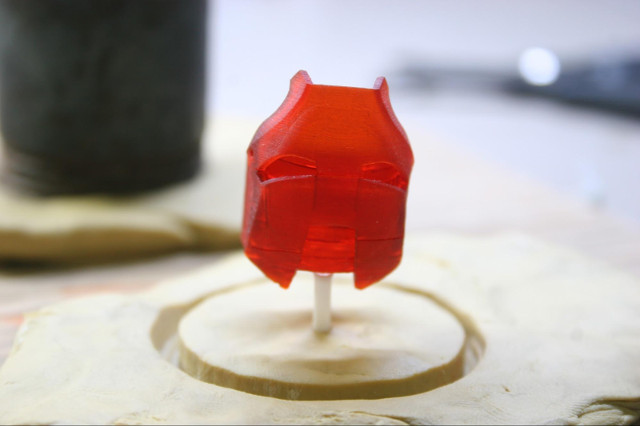
Напомню: SLA 3d принтер печатает деталь послойной полимеризацией специальной УФ-чувствительной смолы с помощью лазера. В результате качество и детализация намного выше, чем у традиционных FDM принтеров. На данный момент наш самодельный зверь выдает вот такие вот результаты:
Технология изготовления металлических отливок по 3d принтам не нова и активно используется в ювелирном деле, стоматологии и других областях науки и техники. Тем не менее, информацию о каждом шаге приходится выуживать по крупицам из сети. В общих словах эти шаги следующие:
- Печать детали с использованием специальной смолы, которая может выгорать при высоких температурах.
- Деталь помещается в специальный металлический цилиндр, называемый опокой. Потом этот цилиндр заполняется гипсоподобной формомассой.
- После застывания формомассы — нагрев опоки до температуры возгорания полимера и выдерживание при ней, пока весь полимер не выгорит. Когда он выгорает, в опоке образуется полость, повторяющая геометрию нашей исходной модели.
- Заливка расплавленного металла в полость.
- Охлаждение, извлечение отливки + механическая обработка.
Этап первый: печать
Вообще говоря, кроме варианта с печатью модели из специального материала есть вариант изготовления мастер-модели из ювелирного воска (так называемая “восковка”). Этой технологии уже сотни лет и процесс хорошо отлажен. При прокаливании воск вытапливается, и образуется полость для заливки металла. А в случае с 3d печатью вместо воска у нас принт, и он просто выгорает. Здесь проявляется основное отличие выжигаемой смолы от традиционных — после выгорания почти не остается золы.
Цены на смолы, которые можно выжигать (маркируются как “castable”) оказались довольно кусачими, порядка 150 долларов за литр. Но на ebay была найдена смола производства турецкой компании sinertek за 60, плюс 20 долларов обошлась доставка в Киев.


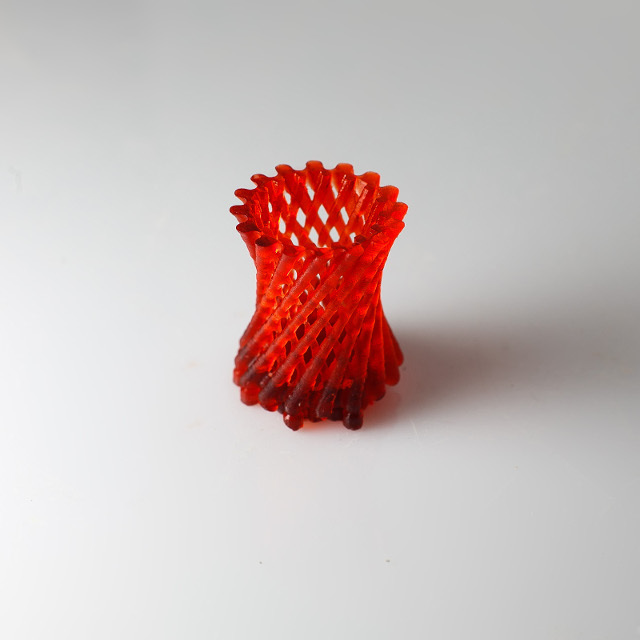
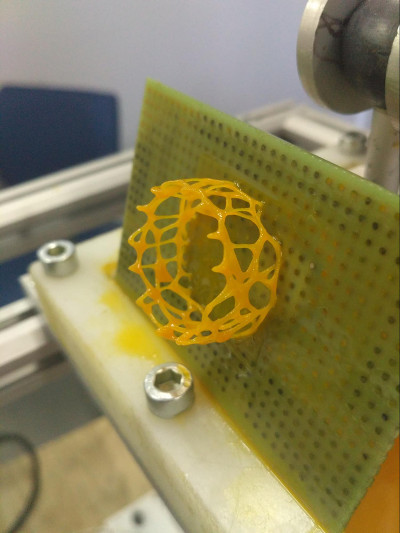
Эта смола оказалась намного более капризной по сравнению с теми, которыми мы привыкли печатать — два раза принт был неудачным, и, к тому же, портил силиконовое покрытие кюветы. На третий раз при меньшей мощности лазера принт оказался успешным.
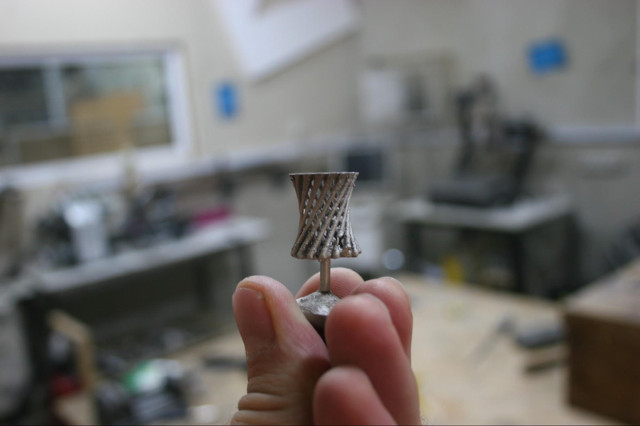
Не спрашивайте, почему мы выбрали шлем Железного человека и ажурную вазу в качестве первых моделей!
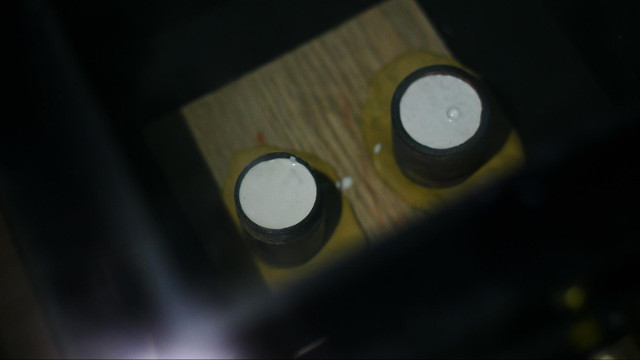
Этап второй: подготовка опоки
Чтобы металл затек в полость необходим специальный канал — литник. Мы просто приклеили кусочек тонкой пластиковой трубки на суперклей и закрепили модели вверх ногами в подставке из пластилина. Сверху потом вдавили куски стальной трубы (опоки). В результате вышел такой себе “стакан” с пластилиновым дном и стальными стенками.

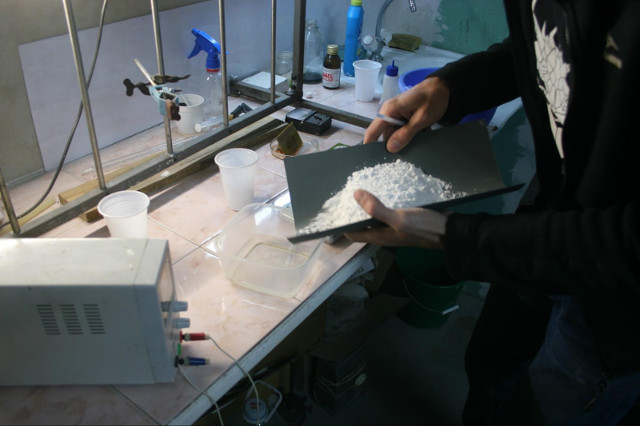
Формомасса хоть и похожа внешне на гипс, на самом деле состоит из совсем других компонентов. Продается в магазинах для ювелиров. Очень важен порядок смешивания сухой формомассы с водой: формомассу в воду, а не наоборот — тогда не будет комков. После тщательного перемешивания ее необходимо завакуумировать, чтобы избежать застывших пузырьков газа на модели.



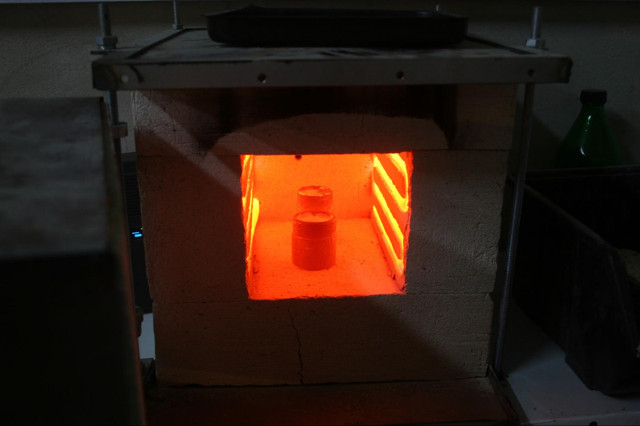
Этап третий: выжигание полимера
Сушка опок заняла пару дней, после этого из опок вынули пластилин, пластиковый литник и поставили прокаливаться в муфель. Профиль нагрева довольно хитрый: сначала несколько часов прогрев на 100 градусах, потом на 200, и самый большой период при температуре 780 градусов (этот профиль описан в инструкции к смоле). К тому же переход от одной температуры к другой должен быть плавным, чтобы не повредить опоку. Мы для нашего теста сделали немного сокращенный сценарий, прокалив 1 час при 100 градусах, 2 часа при 200 и 5 часов при 800 градусах. Скорее всего из-за этого ухудшился конечный результат — в следующий раз обязательно попробуем более тщательно подойти к делу.
Этап четвертый: литье
Для литья мы попробовали 2 металла. Один — серебро, другой — медный сплав, купленный все в том же магазине для ювелиров.
Дальше с поверхностным натяжением можно бороться только физическими методами, а именно внешним давлением на металл. Тут несколько вариантов. Либо создавать вакуум снизу формы, в результате через микропоры в формомассе металл будет “всасываться” в полость. Либо использовать центробежные силы. Либо (наш последний вариант) попробовать создать избыточное давление сверху расплавленного металла. Первый способ требует наличия специальной вакуумной установки, второй — центрифуги, а третий требует специальной… Картошки. Да-да, половина картофелины сделает свое дело.
Принцип прост как дважды два. На раскаленную опоку с расплавленным металлом сверху плотно прижимается половина клубня картофеля. Вода, содержащаяся в нем, моментально вскипает и создает давление, которое вдавливает расплавленный металл в полость.

Вы видитите картошку? Нет? А она есть.

Вот такой грибок.

После охлаждения в воде получаем штуковины:

После обработки пескоструим и наждачной бумагой.

Итоги
Результат далек от идеала, поэтому мы планируем попробовать разные режимы печати и отжига, чтобы найти оптимальный. В этот раз мы резко переходили с 200 градусов на 800 при прокаливании опоки, что, возможно, привело к трещинам. Кроме того, медный сплав показал себя как-то странно и на поверхности отливки осталось много шлака. Так что поле для экспериментов тут большое.
Дисклеймер
Мы не волшебники, а только учимся, поэтому возможны неточности в терминологии, технологии и прочие казусы. Конструктивная критика приветствуется.
Пока мы готовим видео-инструкцию о том, как правильно трактовать наш тест для калибровки принтера, хотим поделиться с вами самыми распространенными проблемами, с которыми встречается наша техподдержка.
Таких проблем много, и зачастую они встречаются не по отдельности, а в совокупности и распознать их причину не всегда бывает легко. Не легко - не значит невозможно, поэтому начнем с деления проблем по типам:
- Подготовительные, связанные с полимером
- Программные, связанные с подготовкой изделия
- Программные, связанные с настройками печати
- Связанные с постобработкой
Использование соответствующего принтеру полимера
В мире существует большое количество различных принтеров, отличающихся по многим параметрам. Помимо разницы в параметрах существуют так называемые закрытые и открытые принтеры. Для открытых систем можно использовать любые полимеры, т.к. они позволяют изменять настройки печати и добиваться хороших результатов. Закрытые же не позволяют менять параметры печати, а значит требуют использования полимеров, разработанных специально под эти принтеры. В большинстве случаев данные полимеры не взаимозаменяемы.
Правильное хранение полимера
Фотополимеры имеют защитную упаковку, защищающую содержимое от ультрафиолета. К сожалению, защитить от перегрева или переохлаждения она не в состоянии. Для полимеров HARZ Labs рекомендуемая температура хранения от 5 до 30°С.
Помимо этого, стоить обращать внимание на срок годности. Наши фотополимеры имеют срок годности 2 года, хотя у большинства производителей срок годности составляет всего один год.
Тщательное взбалтывание полимера
Полимеры содержат в себе различные пигменты и наполнители, придающие ему соответствующие свойства и цвет. Все это влияет на настройки печати. Несмотря на то, что все наши материалы стабилизированы, наполнители чаще всего намного плотнее полимера и склонны к выпадению в осадок. Поэтому мы настоятельно рекомендуем взбалтывать наш полимер перед каждой печатью. Особенно это касается непрозрачных полимеров.
Расположение модели на столике
Важным критерием, влияющим на качество получаемой поверхности, является расположение модели на столике. Если плоские части не удается расположить идеально горизонтально, то лучше печатать их под углами 30-90 градусов – это позволит избежать заметной слоистости.
Отверстия и цилиндры, требующие высокой точности печати, стоит располагать вертикально, соосно оси Z. Если необходимо отпечатать несколько отверстий под разными углами стоит выбрать наиболее критичные и расположить вертикально их.
Если требуется получить изделие с аккуратной поверхностью, то стоит располагать ответственную криволинейную поверхность близко к вертикали, что позволит избежать ступенчатости.


Расстановка поддержек
Расстановка поддержек уникальна для каждой модели. Тем не менее есть несколько общих правил:
Поддержки должны располагаться на той части детали, к которой не требуется высокое качество поверхности.
Поддержки должны подходить ко всем минимумам изделия, чтобы избежать ситуаций, когда часть детали «начинается» из воздуха и никак на связанна со столиком.

Верный подбор толщин и качество слайса изделий
Правильно подобранная толщина слоя – важный критерий печатаемости детали. Выбор толщины зависит не только от требуемой точности детали, но и от технической возможности принтера и точности полимера. Стоит учесть, что не все полимеры одинаковы.
Полимеры светлых тонов зачастую подвержены большей паразитной засветке по осям XY, что обусловлено наличием в них белого пигмента, рассеивающего свет.
Прозрачные полимеры страдают от паразитной засветки по оси Z, т.к. не содержат пигментов, способных ограничить проникновение света в глубину.
Наиболее точными являются черные и темные полимеры, т.к. они содержат в себе темный пигмент, поглощающий часть светового потока, таким образом ограничивающего паразитную засветку и дающего высокую точность.
Время засветки слоев
Переходя к настройкам печати в первую очередь стоит упомянуть время засветки слоев. Это основной параметр, с которым предстоит работать. Ниже на примере нашего теста хотим продемонстрировать что происходит случаях если неверно выбрать экспозицию.
Время засветки базовых слоев
Другой важной настройкой является время засветки базовых слоев. В первую очередь эта настройка влияет на прилипание детали к столику. При малом времени засветки базовых слоев печать может оторваться от столика и остаться на пленке. Пересвет базовых слоев может привести к прилипанию первых слоев и низкой адгезией к ним последующих слоёв, в результате чего произойдет отрыв детали, чаще всего таким образом отрываются поддержки у основания.

Скорость поднятия и опускания детали
Параметр скорости поднятия столика очень важен для получения качественной боковой поверхности. Плавный отрыв позволит сохранить поддержки в целости и не допустить разрушения модели в процессе печати. Наиболее актуально это для мягких материалов, таких как HARZ Labs Dental Cast, Dental Pink Soft и Industrial Flex в которых природа материалов требует от них быть достаточно мягким.

Высота поднятия столика
Время задержки перед печатью
Многие пользователи пренебрегают данной настройкой, недооценивая ее влияния на результат печати. Для оценки влияния ее на качество печати необходимо немного разобраться в механике процесса. При опускании столика создается некоторое давление полимера на кювету, хоть оно и не велико, его хватает чтобы выгнуть экран принтера и увеличить зазор между столиком и пленкой кюветы. Соответственно если в этот момент начать печатать можно получить шершавую боковую поверхность изделия. Это связанно с тем, что материал все еще продолжает вытекать из-под столика, хотя при этом уже происходит засветка слоя.
Качество слайса детали
Проблема слайса детали в большинстве случаев возникает с моделями, полученными путем 3D-сканирования. На некоторых слайсах модели можно наблюдать перемычки и плоскости, которых быть не должно. В таких программах как, например, Exocad подобная проблема может возникать если экспортировать файл не для 3D печати, а например, для фрезеровки. В таком случае слайсер может трактовать оболочки не верно и начнет неверно интерпретировать модель.

Количество базовых слоев
Количество базовых слоев один из тех параметров, который зачастую переоценивается пользователями, и в большинстве случаев количество этих слоев завышается. Мы рекомендуем использовать 2-3 базовых слоя. Такое количество слоев необходимо чтобы компенсировать неидеальную параллельность столика и кюветы. Большее количество лишь увеличит длительность печати.
Аккуратное удаление изделия со столика
Аккуратное удаление модели со столика позволит сохранить ее форму и размеры для дальнейших операций, особенно это касается выжигаемых полимеров, таких как HARZ Labs Dental Cast, которые ввиду своей природы являются мягкими и могут быть легко повреждены при неаккуратном удалении со столика. Для отделения моделей от стола мы рекомендуем использовать тонкие канцелярские ножи.

Аккуратное удаление поддержек
Удаление поддержек прямо влияет на качество поверхности получаемого изделия. В первую очередь стоит обратить внимание на то, что поддержки удаляются перед дозасветкой. Если же удалять их после, то велика вероятность образования скола на поверхности изделия поскольку материал становится более твердым и хрупким.

Верный режим промывки изделия
Тщательная промывка изделия – важная часть процесса постобработки. Особенно важно это для стоматологических изделий, т.к. недопустимо попадание жидкого полимера в ротовую полость пациента.
Мы рекомендуем промывать модель в спирте, разделив эту операцию на 2 этапа:
• Промывка в грязном спирте
• Промывка в чистом спирте в ультразвуковой ванне
Разделение этой операции на два этапа позволяет экономить спирт и лучше отмывать детали

Прогрев модели заданное время в печи при необходимой температуре
Прогрев печатаемой модели позволяет снять внутренние напряжения, неизбежно возникающие в процессе печати. Помимо этого, прогрев способствует испарению спирта из модели после промывки, что так же положительно влияет на механические характеристики получаемой детали. Перегревать или передерживать деталь в печи также не стоит, это приводит к появлению трещин.

Правильная дозасветка изделия
Дозасветка – ключевой параметр постобработки полученной модели, если провести ее правильно, то изделие в полной мере набирает свои физико-механические свойства и может быть использовано по назначению.
Данная процедура позволяет окончательно полимеризовать весь объем материала в глубине детали, что обеспечивает необходимую прочность и твердость. Но дозасвечивать модель стоит в тех режимах, в которых рекомендует производитель полимера, так как излишнее время выдержки или неправильно подобранная длинна волн может погубить полученное изделие, сделать его хрупким или изменить цвет. Примером могут быть такие полимеры как Model White и Dental Clear. Если слишком длительное время засвечивать данные полимеры, то они могут изменить свой цвет, а именно пожелтеют.

Особое внимание стоит уделить таким ответственным моделям как временные коронки. Данные изделия изготавливаются из прочного и твердого материала HARZ Labs Dental Sand, что позволяет пациентам благополучно ожидать изготовления коронок длительного ношения без потери возможности принимать пищу. Но, если провести постобработку временных коронок неверно, например недосветить модель, то коронка не будет обладать требуемой прочностью и может разрушиться у пациента во рту.
Читайте также: