
С каким заполнением печатать детали 3д принтера
В 3D-печати внутреннее заполнение является очень важным фактором для прочности, структуры и веса готовой модели. В этой статье мы рассмотрим различные формы и виды заполнения, чтобы выяснить, почему и для чего оно необходимы.
Помимо функции уплотнения, заполнение также изменяет вес и позволяет
3D-принтерам надежно печатать плоские горизонтальные кромки над пустым пространством. Без него 3D модели не обладали бы надежной структурой и стабильностью, и были бы невероятно хрупкими.
Заполненность, возможно, является одним из самых значимых факторов в 3D-печати. Она бывает различных форм и узоров, плотностей и стилей. Ее оптимизация может быть сложной задачей. Однако при определенных знаниях и настройках значительно улучшит результат.
У каждого образца 3Д-заполнения есть сильные и слабые стороны, и каждый из них применим в своей сфере.Существует несколько довольно стандартных образцов.
Поскольку 3D-заполнение занимает пространство внутри объекта, его нужно подбирать исходя из улучшения качества, а не для эстетики. Для этого лучше применять шаблоны, включающие сетки, линии, соты, а также прямолинейные или концентрические узоры.
Если их задать правильно, они дают достаточный объем для 3D-печати между зазорами. Что позволяет 3D-принтеру печатать на пустотах точнее и с меньшими ошибками.
После того, как вы определились с видом рисунка, следующим шагом будет установка насыщенности вашей 3D-печати, она измеряется в процентах. 0% - это пустотелая модель, а 100% - сплошная печать. Конечно, между ними существует много уровней, и корректировка этого значения невероятно полезна.
Одно очень очевидное использование - варьировать массу 3D-изделия. Более высокая густота делает более тяжелую и более твердую 3D-печать. Напротив, более низкая обеспечит простой и легкий результат.
Стандартное 3D-заполнения составляет от 20% до 25%. Это обеспечивает хороший баланс между долговечностью и расходуемым материалом. Если состав не имеет значения, то можно брать настройки от 10% до 15%.
Ни один из этих диапазонов не дает очень большой поддержки, поэтому не применяйте их, если ваш объект должен быть жестким. Наконец, если конструкция является главным критерием, а расход материала не так важен, лучший диапазон составляет от 30% до 50%.
Наконец, если вы хотите добиться повышенной прочности, не стесняйтесь настраивать на 100%.
Используя весь спектр настроек и учитывая все различия 3D-принтеров, необходимо тщательно обдумывать уплотненность, чтобы она соответствовала вашим потребностям.
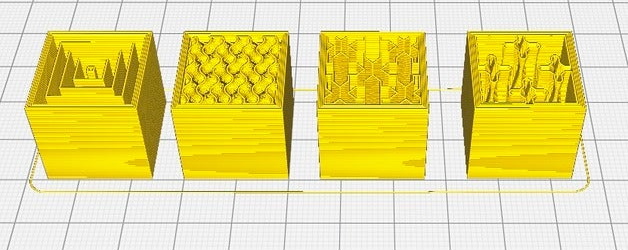
«octi» и «archi» на изображении, более подходит для круговых или закругленных объектов, в то время как «Hilbert» и «3D honey» лучше использовать для блочных 3Д-моделей.
Основное преимущество 3D-печати заключается в том, что детали могут иметь разную степень заполнения. С производственной точки зрения это снижает расход материала и себестоимость, а также вес конечного продукта. С точки зрения 3D печати это сильно экономит драгоценное время. В этой статье рассмотрим несколько различных шаблонов заполнения, в частности те, которые доступны в Cura и их использование в зависимости от типа 3D модели.
Лучший образец заполнения для 3D печати — это шестиугольник если вам нужен хороший баланс скорости и прочности. Для высокой скорости печати лучший образец заполнения — это линий или сетка, а для прочности — кубический.
Типы шаблонов заполнения
В последней версии Cura доступно 13 типов заполнения. Мы сгруппировали их по типу 3D модели:
- Фигурки (низкая прочность): Линии, зигзаг
- Стандартные 3D модели (средней прочности): Сетка, треугольники, трех шестиугольник.
- Функциональные 3D модели (высокая прочность): Кубический, октет, четверть куба, гироид
- Гибкие 3D модели: Концентрический, крестообразный, крестообразный 3D
Заполнение для моделей и фигурок

Стандартный процент заполнения: 0-15%
Если отпечаток будет использоваться в качестве модели или фигурки от нее не требуют большой прочности. Для таких применений лучше всего подходят линии или зигзагообразные узоры, поскольку они обеспечивают наиболее быструю печать.
Подобно «прямолинейному » в других слайсерах, оба шаблона создают двумерную сетку, в которой на каждом слое печатается только одна ось. Разница между ними в том, что «линии » генерируют несколько линий на слой, а зигзаг — это просто одна постоянная линия (если не прерывается моделью).
Заполнение для стандартных отпечатков
Стандартный процент заполнения : 15-50%
Для отпечатков подверженных умеренному напряжению, следует использовать шаблон заполнения средней прочности. Наиболее уместны такие узоры заполнения, как сетка, треугольники или три шестиугольника. Однако обратите внимание, что эти шаблоны могут увеличить время печати до 25% по сравнению например с линиями.
- Сетка или линии: 2D-сетка, главное преимущество сетки — скорость печати, так как это наименее сложный из трех шаблонов, самая высокая скорость печати, по сравнению с другими шаблонами
- Треугольники: 2D-сетка, состоящая из треугольников, этот узор имеет преимущество в прочности, когда нагрузка прикладывается перпендикулярно к поверхности объекта. Это также имеет смысл для деталей с тонкими прямоугольными компонентами.
- Шестигранники: этот 2D узор создает шестиугольники с вкраплениями треугольников. Одним из преимуществ является то, что шестиугольники эффективную форму, что придает модели хорошей прочности. В дополнение к этому шестиугольное заполнение имеет более короткие линии для соединения каждой грани, что приводит к меньшему количеству проблем с изгибом из-за плохого охлаждения.
Заполнение для функциональных 3D моделей, деталей и механизмов
Стандартный процент заполнения : > 50%
Функциональные модели, требуют высокой прочности во всех направлениях. Наиболее предпочтительный следующие шаблоны:
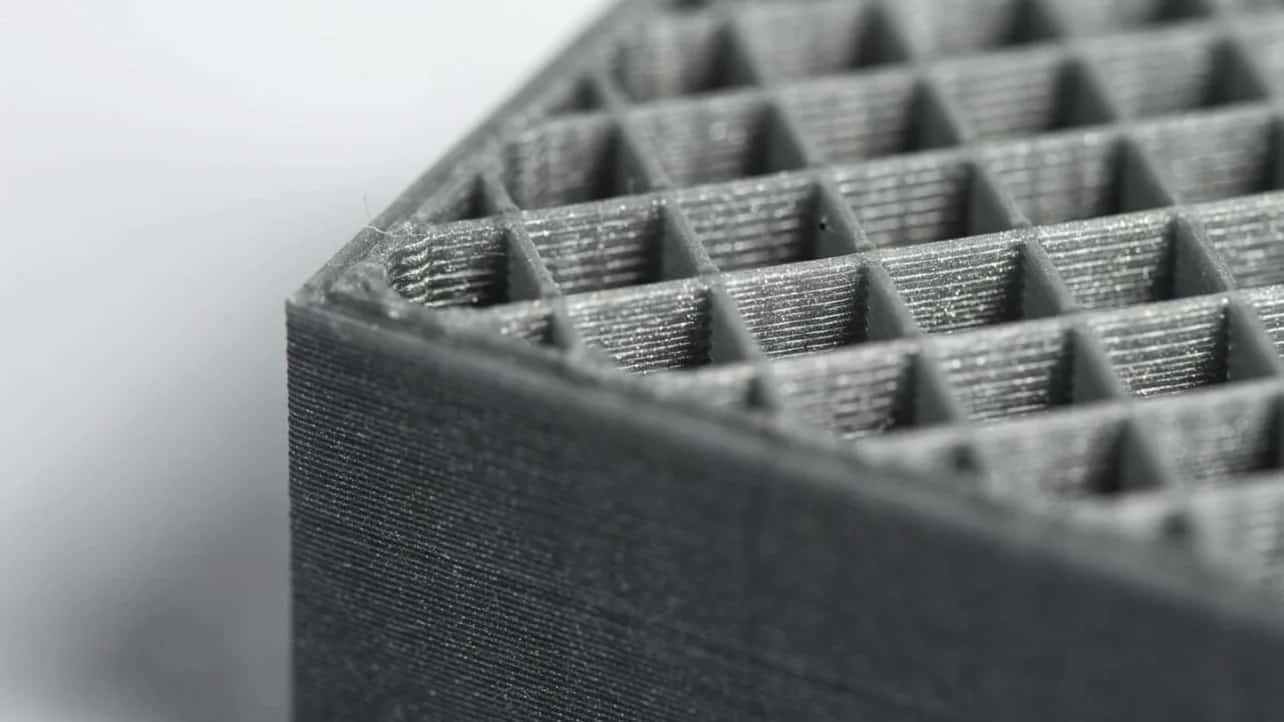
- Кубический: это трехмерный узор из сложенных и наклоненных кубов. С этим шаблоном уменьшается риск получить вздутия на крышке детали. Придает максимальную прочность детали по сравнению с другими шаблонами.
- Октет: этот узор, также известный как тетраэдрическое заполнение, представляет собой объединяет нескольких пирамид. Придает прочности, но есть риск образования дефектов на стенках модели.
- Четверть куба: этот трехмерный узор похож на октет, но половина пирамидальных форм смещена относительно другой половины. Придает прочности, но есть риск образования дефектов на стенках модели.
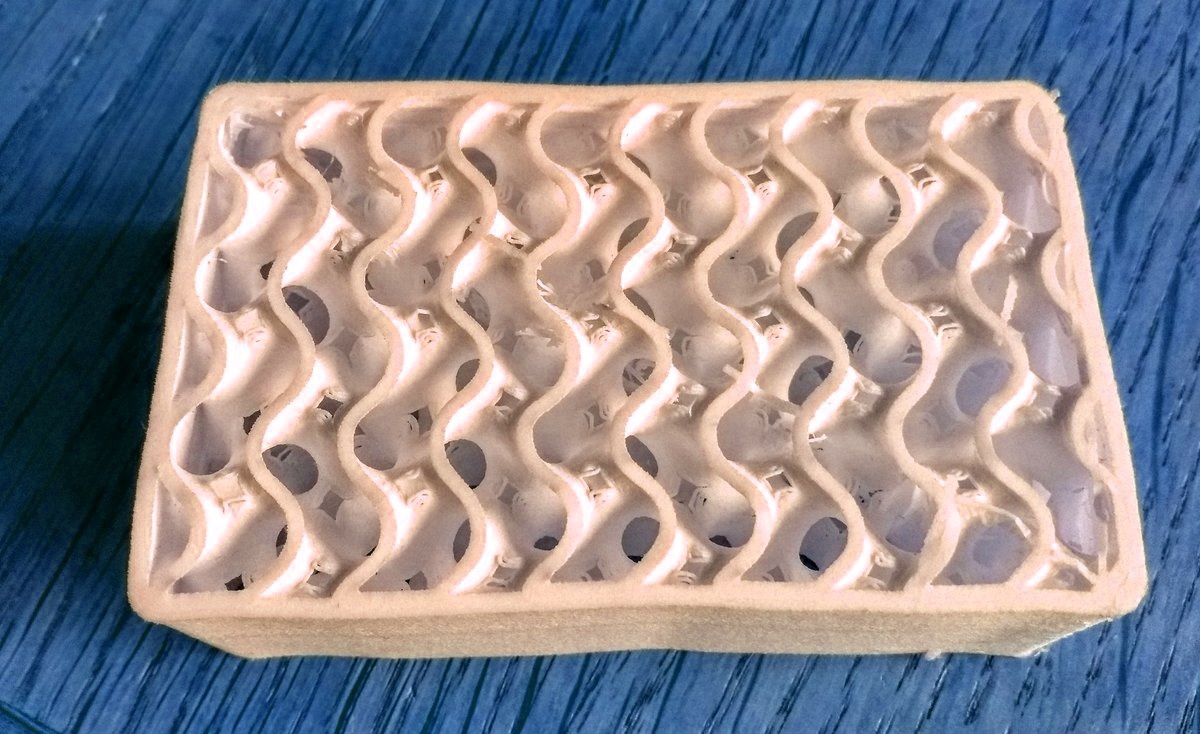
- Гироид: особенно уникальный трехмерный узор, создающий впечатление волн. Тем не менее, он имеет одинаковую прочность во всех направлениях. Этот шаблон заполнения будет особенно хорошим выбором для детали, которая будет подвергаться различным нагрузкам и если вы печатаете в низким % заполнения но для не требуется высокая прочность. Учитывай, что данный шаблон долго обрабатывается слайсером и формирует большие файлы Gcode. Он так же подходит для гибких пластиков.
Заполнение для гибких пластиков 3D моделей
Стандартный процент заполнения : 0–100% (в зависимости от того, насколько «мягкий » отпечаток вы хотите).
Шаблоны заполнения, такие как концентрический, крестовой и крестовой 3D, лучше всего подходят для этих типов моделей.
- Концентрический: этот двухмерный узор создает «круги » внутри отпечатка. Это очень похоже на то, как камень, брошенный в воду, оставляет на поверхности концентрические круговые волны. Самая высокая прочность при 100% заполнении. При не 100% заполнении категорически не рекомендуется для моделей которые будут испытывать большие нагрузки.
- Крест: еще один двухмерный узор, крест создает сетки, которые кажутся очень причудливыми крестами. Промежутки между крестиками и решетками допускают изгиб и скручивание. Можно печатать без откатов.
- Cross 3D: этот трехмерный узор похож на крест, но по мере роста отпечатка линии перемещаются под наклоном. Конечный результат — объект с немного большей жесткостью. Можно печатать без откатов. Данный шаблон долго обрабатывается слайсером и формирует большие файлы Gcode.

Советы по выборы шаблонов заполнения
Направление линии заполнения
Одна из часто игнорируемых настроек заполнения — это направление линии заполнения. По умолчанию установлено значение 45 °, так что оба двигателя X и Y работают вместе для печати заполнения на максимальной скорости. Однако может быть полезно ориентировать заполнение под другим углом, чтобы обеспечить максимальную прочность или гибкость детали, особенно если ее стенки выровнены по диагонали.
Градиентное заполнение и постепенного заполнения
Когда дело доходит до заполнения, мы обычно думаем о нем как о равномерном по всей внутренней части детали. Однако так быть не должно.
Используя градиентное заполнение, можно настроить печать с большей плотностью заполнения по периметру. Вообще говоря, это должно поддерживать эффективную прочность и жесткость детали при использовании меньшего количества материала. Этот параметр не является встроенным в Cura, но его можно относительно легко выполнить с помощью скрипта на Python .
Градиентное заполнение не следует путать с постепенным заполнением, которые делают нечто подобное, но по осям Z, а не по осям X и Y. Другими словами, этот параметр делает заполнение более плотным в верхней части отпечатка по сравнению с нижней частью. Это может сэкономить материал и время, сохраняя при этом достаточную прочность.
Множественная плотность заполнения
С тех пор, как была выпущена четвертая версия Cura, появилась возможность устанавливать настройки для каждой модели. Это выгодно, потому что позволяет использовать некоторые изящные дизайнерские приемы, в том числе различные плотности и типы заполнения в одной и той же модели . Хотя, возможно, не так много применений для этого типа заполнения, похожего на плоские подстаканники, но в этом методе есть нечто большее, чем кажется на первый взгляд.
Благодаря возможности устанавливать пользовательские настройки для каждой импортированной модели и возможности Cura легко объединять их вместе, кажется возможным обеспечить специализированную поддержку в определенных областях.
Прочность и плотность заполнения
Процент заполнения влияет на ряд важных параметров детали, в частности на прочность детали и время печати.
Чем выше процент заполнения, тем прочная будет ваша деталь, но при плотности заполнения более 50% это становятся менее значимыми, но опять же все зависит от дальнейшей эксплуатации детали. Деталь с заполнением 50% по сравнению с 25% обычно на 25% прочнее, тогда как сдвиг с 50% на 75% увеличивает прочность детали примерно на 10%.

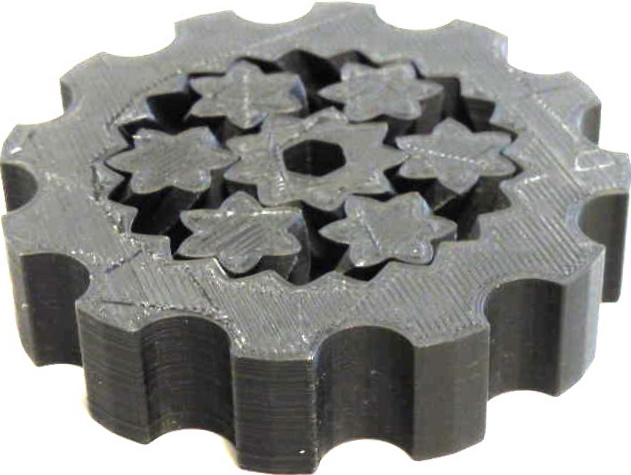
Если это фигурка на которую по сути не будут влиять нагрузки, то ей хватит и 5-10%, а можно и 0%, но если это например шестеренка, то печатать её желательно в 100% заполнения. Обычно существует хороший баланс между процентами заполнения, скоростью печати и прочностью готовой модели, который составляет от 10% до 30% в зависимости от того, для чего вы собираетесь использовать деталь.
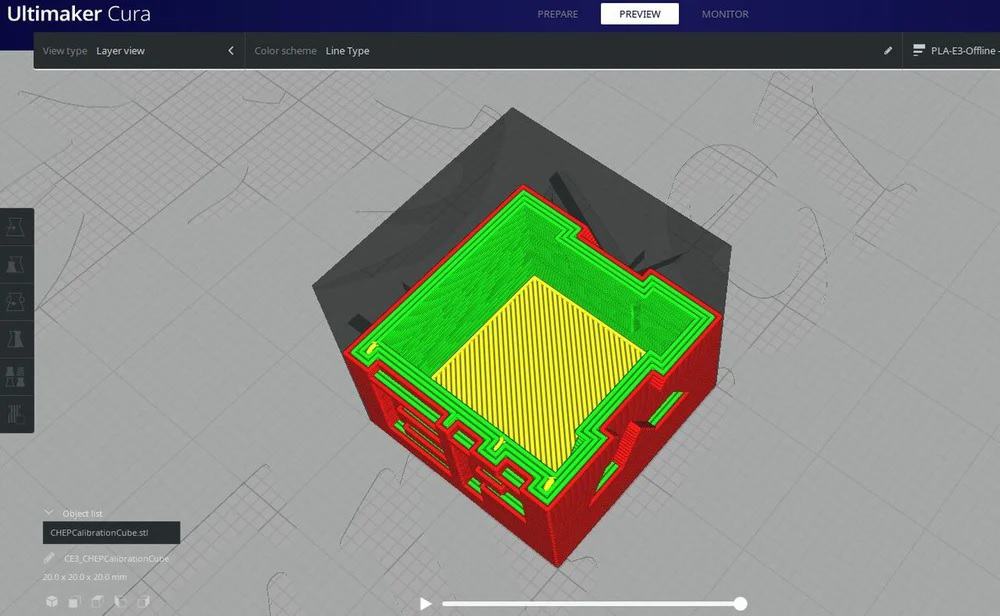
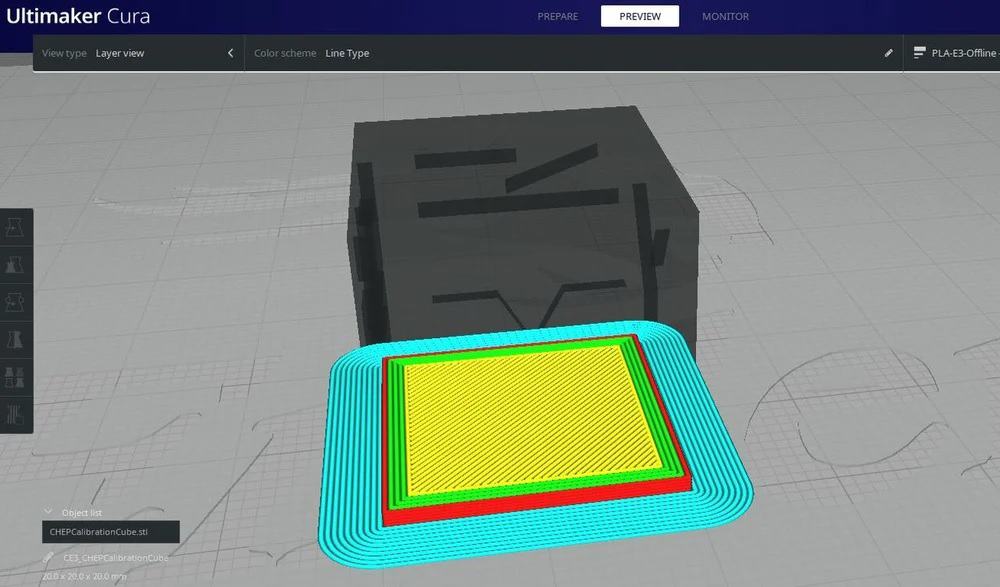
Ниже приведен наглядный пример плотности заполнения 20%, против 10%.

По сути, изменение заполнения с 10% на 20% для шаблона линии, не будет таким же, как для шаблона гироид.
Большинство шаблонов заполнения имеют одинаковый вес при одинаковой плотности заполнения, но например шаблон «Треугольник » показал увеличение общего веса почти на 40%.
Вот почему, использование шаблона гироид, не требует такой высокий процент заполнения, но при этом детали получают приличный уровень прочности детали.
Низкая плотность заполнения может привести к таким проблемам, как отсутствие соединения стенок с заполнением и образование воздушных карманов, особенно с узорами, имеющими много пересечений.
Вы можете получить недостаточную экструзию, когда одна линия заполнения пересекает другую из-за прерывания потока пластика.
В инструкции Cura указано, что увеличение плотности заполнения имеет следующие эффекты:
Низкий процент заполнения и тонкие стенки могут приводить к дефектам при 3d печати, а также привести к преждевременной поломке изделия в процессе эксплуатации. Здесь и сейчас "на пальцах" разберем, что же такое процент заполнения при 3D печати. Как правильно выбрать процент заполнения для модели и как это влияет на стоимость и прочностные характеристики модели.
Тип заполнения
В своей работе мы в основном используем четыре типа заполнения: прямоугольный, треугольный, волнистый, сотовый.

В зависимости от требований к прочности конечного изделия мы подберем оптимальный тип заполнения.

Процент заполнения
Процент заполнения определяет какое количество пластика будет находиться внутри модели. 100% заполнение модели будет выглядеть так, как будто Вы отлили в форму Вашу модель из пластика. В большинстве случаев мы используем заполнение от 10% до 20%, этого достаточно для обеспечения требуемой прочности изделий, но при необходимости мы можем увеличить процент заполнения.


Можно также напечатать объект полностью полым, в некоторых случаях это даже необходимо. Сделать это достаточно просто, установив плотность заполнения 0%. Однако в таком случае необходимо обратить внимание на толщину стенки модели.
На что влияет различное заполнение
Процент заполнения и толщина стенок влияют на прочность, массу и как следствие на стоимость 3D печатной модели. Прочность модели напрямую связана с процентом заполнения. Модель с заполнением 50% как правило, на 25% прочнее, по сравнению с моделью с заполнением 25%, в то время как при увеличении заполнения модели от 50% до 75% прочность изделия возрастает примерно на 10%.
В свою очередь 100% заполнение модели повышает прочность на изгиб примерно в 6 раз, по сравнению с моделью имеющей 20% заполнение.
Время 3d печати также зависит от плотности заполнения, поскольку расход материала увеличивается.
Так в частности при 100% заполнении масса изделия возрастет в 2,5 раза, а время печати в 2 раза по сравнению с печатью модели с заполнением 20%. Стоимость является логической суммой влияния всех параметров на 3d печать. Если Вас интересует как изменится стоимость печати при различной массе изделия, Вы можете воспользоваться нашим онлайн калькулятором. Поэтому при выборе процента заполнения и толщины стенки необходимо найти баланс между прочностными характеристиками, временем и стоимостью изготовления. Наши специалисты в специальной программе подберут оптимальное значение праметров заполнения, чтобы сократить время изготовления и стоимость.
Если Вас интересует качественная 3д печать, Вы можете заказать 3D печать у нас в Москве с возможностью доставки по всей России и всему миру. Заполните форму заказа и наши специалисты рассчитают стоимость изготовления Вашей идеи.
Эти две области отличаются друг от друга, поскольку стенки покрывают горизонтальный периметр отпечатка и продолжаются вверх по оси Z. Верхний и нижний слои покрывают всю горизонтальную площадь в пределах периметра, установленного стенами.
Корпуса и их компоненты являются жизненно важными частями любой 3D-печати, потому что, как мы уже говорили, они могут повлиять на прочность и долговечность детали. Вот почему так важно убедиться, что настройки слайсера оболочки соответствуют назначению вашей 3D-печатной детали.
В этом руководстве мы обсудим наиболее важные настройки оболочки, в том числе для стен, верхнего и нижнего слоев. Кроме того, мы рассмотрим, как правильно использовать эти настройки, и некоторую другую важную информацию.
Основные настройки
Почти все программы 3D-слайсинга , которые превращают 3D-модель в G-код для 3D-печати, имеют настройки оболочки. Однако прежде чем мы начнем, важно отметить, что большая часть нашей терминологии в этой статье основана на Cura . Однако термины, используемые в других 3D-слайсерах похожи. Например, в Slic3r и PrusaSlicer оболочки называются «периметрами».
Эти настройки могут сделать или испортить печать, потому что, если они установлены неправильно, ваша деталь наверняка будет содержать визуальные недостатки. Множество различных настроек так или иначе влияют на то, как печатаются оболочки, но есть пара очень важных.
Толщина слоя и количество линий
Возможно, наиболее важным параметром для стен, верхнего и нижнего слоев является толщина элементов оболочки. К сожалению, в большинстве случаев нет настройки для толщины оболочки, поскольку она обычно делится на толщину стенки, а также толщину верхнего и нижнего слоев.
Более того, к настройкам толщины оболочки обычно можно подойти как к количеству линий, так и к ширине / высоте (в миллиметрах). Эти два способа относятся к толщине оболочки и напрямую зависят друг с другом. Настройка одного автоматически настроит другой. Таким образом, вы можете работать с тем, с чем вам удобнее.
Ширина стенки в миллиметрах, называемая в Cura просто «Толщина стенки», определяет ширину набора стен на модели. С точки зрения другого подхода, настройка количества линий стены представляет собой желаемое количество проходов, которое сопло должно пройти для стен.
Настройки толщины для верхнего и нижнего слоев очень похожи. Толщина верха и низа относится к высоте слоев.
Настройки верхнего и нижнего слоев определяют количество строк. Однако имейте в виду, фактическая высота этих слоев будет зависеть от того, что вы установили для общей высоты слоя печати.
Значение толщины оболочки или количества линий должно изменяться в зависимости от назначения вашей модели и материала, который вы печатаете, не существует универсального подхода. Чем больше у вас стенок, тем дольше будет длиться печать и тем больше материала уйдет на 3D-печать.
Рекомендации
Однако, если вы хотите создать свои собственные значения, есть несколько практических правил:
- Рекомендуем использовать диаметр сопла в настройках, кратную диаметру вашего сопла, поскольку он идеально подходит для печати полноразмерных стен.
- Точно так же мы рекомендуем использовать кратную высоту вашего слоя для верхней и нижней толщины, поскольку полноразмерные слои дают наилучшие результаты.
- Если вам нужны более прочные детали, используйте большие значения, например, толщину стенки 2-3 мм и толщину верхней и нижней части 1,6-2 мм.
- Для более ориентированных на дисплей моделей, которым не нужна большая прочность, вы можете обойтись толщиной стенки 0,4 мм и толщиной верхней и нижней части 0,2-0,8 мм.
Специальные приложения
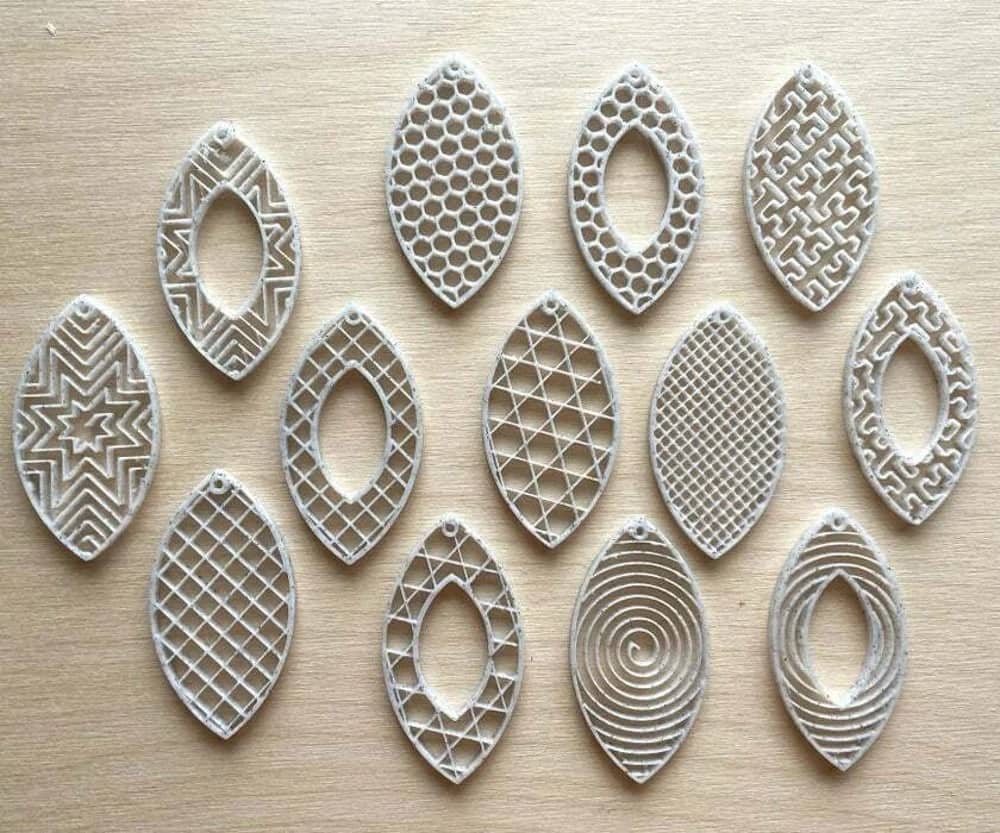
Есть также несколько специальных способов использования толщины оболочки, например, использование нулевого верхнего и нижнего слоя для демонстрации рисунка заполнения. Это часто встречается, например, в украшениях или чехлах для телефонов .
В зависимости от конструкции детали оболочки могут обеспечить большую прочность детали, чем относительное количество заполняющего материала. Это приводит к дополнительной гибкости детали.
Другие настройки

Теперь, когда вы знаете все тонкости толщины корпуса, полезно узнать еще несколько важных настроек. Это позволяет вам точно настроить оболочки вашей модели, чтобы предотвратить визуальные и механические дефекты.
Процент заполнения
Этот параметр относится к перекрытию между линиями заполнения и стенами. Значение, которое вы вводите для этого параметра, представляет собой процент от ширины линии заполнения. Чем больше значение, тем плотнее связь между стенками и внутренней стороной отпечатка.
Скорость
Значения Cura по умолчанию равны 30 мм/с как для скорости стенки, так и для верхнего и нижнего слоя. Мы предлагаем увеличить скорость внутренней стенки до 30–60 мм / с, так как никто не увидит внутреннюю стенку, и установите скорость внешней стенки от 20 до 45 мм / с. Что касается скорости верхнего и нижнего слоев, мы рекомендуем либо оставить ее как есть, либо уменьшить ее примерно до 20-25 мм / с, чтобы основание и верхняя поверхность выглядели красиво.
Мы используем такой широкий диапазон скоростей, чтобы учесть различия в стандартных скоростях материалов (например, ABS должен печататься немного медленнее, чем PLA ). Однако не стесняйтесь регулировать значение на 30 мм / с в зависимости от того, для чего вы будете использовать свою модель.
Высота слоя

Установка высоты слоя также полезна для настройки ваших оболочек, в основном компонентов верхнего и нижнего слоя. Высота слоя определяет, насколько каждый последующий слой выше предыдущего, а верхний и нижний слой по-прежнему являются основными слоями, поэтому они полагаются на этот параметр.
По сути, чем больше значение высоты вашего слоя, тем прочнее деталь, но тем меньше деталей она содержит. Высота слоя по умолчанию для большинства слайсеров составляет 0,2 мм, и мы рекомендуем оставить это значение для высоты слоя. Однако вы можете уменьшить его, если ваша модель детализирована или увеличить, если вам нужна более прочная деталь.
Перед печатью
Если это возможно в вашем слайсере, мы рекомендуем включать этот параметр только в том случае, если у вас нет выступов. Это потому, что они могут немного обвиснуть, если сначала напечатать внешнюю стену.
Еще немного настроек

В дополнение к настройкам слайсера, которые мы обсуждали выше, есть несколько других инструментов, которые влияют на стенки модели. Ниже мы составили список удобных настроек слайсера и режимов нарезки, которые позволят вам дополнительно настроить способ печати ваших стен, помимо основных настроек:
Читайте также: