
Редуктор принтера что это
U-образный подшипник U604ZZ 604UU 4*13*4
Термоковрик для 3D печати 200 х 200 мм
Термоковрик для 3D печати
PLA экологический пластик от компании Plexiwire. 100% предоплата.
ABS гранулы
ABS гранулы для экструзии
Купить ABS пластик (АБС)
ABS пластик от компании Plexiwire. 100% предоплата. Бесплатная доставка.
Купить 3Д принтер epo3d+
Epo3d+ Украинский FDM 3D принтер на рельсах HIWIN. Благодаря надежной.
Мини мротор-редуктор 12в 100 об/мин
мини електродвигатель с высоким крутящим моментом. Его размер.
Сопло для 3D-принтера 1.75 мм, для хотэндов E3D и MK8
Сопло для 3D-принтера 1.75 мм 0,2/0,3/0,4/0,5
SHF-20 опора вала
SHF-20 опора вала применяется для ЧПУ
Пластик PETG для 3D принтера
PETG пластик от компании Plexiwire. 100% предоплата. Бесплатная.
Купить 3D принтер epo3d
Украинский 3D принтер epo3d построенный на базе современной кинематики.
Мотор редуктор 12 в 100 оборотов
Мотор-редуктор 25ga370 DC 12 в
Каталог
Экструдер - одна из самых важных частей 3D-принтера, поэтому качество и надежность деталей имеют решающее значение. Механизм привода нити почти всегда имеет форму шестеренки или стержня с вогнутыми зубьями, которые охватывают пластик. В качестве альтернативы, существуют версии экструдеров 3D-принтера, в которых для подачи нити используются несколько иные компоновки деталей, которые обеспечивают высокий крутящий момент и повышенное сцепление нити.
В этой статье рассмотрим как класические так и новые типы и варианты устройств подающего экструдера на основе редукторной передачи.
RepRap
Изначально в 3D-принтерах RepRap, шаговый двигатель приводил в движение комплект шестеренок. Зубчатая передача позволяет двигателю быстро вращаться, в то время как приводной механизм вращается медленно, тем самым увеличивая крутящий момент и позволяя нити с увеличенной силой и точностью подаваться в хот-энд. Такое расположение обеспечивает быструю печать и отвод с меньшим шансом застревания материала из-за недостатка крутящего момента.
Такие устройства обеспечивали огромный крутящий момент и захват. В основном напечатаны были из ABS пластика и вес их составлял до рекордных по тем временам 330 г, при использовании Nema17.
Как пример, долгое время компанией Lulzbot применялись печатающие головки такого типа.
Gaer step moto
С распространением шаговых двигателей в 3Д принтерах, для удовлетворения требований редуктора, нашли новые возможности, включая увеличение крутящего момента 5:1, улучшение допустимой инерции и снижение вибрации двигателя. Кроме того, возможность точного позиционирования двигателей вызвала потребность в высокоточных беззазорных редукторах.
Такие редуктора с шаговым двигателем применялись в качестве Direct extrudera (Picaso, Hercules), Bowden, использовались в принтерах BCN3d.
Как пример : компания Bondtech, модель QR-M с уникальной технологией Dual-Drive разработала отличное решение для большинства 3Д принтеров.
Экструдер серии Titan, aero titan, aqua titan
Titan
Популярность экструдера E3D Titan объясняется его сверхлегким весом, что означает отличную производительность.
Titan имеет понижающую передачу 3:1, что позволяет ему перемещать без проблем как нить 1,75 мм, так и нить 3 мм.
Приблизительный вес 136 грам.
Titan хорошо работает со всеми конфигурациями, Bowden, Direct, 1,75 мм и 2,85 мм. Для переключения между диаметрами нити достаточно заменить направляющую нити и адаптер Боудена / HotEnd.
Titan aero
Объединив V6 и Titan в один блок, Titan Aero дает компактную экструзионную систему позволяющую увеличить на 25 мм высоту по оси Z по сравнению с комбинацией V6 и Titan в установке с прямым приводом.
Titan Aero построен на цельнометаллической конструкции E3D V6, что позволяет надежно печатать на 3D-принтере любым филаментом при температуре до 285 ° C в стандартной комплектации.
Titan aqua
Водяное охлаждение обеспечивает превосходные тепловые характеристики за счет охлаждения как радиатора, так и двигателя. Это позволяет Titan Aqua сохранять стабильную температуру в ситуациях, когда используется активный нагрев в камеру печати.
Titan Aqua может без проблем нагреваться до 285 ° C с прилагаемым термистором. Заменив термистор на PT100 или термопару (может потребоваться дополнительная электроника), вы можете достичь температуры до 500C0.
BMG extruder
Titan, Bondtech BMG-M задали новую планку в создании компактных и производительных экструдеров для 3D-принтера.
Экструдер Bondtech BMG сочетает в себе высокую производительность благодаря встроенному редуктору 3:1 и широко известной технологией Dual-Drive, с малым весом, всего 75 г (без двигателя), можно рассчитывать на беспроблемную подачу материала.
BMG работает как Боуден с прямым приводом приложений. Встроенный фитинг для хотэнда E3D и для шаговых двигателей Nema17. Детали корпуса профессионально напечатаны нейлоном SLS для максимальной прочности и точности.
Этот экструдер поддерживает только нить размером 1,75 мм.
Простата и эффективность этого экструдер сделала его популярным и он сразу появился на просторах Китайского рынка.
orbider extruder
При весе всего 140 граммов эта установка оснащена редуктором 7,5:1, способным подавать нить со скоростью до 200 мм/сек. Более того, тип редуктора и двигатель Nema 14 в конечном итоге дают ему общий размер корпуса, который меньше, чем у любого экструдера на основе Nema 17.
E3D Hemera
Одна из последних инноваций E3D Hemera - это экструдер с двойным приводом, который может работать как в системе Боудена, так и в системе с прямым приводом.
Он обеспечивает превосходную силу захвата, превосходя конкурентов с максимальной силой подачи более 100Н.
Еще одним отличительным аспектом E3D Hemera является специально разработанный радиатор, который обеспечивает отличное охлаждение горячего E3D V6, который может достигать температуры до 285°C
Экструдер работает на специальном двигателе E3D Hemera с номинальным током 1,33 А и углом шага 1,8 Т-образные пазы на лицевых панелях двигателей позволяют легко устанавливать его на 3Д-принтеры.
Hemera доступна только в размере 1,75 мм.
Экструдер BIQU H2 - это новейшее предложение экструдеров от BIGTREETECH. Это компактный и легкий экструдер с прямым приводом, который может надежно печатать практически любым материалом.
Чтобы сохранить низкий вес 219 г, необходима универсальная конструкция. Экструдер BIQU H2 состоит из трех частей: радиатора, шагового двигателя и хотэнда.
Он имеет двойную шестерню для хорошего сцепления с нитью и рассчитан на печать при температуре до 260C0, с возможностью модернизации до 500C.
Шаговый двигатель используется на BIQU H2 является NEMA 14. С 7: передаточным отношением 1, он использует 932 шагов/мм с 16 микрошагами, будучи рассчитан на 800 мА
LGX™ Large Gears eXtruder
Bondtech LGX является преемником известного экструдера Bondtech BMG. Основные отличия заключаются в том, что он разработан, чтобы быть легким и подходящим для прямого привода, но также имеет гораздо более крупные шестерни, которые, как предполагается, лучше удерживают нить.
7 новых функций Bondtech LGX eXtruder:
• Увеличенные ведущие колеса для лучшего сцепления с нитью
• Рычаг предварительного натяжения нити для быстрой замены нити
• Многофункциональный интерфейсный разъем для быстрой замены инструментов и приложений
• Окно обслуживания ведущего колеса для легкой очистки и обслуживания
• Компактный, легкий и симметричный дизайн для большей производительности и совместимости
• Схема монтажных отверстий для легкой и несложной установки
• Напечатанный на 3D-принтере нейлоновый корпус для максимальной прочности, точности и термостойкости
Размер: 42 х 42 х 25 мм
Вес: 224 г.
DyzeXtruder GT
Комбинация редуктора, системы двойного зажима и уникальной цельнометаллической конструкции позволяет DyzeXtruder GT выдвигать до 9 кг силы. Это более чем необходимо для всех приложений 3D-печати. Тем не менее, DyzeXtruder GT намного легче, чем традиционный экструдер с планетарной коробкой передач, что обеспечивает более быстрое ускорение принтера.
Dyze Design представляет визуально эффектный экструдер, состоящий из 3-х четко различимых частей.
Первая, чрезвычайно компактный двигатель NEMA17 (0,9 А), всего 25 мм. высоты. Этот двигатель идеально выполняет функцию перемещения шестеренок с понижением (5,65: 1).
В центральной части расположен радиатор, внутри него находится большая часть шестеренок.
И третья и последняя часть является основным блоком экструдера из анодированного алюминия, который будет отвечать за направление нити к соплу.
Масса до 300 гр.
Диаметр применяемой нити 1,75 мм
Zesty Nimble Extruder
Ребята из Zesty изначально хотели создать дельта-принтер, но в конечном итоге вместо него создали Nimble с дистанционным прямым приводом. Это означает, что вы получаете преимущества экструдера с прямым приводом без веса шагового двигателя.
Этот механизм подачи нити, который размещает шаговый двигатель (основной источник массы экструдера) дистанционно т.е. на раме приводит в действие приводной механизм через вращающийся кабель. Это дает преимущество в том, что удаляет значительную массу с дельта-эффектора, одновременно обеспечивая подачу филамента прямо на входе в hotend, как в системе с прямым приводом.
23,5 мм x 39 мм x 28,5 мм (ШxГxВ)
Вес менее 28 г
Стандартная нить 1,75 мм, возможно 3 мм
Передаточное число 30:1
Следующим в списке обзора устройств для 3D-принтеров стоит этот интересный экструдер, который отклонился от нормы, применяемой сегодня в популярных экструдерах. Он полностью металлический и использует 2 привода для проталкивания нити. Единственная шестерня, установленная на шаговом двигателе, в конечном итоге входит в зацепление с системой входной и выходной шестерни, которая проталкивает нить в двух местах одновременно.
OMG подойдет для системы подач Bowden так и Вirect.
Характеристики
Диаметр экструзионного колеса: 8 мм
Выходной крутящий момент двигателя 3 раза
Можно использовать 36 и 42 шаговых двигателя
Размеры 19,5 * 42 * 48 мм
Lightweight NF extruder
Еше один экструдер собственной разработки от компании Mellow
Коэффициент передачи NF sunrise составляет 5:1. Само расстояние от подающих шестеренок к соплу очень короткое. Что в сочетании делает экструдер более мощным и точным.
Материал корпуса-алюминий. Специальная конструкция убирает все дополнительные детали, что уменьшает вес всего 185 г и имеет сильную функцию рассеивания тепла. Высокотемпературный 36mm LDO Мотор поддерживает достаточный крутящий момент.
Применяется Bowden так и Direct.
ReXY - remote-extruder
Еще хотелось уделить внимание отечественной разработке уникального в своем роде экструдера. ReXY - remote-extruder. Украинский экструдер относиться к классу “direct” но это не совсем так как мы это себе проставляем. Хоть подача и происходит именно в самой печатной головке, как и у обычных директ экструдеров, но мотор находиться за областью печати не воздействуя на каретку своим весом, что в разы уменьшает инерцию при перемещениях и позволяет печатать с большей скоростью не теряя в качестве. Еще одним плюсом является то, что мотор не подвергается температурам и шанс пропуска шагов сведён к минимуму, а также использование мотора любой мощности и габаритов.
Экструдер состоит из конической шестерной пары с редуктором 3:1 и приводиться в действие с помощью ремня, который повторяет кинематику принтера. Для реализации задумки была модифицирована прошивка Marlin 2.0 и по заданому алгоритму высчитывает и компенсируется перемещение каретки тем самым управляет подачей пластика.
Вес головки: 250 гр.
Изучив и описав разнообразие экструдеров, предлагаемых на рынке, как с прямой подачей так и для Боудена, надеемся что читатель найдет для своего 3Д-принтера лучший.
Всем привет! После моего предыдущего поста про ремонт принтеров у меня еще +10 подписчиков) Хоть я и не претендую на роль таких уважаемых пикабушников как qepka и 80cats (мне до них далеко да и профиль работ у них другой), мне очень приятно за вашу поддержку. В этом посту хочу рассказать и показать про ремонт некоторых принтеров, которые побывали у нас в СЦ

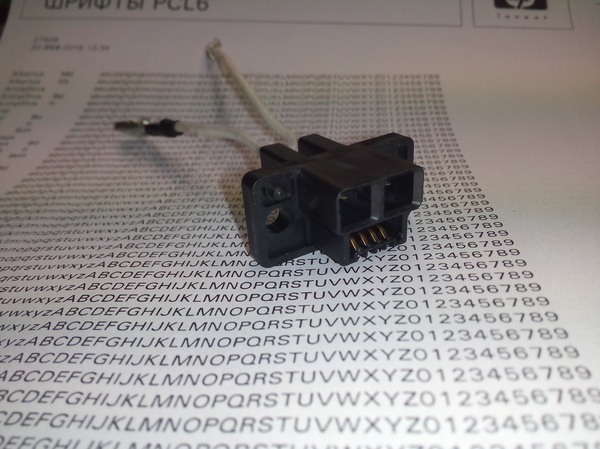
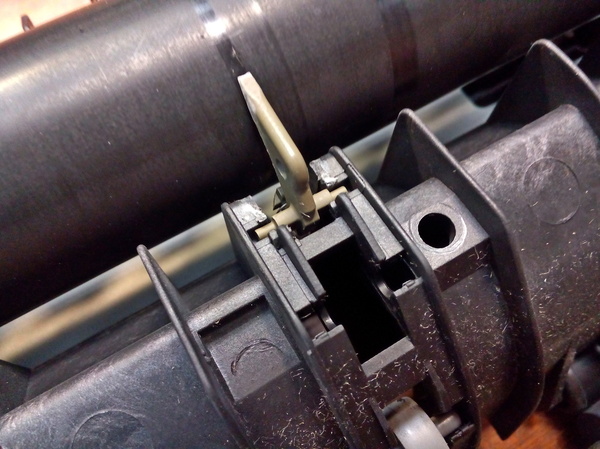
Выглядит как лицо робота с квадратными глазами) "Зубы" робота - контакты термодатчика, "глаза" - контакты лампы. Два штырька просто немного покрылись окислами, мне было лень их чистить и я поставил целиком гнездо от другого разобранного термоузла.
Далее принтер Сanon LBP3110, проблема - треск при печати, замятия. А вот тут типичная проблема - износ шестерни привода термоузла:
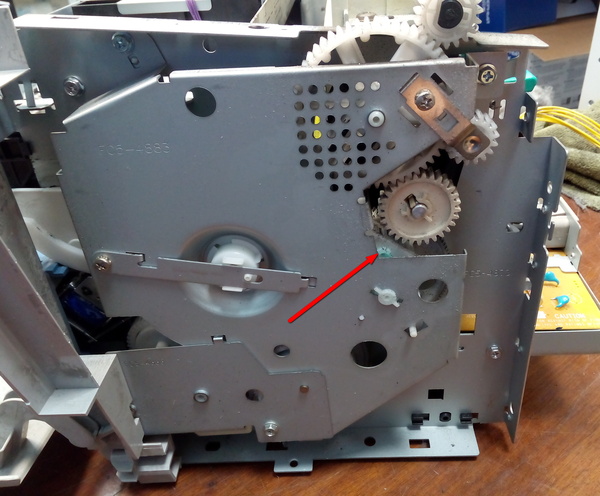
На фото другой принтер, кажется Canon MF5730, точно такая же шестерня в принтерах НР 1000/1200/1300 и многих других

Вместо зубчиков у шестерни остались тонкие пластины, естественно нормального зацепа с шестернёй резинового вала термоузла нет. Причин такого износа думаю несколько: разный материал шестерён, слабый прижим между шестернями, износ термоузла, да и сам производитель не заинтересован в том чтобы узлы долго служили
Принтер Kyocera ES 1370N. Жалоба клиента на то что лист выходит из принтера примерно на 2-3 см и останавливается. Происходит это примерно через 5-15 листов.

Обнаружил что тефлоновый вал изношен прям до металла с одного края, но после его замены неисправность осталась. Поползав по форумам по данной проблеме понял что либо неисправна оптопара на прохождение бумаги в термоузле, либо повреждён переключатель вращения выходного вала вперёд/назад (при двухсторонней печати). Проверил всё это - проблема осталась. Далее подозрение пало на муфту регистрации в редукторе. Жаль что тогда фоток мало сделал потому что руки были постоянно в смазке от шестерёнок (там непростой в разборке механизм)

В общем там оказалось три одинаковых муфты, а таких же на замену у меня не было. Решил для эксперимента поменять их местами и о чудо - принтер отпечатал сначала 50, потом ещё 100 листов без единого замятия. Такой вот полуремонт вышел. Позже на форуме прочитал что для поиска неисправности надо было распечатать лист диагностики (не помню как он точно называется), не пришлось бы долго выяснять где именно была проблема. От себя хочу добавить про принтеры фирмы Kyocera (не реклама если что ;) ) Раньше наш СЦ всем кто спрашивал про выбор принтера советовали аппараты марки Brother (как в дальнейшем оказалось это было ошибкой), теперь вот советуем либо Каноны либо Киосеры (НРшки хоть и "братья" Канонам, в программном обеспечении они бывает косячат) Если смотреть по количеству популярных аппаратов которые к нам приносят в СЦ, Киосеру приносят реже всего (аппаратов марок Panasonic, Ricoh, Oki и др. у нас в городе немного), да и часто из-за того что элементарно застряла бумага и юзеры не могут её достать. Также Киосеры удобны в заправке: просверли дырку в картридже, засыпь тонер, заклей дырку скотчем, поменяй чип и усё - навыков много не нужно. Удобно организациям, которые находятся вдали от сервисных центров да и вообще от городов и не могут часто отправлять машины с картриджами на заправку
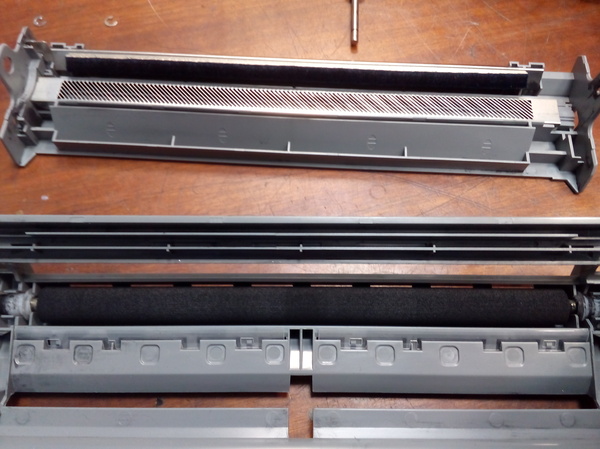
Далее ремонт НР Р2035. Печатали до последнего: после того как порвалась термоплёнка, порвался резиновый вал, остановились только тогда когда принтер стал заминать бумагу, итог: ремонт на сумму что-то около 3000 руб, а могло быть и больше, если бы сгорел нагревающий элемент (серая полоска на фотке) На фото видно что даже бумага почернела от температуры

Если вы после замятия бумаги открыли заднюю дверцу принтера и заметили вот такие кусочки резинового вала или термоплёнки (бывает они попадают в лоток или на выходе из принтера), то выключайте принтер и несите в ремонт чтобы потом непотратиться на ремонт еще больше

Часто в принтерах НР/Canon требуется замена подшипников (бушингов) резинового вала термоузла. Они сделаны из термостойкого пластика, по форме могут быть левый и правый как полукольца или один полукольцо, а другой со стороны шестерни резинового вала с петелькой от прокручивания на месте.

Привычные многим шарикоподшипники тоже ставят в принтеры, но цена таких аппаратов как правило в разы выше. В верхнем правом углу фото он сломался при попытке его достать - стёрся напрочь. Часто бывает они изнашиваются неравномерно, в таком случае возникает перекос и термоплёнка съезжает в сторону изношенного и со временем её край рвётся. Также при их износе прижим между резин. валом и нагревательным элементом становится меньше, отчего тонер плохо закрепляется на листе (изображение стирается если провести по нему пальцем). В левой части фото два красных подшипника от canon 3110/3220/5730 и аналогичных. Фишка в том что тот что выше стоит у нас в районе 200руб, а с петелькой уже почти 900руб.(!) Оптовая цена конечно будет ниже, но всё же я не понимаю в чём именно заключается его высокая цена, может кто из пикабушников знает?
Следующий принтер Brother серии 7ххх кажется и самая распространённая их проблема - плохое качество печати. Вот бывает звонит клиент и спрашивает: "Чё как там дела у моего принтера", так и хочется ответить - ебала. Ну не нравятся мне эти принтеры, вот дома у родителей стоит DCP-7030R, отец печатает редко и всё норм, а в организации где нужно много печатать - постоянно приносят с плохим качеством печати. Когда я только начал работать в сервисе пытался как-то починить картридж, почистить там, заменить фотовал, иногда вроде поможет, но чаще или при проверке опять то же самое или потом недовольный клиент опять принесёт. Самое надёжное - тупо купить новый картридж и не париться. Причём совместимый картридж не намного хуже оригинала, а цена раза в 3 меньше
Сам картридж состоит из двух частей: тонер-картридж (TN) и Фото-картридж (Drum). На фото разобранный Драм без фотовала. Вообще картриджи сами по себе это расходный материал и производители стараются каждый по своему сделать их одноразовыми, ведь это просто золотая жила для них. Кто-то например ставит чипы с защитой, которые блокируются после распечатки определенного количества листов, а фирма Brother использует вместо чипов - механизм, который в принципе несложно сбросить на 0, помимо этого они вынесли некоторые детали из принтера в картридж и сделали его как можно одноразовым. В среднем 4-5 заправок и тонер картридж начинает сыпаться, а следом и драм начинает хреново печатать. Как я уже говорил чистка и ремонт картриджа не всегда помогают. Можно почистить тонер-картридж (полностью высыпать старый тонер, взбодрить уплотнители, почистить магнитный вал, дозирующее и отсекающее лезвие), а вот с драмом сложнее. Как мы поняли начинается утечка заряда и всё.
Дальше идёт принтер НР М400 - еще один пример как производитель стремится чтобы картриджи были одноразовыми. Жалоба клиента: принтер ломает зубцы муфты привода на вращение фотовала (кстати картриджи оригинальные)

Благо муфты есть в наличии, да и со списанных можно снять. Фишка в том что на предыдущих моделях с таким же узлом привода фотовала такой фигни не наблюдалось. Если вытащить/вставить картридж, принтер начинает вращать валы, но иногда зацепление проскальзывает и со временем муфта ломается. Пришлось колхозить с крышкой редуктора чтобы прижим муфты и приводы был плотнее)
Правда потом, примерно через 3-4 месяца клиент опять принёс с той же бедой (а печатают они много). Фоток дальнейшего колхоза нет - принтером другой человек занялся. Кроме этого косяка у принтера тупящий сенсорный дисплей и косячные дрова - почти час ждешь установки, доходит до 99% и вылетает ошибка что установка идёт слишком долго, перезагрузите компьютер (если есть установленные дрова на такой же принтер - полностью их удалить и заново начать установку)
Далее по списку МФУ Toshiba e18. Довольно популярная модель с приемлемой ценой для аппарата формата бумаги А3. Клиент говорит заминает бумагу в термоузле "гармошкой". Виноват в этом сам клиент - при замятии бумагу нужно аккуратно доставать, иначе можно легко сломать посадочные места пальцев отделения бумаги:
Вот и всё на сегодня, думаю пора заканчивать) Почему у меня в посту не было струйных принтеров? Было время наш сервис вообще отказался от их ремонта т.к. выхлопа от них было мало. С недавнего времени решили опять их брать, но только устранять проблемы не связанные с качеством печати - грязное это дело, да и гарантии работы нет (максимум запустить прочистку дюз). Обычно сбрасываем ошибки, устраняем замятия, меняем ролики захвата, "памперсы" и прочее. Вместо котиков в конце - фш с Пикабу от которого я взоржал в голосину на работе: Митька Макконохов и Жорик Летов
Технология 3D-печати позволяет успешно моделировать и печатать самые разные изделия, в том числе и отличающиеся повышенной сложностью. Печать редуктора на 3D-принтере в домашних условиях имеет некоторые особенности и требует подготовки, но при этом вполне возможна.
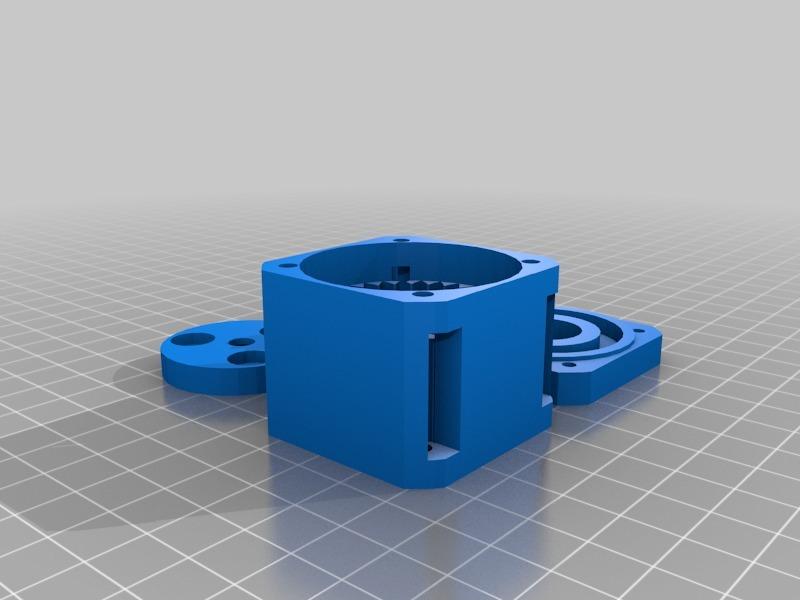
Редуктор на 3D-принтере
Редуктор представляет собой механизм, в котором преобразуется крутящий момент и мощность двигателя. Этот элемент присутствует практически в любом станке, автомобиле или другом механическом устройстве. С технической точки зрения, редуктор – это совокупность шестеренок, которые взаимодействуют друг с другом и заданным образом понижают количество оборотов двигателя до необходимой скорости вращения исполняющего узла.
В наиболее простом варианте устройство редуктора включает зацепление из основной шестерни и колеса с зубьями. В момент контакта деталей передается крутящий момент. Число вращений деталей при этом разное, этот показатель зависит от диаметра деталей и числа зубьев на них.
Шестерни и колеса должны быть неподвижно закреплены на валах или быть изготовленными совместно с ними. Устройство состоит из:
- корпуса;
- крышки;
- зацепляющей пары;
- валов;
- подшипников;
- уплотнительных колец.
Планетарный редуктор – подвид данных устройств, механизм, в котором размещены одна или несколько планетарных передач.
Планетарная передача состоит из следующих элементов:
- солнечной шестеренки, которая находится в центральной части механизма;
- сателлитов – шестерен, которые размещены таким образом, чтобы постоянно находиться в контакте с центральной шестерней;
- эпицикла – колеса с внешними зубьями и одним внутренним зубом, которое находится в зацеплении с сателлитами;
- водила – соединительного элемента для сателлитов.
Принцип устройства редуктора основан на последовательной передаче момента вращения от одного вала к другому через взаимодействие зубчатых деталей, статично закрепленных внутри корпуса.
Печать редуктора на домашнем 3D-принтере имеет свои достоинства и недостатки. К достоинствам можно отнести:
- Возможность создать деталь, идеально подходящую в данной ситуации. Пользователь может учесть все необходимые размеры и разработать модель под свои запросы.
- Сравнительно меньшую стоимость, чем при покупке готовой.
- Возможность быстро создать замену детали, которая вышла из строя. Не нужно искать аналогичную в продаже и заказывать доставку.
- Созданная самостоятельно деталь будет иметь меньший вес и габариты.
- Конструкцию можно оптимизировать под конкретный проект.
К недостаткам относятся:
- необходимость создания точной модели редуктора;
- сравнительно меньшая точность детали, чем у изделий, произведенных промышленным способом.
Как выбрать модель для редуктора на 3D-принтере?
Чаще всего современные 3D-принтеры в работе используют файлы, сохраненные в формате STL. Они описывают геометрические особенности заданного объекта в трехмерной системе координат, не уделяя внимания при этом цвету, текстуре и прочим атрибутам модели.
Создать такой файл можно в любой инженерной программе, в том числе CAD, «Компас» и др.
ВАЖНО! Для разработки моделей шестеренок необходимо, чтобы выбранная программа имела соответствующий модуль.
При разработке моделей необходимо учесть следующие параметры детали:
- желаемый диаметр;
- количество зубьев шестеренки;
- диаметр и количество зубьев приводного колеса;
- скорость вращения;
- окружную силу;
- нагрузку на ротор;
- коэффициенты зазора и смещения.
Модель для редуктора должна быть выбрана таким образом, чтобы в максимальной степени соответствовать своему предназначению.
Как печатать планетарный редуктор на 3D-принтере: пошаговая инструкция
Печать планетарного редуктора на 3D-принтере следует начать с разработки модели. Для этого потребуется:
- открыть одно из приложений, в котором доступна функция моделирования шестеренок;
- запустить расчет параметров модели и указать количество зубьев в шестеренках;
- указать модуль, рассчитав показатель исходя из диаметра зубьев и диаметра модели;
- указать коэффициент зазора (0,4 %), чтобы избежать закусывания при работе;
- указать коэффициент смещения;
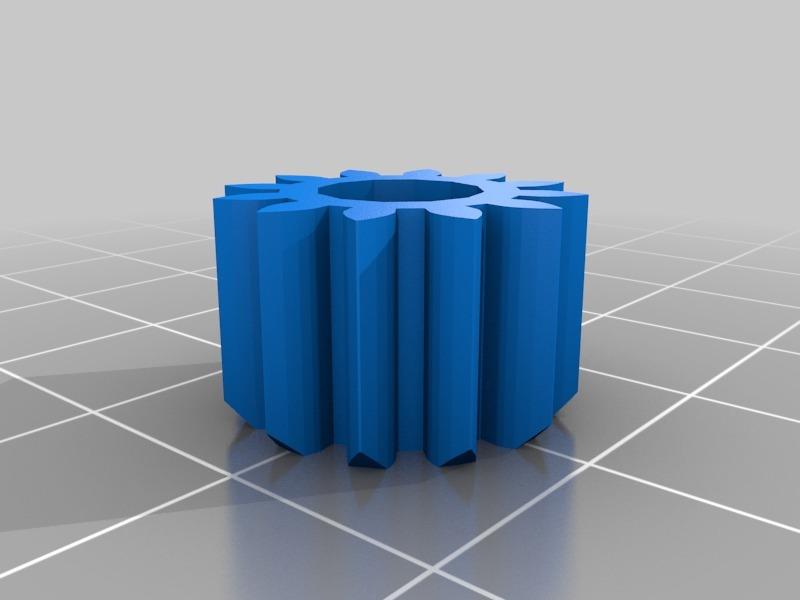
- сформировать модель шестеренки;
- построить модель корпуса детали;
- модель экспортировать и сохранить в читаемом для принтера формате.
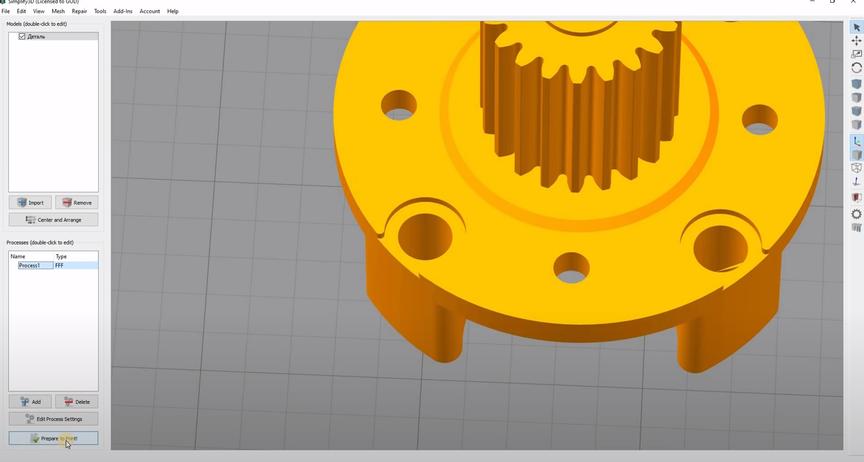
Далее потребуется настроить параметры печати 3D-принтера. Для этого следует:
- Выставить параметры печати принтера, с учетом используемого материала. Рекомендуется печатать изделие с использованием поддерживающих конструкций, напечатанных в виде прямых линий.
- Сохранить модель и переместить ее в память принтера.
- Перед началом печати следует отрегулировать стол, чтобы избежать деформации детали.
- Когда стол отрегулирован, необходимо запустить печать и дождаться нагрева экструдера до оптимальной температуры.
- Перед началом печати также следует повысить адгезию поверхности рабочего стола, покрыв ее специальным составом или пленкой. Сделать это нужно непосредственно перед началом печати, в противном случае сцепление детали с поверхностью будет недостаточным.
- Во время печати следует защитить деталь от возможных сквозняков, закрыв камеру принтера.
- После завершения печати изделие необходимо снять с поверхности стола и зачистить, убрав опорные конструкции.
- Когда все детали изделия будут напечатаны, конструкцию необходимо собрать и проверить, при необходимости проведя постобработку.
Ошибки и способы их избежать
Самыми распространенными ошибками при печати являются неверно выставленная температура печати, скорость печати слоев и недостаточная адгезия первого слоя.
Для того чтобы печать редуктора прошла по плану, необходимо:
- Отрегулировать принтер таким образом, чтобы избежать заеданий и прерывистого движения.
- Добиться оптимальной температуры в помещении или закрыть принтер специальным кожухом, чтобы избежать сквозняков. Если температурный режим собьется, изделие может деформироваться.
- Правильно подобрать филамент. Редуктор будет подвергаться серьезным нагрузкам в ходе эксплуатации, поэтому выбранный пластик должен быть долговечным и ударопрочным. Также рекомендуется выбрать пластик, в меньшей степени подверженный усадке, например, ABS.
- Отрегулировать скорость подачи нити в экструдер и температуру ее нагревания. Слишком высокая степень нагрева может привести к появлению «паутины», которая испортит изделие, и печать придется начинать заново.
- Эксплуатационные характеристики напечатанного изделия напрямую зависят от того, насколько качественно удалены опорные конструкции. Для наилучшего эффекта рекомендуется отмывать изделие в ультразвуковых ваннах со специальным составом.
Печать редуктора на домашнем 3D-принтере – процедура, требующая тщательной подготовки. Но при этом напечатанное по индивидуальным параметрам изделие будет гораздо эффективнее в эксплуатации и даст возможность его владельцу существенно сэкономить как деньги, так и время.
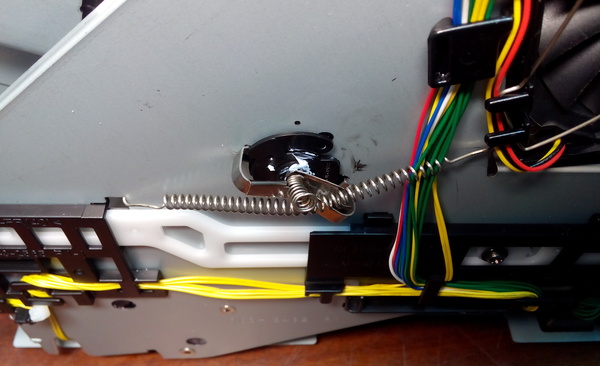
Синхронизация механизма развода секций картриджей с редуктором в аппаратах
Ситуации требующие разборки редуктора могут быть разные. Например, срезало привод ленты переноса изображения, сломаны привода фотобарабанов или привода проявок.
При неправильной сборке редуктора или отсутствия синхронизации с механизмом развода секций картриджей могут возникать такие неисправности как:
- выпадение аппарата при инициализации в ошибку «59С0»
- отсутствие одного или нескольких цветов при печати
СБОРКА И СИНХРОНИХАЦИЯ РЕДУКТОРА:
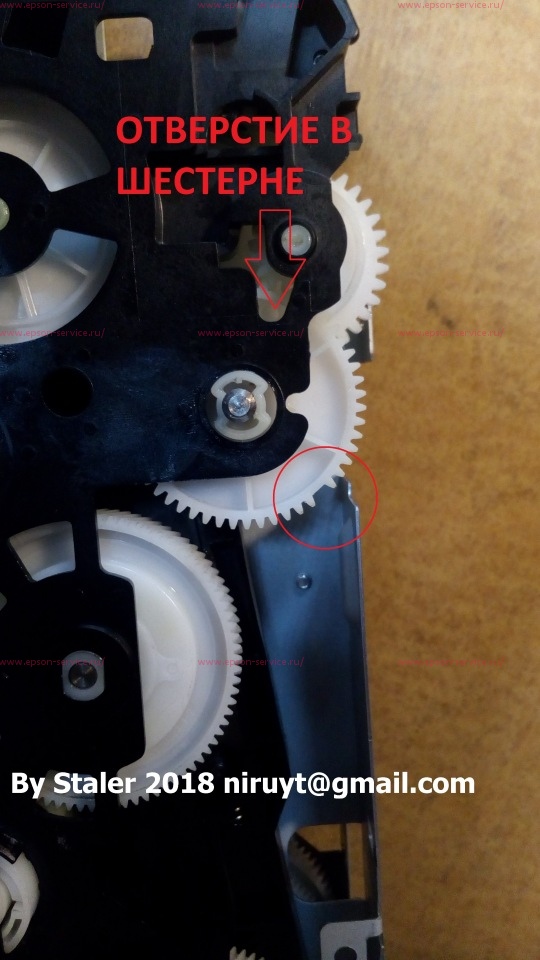
Установка шестерни редуктора
При обратной сборке редуктора следует выставить правильное положение шестерни рычагов отвода приводов проявок.
В шестерне рычагов отвода приводов проявок есть отверстие (метка) для удобства установки.
Установить шестерню надо так, что бы отверстие было соосно вырезу в раме редуктора.
На шестерне есть три сектора с пропущенными зубьями в т.ч. и напротив отверстия (об этом позднее).
Приводится шестерня рычагов через симбиотическую шестерню, управляемую соленоидом по команде с платы DC.
Момент вращения передается через группу шестерен с левого мотора, как и на привода проявок.
Правый мотор ведет фотобарабаны в картриджах и ленту переноса.
Правильное положение шестерни рычагов отвода приводов проявок, помимо соосности отверстия, должно войти в зацепление с симбиотической приводной шестерней установленной во взведенном состоянии.

Таким образом одна из трех выборок с пропущенными зубьями будет на одной линии осей этой кинематической пары.

Аппарат, во время инициализации, крутит механизм до тех пор, пока рычаг отвода приводов проявок не перекроет оптопару.

В этом положении все привода проявок механически отключаются. Это является нулевым положением для аппарата. В последствии, в зависимости от выбранного режима печати, аппарат сам подберет нужное состояние редуктора через управление соленоидом.
При неправильной установке шестерни рычагов, неисправном механизме, неисправной оптопаре, аппарат при инициализации выпадет в ошибку «59С0»
Как я сказал ранее на шестерне рычагов есть три выборки с отсутствующими зубьями. Из расположение (под 120º от оси) соответствует трем состояниям редуктора.
1 - все привода проявок отключены
2 - отключены привода только цветных проявок
3 - ПОДКЛЮЧЕНЫ привода всех четырех проявок
Это нужно для режимов работы аппарата - печать полноцветная или монохромная.
При установке редуктора в аппарат следует учесть синхронизацию положения редуктора с механизмом развода секций картриджей расположенным во внутренней части аппарата в отсеке с картриджами.
Механизм развода секций соответственно имеет три состояния
1 - все секции разведены - нулевая позиция аппарата
2 - разведены секции только цветных картриджей (черная секция сведена) - режим монохромной печати
3 - СВЕДЕНЫ все четыре секции картриджей - режим полноцветной печати
каждое из трех состояний механизма развода секций должно соответствовать трем состояниям редуктора т.е. синхронизировано
Теперь немного о механизме развода секций.
На каждом картридже, при установке в аппарат, поднимается рычаг входящий в сопряжение с толкателями мезанизма развода секций.

Управление механизмом передается от основного редуктора через фигурную ось шестерни рычагов отвода приводов проявок.
На ведущей оси шестерни, как и на ответной приводимой оси механизма имеется ключ установки (так сложилось, что ключ только для ориентира. установить по факту можно и в неправильном положении).

Для надежной синхронизации необходимо снять блок лазера, установить все 4 каририджа в лоток и задвинуть лоток в аппарат.
Проворачивая приводимую ось механизма развода секций широкой плоской отверткой по частовой стрелке, наблюдая за картриджами необходимо добиться состояния "1" механизма и произвести установку редуктора выставленного в состояние "1" с учетом положения ключа.

Произвести сборку аппарат в обратном порядке и распечатать тестовые страницы.
Читайте также: