
Печать нейлоном на 3d принтере настройки

Нейлон является более прочной и долговечной альтернативой PLA или ABS и легко печатается в 3D с помощью данных советов и рекомендаций.
Каждый, кто владеет 3D-принтером, знаком с PLA и ABS.
Если вы печатаете PLA, вы, вероятно, знаете, что, несмотря на то, что он достаточно стойкий, но также очень хрупкий. Вы не можете оставлять детали на солнце или в любом месте, где температура превышает 51 ° C.
Если вы используете ABS в печати, вы знаете, что он намного более долговечен, чем PLA, но ABS -детали не обладают прочностью литьевых деталей и часто недостаточно прочны для функциональных деталей.
Не все хотэнды одинаково полезны
Большинство 3D-принтеров имеют в стандартнй комплектации трубки PTFE. PTFE начинает разрушаться при температуре выше 240 ° C и сгорая и выделяет вредные пары. Для успешной печати с использованием нейлоновой нити вам понадобится нагреватель, который достигает температуры не менее 250 ° C.
Большинство 3D-принтеров можно легко обновить до цельнометаллического горла, чтобы печатать при температуре выше 240 ° C (температура экструзии).
Поверхность кровати: Гаролит, стекло и клей PVA
Что касается нейлона, то гаролитовые листы и стеклянные пластины являются двумя поверхностями, которые дают наиболее успешные результаты. С добавлением клея PVA, обе поверхности обеспечивают адгезию к первому слою.
Нейлоновая нить должна быть высушена перед печатью
Нейлоновая нить невероятно гигроскопична, это означает, что она легко поглощает воду из воздуха. Нейлон может поглощать более 10% своего веса в воде менее чем за 24 часа, поэтому лучше не оставлять гигроскопичные нити на открытом воздухе. При 3D-печати с нейлоновой нитью, которая не высушена, вода в нити взрывается, что препятствует хорошей адгезии слоя, значительно ослабляет деталь и ухудшает качество поверхности. Успешная 3D-печать с использованием нейлона и материалов на основе нейлона требует сухой нити.
Сухой нейлон, с другой стороны, печатается более гладким и имеет глянцевую поверхность.
Осушитель помогает сохранять нити сухими, но пакеты с осушителем далеко не достаточны для того, чтобы фактически извлечь влагу из ваших материалов для 3D-печати. Одним из способов высушивания нейлоновой нити является помещение ее в духовку при температуре 71–82 ° C на 6–8 часов. После сушки сразу же распечатайте его в помещении, где нет холода или сквозняков, или храните его в герметичном контейнере с осушителем для последующего использования.
Хотя кухонные печи способны сушить нити, лучше использовать вместо них систему сушки.
Нейлон может деформироваться
Нейлон может деформироваться примерно так же, как ABS.
При печати на стекле или гаролите требуется нагретая кровать. Клей-карандаш на основе PVA, нанесенный на кровать, является лучшим методом адгезии к кровати.
Не используйте вентиляторы которые охлаждают слои и избегайте сквозняков или прохладных комнат для достижения наилучших результатов.
Полиамидная продукция находит широкое применение в разных областях человеческой деятельности. В этом направлении особо выделяется печать нейлоном на 3D-принтере, позволяющая создавать различные высокопрочные полимерные изделия. При ее использовании необходимо учитывать ряд особенностей.
Что такое нейлон для печати на 3D-принтере?

Нейлон (nylon) — это коммерческое наименование синтетических полиамидов, хорошо подходящих для 3D-печати на принтере. Для 3D-печати может использоваться нейлон в виде порошка (SLS-технология) или филамента (FDM-технология). Наибольшее распространение находит 2-й вариант.
Рекомендуемые марки материала

От используемого филамента зависит конечное качество продукции. Наилучшие материалы поставляют следующие производители:
- Taulman. Эта американская компания изготавливает несколько видов нейлона для 3D-принтеров. Один из лучших — Taulman3D 645 Nylon. Он выпускается в виде филамента диаметром 1,75 и 2,85 мм натурального и черного цвета. Температура при печати достигает 230–265 градусов. Полимер имеет предел прочности на разрыв более 114 МПа и относительное удлинение на разрыв до 120 %.
- Stratasys. Компания выпускает полиамид Stratasys FDM Nylon 12 в виде филамента диаметром 1,75 мм. Он предназначен для наложения слоя толщиной 175–330 мкм. Материал отличается очень высокими прочностными характеристиками, позволяющими применять его даже в аэрокосмической отрасли. Еще одна перспективная марка — Stratasys FDM Nylon 12CF, представляющая собой смесь смолы Nylon 12 и измельченного углеродного волокна (содержание более 35 %). Этот полимер имеет самую высокую прочность на изгиб. Предлагается также Stratasys FDM Nylon 6, который предназначен для суровых эксплуатационных условий.
- U3print. Этот производитель предлагает Nylon Reinforced U3print в форме филамента диаметром 1,75 мм. Материал очень стоек к износу и деформациям. Отличается глянцевой поверхностью. Недостаток — наличие усадки. К универсальным инженерным пластикам относится марка Nylon Super U3print 1,75 мм 0,45 кг Natural, изготавливаемая из высоковязкой смолы РА12. Ее отличает очень низкая усадка. Компания также выпускает Nylon Super Carbon M7 U3print 1,75 черного цвета, в который добавляется углеволокно (не менее 25 %). У него практически нет усадки, и отличается он повышенной жесткостью.
- Intamsys. Данная американская компания выпускает филамент для 3D-принтера Nylon6 Intamsys 1.75mm. Отличительная черта — повышенное тепловое сопротивление материала и высокая ударопрочность.
- Print Product. Популярностью пользуется марка NYLON пластик 1,75 Print Product. Натурального и черного цвета. Этот материал близок к классическому полиамиду — высокие прочностные характеристики, но и повышенная усадка. Филамент NYLON STRONG пластик 1,75 Print Product отличается пониженной гигроскопичностью. Он хорошо подходит для деталей, работающих под активной нагрузкой.
- SolidFilament . Компания выпускает Nylon SolidFilament 1,75 натурального, белого и черного цвета. Важная особенность материала – наличие самосмазывающего свойства, что важно при изготовлении шестерней и других изнашиваемых деталей. Обладает повышенной прочностью, но и значительной усадкой.
- Bestfilament . Предлагается филамент BFNylon 1,75 мм. Перед наложением стол необходимо нагреть до 90–100 градусов. Обладает высокой жесткостью и износостойкостью.
3D-принтеры для печати нейлоном
Для печати нейлоном надо подбирать принтер, в инструкции которого указывается на возможность использования такого материала. Аппарат должен быть обязательно закрытого типа и иметь подогреваемый рабочий стол.
Wanhao Duplicator 6 Plus (D6 Plus) в корпусе
Одним из лучших миниатюрных принтеров, работающих с нейлоном, является модель Wanhao Duplicator 6 Plus (D6 Plus). Это аппарат закрытого типа, основанный на FDM-технологии. Принтер имеет устройство автоматической калибровки рабочего стола. При отключении электричества он продолжит работать на встроенном источнике. Помимо нейлона можно использовать все основные пластики, применяемые для 3D-печати.
3D-принтер Wanhao Duplicator 6 Plus (D6 Plus) в корпусе
- Гарантия 1 месяц
- Страна производитель Китай
- Печать FDM
- Практическая толщина слоя 20 мкм
- Температура печатного стола 120°С
- Температура экструдера 160-300°С
- Область рабочей камеры 200 х 200 х 200 мм
- Скорость 30-150 мм/с
- Используемые материалы ABS, PLA, HIPS, PVA
- Толщина слоя от 20
- Диаметр нити 1,75
- Диаметр сопла, мм 0,4
- Дисплей LCD
- Интерфейсы USB, SD
- высокая скорость печатания;
- высокопрочный корпус;
- миниатюрность;
- пониженная стоимость.
В данной модели прекрасно сочетаются цена, качество и функциональные возможности.
Picaso Designer X
Популярностью пользуется 3D-принтер Picaso Designer X компании PICASO 3D. Это аппарат профессионального типа с закрытым корпусом, способный использовать все важнейшие полимерные материалы. Контроль работы осуществляется системой Flow Control, обеспечивающей высокое качество печати. Температурный режим регулируется в широких пределах.

- Количество экструдеров 1
- Печать FDM
- Подогреваемая платформа да
- Температура печатного стола 150 °С
- Температура экструдера 410 °С
- Область рабочей камеры 200 х 200 х 210 мм
- Скорость до 100 см3/ч
- Толщина слоя от 10
- Диаметр нити 1,75
- Диаметр сопла, мм 0,3 (0,2-0,8)
- высокое качество печати;
- повышенная производительность;
- надежный контроль параметров экструдера и филамента;
- стабильность работы.
- небольшое рабочее пространство;
- повышенная цена.
Аппарат относится к профессиональному оборудованию, пригодному для организации выгодного бизнеса.
3D-принтер Zenit
Высокое качество послойной печати по технологии FDM демонстрирует 3D-принтер Zenit. Он имеет закрытый корпус и способен накладывать нейлон, АBS, PLA, PVA. Для стола предусмотрен регулируемый предварительный подогрев. В рабочую камеру интегрирован эффективный обдув.

- Программное обеспечение RepetierHost, Slic3r
- Страна производитель Россия
- Количество экструдеров 1
- Печать FDM
- Разрешение по оси Z 0,01 мм (10 микрон)
- Скорость перемещения 300 мм/с
- Точность по осям X, Y, мм 0,04 мм (40 микрон)
- Область рабочей камеры 240 х 215 х 230 мм
- Скорость 35 см3/час
- Толщина слоя от 50 мкм
- Диаметр нити 1,75
- Диаметр сопла, мм 0,3
- Интерфейсы USB 2.0, SD-карта
- небольшие габариты и малый вес;
- полная адаптация к российским условиям;
- универсальность;
- надежный протяжной механизм для филамента.
- недостаточный зазор до сопла;
- претензии к качеству разогрева стола.
В целом принтер обеспечивает высокое качество печати и высоко оценивается российскими пользователями.
Anycubic i3 Mega Pro
В топ лучших моделей входит 3D-принтер Anycubic i3 Mega Pro. Он является лидером по цене в своем классе. В аппарате предусмотрена возможность лазерной гравировки. Рама выполнена из стального профиля. Сопло позволяет использовать филамент разных цветов. Можно печатать тонкие гибкие изделия.
Недавно на наш адрес пришла посылка от компании Plexiwire. В посылке были образцы трех видов материала Нейлон для тестирования - Nylon, Nylon+1% иNylon+2,5%. Поскольку у нас был пробник Nylon+, было решено провести сравнительный тест четырех образцов.

Внешне материал для 3D-печати Nylon+ отличается цветом - он имеет естественный натуральный цвет, остальные образцы - чуть прозрачнее.
До начала печати, как и положено, тестируемые материалы Нейлон были просушены в духовке для сушки полимеров при температуре 80°С в течение четырех 4 часов.
Для определения оптимальной температуры работы с пластиком Нейлон, суть первого теста состояла в печати Температурных столбиков. Во всем диапазоне температур от 260 до 222 градусов в процессе 3d-печати пластик ложился ровно и не расслаивался.

При механическом воздействии - резка температурного столбика канцелярским ножом - определили, что от 220 до 235 градусов слои раскалываются, а при температуре 240 0 С и выше спекаемость слоев хорошая и изделие не раскалывается.
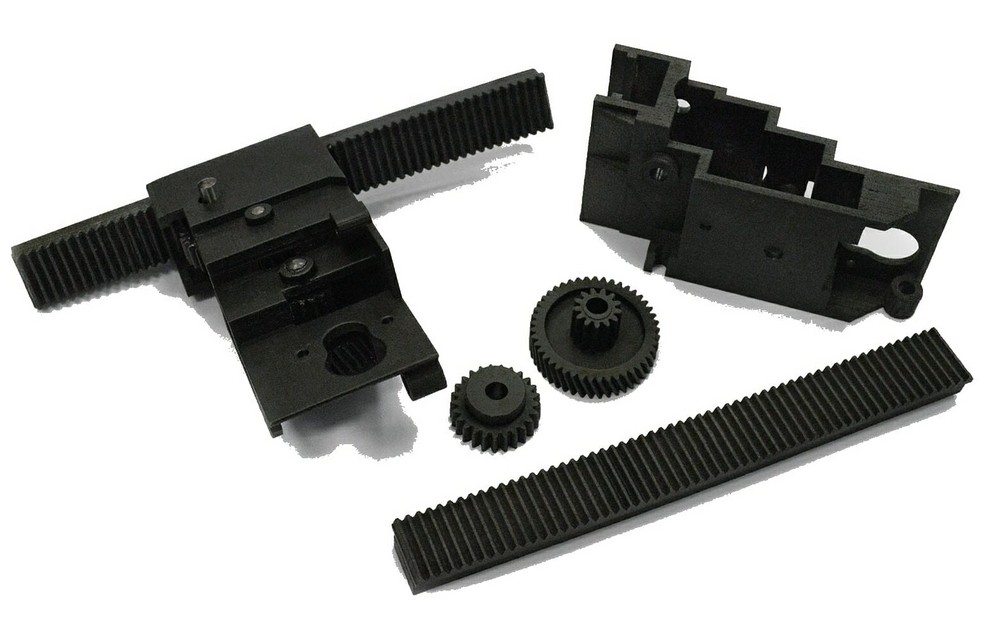
В качестве тестовой модели была выбрана двойная косозубая шестерня небольшого размера.

Для того, чтобы обеспечить хорошую адгезию к столу, был применен один из наших проверенных методов печати с такими установками:
Параметры 3Dпечати:
Температура головки – 260 °С-первые два слоя, - 245 °С -последующие
Температура стола – 40 °С
Высота слоя – 0.25 мм
Плотность заполнения – 50 %
Скорость печати по внешней границе – 20 мм/с
Скорость печати по внутренней границе – 50 мм/с
Скорость заполнения – 50 мм/с
Тип прилипания к столу: Кайма (Brim)
Рекомендуемые производителем параметры температуры для печати:
Температура головки – 220 - 240 °С
Температура стола – 100 - 120 °С
Подготовка к 3D печати
Перед началом работы обязательно очищаем стеклянную поверхность от клеящего вещества и загрязнений. Наносим сплошным тонким слоем клей ПВА D3, стараясь распределить клей равномерно по всей поверхности той части стола, на которой будет печататься модель.
Ждем пока клей высохнет.
Печать.
Стол 3D-принтера Epo3d+ разогреваем до 40 °С, а печатающую головку до 260 °С и начинаем печать. Первый слой печатаем на маленькой скорости 10 – 20 мм/с. При печати первых слоев нужно задавать повышенную температуру - такой режим обеспечит хорошее прилипание слоев между собой и к стеклу. Далее понижаем температуру до 245 °С. Именно такую температуру мы определили как оптимальную после исследования температурного столбика.
Таким образом, создается остывшая нижняя часть модели, которая не дает печатаемому образцу деформироваться.
При переходе принтера к печати меньшей по диаметру шестерни для предотвращения смещения слоев включаем обдув примерно на 20% и снижаем скорость печати.
Закончив печать всех четырех образцов из материала Нейлон, проводим сравнение и делаем выводы.
Nylon+

Цвет настоящего полиамида с легкой желтизной. Слои ложатся не совсем ровно, но не расслаиваются. При снятии “брима” произошло расслоение между 2 и 3 слоем на одном участке. Пластик частично отклеился от стола. Легко снимается ножом.
Nylon

Цвет натуральный полупрозрачный. Слои легли хорошо, без расслоения. Снять кайму руками не удалось, пришлось срезать ножом. От стеклянной платформы отклеились только зубья. С платформы снимается легко.
Nylon +1%

Цвет такой же, как и у Nylon. Модель напечаталась аккуратно и без расслоений. Первый слой хорошо прилип к платформе, без деформаций. Однако, из-за неравномерно нанесенного клея небольшой участок прилип недостаточно хорошо. Впрочем, это не относится к свойствам материала Нейлон, а говорит о необходимости аккуратной и тщательной подготовки к 3D печати.
Nylon +2,5%

Такие же характеристики как и Nylon +1%, не видно различий. Модель распечатана с помощью подложки (raft).
Подведем итог
Из проведенного эксперимента делаем вывод, что все четыре разновидности пластика Nylon показали себя с хорошей стороны как материалы для 3D-печати.
Все виды пластика Нейлон не любят большой скорости печати.
Самое важное отличие Nylon+1% и +2,5% в том, что не было отклеивания от стола.
Метод 3D-печати, который применялся для теста, в целом обеспечил удовлетворительные результаты и может быть основнымтдля дальнейших экспериментов.

Полиамиды — это широкий спектр филаментов с уникальными физическими свойствами. Толстостенные изделия из PA — жесткие, а тонкостенные — гибкие. В том числе благодаря этому свойству материал подходит для печати изделий, совершенно разных по свойствам и назначению. Кроме чистых филаментов, на рынке существуют модификации, усиленные карбоновым волокном, стекловолокном и другими присадками.

Однако хранение и печать полиамидом требуют особых условий. Читайте статью, чтобы узнать о разных нюансах FDM 3D-печати полиамидами.
Чтобы узнать о 3D-печати полиамидом по более эффективной и дорогостоящей технологии SLS, применяемой в промышленности и дизайне, читайте наш подробный обзор SLS.
Содержание
О полиамиде
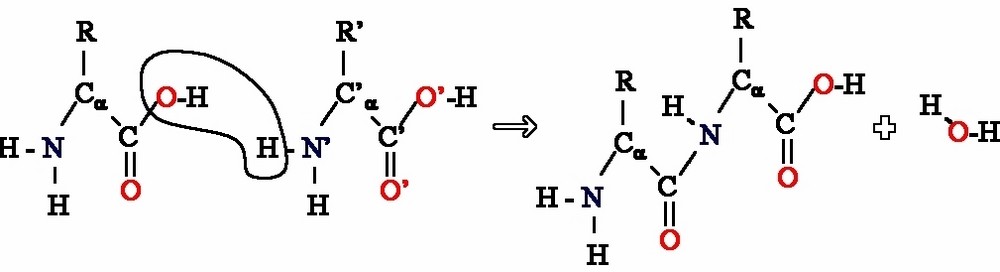
Полиамиды — это широкий спектр полимеров с составными звеньями, имеющими амидные группы. Полиамиды встречаются в природе в виде протеинов, известными примерами являются шерсть и шелк. Синтезированные полиамиды используются в различных сферах промышленности.
Коммерческое название синтетических полиамидов — нейлоны (nylon). В данной статье термины «3D-печать полиамидом» и «печать нейлоном» синонимичны. Также следует отметить, что в 3D-печати используется два типа полиамидных материалов. При использовании технологии SLS применяются порошки, например — Sinterit PA12. С точки зрения пользовательского опыта, использование такого полимера не отличается от использования другого порошкообразного материала. В этой статье мы рассмотрим особенности 3D-печати полиамидом по технологии FDM.
История


В 1940-х было запущено производство альтернативного материала Nylon 6, а в последующие десятилетия на рынке появились Nylon 12, Nylon 4,6 и другие марки синтетических полиамидов. Этот материал используется в различных сферах. Из него шьют недорогую прочную одежду, производят наружные элементы автомобилей (дверные ручки и решетки радиаторов), переключатели на электрических щитах, затяжки на роликовых коньках и многие другие детали, с которыми мы ежедневно взаимодействуем. Одним из самых известных полиамидов, благодаря его исключительной прочности, является кевлар.
Характеристики
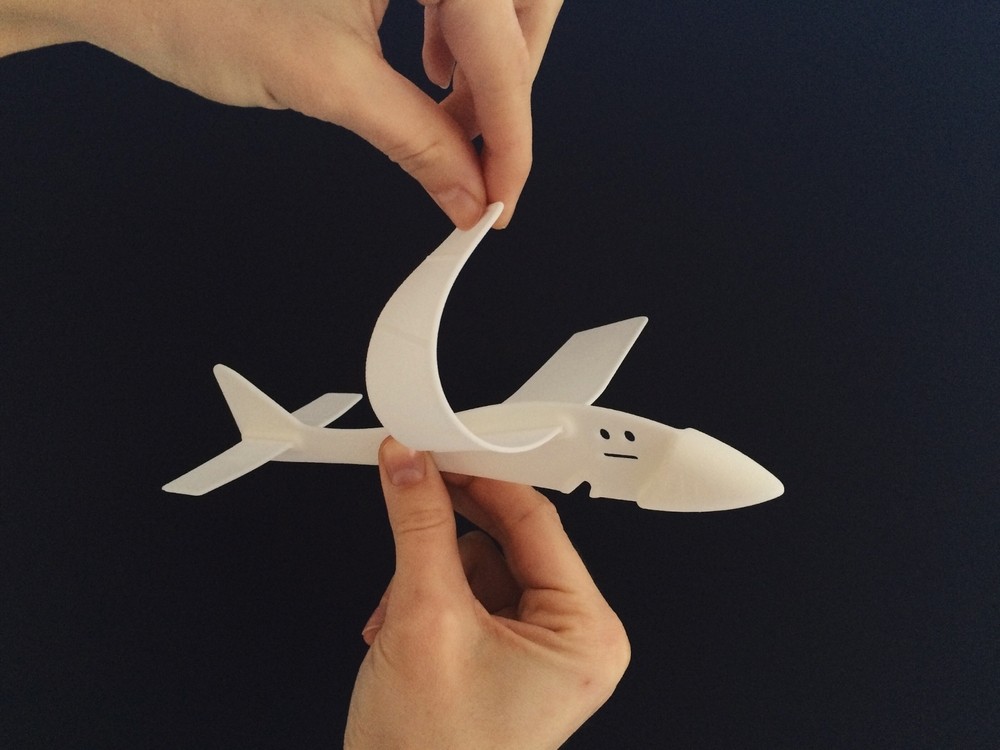
Полиамид — светлый пластик, физические свойства которого зависят от толщины изделия. Тонкостенные изделия гибкие, но прочные. Массивные изделия из нейлона жесткие, сравнимые с сделанными из ABS-пластика. Нейлон хорошо переносит колебания температур, он устойчив к истиранию и к воздействию ультрафиолета.
Основные характеристики полимера (для Nylon 6):
Плотность: 1,14 г/см³;
Прочность и гибкость;
Устойчив к разбавленным кислотам и растворам щелочей при комнатной температуре;
Температура плавления: 221 °C;
Температура стеклования: 45 °C;
Стойкость к нагреву до 160 °C.
Двумя наиболее важными полиамидами являются гексаметилен адипамид (нейлон 6,6) и поликапролактам (нейлон 6). Материалам присущи исключительные механические свойства: высокая прочность на растяжение, высокая гибкость, хорошая упругость и высокая ударная вязкость. Их легко красить, они демонстрируют отличную износостойкость благодаря низкому коэффициенту трения (самосмазывание). Оба полиамида имеют высокую температуру плавления и температуру стеклования, что обеспечивает хорошие механические свойствам при повышенных температурах.
Нейлон 6 и нейлон 6,6 устойчивы к маслам, щелочам и многим растворителям. Основным ограничением материала является сильная чувствительность филамента к влаге (вода действует как пластификатор). Например, предел прочности при растяжении влажного полиамида может на 50 процентов уступать данным сухого полиамида. По сравнению с этими материалами нейлон 12 менее гигроскопичен: это свойство обеспечивает большое количество метиленовых групп в основной цепи полимера. Nylon 12 обладает лучшей влагостойкостью, стабильностью размеров и электрическими свойствами, но температура плавления и механические свойства материала ниже.
Наряду с чистыми полимерами, для 3D-печати доступны композитные филаменты, в состав которых входит карбоновое волокно.
Достоинства и недостатки
Достоинства:
Устойчивость к высоким температурам;
Высокая прочность на разрыв;
Гибкость, которая зависит от габаритов готового изделия;
Устойчивость к УФ-излучению;
Отсутствие неприятного запаха в процессе 3D-печати;
Устойчивость к истиранию;
Возможность окрашивания филамента и покраски по готовому изделию;
Возможность вторичной переработки.
Недостатки:
Сложный процесс печати.
Меры предосторожности
Вредное воздействие полиамида возможно при переработке при температурах выше 300 °C. В таком случае возможно выделение токсичных веществ: аммиака, окиси и двуокиси углерода. При отравлении продуктами разложения или при вдыхании нейлоновой пыли наблюдается раздражение верхних дыхательных путей.
Хотя в процессе 3D-печати полиамидом не образуется неприятный запах, проводить работу рекомендуется в хорошо проветриваемом помещении.
Использование полиамида в 3D-печати

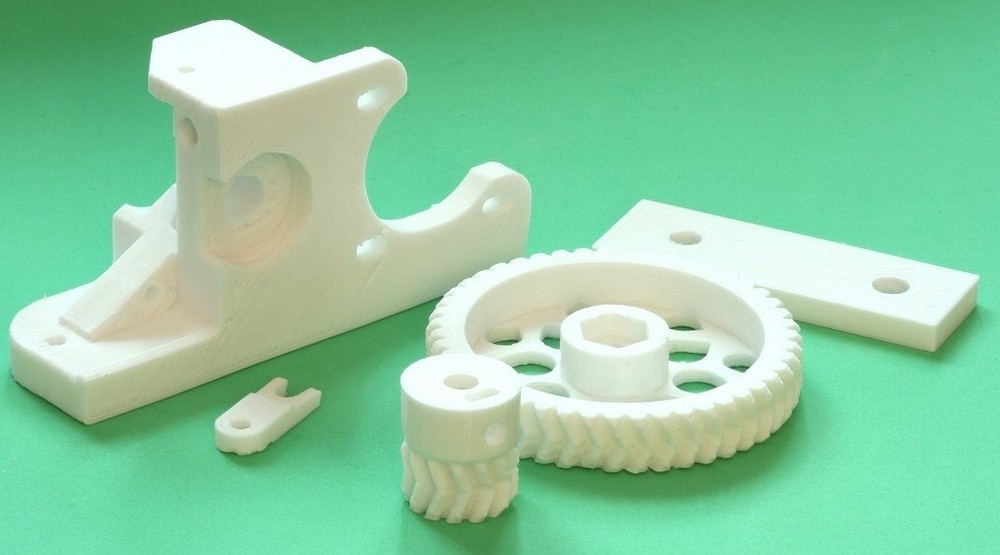
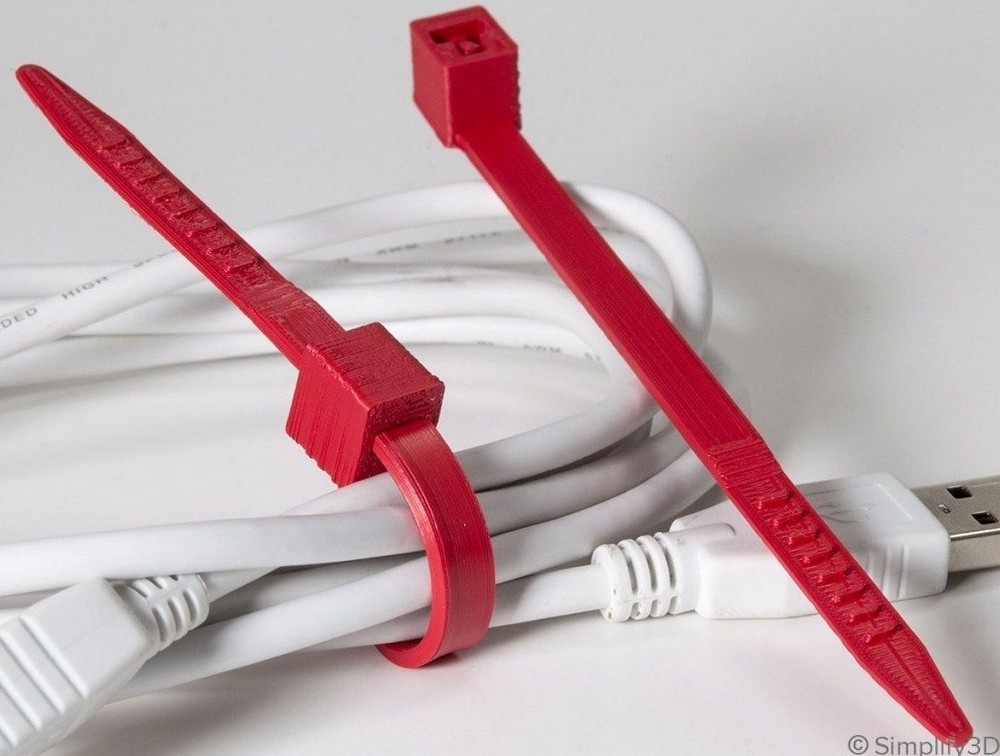
3D-печать полиамидом отлично зарекомендовала себя в разных сферах промышленности и дизайна. Имея в наличии 3D-принтер и полиамидный филамент, можно создавать прочные детали механизмов и дизайнерские предметы. Одной из особенностей нейлона, наряду с прочностью к истиранию, является самосмазка. Поэтому из нейлона в промышленном и штучном масштабе создают шестерни. Различного рода пластиковые затяжки тоже производятся из нейлона: изделия получаются оптимально гибкими.

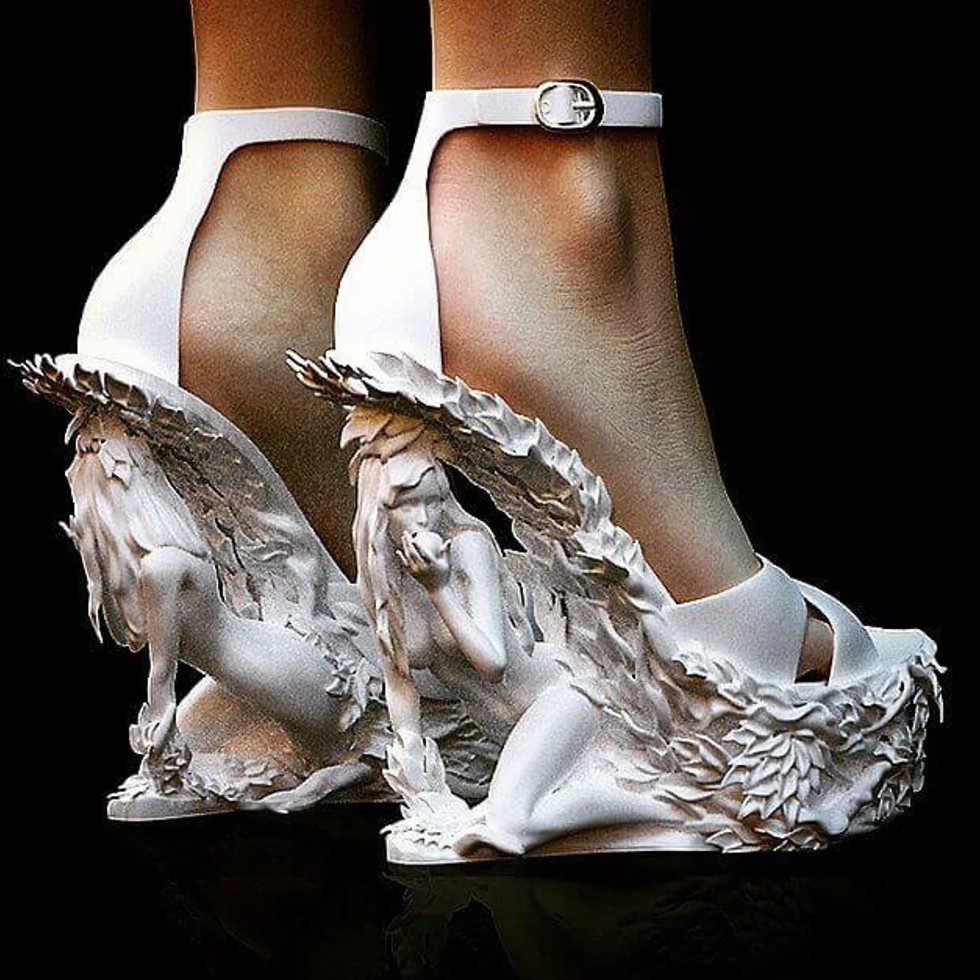
Нейлон по тактильным ощущениям превосходит другие распространенные пластики. Поэтому на протяжении десятилетий из него производят ткани, из которых создают традиционную одежду. В 2014 году нью-йоркская дизайнерская студия Nervous System представила миру оригинальное платье, напечатанное из Nylon на 3D-принтере (см. Фото выше). Идея заключается в том, что каждое платье печатается специально по фигуре: дизайнер получает необходимый размер после сканирования тела. Платье печатают на 3D-принтере одним фрагментом. Оно состоит из 2,2 тыс. треугольников, соединенных 3,3 тыс. Шарниров.

Такая конструкция во время движения пластично колеблется, что создает уникальный образ.

Особенности 3D-печати полиамидом
Хранение филамента

Полиамидные филаменты достаточно гигроскопичны, поэтому они могут впитывать даже атмосферную влагу. Чтобы предотвратить отсыревание филамента, перед длительным хранением его необходимо запечатать в вакуумный пакет с силикагелем. Если существует подозрение в ненадлежащем хранении нейлона, перед печатью филамент следует просушить в специальной сушилке, например — Wanhao Boxman-2.
Нагрев платформы
Перед началом печати полиамидом следует выполнить ряд действий для адгезии первого слоя. Рекомендуется использовать стеклянный рабочий стол, покрытый пластиной гаролита или PEI. Печатный стол следует смазать клеем и разогреть до температуры 60 — 90 °C, для некоторых типов филамента температуру печатного стола следует довести до 120 °C. Чтобы снизить риск коробления слоёв, лучше использовать 3D-принтер закрытого типа.
Скорость и параметры печати
3D-печать из нейлона допускается проводить на высокой скорости: до 70 мм/с. При печати элемента, содержащего большое количество мелких деталей, оптимальная скорость может составлять менее 40 мм/с.
Охлаждение при печати
Печать полиамидом осуществляется при высокой температуре, из-за чего даже частичное охлаждение может привести к короблению слоёв. Чтобы обеспечить максимальное качество при печати, кулеры необходимо выключить. Лучше всего печатать изделия из нейлона на 3D-принтере, оснащенном подогревом камеры.
Обработка детали из полиамида
Минимальная обработка
Особенность нейлона в том, что изделие можно использовать сразу после печати. Если печать осуществлялась с использованием легко растворимой поддержки из PVA, то растворение поддержек в воде будет единственным действием. Для предотвращения коробления рекомендуется печатать изделия из нейлона с рафтом — это дополнительный слой на основании изделия, увеличивающий адгезию к платформе. При печати с рафтом, после снятия детали с платформы, тот легко удаляется.
Покраска
Покраска готовых изделий из нейлона — процесс достаточно простой. Для работы необходим сосуд с водой, краситель для синтетических материалов, груз, чтобы удерживать изделие в воде, плита, и два сосуда, для покраски и охлаждения. Перед началом окраски необходимо убедиться, что на детали не осталось следов клея или малярного скотча. В сосуде для покраски развести необходимое количество красителя, поставить сосуд на плиту и довести температуру до 60 — 70 °C, опустить нейлоновое изделие в раствор и подождать несколько минут, чтобы получить цвет оптимальной насыщенности. Затем остудить окрашенную деталь в холодной воде.
Склеивание

Полиамид — достаточно сложный для склеивания материал. Самым простым решением будет полиуретановый клей, который предназначен для склеивания буквально любых материалов. Еще один универсальный метод — использование эпоксидной смолы. Обычный суперклей (цианакрилат) тоже можно использовать, но отличный результат не гарантирован.
Популярные 3D-принтеры, которые печатают полиамидом
Anycubic MEGA X
Температура платформы: 100 °C;
Температура экструдера: 250 °C;
Высота слоя: 0,2 мм.
Для 3D-печати полиамидом можно использовать бюджетные принтеры открытого типа, например Anycubic MEGA X. Стеклянный стол рекомендуется разогреть до 100 °C и смазать клеем для адгезии.
Picaso Designer X Pro
Температура платформы: 90 °C;
Температура экструдера: 240 °C;
Высота слоя: 0,2 мм.

3D-принтер Picaso3D Designer X Pro позволяет регулировать температуру платформы, температуру в камере и температуру экструдера в широких диапазонах значений. Закрытая терморегулируемая камера значительно упрощает печать такими материалами, которые в других условиях вызывают сложности, и лучше всего подойдет для печати полиамидом.
Проблемы при печати полиамидом
Наиболее распространенные проблемы при печати нейлоном — это коробление и расслоение. Следует помнить, что полиамид — материал, который требует и особых условий хранения, и тщательной подготовки перед печатью.
Нейлон — гигроскопичный материал, который с течением времени напитывается влагой даже при комнатной температуре. Если печатать отсыревшим филаментом, модель будет расслаиваться. Вторая проблема, коробление, возникает из-за ошибок в процессе печати. Поскольку изделия из нейлона печатают при высокой температуре экструдера и печатного стола, то в процессе работы, на 3D-принтере открытого типа, еще не застывший материал может резко охладиться, из-за сравнительно низкой температуры окружающей среды, что приведет к браку.
Чтобы предотвратить расслоение детали следует:
При длительном хранении, запечатать филамент в вакуумную упаковку с силикагелем.
Перед печатью, особенно при неизвестных условиях, высушить катушку с филаментом в специальном устройстве.
Чтобы не было коробления детали, рекомендуется:
Использовать принтеры закрытого типа, с подогревом печатной камеры.
Использовать клей для адгезии первого слоя.
Добавлять к нижним слоям детали рафт — широкие поля высотой в несколько слоев.
Примеры напечатанных изделий из полиамида


Итого
Использование полиамидов существенно расширяет возможности специалистов по 3D-печати. Печать полиамидами открывает широкие возможности для творческих поисков — при создании сравнительно небольших изделий можно получить заметное различие в физических свойствах готовых объектов, незначительно изменив параметры печатаемого объекта. Поскольку полиамид позволяет создавать и гибкие, и жесткие конструкции, его можно назвать универсальным материалом для 3D-печати.
Купите полиамиды в Top 3D Shop — получите оригинальные качественные материалы по разумной цене.
Читайте также: