
Ошибка err5 3д принтер
Бывают ситуации, когда по какой-либо причине 3Д принтер остановил печать. И для многих это проблема, поскольку, если было напечатано пару слоев, то начать печать заново можно и это не накладно. Но если модель была напечатана наполовину или даже больше, то тратить снова время на новую печать, расходовать заново материал слишком накладно.
Причин, по которым остановилась печать, может быть масса:
· банальное отключение энергии;
· сбой в работе принтера;
· засорение сопла экструдера;
· отклеивание слоя и прочие проблемы некорректной печати.
Не все принтеры оснащены функцией возобновления печати с определенного места. Более того, таких на данный момент меньшинство. А поэтому придется все проблемы решать самостоятельно.
Данный материал посвящен именно этой проблеме. Мы рассмотрим GСode и универсальный способ продолжения печати с конкретного слоя.
Как работает софт для 3Д печати?
Это первый вопрос, который следует разобрать. Любой 3Д принтер работает по одному и тому же принципу, независимо от технологии печати. Модель сначала разбивается на большое количество тончайших горизонтальных, параллельных друг другу слоев. Если печать осуществляется по технологиям FDM, DLP, то каждый слой разделяется на множество линий, которые как бы прорисовываются печатающей головкой или лазером. В случае с технологией DLP каждый слой представляет собой растровое изображение, которое засвечивается сразу. Ширина линии при этом будет для FDM принтера – диаметр выбранного для печати сопла, а высота будет устанавливаться толщиной слоя. То есть для экструдера задается определенный маршрут, так сказать карта, по которой он будет формировать слой. Эта карта будет представлена в виде определенного набора команд. Именно этот набор и называется GCode. Этот код формируется специальными программами в автоматическом режиме. Эти программы называются слайсерами. Они нарезают модель на слои по заданным параметрам и формируют GCode. Яркими представителями таких программ являются Cura, Slick3r и прочие.
В G-коде каждый вектор траектории печатной головки задается посредством декартовых координат. Кроме того файл с кодом содержит ряд другой информации:
· скорость экструзии и пр.
Изначально GCode разрабатывался специально для ЧПУ станков, поэтому в нем могут содержаться разнообразные функции, команды. Однако для 3Д принтеров GCode намного проще.
Слайсеры, которые работают с 3Д принтерами , печатающими по технологиям SLA, DLP работают несколько по иному принципу, и сам формируемый код будет содержать немного иную информацию, поскольку пластик не выдавливается, работает не печатная головка, а лазер, управляемый проекторами, гальванометрами, зеркалами и т.д. В DLP вообще весь слой засвечивается за один раз, то есть единым пятном.
Возобновление печати при помощи слайсера Cura на FDM принтерах
Рассмотрим процесс возобновления печати на примере benchy – хорошо известной всем 3Д модели. И первый совет – не стоит перемещать недопечатанную модель, поскольку ее установить на то же самое место с точностью до миллиметров не получится.
Данный метод позволяет не только возобновлять печать с определенного места в случае неудачи или форсмажора, но и при печати модели одним экструдером, но разными материалами или пластиком разных цветов. Для этого предварительно вам потребуется сделать GCode в ручном режиме, а в ходе печати останавливать машину и менять нить.
Итак, первое действие – нужно замерить высоту полученного изделия. Для этого необходимо воспользоваться цифровым штангенциркулем. Чем точнее будет замер, тем менее заметным будет то место, где печать была приостановлена.
Второе действие – при помощи слайсера Cura вам необходимо найти тот слой, который будет соответствовать высоте вашего отпечатка. В нашем случае высота составила 12мм. Печать осуществлялась при толщине слоя 0,15мм. Таким образом, в GCode эти данные будут соответствовать слою номер 80.
Программа SciTE служит для редактирования исходников. Именно ее используем для дальнейшего шага – открываем в ней наш GCode. Данный софт отличается простотой и интуитивной понятностью. При открытии файла с кодом обязательно выберите «All files».
Следующий шаг – в GCode нужно найти слой 80. Для этого объявляем поиск: «Sear > Finde > LAYER:80».
Anet A6 выдал Err: MAXTEMP и 300 градусов температуры экструдера при холодном.
Термистор показывает 85к при 26 в комнате, в пальцах опускается до 70к - живой.
Обрыва от E_T через контрольную точку T56 до T55 и пин 30 контроллера нет, а вот сопротивление к земле 99-100 ом. Рядом керамика, меряю каждого - у E_T 100 ом, у B_T обрыв. Поменял керамику - принтер работает.
Прежде чем лезть в него, попытался слить прошивку, но это не удалось. Первый раз после подключения USBASP ошибки такие:
Пли повторных попытках всегда так пока USBASP не отключишь и подключишь опять:
Неужели никто еще не пытался слить прошивку с Анетов? Защищены они или нет?Информация Неисправность Прошивки Схемы Справочники Маркировка Корпуса Сокращения и аббревиатуры Частые вопросы Полезные ссылки
Справочная информация
Этот блок для тех, кто впервые попал на страницы нашего сайта. В форуме рассмотрены различные вопросы возникающие при ремонте бытовой и промышленной аппаратуры. Всю предоставленную информацию можно разбить на несколько пунктов:
- Диагностика
- Определение неисправности
- Выбор метода ремонта
- Поиск запчастей
- Устранение дефекта
- Настройка
Неисправности
Все неисправности по их проявлению можно разделить на два вида - стабильные и периодические. Наиболее часто рассматриваются следующие:
- не включается
- не корректно работает какой-то узел (блок)
- периодически (иногда) что-то происходит
О прошивках
Большинство современной аппаратуры представляет из себя подобие программно-аппаратного комплекса. То есть, основной процессор управляет другими устройствами по программе, которая может находиться как в самом чипе процессора, так и в отдельных микросхемах памяти.
На сайте существуют разделы с прошивками (дампами памяти) для микросхем, либо для обновления ПО через интерфейсы типа USB.
Схемы аппаратуры
Начинающие ремонтники часто ищут принципиальные схемы, схемы соединений, пользовательские и сервисные инструкции. Это могут быть как отдельные платы (блоки питания, основные платы, панели), так и полные Service Manual-ы. На сайте они размещены в специально отведенных разделах и доступны к скачиванию гостям, либо после создания аккаунта:
Справочники
На сайте Вы можете скачать справочную литературу по электронным компонентам (справочники, таблицу аналогов, SMD-кодировку элементов, и тд.).
Marking (маркировка) - обозначение на электронных компонентах
Современная элементная база стремится к миниатюрным размерам. Места на корпусе для нанесения маркировки не хватает. Поэтому, производители их маркируют СМД-кодами.
Package (корпус) - вид корпуса электронного компонента
При создании запросов в определении точного названия (партномера) компонента, необходимо указывать не только его маркировку, но и тип корпуса. Наиболее распостранены:
- DIP (Dual In Package) – корпус с двухрядным расположением контактов для монтажа в отверстия
- SOT-89 - пластковый корпус для поверхностного монтажа
- SOT-23 - миниатюрный пластиковый корпус для поверхностного монтажа
- TO-220 - тип корпуса для монтажа (пайки) в отверстия
- SOP (SOIC, SO) - миниатюрные корпуса для поверхностного монтажа (SMD)
- TSOP (Thin Small Outline Package) – тонкий корпус с уменьшенным расстоянием между выводами
- BGA (Ball Grid Array) - корпус для монтажа выводов на шарики из припоя
Краткие сокращения
При подаче информации, на форуме принято использование сокращений и аббревиатур, например:
| Сокращение | Краткое описание |
|---|---|
| LED | Light Emitting Diode - Светодиод (Светоизлучающий диод) |
| MOSFET | Metal Oxide Semiconductor Field Effect Transistor - Полевой транзистор с МОП структурой затвора |
| EEPROM | Electrically Erasable Programmable Read-Only Memory - Электрически стираемая память |
| eMMC | embedded Multimedia Memory Card - Встроенная мультимедийная карта памяти |
| LCD | Liquid Crystal Display - Жидкокристаллический дисплей (экран) |
| SCL | Serial Clock - Шина интерфейса I2C для передачи тактового сигнала |
| SDA | Serial Data - Шина интерфейса I2C для обмена данными |
| ICSP | In-Circuit Serial Programming – Протокол для внутрисхемного последовательного программирования |
| IIC, I2C | Inter-Integrated Circuit - Двухпроводный интерфейс обмена данными между микросхемами |
| PCB | Printed Circuit Board - Печатная плата |
| PWM | Pulse Width Modulation - Широтно-импульсная модуляция |
| SPI | Serial Peripheral Interface Protocol - Протокол последовательного периферийного интерфейса |
| USB | Universal Serial Bus - Универсальная последовательная шина |
| DMA | Direct Memory Access - Модуль для считывания и записи RAM без задействования процессора |
| AC | Alternating Current - Переменный ток |
| DC | Direct Current - Постоянный ток |
| FM | Frequency Modulation - Частотная модуляция (ЧМ) |
| AFC | Automatic Frequency Control - Автоматическое управление частотой |
Частые вопросы
Как мне дополнить свой вопрос по теме Про 3Д принтеры тут можно? Ошибка температуры экструдера?После регистрации аккаунта на сайте Вы сможете опубликовать свой вопрос или отвечать в существующих темах. Участие абсолютно бесплатное.
Кто отвечает в форуме на вопросы ?
Ответ в тему Про 3Д принтеры тут можно? Ошибка температуры экструдера как и все другие советы публикуются всем сообществом. Большинство участников это профессиональные мастера по ремонту и специалисты в области электроники.
Как найти нужную информацию по форуму ?
Возможность поиска по всему сайту и файловому архиву появится после регистрации. В верхнем правом углу будет отображаться форма поиска по сайту.
По каким еще маркам можно спросить ?
По любым. Наиболее частые ответы по популярным брэндам - LG, Samsung, Philips, Toshiba, Sony, Panasonic, Xiaomi, Sharp, JVC, DEXP, TCL, Hisense, и многие другие в том числе китайские модели.
Какие еще файлы я смогу здесь скачать ?
При активном участии в форуме Вам будут доступны дополнительные файлы и разделы, которые не отображаются гостям - схемы, прошивки, справочники, методы и секреты ремонта, типовые неисправности, сервисная информация.
Полезные ссылки
Здесь просто полезные ссылки для мастеров. Ссылки периодически обновляемые, в зависимости от востребованности тем.
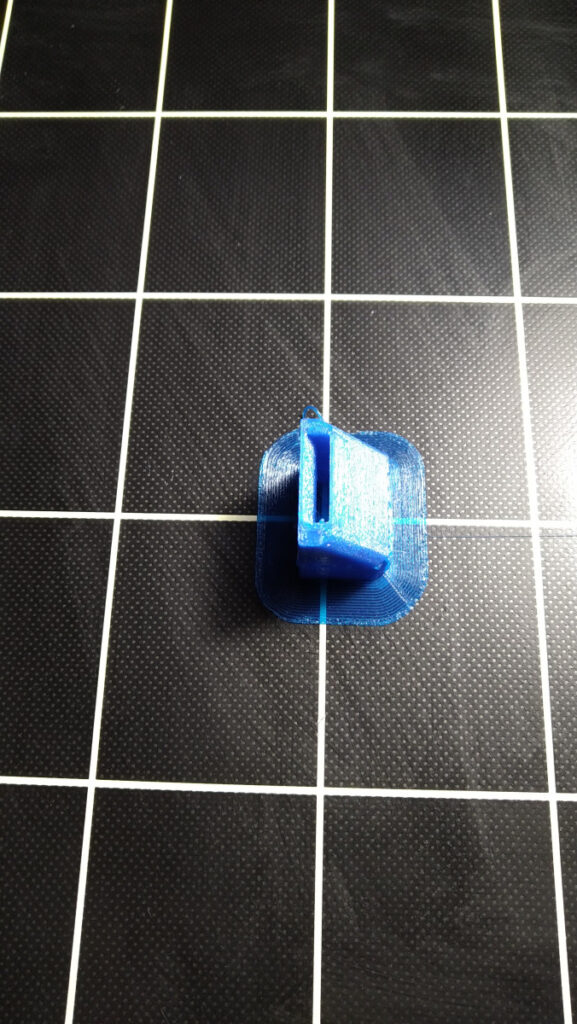
Модель уже не отделяется при печати, да и после тоже, нужно ждать, чтобы стол остыл. Кайма на первом слое вполне ровная, Поддержки напечатаны наверное слишком плотные, еле отломал.
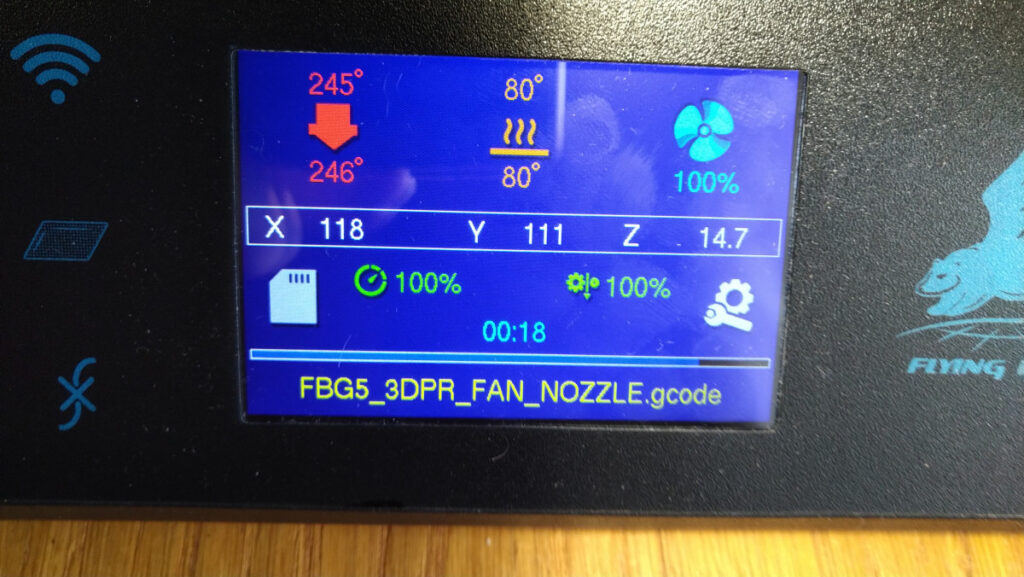
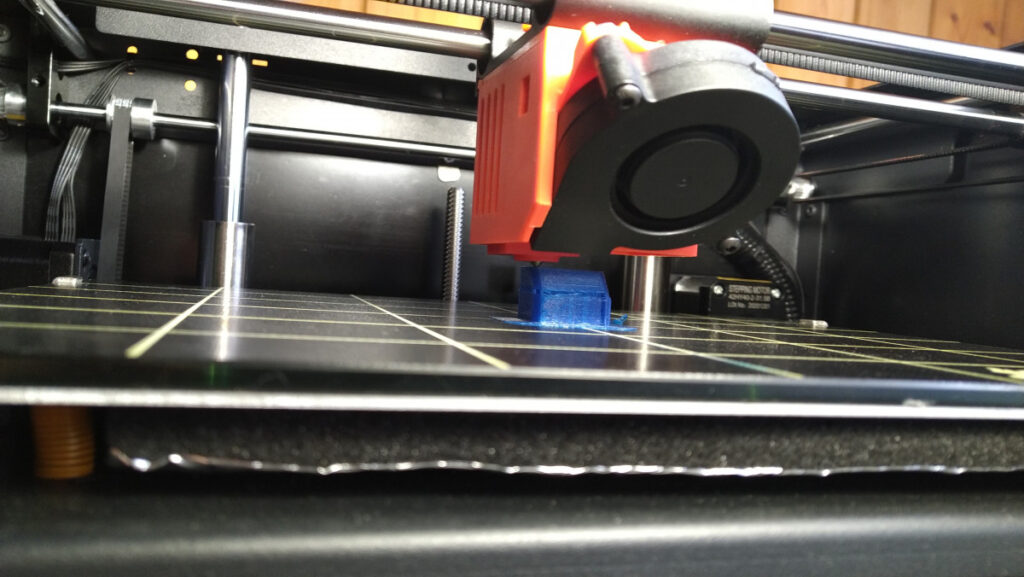
Ну что ж, проверим печать с новым обдувом. В прошлый раз башня у меня оплавилась, почему то голова не ушла после окончания (фото ниже по ретрактам). В этот раз все идет хорошо. В данном случае убиваю двух зайцев- тестирую обдув и делаю тест ретрактов на башне.
Модель печаталась 44 минуты. Долго, попробуем ускорить. Для начала снова откалибрую стол, проведу настройки PID, в Marlin эти параметры можно сделать из меню
но я подключусь через терминал и сделаю авто настройки там- вот итоговые параметры.
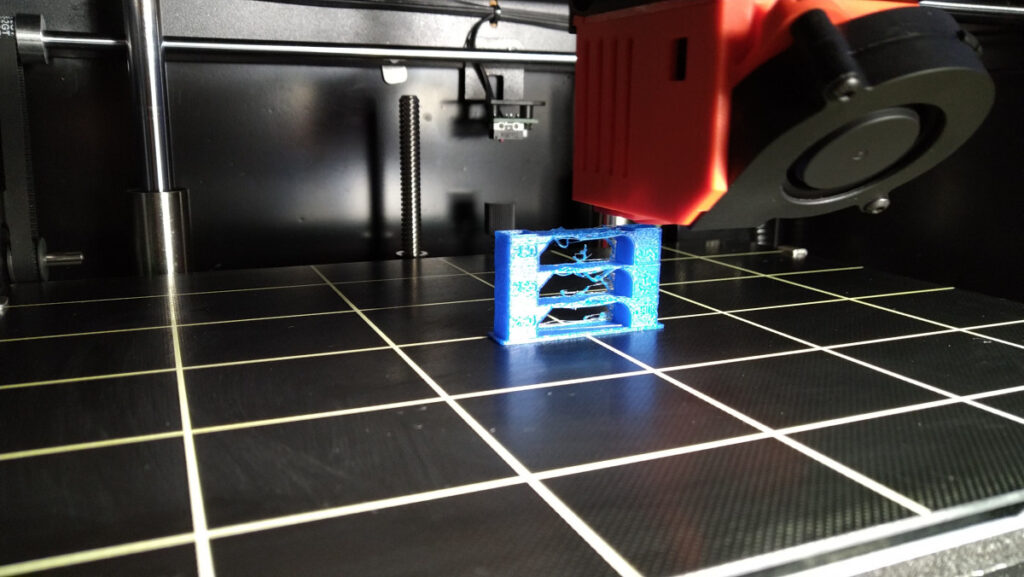
Теперь сделаю тестовые башни по температуре- башня печатается снизу вверх, температура с шагом 5 градусов опускается, т.е. самый горячий- низ. ( на башне значения не смотрим). Температура стола 70.
обратная сторона, видно насколько обдув помогает при печати
Наклонил, чтобы увидеть качество мостов. Слева , тот что с обдувом уже на 225 появляются рваные линии. А вот на правом, более горячем слои 255-245 получше.
Надо будет переделать температурную башню 255-225 с обдувом ( к слову я его уже заменил на другую версию- двухсторонний)- это наиболее оптимальные температуры.
и вот тесты по ретрактам, подбор длины от 1 до 7 мм и скорость от 10 мм/с до 70 мм/с лицевая сторона. башни справа более старые, левая самая последняя в тесте.
обратная (подбор длины от 1 до 7 мм и скорость от 10 мм/с до 70 мм/с лицевая сторона. башни справа более старые, левая самая последняя в тесте)
в целом видно, что справа налево башни лучше стали. Совсем паутины нет, но наросты остались.
Модель уже не отделяется при печати, да и после тоже, нужно ждать, чтобы стол остыл. Кайма на первом слое вполне ровная, Поддержки напечатаны наверное слишком плотные, еле отломал.
Ну что ж, проверим печать с новым обдувом. В прошлый раз башня у меня оплавилась, почему то голова не ушла после окончания (фото ниже по ретрактам). В этот раз все идет хорошо. В данном случае убиваю двух зайцев- тестирую обдув и делаю тест ретрактов на башне.
Модель печаталась 44 минуты. Долго, попробуем ускорить. Для начала снова откалибрую стол, проведу настройки PID, в Marlin эти параметры можно сделать из меню
но я подключусь через терминал и сделаю авто настройки там- вот итоговые параметры.
Теперь сделаю тестовые башни по температуре- башня печатается снизу вверх, температура с шагом 5 градусов опускается, т.е. самый горячий- низ. ( на башне значения не смотрим). Температура стола 70.
обратная сторона, видно насколько обдув помогает при печати
Наклонил, чтобы увидеть качество мостов. Слева , тот что с обдувом уже на 225 появляются рваные линии. А вот на правом, более горячем слои 255-245 получше.
Надо будет переделать температурную башню 255-225 с обдувом ( к слову я его уже заменил на другую версию- двухсторонний)- это наиболее оптимальные температуры.
и вот тесты по ретрактам, подбор длины от 1 до 7 мм и скорость от 10 мм/с до 70 мм/с лицевая сторона. башни справа более старые, левая самая последняя в тесте.
обратная (подбор длины от 1 до 7 мм и скорость от 10 мм/с до 70 мм/с лицевая сторона. башни справа более старые, левая самая последняя в тесте)
в целом видно, что справа налево башни лучше стали. Совсем паутины нет, но наросты остались.
Читайте также: