
Очистить сопло 3d принтер
Сопло экструдера – одна их самых проблемных деталей в 3D-принтере. Оно может запросто забиться или засориться. Плохая подача пластика скажется на качестве готовой модели. Возникнут дефекты печати. Иногда работа полностью встает, так как принтеру требуется чистка сопла.
Основные причины засорения экструдера
Вне зависимости от типа печатной головки, она может засориться. Причиной этого становится филамент или грязь, которая копится внутри узла. Чаще всего сопло забивается при неправильной эксплуатации принтера в условиях:
- Повышенной нагрузки, когда устройство работает длительное время без остановок.
- В пыльных помещениях. Иногда устройство печати ставят в нежилую комнату или цех, где очень редко проводят уборку.
- Неправильных настроек печати. В частности, использование неподходящего филамента или ошибочно выставленная температура плавления.
В некоторых случаях причиной частого засорения может стать сама конструкция сопла. Например, когда принтер приходит с изначально бракованным экструдером. В конструкции сопла испорчена геометрия. Девайс стоит сдать по гарантии либо отдельно заменить сопло.
Информация! Причиной сора может стать сам филамент. Обычный заводской брак или заусенец на пластике может спровоцировать пробку.

Кусочки спекшегося филамента
В любом случае стоит внимательно изучить проблему засора и только после этого приступать к профилактике. Если вы боитесь испортить устройство, лучше отдать принтер в сервисный центр.
Пыль и мусор, попавшие в сопло
Первая причина – грязь или пыль, которые попали извне. Чаще всего сопло забивается сором в течение длительного времени. Грязь может копиться месяцами и даже годами. Она спекается на стенках сопла, образуется налет. Со временем он может стать причиной застревания филамента.
Слишком высокая температура экструдера
Начинающие 3D-мейкеры считают, что излишне высокая температура плавления поможет избежать проблемы засора. Это неверное суждение. При работе на повышенной температуре пластик моментально спекается прямо внутри узла. Происходит застревание филамента. Образуется пробка.
Поэтому важно соблюдать температурный режим, который рекомендует завод – изготовитель филамента. Иногда данный показатель может немного отличаться. Где-то на +/- 5 °С. Все зависит от модели принтера, а также самого экструдера. Оптимальную температуру плавления находят экспериментальным путем.
Как почистить экструдер 3D-принтера: пошаговая инструкция
Почистить принтер можно самостоятельно, без обращения в профильную мастерскую. Существует несколько рабочих способов, с помощью которых можно почистить сопло. Рассмотрим каждый из них пошагово.
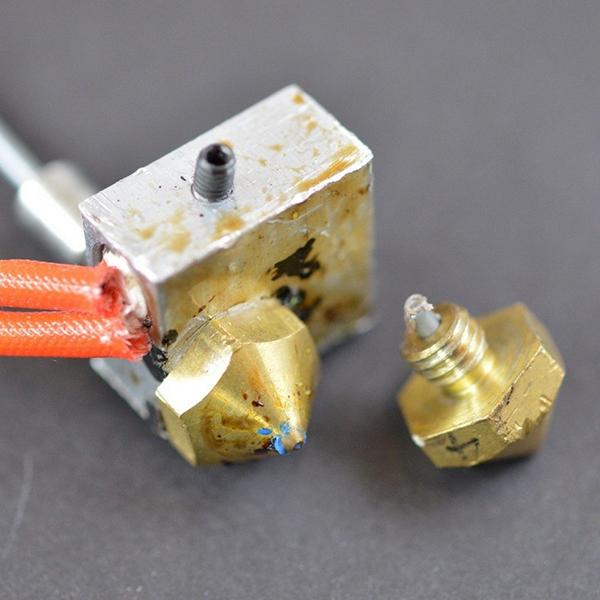
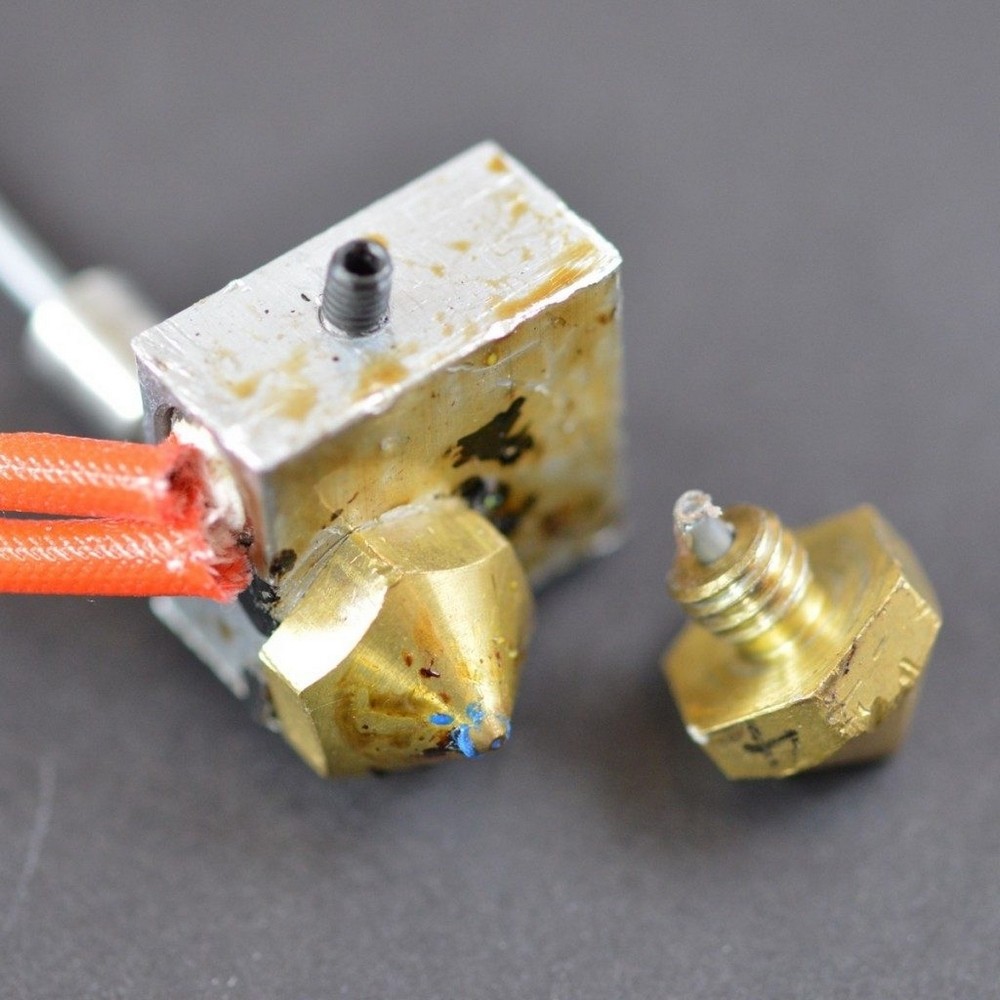
Забитое сопло экструдера
Вручную
Самый грубый способ прочистки экструдера. Для него используют тонкие предметы:
- сверло диаметром до 0,35 мм;
- гитарную струну диаметром до 0.33 мм;
- ножку от диода или транзистора.
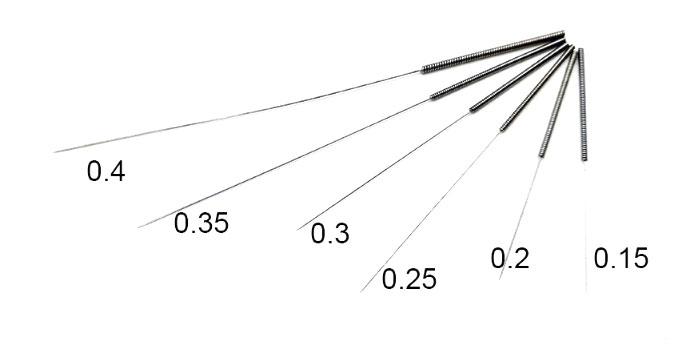
Специальная оснастка для чистки сопла под разный диаметр
- Заглушите 3D-принтер. Дождитесь, пока сопло немного остынет.
- Уберите остатки филамента с кончика сопла.
- Медленно высверлите или проковыряйте отверстие указанными предметами. Будьте аккуратны, не нужно делать слишком глубокое отверстие.
- Включите принтер, подайте пластик на печать.
- Повторите процедуру несколько раз, пока филамент не начнет выходить ровным слоем.
Некоторые специалисты советуют делать прочистку сопла наживую, при включённом принтере. Так можно поступать, если первичный сор был устранен.
Внимание! Не стоит использовать шуруповерт или дрель! Так вы можете не рассчитать усилие и пройти экструдер насквозь, повредив механизм захвата пластика. Лучше использовать тонкое сверло, зажатое в пассатижах.
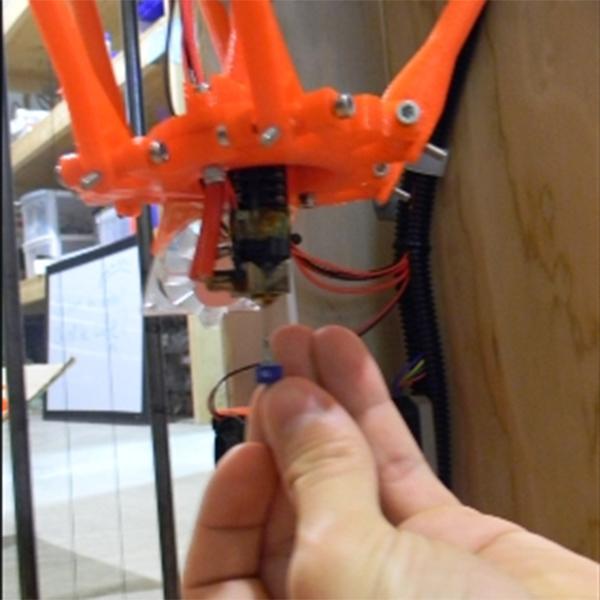
Прочистка тонким инструментом
Растворителем
Иногда механическая чистка помогает лишь отчасти. Сверлом можно убрать причину засора, но внутри сопла все еще остается налеты или наплывы пластика. Подобная ситуация часто встречается при работе с ABS. Чтобы убрать филамент полностью, потребуется чистка сопла в агрессивной среде. Например, в ацетоне или дихлорэтане.
- Выключите устройство печати, дайте экструдеру немного остыть.
- Открутите сопло, положите его в емкость с ацетоном или дихлорэтаном.
- Оставьте деталь на 2–3 часа, после чего выньте и прочистите сопло иголкой.
Прикрутите сопло на печатную головку. Выгоните пластик.
Важно! Запасные сопла можно хранить в баночке с ацетоном. Таким образом, они всегда будут готовы к работе без предварительной очистки.
Филаментом
Прочистка филаментом – это один из самых безопасных способов, который не предполагает вмешательства в конструкцию экструдера или частичного разбора данного узла. Для прочистки сопла используют два типа пластика:
- Филамент с большей температурой плавления. В принтер ставят бобину с тугоплавким пластиком. Он буквально выталкивает пробку из экструдера.
- Чистящий пластик. Обычно его продают в виде коротких палочек или небольших катушек. По своей структуре напоминает нейлон. Чистящий филамент – это наиболее безопасный способ удаления пробки в экструдере.
Рекомендуем использовать именно последний способ как альтернативу ручной или химической чистке.

Остатки нагара на филаменте
Профилактика засорения – советы специалистов
Чтобы экструдер и сопло были в хорошем состоянии, стоит соблюдать ряд правил:
- Использовать температурный режим плавления филамента, который указывает завод-изготовитель.
- Устраивать регулярное ТО принтеру. Можно раз в неделю выкручивать сопло и оставлять его в банке с ацетоном на ночь. Если устройство печати работает почти каждый день, стоит увеличить количество профилактических чисток до 2–3 раз в неделю.
- Убираться в помещении, где стоит принтер. Устраивать хотя бы раз в неделю влажную уборку.
Главное – не затягивать с чисткой, если устройство печати вдруг перестало работать.
Чистка сопла – это важная и необходимая процедура. Ее проводят в критических случаях, а также в виде профилактики. Метод очистки зависит от наличия подручных инструментов или химических очистителей. Лучше всего купить несколько палочек очистительного филамента, чтобы принтер был готов к работе буквально за несколько минут после удаления пробки.

Очистка засорившегося сопла 3D-принтера — сравнительно простая задача, которую можно выполнить при помощи подручных средств. В этой публикации мы рассматриваем основные причины засоров и способы их устранения.
Содержание
Профилактика засоров

От качества материала и состояния сопла непосредственно зависит точность печати и гладкость поверхности печатаемой детали. Пользователь должен следить за состоянием сопла, чтобы избежать засоров. Когда сопло 3D-принтера забивается в процессе печати, это создает множество проблем. Зачастую приходится частично разбирать экструдер, чтобы прочистить наконечник, а изделие придется печатать заново, если засор произошел в процессе печати.
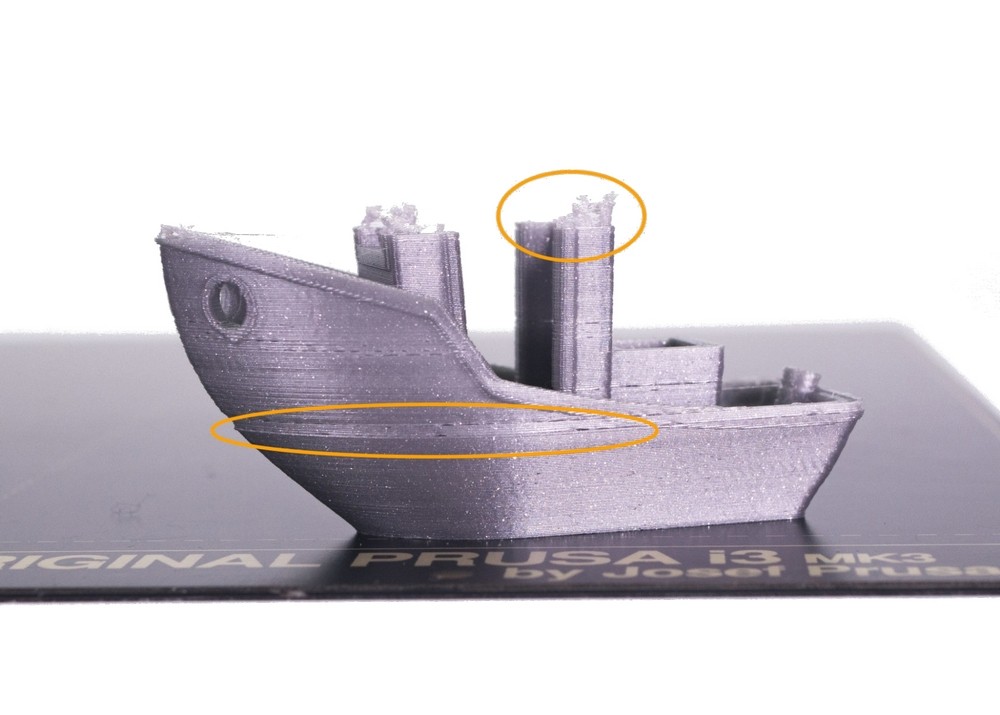
Главным профилактическим методом предотвращения засоров можно считать правильные настройки принтера, то есть соответствие температурного режима и скорости печати свойствам филамента. Следует быть особенно внимательным при использовании материалов с высокой температурой плавления и высокой вязкостью. Также следует внимательно следить за скоростью экструзии на начальном этапе печати. Если первые слои уложены неравномерно, это свидетельствует о некорректном прохождении пластиковой нити через экструдер.
Еще один важный аспект, особенно при использовании латунного сопла, — проверка состояния детали. С течением времени этот материал подвержен деформации, из-за его низкой устойчивости к истиранию. При длительной эксплуатации появляются артефакты на выходном отверстии, а при печати абразивными материалами латунное сопло может быть повреждено за считаные минуты.
Также засор может произойти, если при смене филамента экструдер успел остыть. Перед продолжением печати следует обязательно убедиться, что температура экструдера соответствует параметрам печати. Наконец, если скорость экструзии замедлилась, следует прекратить работу и проверить состояние принтера, но ни в коем случае не проталкивать филамент вручную — приложение внешней силы способно еще быстрее засорить сопло, спрессовав пластик.
Как прочистить сопло 3D-принтера вручную
Перед чисткой сопла следует определить, что проблема действительно в этой детали. Иногда филамент может сломаться, от пересыхания или долгого воздействия ультрафиолета, на входе в печатающую головку. Также может быть неисправен нагревательный блок.
Прочистку следует начать с области вокруг нагревательного блока экструдера. Для этого рекомендуем очистить хотэнд со всех сторон металлической щеткой, пока не исчезнут следы застывшего или пригоревшего пластика. Использовать рекомендуется проволочную щетину, чтобы наверняка убрать остатки пластика на внешней части сопла.
Основная причина, почему забивается сопло 3D-принтера — это обуглившийся материал, который остался на внутренней поверхности сопла, пыль и прочие загрязнения. Это мешает экструзии нового материала. Соответственно, первый этап чистки сопла 3D-принтера, после внешней очистки — это нагрев экструдера. При этом плавится материал, который остался в сопле. Затем застрявший филамент необходимо вытолкнуть иглой.
Альтернативный метод начинается с отсоединения сопла. Деталь помещают на термостойкую поверхность или закрепляют в металлических тисках и нагревают вручную при помощи промышленного фена. Затем остатки филамента также вычищают иглой.
Как прочистить сопло 3D-принтера растворителем
Если после выполнения описанных выше стандартных процедур сопло всё еще забито, предлагаем метод, который подходит в большинстве случаев, в частности — если сопло забилось при печати ABS. Этот метод — прочистка сопла 3д-принтера ацетоном или другим растворителем, например дихлорэтаном, — выбор растворителя зависит от состава использовавшегося филамента.
Сопло следует отсоединить от хотэнда, поместить в растворитель и оставить на несколько часов. Жидкость растворит пластик, полностью или частично, и позволит убрать остатки иглой.
Не используемые в данный момент запасные сопла рекомендуем держать в стеклянной банке для реагентов, наполненной растворителем, чтобы не беспокоиться об их готовности к работе.
Как прочистить сопло 3D-принтера филаментом

Прочистка сопла филаментом буквально означает выталкивание застрявшего материала другим материалом. Для этого может подойти аналогичный или более высокотемпературный пластик, но мы рекомендуем использовать специальный чистящий филамент.
Чистящий филамент — это материал, который продается в виде коротких палочек или катушек. На первый взгляд, эти волокна напоминают нейлон. В действительности, чистящий филамент представляет собой материал, который используется для очистки промышленного оборудования для литья под давлением. Такой филамент помогает аккуратно вытолкнуть застрявшие частицы и карбонизированный пластик, не повредив сопло. Во многих случаях чистящий филамент оказывается более эффективным средством, чем традиционная горячая и холодная чистка сопла 3D-принтера.

Достоинством метода является высокая эффективность при минимальной механической нагрузке на детали принтера. К недостаткам можно причислить дополнительные расходы и возможность использования только при частичном засорении сопла — чистящий филамент должен проходить хотя бы частично.
Перед началом использования чистящего филамента необходимо извлечь пластик для печати и освободить канал для загрузки пластика, а затем разогреть экструдер до последней температуры, при которой осуществлялась печать. Чистящий филамент пропустить вручную, либо настроить принтер на автоматическую подачу (в системах с прямым приводом). После начала печати из сопла должен появиться чистящий филамент с остатками старой нити. Экструзию следует продолжать, пока прозрачный чистящий материал не пойдет без остатков старого пластика.
Итого
Своевременная прочистка сопла — необходимая для сохранения качества печати процедура, позволяющая получать качественные и относительно однородные по структуре детали с ровной поверхностью, без каверн и неровностей. Регулярно обслуживайте оборудование самостоятельно или обращайтесь к профессионалам.
Проведите ремонт, профилактику или апгрейд своего 3D-принтера в Сервисном центре Top 3D Shop — квалифицированный персонал, качественные материалы и гарантия на все работы к вашим услугам.
Есть несколько причин, по которым вам может понадобиться прочистить сопло 3D-принтера. Во-первых, инородные частицы, имеющиеся в самом филаменте вкрапления, пыль, перегревшийся и подгоревший пластик – все это застревает в сопле и препятствует нормальному экструдированию. Кроме того, подгоревший пластик может прилипать к внутренней поверхности сопла, непосредственно его не блокируя, но мешая продвижению материала. Прочищать сопло следует всякий раз, когда видно, что есть какие-то помехи экструдированию, а еще лучше делать это регулярно.
Когда 3D-принтеры только появились, прочистка представляла собой довольно сложную процедуру. Нередко принтер приходилось разбирать, а чтобы извлечь застрявший пластик – подогревать детали открытым пламенем. В результате пластик иногда подгорал еще сильнее, что в некоторых случаях в конце концов приводило к самым серьезным последствиям (сопла даже ломались), да и сборка-разборка не всегда заканчивалась без проблем. Некоторые умельцы погружали сопла в растворитель. Здесь проблема в том, что реагент не сразу добирается до пластика внутри сопла, и даже при самом сильном реактиве пластик все равно может оставаться вязким, и его сложно извлечь.
Самый безопасный и наиболее эффективной способ полной очистки сопла от пластика и загрязнений – операция, которую иногда называют «холодной протяжкой». Смысл ее состоит в том, чтобы протягивать филамент сквозь сопло при такой температуре, при которой он гарантированно не рвется, не плавится в горячей зоне, однако уже достаточно нагрет, чтобы, тянуться, заполняя пространство внутри сопла, но не застревая в нем. Лучше всего это получается с соплами из полированной нержавеющей стали. С теми, у которых внутри тефлоновое покрытие, проблем больше, потому что давление внутри сопла слегка деформирует тефлоновый слой, и возникают труднопреодолимые неровности.
Холодную протяжку можно успешно применять как с ABS (который долгое время оставался самым лучшим материалом, с температурой холодной протяжки 160-180 °C), так и с PLA (с ним гораздо сложнее из-за его переходных температурных особенностей, но холодная протяжка при 80-100 °C иногда удается). Сегодня же лучшими материалами для данной процедуры можно признать PA Nylon (Полиамид нейлон) — температура протяжки 180 °C — они более прочные, более гибкие и лучше скользят. Приведенные температуры — это максимум, выше них пластик уже начинает плавиться. Для достижения наилучших результатов температура пластика должна быть как можно ниже, и можно попытаться сначала довести сопло до значительно более холодного состояния и постепенно его нагревать. В качестве нейлонового филамента можно использовать триммерную леску, которая продается в хозяйственном магазине.

Удачная холодная протяжка ABS. Внутрь попал воздух и вышел через кончик нити, в результате чего она стала пустой и могла сломаться.

Удачная холодная протяжка PLA. Воздух выходил по сторонам нити. В результате она вытянулась, стала слишком тонкой, и процесс продолжался бы до тех пор, пока нить не порвалась.

Удачная холодная протяжка Нейлоном. Благодаря прочности и малому коэффициенту трения нить удалось протянуть при низкой температуре без опасных деформаций.
Как прочистить сопло с помощью Нейлона или Пом
Прежде всего следует удалить как можно больше накопившегося пластика. Для этого можно попробовать протянуть ABS или PLA при указанных температурах. Далее сопло следует нагреть до 240 °C, чтоб нейлон полностью расплавился и можно было выдавить нить. Экструдируйте материал медленно. Большинство комков (особенно образовавшихся из-за пыли) не полностью блокируют сопло, но увеличиваются и забивают его при повышении давления, и извлечь их тогда очень трудно. Если у вас засор не сильный, т.е. это не крупные инородные частицы, отложившиеся в сопле, медленное, через паузы, экструдирование позволит выдавить из него старый материал. Как только на кончике сопла появится нейлон, можно начать охлаждать сопло до температуры протяжки.

Грубый или окрашенный выходящий филамент свидетельствует о том, что старый пластик вышел не полностью, и для полной очистки имеет смысл процесс повторить.
Если у вас образовался серьезный засор, который полностью препятствует экструдированию, перед дальнейшей процедурой его надо разрыхлить. Это обычно делается тонкой стальной или латунной проволокой (обычная проволока из алюминия или меди слишком мягкая). Подойдет также щетина от проволочного ершика или щетки или тонкая струна.
Разумеется, лучше всего использовать специальные приспособления. И такие есть. Они называются сверлами для чистки экструдера или иглы для чистки экструдера и по сути представляют собой миниатюрный стальной бур с держателем. (Необходимо предупредить что сверла довольно хрупкие и могут ломаться, иглы только сгибаются). Также иглой удобно проверять диаметр выходного отверстия сопла.

Разогрейте экструдер до 200 °C, протолкните бур в сопло и расшевелите находящуюся там накипь, после чего попробуйте снова экструдировать. Наиболее коварные инородные частицы придется отковыривать долго и упорно. Когда проволока свою работу сделала, можно попытаться продавить нейлон, чтобы выпихнуть старый материал.
Если продавленная нейлоновая нить имеет шероховатую, темную, обесцвеченную или в черных точках поверхность, это указывает на то, что перегретый и подгоревший пластик все еще остается в сопле. Его бывает особенно трудно оттуда извлечь, если налип он давно или если пригорел в результате попыток прочистить сопло открытым огнем. (У некоторых меделей принтеров для предотвращения засоров предусмотрена специальная процедура, при которой, когда принтер ничего не печатает, периодически принудительно выдавливается несколько миллиметров филамента). Если нить выходит шероховатая или грязная, процесс следует (выбрасывая грязные куски) повторять до тех пор, пока филамент не будет выходить гладким, чистым и практически белым.
При 3D-печати очень часто возникают проблемы с засорением сопла экструдера. Эту проблему нужно решать своевременно, но при этом важно правильно ее определить и подобрать простой и легкий способ ее решения. Из-за засорения сопла качество 3D-печати становится хуже, а иногда и сам процесс становится невозможным.

Почему засоряется сопло?
- Из-за чрезмерно высокой температуры экструдера. Если 3D-печать ведется на основе PLA-пластика, температура экструзии может достигать 2200. Если печатать при низкой температуре, то экструзии попросту не будет, а значит, и процесс печати будет под вопросом. Под воздействием высоких температур происходит остеклевание материала прямо в экструдере, поэтому он забивается. Причем отвердеть могут любые виды пластика.
- В сопло экструдера могут попасть пыль, мусор. Как правило, мусор накапливается в сопле постепенно, например, при выполнении нескольких заданий по печати подряд. По мере накопления сопло забивается, мусор прилипает к его внутренним стенкам, соответственно, поток пластика с трудом проходит через сопло.
- Еще одна проблема может возникнуть, если при печати используется пластик с неправильным диаметром нити. Имеется определенный допуск по толщине и диаметру нити, но если их не продумать, пластик будет увеличен в объеме и не пройдет через сопло, засорив его.
- В некоторых случаях при печати перегревается термобарьер на участке, где происходит расплавление PLA-пластика. Как следствие, система засоряется. В этом случае проблему нужно решать своевременно. Во-первых, можно охладить сам барьер, например, с помощью кулера или вентилятора. Во-вторых, поверхность термоголовки можно смазать растительным маслом, поскольку PLA-пластик не будет прилипать к металлу. Лучше всего использовать для этих целей касторовое масло, которое при высоких температурах быстро полимеризируется.

Как очистить сопло экструдера?
Самый простой способ очищения сопла – использовать тонкое сверло. В идеале нужно сверло размером меньше 0,35 мм, чтобы оно легко входило в отверстие экструдера. Можно использовать для этих целей и гитарную струну или использовать ножки резистора, которые отличаются тонкостью и легко пройдут в сопло.
Процесс очистки состоит из нескольких этапов:
- Сначала нужно освободить экструдер от нитевых образований пластика.
- Экструдер нужно нагреть до оптимальной для конкретного материала температуры.
- В отверстие сопла нужно вставить тонкое сверло и почистить его от остатков пластика, аккуратно проворачивая его.

Эффективное очистить сопло можно посредством протяжки, когда филамент протягивается через сопло при температуре, когда он точно не порвется и не расплавится.
Современные способы очистки сопла 3d принтера
Современное экструзионное оборудование позволяет удаляться полимерный материал максимально удобно и просто. Для этого используются специальные смеси, которые очищают сопло от остатков полимеров. Как известно, при формировании пластиковых изделий полимеры подвергаются плавлению, в результате чего материал прилипает к металлической поверхности. Правильная и эффективная очистка предполагает удаление остатков материала из мертвых зон или зон, в которых расплавление велось на низкой скорости. Сегодня процесс очистки стал проще, поскольку можно использовать цельные композиции, которые отличаются экономичностью, безопасностью использования.
Чистка оборудования должна вестись в нескольких случаях:
- Если печать ведется с применением разных материалов или при замене материала, отличающегося по цвету.
- При запуске и остановке процесса печати, если она велась при высокой температуре.
- При необходимости предотвратить сильное загрязнение, если не выполнялась его своевременная чистка.
Читайте также: