
Не работает экструдер 3d принтера
Вот вы знаете, что такое настоящий вселенский факап? Недавно я полностью ощутил это на своей шкуре. Надеюсь, текст будет полезен начинающим 3D печатникам, так как проблема не единичная, но найти решение было непросто и даже я, старый атеист, чуть не поверил в чудеса. Простите за изложение, так как я не писатель и не блогер, а простой инженер — фирмварщик.
Кроме того, текст рассчитан на людей, имеющих минимальный опыт с 3D печатью.
Исключительно по причине не раздувать статью и не объяснять назначение разных деталей и сленговых словечек. Начну с предыстории. Чуть меньше года назад купил себе недорогой 3D принтер. Один из самых популярных (не на правах рекламы, а что бы было понятно о чем речь) — Ender 3. Сборка была несложная, в Сети есть много рекомендаций. Конечно, собирая его по инструкции — получил бы нерабочий агрегат, но предварительно «покурив мануалы», удалось выполнить первую пробную печать на 5 с плюсом для такой простой машинки! Все было хорошо до определенного момента. Но дальше началось…

Если интересно что, добро пожаловать.
Принтер нужен был для конкретной задачи — печать нестандартных корпусов для различных мелкосерийных электронных поделок. После того, как наигрался с готовыми моделями и обеспечил дочку различными зверюшками и человечками, освоил «по верхам» FreeCAD и начал делать полезные вещи. Все шло хорошо… По большому счету, печать запускалась «с ноги», ставил и шел спать. Разве что первый слой контролировал. Но появились первые «звоночки».
Где то часть слоя выпадет, где то пластик подгорит. Калибровал стол «по бумажке», грешил на пластик и сопло, менял настройки в слайсере, пластики и сопла — проблемы исчезали. Пока…
В один «прекрасный» момент столкнулся с «неразрешимой» проблемой. Конец марта, плавный перевод на удаленку (я удачно переехал из Подмосковья в Минск 2 годами раньше), решил собрать отдельный компьютер для работы из того, что было. В загашниках лежала неплохая материнская плата, процессор, пару мониторов и 2 корпуса. Один — огромный полноценный ATX, другой — barebone. Решил собрать в маленьком, чтоб места меньше занимал. Корпус нестандартный. С кредлом на 1 CD привод и 3.5 дюймовый винчестер. У меня же нашлось 3x 2.5 SATA SSD небольшого объема, под систему и одного хватит «более чем» и 1x на 1Tb 2.5 HDD.
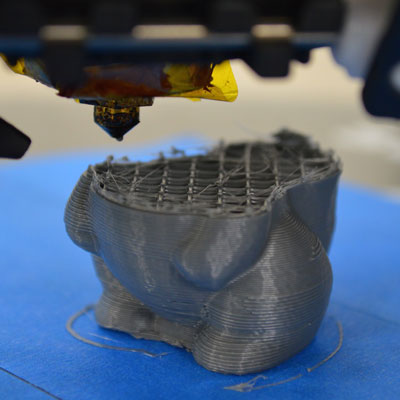
Вся эта «живность» размещалась в большом корпусе на самодельном переходнике из старых банковских карт. Но, раз уже появился принтер, неплохо бы им воспользоваться. Создал модельку держателя, поставил на печать и пошел заниматься своими делами. Когда посмотрел, как печатает — увидел только лапшу… С этого момента пошел путь ремонта, длинною в 2 месяца. Постараюсь расписать по полочкам, что помогало, а что нет и в чем была первопричина.
Шаг 1. Настройка роликовВ очередной раз настроил стол «по бумажке», запустил — пластик не липнет. Менял настройки, пластики — без результата. Вместо того, чтоб клеиться к столу, загибается на сопло. Когда перепроверял настройки зазора сопла, обнаружил, что разболтались ролики и стол люфтит почти на 5мм по краям. Странно, как он вообще до этого печатал… Казалось, причина найдена. Отрегулировал. Но лучше почти не стало. С горем пополам напечатал деталь, но качество оставляло желать лучшего:

Видны явные пропуски в печати.

А вот и расслоения…
Шаг 2. Песнь о Зе[ль]деПервое, что пришло в голову — проблема в приводе оси Z. И все советы на форумах по проблеме, похожую на мою, указывали на это. Разобрал, проверил плавность хода. Гайка немного закусывала резьбу и нашел «баг» в паре роликов. При перемещении без винта привода, рельса «X» немного залипала на 1 оборот ролика. Заказал приводную гайку, ролики (запчасти — всегда хорошо, но дело было не в этом). Методом комбинаторики и какой то матери распределил ролики оси по нагрузкам так, чтобы на бракованные приходилось минимальное усилие. «Закусывание» пропало. Очистил и смазал винт привода. Отрегулировал положение его двигателя. В результате — легкого прикосновения пальца хватает, чтобы опустить каретку вниз. Результат — отрицательный.
Шаг 3. СлайсерОбновил слайсер. Тем более, что в новом релизе как раз было улучшение, связанное именно с качеством печати для моего принтера. Поигрался с потоком и скоростью, толщиной слоев и т. д. Даже успешно напечатал несколько простых небольших корпусов и деталей. Но настройки были откровенно дикие: поток — +10%, скорость — -5%. Учитывая, что после сборки получалась отличная печать на настройках «по умолчанию». Проблема печати сложных деталей не исчезла…

Логика подсказывает, раз по геометрии и приводам осей проблем нет, должно быть что то с подачей. Снял шестерню подачи филамента, почистил. Видимого износа не наблюдается. Вернул на место, немного сместив по вылету, для выравнивания износа. Результат — 0. Эх, посмотри я тогда чуть правее, сэкономил бы месяц нервов и 200$.
Шаг 4. Проверка драйверов ШДОтличная геометрия, нет проблем с механикой. На момент первой сборки все было гораздо хуже. Куча изученных материалов, доработок и настроек, а результат — нулевой. Я в чудеса не верю, осталась электроника. Тем более форумчане часто жалуются на сгоревшие драйверы. Понятно, что полностью выгоревшее плече моста можно обнаружить «на глаз» сразу, подумал про «плавающую» неисправность. Ведь пластик ложиться нормально, потом — пропуски, нить утончается, волосы и остальные прелести. Заказал улучшенную плату управления на ARMе, но, чтоб не терять время, решил проверить имеющуюся. Снял плату, двигатель оси Z в качестве индуктивной нагрузки, собрал стенд на столе, резистором установил температуру хотэнда, чтобы и экструдер можно было покрутить. Посмотрел осциллограммы на катушках ШД. Все отлично. Грел драйвер феном (дефект кристалла или разварки иногда проявляется), механически воздействовал на ИС драйвера, охлаждал пропан бутаном (газ для зажигалок). Примечание. Вполне себе неплохо охлаждает до -20, не обязательно для этого дорогой фризер покупать. Все отлично. Сбоев не видно!
Шаг 5. Обновление «прошивки»Нет, я точно уверен, что чудес не бывает. Бывают баги, глюки, фокусы, недостаток информации, субъективное восприятие реальности, в конце концов. Но не чудеса! Но как объяснить, что при исправной механике и электронике печать ведет себя крайне странно? Китайцы сделали закладку в FW чтобы платами дополнительно барыжить? Делается элементарно, но, думаю, уже давно бы обнаружили и торговой марке пришла бы белая пушистая лисица. Баг в прошивке? Все может быть, только как то странно он проявился.
Сбились настройки в EEPROM или «подглючивает» FLASH*? Наиболее вероятно. Ладно, раз плата на столе, ничего не мешает ее перепрошить. Обновился до «ванильного» Марлина 1.1.9, собрал все обратно. Результат — чуда не произошло.
*Чисто теоретическое обоснование возможности связи проблемы с FLASH памятью: Допустим, у нас есть следующий фрагмент кода:…
const uint8_t step = 0x18;
…
position += step;
…
На каждой итерации к текущей позиции прибавляется уставка «step». Так так как программа выполняется на микроконтроллере (МК), код и константы размещены в ПЗУ и изменяться могут только при внешней процедуре программирования (опустим возможности перепрограммирования FLASH памяти внутренними средствами МК). Процедура эта выполняется 1 раз изготовителем. Теперь 2 важных момента: процессор контроллера каждый раз читает команды и константы из ПЗУ, забудем про кэши, у Атмеги их нет. То есть, если цикл прошел 1000000 итераций, то и константа была прочитана тот же миллион раз. При каждом чтении FLASH немного деградирует. Не знаю, каков критический порог чтений для NOR, думаю, десятки миллиардов, но TLC NAND уже неплохо так деградирует после 10-20К чтений… Второй момент — не факт, что наши узкоглазые друзья не использовали отбракованные контроллеры. Мне реально один раз пришли такие. PICи. Не паяные, но на корпусе — странные пометки. FLASH оказалась не стертой, при 3.6В ни стереться ни прошиваться не хотели. Пришлось до 5В поднимать, после чего запись / верификация стали проходить. Допустим, наша константа была записана в бракованную ячейку. Пока устройство новое — 0x18 стабильно читалось. Но от времени (а для Атмег гарантированное время сохранения данных не самое большое) и деградации, в какой то момент стало читаться не 0x18, а 0x08. Не каждый раз, но все же. Знаю, скорее не 1 в 0 деградирует, а наоборот, это — исключительно для примера. Так вот, пока стабильно читается нужное число, перемещение происходит корректно, но когда происходят сбои, к результату прибавляется неверная уставка, что приводит к сбоям подачи. Это самый простой и маловероятный пример. Могут быть другие глюки, например, в команде сложения источник R6 изменится на R7. Ассемблерная команда остается валидной, процессор ее выполнит, но результат будет неверен…
Шаг 6. Промываем «горло»
Подарком «небес» была ссылка на одном из форумов на ролик от производителя. Там они честно признаются, что не все хотэнды одинаково полезны, то есть хорошо собраны.
Тефлоновая трубка не до конца запрессована, срез не ровный. Следствие — образование пробки и экструдер не может нормально продвигать пластик. Вот оно — мой случай!
Ненормальные значения потока и ретракта, все сходится. Несмотря на поздний вечер Субботы и посещение пивного ресторана, решил проверить. Точно. Гуана там немерено, вплоть до остатков пластика, которым печатал месяц назад (тот самый зеленый держатель). Очень вероятно — победа! Прочистил «горло», обрезал трубку ровно, запрессовал до упора, так же зафиксировал второй конец трубки поплотнее, многие используют изоленту, но я намотал немного провода 0.7, что позволяет свободно откручивать держатель:

А вот и «убитый» конец трубки, видно, что обрезан криво:

Модель режется на слои с настройками по умолчанию. Печать… Кайма пошла, контур пошел, соплей при ретракте нет. Ура. Победа. Уже собрался написать статью, чтобы другие не мучились, но… Полное фиаско. Утончение и разрывы пластика, пропуски при печати. Уже готов сдаться. Жена подбадривает, да выкинь ты его, купи новый! Не могу так. Должна же быть причина. Вот только где. Разумных (и цензурных) мыслей уже не было…
Все операции с хотэндом делаются только «на горячее», иначе есть шанс все сломать. После прогрева, первым делом снимается сопло и очищается от остатков «пробки». Я делал это, нагрев сопло на пламени газовой плиты и аккуратно удалил пластик. Внутренности не чистил. Потом, так же на нагретом хотенде, откручивается фиксатор трубки. Двигаться он может только вверх. После отвода фиксатора, трубка аккуратно, но с усилием должна быть извлечена из «горла». Снимаем все фиксаторы, так как испорченный конец все равно не сохранить, аккуратно, возвратно — поступательным движением вычищаем всю грязь, постоянно снимая ее с трубки. В результате, трубка должна спокойно проходить через горло насквозь. Сборка производилась последовательности FIFO. Вначале установил сопло, потом фиксатор трубки в хотэнде, но не затягивал его полностью, оставив где то 1 оборот. Изношенная часть трубки обрезается под прямым углом и до упора устанавливается в горло. После чего затягивается держатель и устанавливается второй, на противоположную сторону «тефлона».Шаг 7. Калибровка подачи
В инструкции по обновлению до «ванильного» Марлина было сказано, что для заводского принтера все настройки — идеальные, но может немного уйти точность подачи пластика. Ладно, будем калибровать. Вытащил пластик, разогрел хотэнд (в прошивке блокировка, на холодный не позволяет перемещать «E»). Открутил трубку от механизма подачи, обрезал пластик заподлицо и выполнил команду экструзии 300мм. Линейка у меня на 350. Экструзия длиться достаточно долго, по завершению измерил длину вышедшего филамента и глазам своим не поверил 226мм. Понимаю разницу в 3-5%, но не в 25%! попробую другой пластик…
Примечание. Видел, как подачу регулируют по нанесенным маркером отметкам на прутке, Но с отрезанием, ИХМО, точнее.
Подготовка к тестовой экструзии:


Измеряем линейкой, в моем случае (после ремонта) получилось 292мм. Далее идем в меню: control / motion / step mm, смотрим, сколько шагов на мм установлено для экструдера. В моем случае — 93. Выполняем простое вычисление:
Изменяем уставку и сохраняем настройку. Повторная экструзия — погрешность на уровне измерения.
Шаг 8. Победа!
Вначале я проверял на PETG, решил поменять на PLA. Первый я немного перегрел при сушке, неадекватный разброс списал на возможное залипание на катушке. Обрезание, экструзия. И ничего. Пластик вообще не подается. Ось привода вращается, медленно, но по винтам видно, что движение есть. Посмотрел, пруток неправильно лег между шестерней и прижимным роликом. Ладно, правлю. Что то ролик немного болтается. Надо подтянуть. А фиг! Вот он виновник всех моих бед:

Рычаг прижимного ролика треснул. При этом сила прижима осталась достаточной для частичного продвижения прутка. Следы от шестерни оставались и прижимной ролик вращался.
Соответственно, все игры с настройкой прижимной пружины оказались безуспешны. Проскоки прутка были незаметны на глаз, а трещину невозможно было увидеть на собранном механизме. Все! Экстаз инженера получен! Рычаг был склеен, заказан алюминиевый механизм, на всякий случай напечатан запасной (если сломается, пока буду ждать новый). Вот ссылка на модель. Конечно, неприятно из за такой мелочи столько времени и денег потратить, но это помогло мне намного более глубоко погрузиться в процессы печати и отлова глюков.
Собственно, первая деталь после ремонта. Прижимной рычаг:

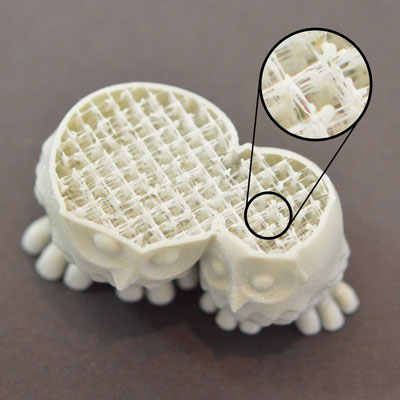
Наконец, мой датчик присутствия обрел «морду». Корпус печатался еще до поломки:

Попытки напечатать «морду» на неисправном принтере (после чистки «горла»):

Надеюсь, данный материал хоть кому то поможет не совершить столько глупых попыток поиска примитивной неисправности и сэкономит деньги. Конечно, я не каждый вечер занимался проблемой, но в общей сложности — сутки, наверное, были потрачены. По деньгам — около 200$ на запчасти. Цена устранения неисправности — 15 минут и пару капель «суперклея». Обидно? Скорее нет, так как опыт и запчасти останутся со мной!

Эта проблема довольно часто возникает у пользователей новых 3D-принтеров, но, к счастью, ее очень просто разрешить! Если ваш экструдер не начинает с началом выполнения задания продавливать пластик, на это есть 4 возможных причины. Ниже мы пройдемся по каждой из них и объясним, какими настройками можно устранить эту проблему.
Экструдер не был подготовлен (заполнен) перед началом печати
У большинства экструдеров есть дурная привычка протекать пластиком, когда они не работают, но при этом находятся при высокой температуре. Горячий пластик внутри сопла просачивается через хот-энд, в результате чего внутри сопла возникают пустоты, откуда пластик вытек.
Протечка в состоянии покоя может возникнуть перед началом печати, когда идет предварительный прогрев экструдера, а также в конце печати, когда экструдер начинает постепенно остывать. Если часть пластика из экструдера вытекла, при следующем экструдировании, скорее всего, понадобится несколько секунд, прежде чем пластик снова начнет выходить из сопла. Когда вы попытаетесь начать печатать после того, как пластик вытек из экструдера, вы можете заметить некоторую задержку перед началом экструдирования.
Чтобы решить эту проблему, непосредственно перед началом работы убедитесь, что вы подготовили экструдер таким образом, чтобы сопло было заполнено пластиком и готово к экструдированию. Стандартный прием состоит в том, чтобы напечатать так называемую «юбку» (skirt). Эта «юбка» — кольцо, обводка, контур вокруг вашей будущей детали, и пока оно печатается, экструдер заполняется пластиком. Если вы чувствуете, что требуется дополнительная подготовка, можно увеличить количество печатаемых «юбок», соответствующие настройки имеются в ряде программ для 3D-печати.
Некоторые пользователи предпочитают предварительно экструдировать филамент «вручную». Такой процесс в панели управления часто называется Jog Control.
Сопло начинает работать слишком близко к платформе
Если сопло находится слишком близко к платформе печати, пространства для выходящего из экструдера пластика может оказаться недостаточно. Отверстие на конце сопла по сути оказывается блокированным, так что пластику некуда деваться. Явным образом на такого рода проблему указывает ситуация, когда пластик не экструдируется на первый, а то и на второй слой, а где-то с третьего или четвертого, по мере того как платформа опускается по вертикальной оси, все нормализуется. Эта проблема очень просто решается настройкой G-Code, который находится под одноименной вкладкой программы 3D-печати. Там вы можете очень тонко подстроить позицию по оси Z без того, чтобы менять какие-то настройки непосредственно в железе. Например, если вы введете значение 0,05 мм для смещения G-Code по оси Z, перед печатью сопло будет отведено на расстояние 0,05 мм от платформы. Продолжайте с небольшим шагом увеличивать это значение до тех пор, пока между соплом и платформой не окажется достаточного пространства для выхода пластика.
Филамент сточился о приводную шестеренку
В большинстве 3D-принтеров для проталкивания филамента вперед или назад используется небольшая зубчатая шестеренка подачи. Ее зубцы цепляются за филамент, что позволяет точно контролировать положение нити. Однако если вы заметили возле принтера большое количество пластиковой стружки или есть ощущение, что какой-то участок филамента «потерялся», возможно, что приводная шестеренка «сгрызла» слишком много пластика. Если такое случилось, шестеренке, когда она пытается протолкнуть филамент вперед или назад, не остается ничего другого, как продолжать вгрызаться всё глубже и глубже. Пожалуйста, обратитесь к разделу Филамент стачивается, где даны указания о том, как решить эту проблему.
Экструдер засорен
Если ни один из вышеописанных вариантов для вашего случая не подходит, тогда, вероятнее всего, у вас засорился экструдер. Это может случиться тогда, когда в сопло попадает всякого рода мусор, когда горячий пластик слишком долго находился внутри экструдера, или если экструдер недостаточно охлаждается и филамент начинает размягчаться не там, где следует. Прочистить сопло можно механически, для этого многие магазины предлагают специальные иглы и сверла для прочистки сопла экструдера, так же рекомендуем воспользоваться методом холодной протяжки, поищите в интернете как это сделать: прочистка сопла экструдера 3D-принтера. Последняя мера, если ничего не помогает, проблема с забившимся экструдером решается путем его разборки, и перед тем, как взяться за это дело, полезно связаться с производителем или продавцом вашего принтера. Сопло и термобарьер можно погрузить в растворитель, тем самым химически прочистить налипший пластик, затем механически вычестить из него весь нагар.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.

Всем доброго дня!
Провода на экструдер я таки собрал, сейчас возник вопрос, хотел отрегулировать подачу филамента, а двигатель срабатывает рывками, при этом не крутится, а питается в одном положении. В чем может быть причина?
Спасибо!
Комментарии 57

Если дёргается, то не правильно расположены контакты на проводе. Проходили.

парами поменяй местами
потом каждую пару на 180 грудусов

Зелёный с чёрным перепутаны.
Ну в принципе крутится, только в обратную сторону
Тогда ращверни контакты на 180)

Не факт, что правильный. Напругу поправил, сила тока на шаговике написана. В принципе, различие несильное было
Просто если напряжение сильно меньше нужного, то на моторе будут пропуски шагов. Задирать его тоже нельзя, мотор будет греться под нагрузкой.
Может в делении шагов что-то. Нужно читать.
Попробую наверное приподнять. Подключил старый мотор на этом же проводе, крутится
Главное — не сжечь мотор.
Снял всю нагрузку, крутится, зажимать пруток начинаю, щелкает, видимо не хватает
В таком случае да, не хватает. Только крутить нужно при отключенном разъеме мотора, т.к. даже на новом драйвере настройка может сильно скакать. Неосторожное движение, скачек, мотор в помойку. Лучше всего нацепить мультиметр крокодилом к отверточке и плавно прикручивать, иначе мороки много с покрутил-померил.
На 1.8 ампер сколько вольт нужно? Я 0,71 установил. На старом 0.76 было

а этот мотр разве на 1,8А ?
Короткие нема17 скорей 0,8 или 1А.
Напряжение считать надо. Я без шпаргалок не помню, но вроде как есть различия для типов драйвера.
На нем написано 1,8 а. Я тоже посмотре и засомневался. Вечером тыльную сторону сфотографирую. По драйверам нашел формулы, пересчитал. Да там различие есть
что-то мне кажется с надписью 1,8 А китайцы сблефовали, причем сильно.
Извиняюсь, что вверх ногами-моторчик так прикручен

это что-то не реальное. В таком размере такой ток фантастически круто выглядит.
Имхо, это китай подделывающий китай.
Вот скрин из офицального магазина mellow, шаговик 23мм с током 1А. Вот это реальность.

Попробовать напряжение снизить? А вообще с их магазина комплект заказывал. Все в одной коробочке пришло
в описании у них к шаговику должна быть истинная информация. На неё и ориентироваться.
1,8 может это они так угол по маркетинговски описали, типа А — аngle. Ну или как это у них бывает лишь бы написать побольше.
Иначе не понимаю. Когда себе искал мелкий шаговик на директ, таких крутых характеристик ни у кого не видел близко даже. 0,7–1 А обычно.
Я бы исходил из тока 1А, под него и ставил напряжение на драйвере. Ну и первое время смотрел на температуру, если что снижал.
Установил напругу 0,4 вольта, лягаться вроде перестал:) сейчас другой момент, в редукторе понижение примерно раза в 4 или 5, вот думаю как скорость повысить:)
не понял, скорость чего?
Директ экструдер с редуктором. Привод идёт через понижающую шестерню.
я это понимаю. Скорость то чего повышать? Если речь про подачу филамента, дак она какой была указана в коде, такой и останется, а мотор с редуктором будет крутится быстрее чем без редуктора сам по себе, после настройки ретракта.
В настройке слайсера смотреть?
слайсер высчитывает подачу филамента сам собой исходя из параметров сопла, прутка, скорости и слоя. Ему вообще без разницы какой там у принтера редуктор и есть ли он вообще. Он даст ему команду подать 3мм филамента (например), он столько и подаст.
Иными словами что с редуктором, что без редуктора, от нас требуется только правильно откалибровать подачу на принтере и всё, остальное будет делаться автоматически.

В таком случае да, не хватает. Только крутить нужно при отключенном разъеме мотора, т.к. даже на новом драйвере настройка может сильно скакать. Неосторожное движение, скачек, мотор в помойку. Лучше всего нацепить мультиметр крокодилом к отверточке и плавно прикручивать, иначе мороки много с покрутил-померил.
Какой скачок? От чего в помойку? Что за чушь?

Просто если напряжение сильно меньше нужного, то на моторе будут пропуски шагов. Задирать его тоже нельзя, мотор будет греться под нагрузкой.
Может в делении шагов что-то. Нужно читать.
что на 12в что на 70в двигатель будет грется одинаково. вопрос только в драйвере который держит эти напряжения.
Если напряжение будет меньше то будет меньше скорость и все.
Никогда не думал, что скорость шагового мотора зависит от напряжения
А кто-то говорил о скорости? У человека пропуски под нагрузкой идут.
Твои слова?
Если напряжение будет меньше то будет меньше скорость и все.
А кто-то говорил о скорости? У человека пропуски под нагрузкой идут.
Я думаю у человека банально не выставлен ток шд.
Никогда не думал, что скорость шагового мотора зависит от напряжения
Есть опыт? У меня есть. Постройка нескольких чпу и 3д принтер уже пройденые этапы. Так вот с ростом напряжения увеличивается предельная скорость вращения при сохранении момента. Напряжение нужно для увеличения скорости перемагничивания обмоток. чем быстрее тем больше скорость и меньше пропуски. А ток шаговика да он одинаков что для 12в что для 70в.
Скорость вращения зависит только от частоты шагов. На кой сюда предельную приплел непонятно. Пропускает, надо настраивать. Как мотор можно убить крутилкой мне вообще непонятно. Скачок и что? Магнит развалится?
крутилка это что? регулятор тока? — да легко — обмотка делает кз.
что на 12в что на 70в двигатель будет грется одинаково. вопрос только в драйвере который держит эти напряжения.
Если напряжение будет меньше то будет меньше скорость и все.
Можеш обосновать? Или просто тролль детектед.

всё типа так собрано?

всё типа так собрано?

ну судя по фото, если не ошибаюсь, спутан порядок на моторе.
всё типа так собрано?
Единственное на фото сначала колодка по-другому установлена, сначала ставил как на фото, потом прозвонил. Обозначений нет никаких
вот так в плату просится разъем.
А на шаговике как выше. Это у меня живой провод.

В плате он сейчас так и стоит
а в шаговике как?


А старый мотор крутится почему то?!
у китайцев всё возможно, тогда не знаю.
У меня провода такие как сфоткал
А старый мотор крутится почему то?!
Судя по фоткам возникли сомнения по поводу обмоток на шд.
С платы идут две фазы это красный/синий и черный/зеленый.
А вот на шаговике нужно прозвонить. Вытащите разьем с шаговика (или с платы, неважно) и прозвоните обмотки на шд. если у вас будет звониться черный и зеленый между собой (соответственно красный и синий между собой) то все правильно и вам нужно только выставить ток шд. Если будет звониться по другому (к примеру черный с синим) то у вас перепутаны провода на разьеме. Вам нужно прозвонить обмотки на шд и включить так чтобы на одну обмотку шел черный/зеленый а на вторую красный/синий.
Вот и вся Ваша проблема.
Ну мотор то крутится, только без нагрузки. этот вопрос сняли. А почему он питается на одном месте под нагрузкой?
Проверьте сначала правильность включения. ответ зависит только от этого.

На робофорум напиши, там специалистов больше. Я свой принтер никак до ума не доведу, всё собрал осталось с прошивкой посидеть, принтер самодельный. Так бы помог советом, но сам ещё не специалист в этом).

В течении длительной работы 3D-принтер плавит и экструдирует большое количество пластика. Весь процесс происходит через маленькую дырочку сопла. В определенный момент происходит что-то, что мешает экструдеру проталкивать филамент дальше. Обычно засоры случаются, когда внутри сопла что-то не дает проходить пластику дальше.
Протолкнуть пластик в экструдер вручную
Первое, что вы можете попробовать сделать, - попробовать вручную протолкнуть филамент. Сперва прогрейте экструдер до рекомендуемой температуры (для конкретного пластика). Это можно сделать с помощью панели управления программы 3D-печати. После поищите в меню Jog Controls, с помощью этой опции можно двигать пластик вперед и назад. Продвиньте филамент примерно на 10 мм. Когда привод начнет вращение, слегка протолкните филамент вручную. Обычно этого достаточно, чтобы устранить неполадку.
Переустановка (перезагрузка) филамента
Если предыдущий способ не помог, извлеките пластик из принтера. Снова убедитесь, что экструдер нагрет до необходимой температуры, и с помощью контрольной панели программы вытяните пластик. По аналогии с предыдущим решением, придется приложить небольшую физическую силу, но очень аккуратно. После этого просто отрежьте поврежденный участок пластика и установите снова неповрежденную нить. Дальше остается только проверить, получается ли печатать.
Прочистка сопла
Если даже после повторной заправки пластика, печать не идет, скорее всего следущим шагом будет чистка сопла. Для этого существует много способов. Кто-то нагревает экструдер до 100 градусов и вручную протягивает пластик через сопло. Некоторые используют гитарную струну «ми». Выспросите почему именно струну "ми"? Отвечаем: дело отнюдь не в музыкальнойтональности данной струны, а в её размере, точнее диаметре.
Но, на самом деле лучше всего обратиться к производителю и получить конкретные советы.
Проблема: 3D принтер внезапно перестает экструдировать
Порой 3D мейкеры сталкиваются с такой неприятной штукой, как беспричинный казалось бы останов печати. В итоге вместо 3D шедевра мы имеем часть 3D модели годную разве что для изучения особенностей заполнения 3D моделей.
Если принтер начал работу нормально, а потом вдруг перестал печать, обычно тому есть несколько причин.
Закончился 3D филамент
Самая очевидная причина - просто закончился пластик. Иногда это остается незамеченным. И пусть Вам не покажется это банальным - порой с такой проблемой сталкиваются даже бывалые 3D печатники.
Пластик сточился о приводную шестеренку
Во время печати происходит постоянное вращение мотора. Если печать идет слишком быстро или экструдируется слишком много филамент, он может вгрызаться в филамент, до тех пор пока не сточит все. Если это произойдет, шестеренке будет не за что цепляться.
Экструдер засорился
Если все предыдущие причины не подходят под вашу проблему, возможно засорился экструдер. Если это случилось, проверьте сам филамент на наличие загрязнений, возможно запылилась катушка. Когда пыль вместе с филаментом попадает в сопло, это неизбежно кончается засором.
Прегрев мотора экструдера
Во время печати мотор экструдера работает на полную катушку, происходит постоянное вращение вперед и назад, двигается пластик. Все эти движения расходуют много энергии, если электроника принтера недостаточно охлаждается, может случиться перегрев. Обычно у моторов есть термозащита, они отключаются, если температура превышает допустимую. Получается такая картина: моторы по осям работают и двигают головку экструдера, а мотор самого экструдера отключился. Решить эту проблему легко, надо выключить принтер и дать ему остыть. Можно установить дополнительные вентиляторы, если такое происходит часто.
Проблема: плохое, рыхлое заполнение
Заполнение модели играет крайне важную роль, так как оно обеспечивает прочность уже готовой модели. Оно скрепляет внешнюю оболочку 3D-распечатки и поддерживает те плоскости, которые печатаются сверху. Для увеличения прочности модели придется покопаться в настройках.
Измените шаблоны заполнения
Шаблон заполнение - один из первых параметров, с которым стоит поработать. Шаблон описывается параметром Internal Fill Pattern. Некоторые из них отличаются прочностью, некоторые же совсем нет.
К прочным можно отнести Grid, Triangular, и Solid Honeycomb, в переводе на русский «Решетка», «Треугольники», «Сплошные соты». Есть и менее прочные, но более «скоростные»: Rectilinear или Fast Honeycomb. Полезно изучить особенности каждого из шаблонов.
Уменьшить скорость печати
Внутреннее наполнение модели обычно печатается быстрее. Если печать идет слишком быстро, экструдер не справится с задачей и вы столкнетесь с недоэкструдированием «внутренностей» модели. Наполнение будет хрупким и похожим на паутину, так как экструдер не протолкнет достаточно пластика. Если вы уже пробовали менять шаблоны, но прочность оставляет желать лучшего, попробуйте снизить скорость печати. В меню Edit Process Settings можно найти вкладку Others. Там можно настроить скорость печати по умолчанию.
Увеличить ширину экструдирования при печати заполнения
Есть еще одна полезная опция, которая есть в некоторых программах, она меняет ширину экструдирования при печати наполнения. Например внешнюю «оболочку» можно печатать на одной ширине, а заполнение на другой. Можно сделать внутренние перегородки более толстыми и прочными, и в целом модель будет более надежна. Ищите эти настройки в меню Edit Process Settings ---> Infill. Ширина экструдирования заполнение задается в процентах. Чтобы внутреннее заполнение было вдвое толще внешнего, необходимо выставить параметр на 200%.
Проблема: натеки и «прыщи» на 3D распечатке
В процессе печати экструдер 3D принтера постоянно останавливает работу и перемещается по рабочему пространству. Для большинства экструдеров равномерное экструдирование во время перемещений - не проблема, но, когда экструдер то включается, то выключается, могут возникнуть неполадки.
Если подробно осмотреть напечатанную модель, можнно найти место, с которого экструдер начал работу над определенным участком. Подобные отметки обычно называются натеками или «прыщами». Эти неровности мешают соединять детали между собой. Но и для этого дефекта есть свое решение.
Настройки втягивания и хода накатом
Если вы регулярно обнаруживаете небольшие дефекты на поверхности модели, необходимо внимательно приглядеться к каждому из распечатанных периметров. Появляется ли этот дефект именно тогда, когда началась печать этого периметра? Или это произошло после, когда экструдер уже закончил печать и остановил работу?
Если дело в начале печати, можно немного отрегулировать втягивание. Посмотрите Edit Process Settings ---> Extruders. Под дистанцией втягивания должна быть настройка Extra Restart Distance. Она отвечает за дистанцию втягивания пластика, когда экструдер прекращает работу и длину, на которую он заполняется перед возобновлением работы.
Если проблема возникает в начале работы над периметром, скоре всего дело в том, что остается слишком много пластика перед началом печати контура. В этом случае просто уменьшите длину заполнения, установив отрицательные значения в поле Extra Restart Distance. Поэкспериментируйте с параметром, пока не получится оптимальный результат.
Если же дефект появляется в конце печати периметра, надо смотреть другой параметр. Он называется Coasting, в переводе на русский «движение накатом». Обычно его значения устанавливаются прямо под настройками втягивания (см. вкладку Extruder). Эта опция позволит выключить экструдер еще до завершения периметра и давление внутри сопла упадет. Обычно хватает 0,2-0,5 мм для достижения ощутимого результата.
Избегаем ненужного ретракта (втягивания)
Вышеперечисленные настройки актуальны, когда сопло отводится назад. Но иногда лучше и проще вообще избежать этого движения печатающей головки. Иначе говоря, надо сделать так, чтобы экструдер двигался равномерно и не менял траекторию движения на противоположную.
Это особенно актуально для 3D-принтеров с экструдерами Bowden, так как у них слишком большое расстояние между мотором и соплом и втягивание само по себе проблематично. Настройки этого параметра обычно находят во вкладке Advanced в разделе Ooze Control Behavior. Там много разных настроек, которые регулируют поведение вашего принтера.
В разделе Stringing or Oozin можно задать параметры втягивания, чтобы сопло не протекало во время перемещения в пространстве. Так же обычно есть галочка, которая установит, что втягивание необходимо только во время перемещения по открытым пространствам.
Другая любопытная опция находится в разделе Movement Behavior. Если вы уже настроили принтер так, чтобы втягивание происходило только над открытыми пространствами. С помощью некоторых программ для 3D-печати можно настроить принтер так, что выходы за периметр минимизируется и необходимости во втягивании вообще не будет. Эта опция называется Avoid crossing outline for travel movement.
Нестанционное втягивание
Так же можно воспользоваться еще одной полезной функцией, которая есть в некоторых программах 3D-печати, - нестационарное втягивание. Оно очень актуально для экструдеров Bowden, которые отличаются высоким давлением в соплах. Когда принтер завершает работу, повышенное давление в таком экструдере может привести к образованию сгустков филамента.
Некоторые программы печати решают эту сложность с помощью специальной опции, которая позволит филаменту втягиваться по ходу движения. Это снижает вероятность образования сгустков. Для включения этой опции для начала необходимо настроиит некоторые параметры. Сперва в Edit Process Settings ---> Extruders убедитесь, что Wipe Nozzle включена. Эта опция позволяет принтеру прочищать сопло после печати каждого отдельного участка модели.
Установите Wipe Distance на 5 мм. Далее зайдите в Advanced и включите Perform retraction during wipe movements. Это блокирует стационарное втягивание, ведь теперь принтер будет прочищать сопло на противоходе. Эта опция очень полезна и велика вероятность, что она решит вашу проблему внешних дефектов.
Выбор место старта 3D печати
Если ничего не помогает, и мелкие дефекты продолжают появляться, можно самому установить, где эти натеки допустимы. Ищите это в меню Edit Process Settings в Layer. Чаще всего место начала печати выбирается так, чтобы скорость была оптимизирована. Но в принципе можно указать рандомный выбор точки или же определить конкретную позицию. Печатая статуэтку, как вариант, можно указать принтеру начинать печать исключительно с тыльной стороны. Тогда на лицевой стороне не будет ничего видно. Для этого просто включите опцию Choose start point that is closed to specific location и укажите координаты точки, около которой должна начинаться печать.
Проблема: щели между наполнением и контуром
Каждый слой печатаемой детали представляет собой комбинацию внешнего каркаса и наполнения. Периметры слоев четко следуют контуру модели. Остальное - наполнение, которое печатается внитри периметров. Наполнение обычно создается по шаблону возвратно-поступательными движениями и обычно позволяет печатать на высокой скорости.
Поскольку для печати контура используются другие шаблоны, необходимо, чтобы эти части просто скреплялись между собой. Если вдруг на модели начали появляться щели по краям наполнения, попробуйте поискать причину:
Недостаточное перекрытие контура
В некоторых программах управления есть параметр, позволяющий регулировать прочность скрепления контура и наполнения. Называется он Outline overlap, он определяет сколько наполнения будет накладываться на периметр. Поищите эту настройку в Edit Process Settings ---> Infill. Она указывает процент от ширины экструдирования. К примеру, если вы указываете 20% перекрытие контура, программа укажет принтеру, что наполнение должно на 20% перекрывать внутреннюю часть периметра.
Слишком высокая скорость печати
Наполнение модели обычно печатается быстрее, чем контур. Но когда печать идет слишком быстро, времени на сцепление наполнения с периметром может не хватать. Если вы уже пробовали увеличить перекрытие контура, а щели не исчезли, попробуйте отрегулировать скорость печати. Ищите в меню Edit Process Settings ---> Other. И настройте Default Printing Speed.
Проблема: загибающиеся или неровные углы
Если вы начали замечать, что модель начинает загибаться, обычно дело в перегреве. Пластик выдавливается при очень высокой температуре, не успевает застывать и меняет форму. Эту проблему можно избежать, если настроить принтер так, чтобы слои во время остужались, пока не успела произойти деформация.
Проблема: царапины на верхней поверхности

Одно из преимуществ 3D-печати - то, что каждый объект строится послойно в каждый отдельный промежуток времени. То есть сопло двигается над всей платформой, соблюдая высокую скорость печати. Иногда сопло задевает последний слой и оставляет царапины. Есть несколько причин такой проблемы.
Экструдируется слишком много пластика
Первое, что имеет смысл проверить, - это количество экструдироемого пластика, оно может оказаться слишком велико. В таком случае слои выходят толще, чем задумано изначально. И при перемещении сопло будет цепляться за них.
Вертикальный подъем (Z-hop)
Если вы уже проверили, сколько пластика экструдируется, и все в норме, а царапины на поверхности продолжают появляться, попробуйте обратить внимание на настройку «вертикальный подъем». Она отвечает за то, насколько сопло поднимается над только что распечатанным слоем, перед началом перемещения. Когда сопло доходит до новых координат, оно снова опускается. Благодаря этому подъему можно избежать появление дефектов. Настройка находится где то в Edit Process Settings ---> Extruder. Включите втягивание, установите необходимое значение на retraction Vertical Lift.
Проблема: дыры и щели между углами слоев.

Во время 3D-печати, каждый предыдущий слой становится основанием для последущего. Тут важно отрегулировать количество экструдируемого пластика, чтобы был соблюден баланс между прочностью основания и расходом материала.
Если основание слишком хрупкое, у вас будут появляться дыры и щели между слоями. Обычно это особенно заметно на углах, когда изменяется размер модели. Когда происходит переход на более мелкую деталь, важно чтобы опора была достаточно прочна. Вот список причин, которые приводят к тому, что основание оказывается недостаточно прочным.
Недостаточно периметров
Добавьте к печатаемому контуру еще периметров, и это значительно укрепит фундамент! Так как наполнение модели обычно полое, толщина стенок играет немаловажную роль. Ищите этот параметр в Edit Process Settings ---> Layer. Если обычно вы печатаете два периметра, попробуйте увеличить до четырех.
Верхние слои недостаточно сплошные
Еще одной причиной может стать то, что сплои недостаточно сплошные. Тонкий потолок не может стать нормальной опорой для следующих структур. Это исправляется в Edit Process Settings ---> Layer.
Низкий процент заполнения
Посмотрите процент наполнения в Edit Process Settings ---> Infill. Верхние слои ложатся поверх наполнения, то есть важно, чтобы наполнения хватало.
Проблема: перегрев при 3D печати
Боковые поверхности модели состоят из множества отдельных слоев. Если печать налажена, они образуют гладкую поверхность. Но если что-то идет не так, обычно это очень заметно на внешней стороне объекта. Такой брак выглядит как борозда или линия.
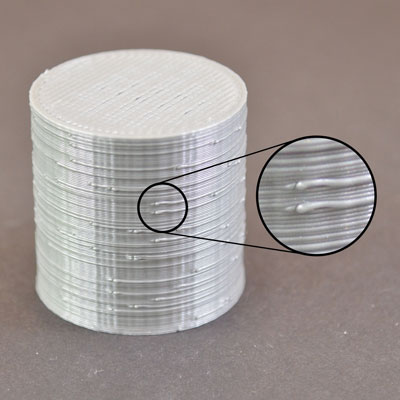
Неравномерное экструдирование
Обычно причина в качестве филамента. Если диаметр вашего пластика колеблется хотя бы в пределах 5%, этого будет достаточно для серьезных изменений в ширине экструдируемого пластика. Некоторые слои окажутся толще и будут выделяться на боковой поверхности. Для равномерной печати важен качественный пластик.
Колебания температуры
Большинство 3D-принтеров оснащены PID-контроллером для регулировки температуры. Если он неправильно настроен, температура в процессе работы будет меняться. Причем происходит это циклически. В этом случае на боках модели появляются «волны». Если вы замечаете колебания температуры более чем на 2 градуса, откалибруйте контроллер.
Механические проблемы
Если предыдущие решения проблемы не помогли, возможно существует какая-то механическая проблема. Проверьте положение платформы, это очень влияет на качество слоев. Если принтер стоит на неустойчивой платформе, вибрация может привести к утолщению некоторых слоев.
Непоследовательное руководство по устранению неполадок экструзии
Чтобы ваш 3D принтер мог создавать точные детали, он должен быть способен выдавливать очень постоянное количество пластика. Если это выдавливание различается в разных частях вашего отпечатка, это повлияет на конечное качество печати. Непоследовательное выдавливание обычно можно определить, внимательно наблюдая за принтером во время его печати. .
Причин непоследовательной экструзии при 3Д печати много, и они могут быть связаны с различными механическими, электрическими, температурными проблемами. Цель этой статьи - помочь сузить причины, основанные на тестах и наблюдениях.
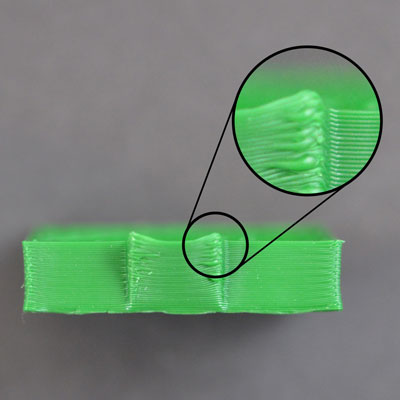
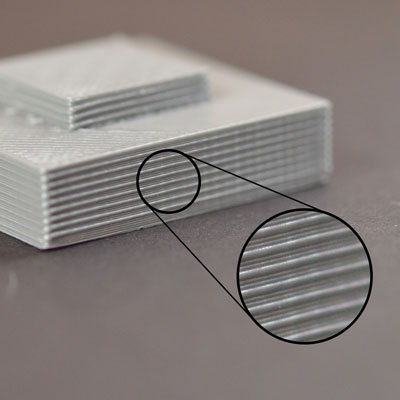
Как определить, есть ли у вас проблемы с непоследовательной экструзии или сдвинутыми слоями, когда полосы отображаются на вертикальной поверхности.

Отдельно напечатайте два однослойных объекта: круг и квадрат, по крайней мере 30 мм в поперечнике.
• Не печатайте слишком маленький объект, иначе у вас возникнут проблемы с перегревом.
• При использовании PLA вентилятор должен дуть на отпечаток.
• В вашем слайсере: установите периметры на 1, без верхних слоев, без заполнения.
• В качестве альтернативы используйте режим спиральной вазы, чтобы не было резких изменений слоя.
• При необходимости используйте высоту слоя на более высокой стороне, чтобы вы могли видеть слои более четко. Высота слоя .20 мм или больше более заметна.
• Поставьте отметку на стороне, обращенной наружу для справки.
Теперь внимательно посмотрите на внутреннюю и внешнюю сторону печатного объекта, где находится полоса или артефакт, и посмотрите, где на слое начинаются полосы или артефакты. Сделайте четкое фото и увеличьте его, чтобы увидеть больше деталей.
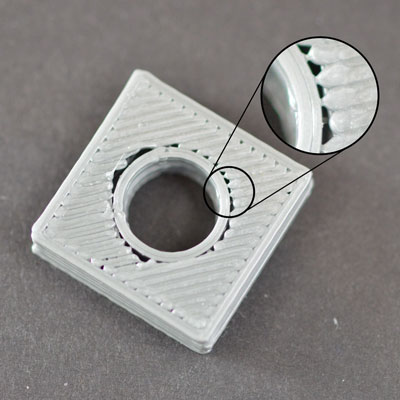
Если периметр сместится вбок, вы увидите, что он местами выталкивается внутрь, а в других - наружу. Посмотрите, в каких направлениях он сдвинут, и вы узнаете:
• Если это только в направлении X или Y, то проблема связана с этой осью.
• Если его колебание происходит в виде регулярного синусоидального сигнала, то ось Z может вызывать его с помощью изогнутого винта или ослабленных направляющих, или что-то еще ослабленно.
• Если переключение является случайным, то это может быть проблема с драйверами или происходит трение (подклинивание) или ослабленное крепление вызывающее люфт.
• Если высота слоя не согласована, это может быть связано с осью Z, драйверами или другими механическими проблемами.
Для решения этих проблем: см. Смещение (сдвиг) слоев для возможных причин и решений.
В противном случае, если периметры просто становятся шире и уже и не перемещаются вбок - это вызвано несогласованным выдавливанием.
Причины несогласованной экструзии
(Это будет сетка, еще не отсортированная)
• Температура экструзии слишком низкая. Выбор оптимальной температуры зависит от вашего термистора и от того, где он измеряет температуру, конфигурацию нагревателя и филамента.
• Засорение механизма экструдера стружкой от филамента.
• Экструдер пропускает шаги из-за низкого тока привода - экструдер также может заглохнуть или дать толчок.
• Экструдер пропускает шаги из-за термического отключения, вызванного высоким током драйвера или плохим охлаждением.
• Недостаточное давление на подшипник сжатия
• Слишком большое давление на подшипник - сплющенная нить.
• Непостоянная температура в hotend возможна:
o Настроек PID;
o Блок нагревателя на головке ослаблен;
o Термистор неправильно установлен в блоке обогревателя, или загрязнен от обгоревшего пластика
o Проблема с подключением термистора при движением (плохой контакт, перелом провода)
o термистор слишком далеко от места измерения.
o Картридж нагревателя низкое напряжение питания для обеспечения достаточного нагрева под нагрузкой.
o Вентилятор дует на горячее сопло и охлаждает его.
• Прерывистое экструзия из-за термобарьера Hot End:
o Вентилятор термобарьера отсутствует, или не работает .
o Расплавленная нить вползает в холодную зону
o Слишком большое расстояние отвода нити.
o Цельнометаллический Hot-End не предназначен для липкого PLA
• Перегрузка работы экструдера:
o Слишком высокая скорость выдавливания для максимальной скорости, достижимой при текущей температуре печати (экструдер будет тормозить, проскальзывать или пропускать шаги мотор)
o Большие перепады давления в сопле из-за скорости печати / ширины периметра / высоты слоя между элементами - что приводит к остановке экструзии.
• Избыточное трение на пути нити к экструдеру:
o Сопротивление / трение при вытягивании нити из катушки.
• Избыточное трение на пути нити в трубке (Боуден):
o Острые изгибы в трубке Боудена, особенно в некоторых положениях X / Y / Z
o Нить очень волнистая
o Превышен допустимый размер диаметра филамента
• Проблемы с проводкой к двигателю экструдера
• Электрические помехи - проводка двигателя не экранирована
• Мусор в сопле
• Неисправный или перегретый драйвер.
• Не качественный мотор экструдера
• Ослабленный установочный винт на шестерне экструдера. Используйте лак для ногтей в качестве фиксации резьбы.
• Слишком большое втягивание в сочетании с большими расстояниями. Втянутая нить будет охлаждаться.
• Горячем сопле отсутствует пластик при запуске печати.
Читайте также: