
Настройка 3д принтера для печати pla пластиком
Путем проб и ошибок можно постепенно отточить настройки Cura для 3D печати PLA пластиком (а также многими другими материалами для 3D печати). В статье ниже приведены рекомендации из личного опыта, которые могут оказаться полезными, если вы используете PLA пластик на вашем 3D принтере и Cura для слайсинга и подготовки ваших режимов 3D печати.
Помимо объяснения предпочтительных настроек температуры, подробно рассмотрены расширенная поддержка и настройки заполнения, а также многие другие факторы, которые влияют на 3D печать без дефектов и проблем.
*** Следующие настройки предназначены для Cura и протестированы на 3D принтерах Lulzbot TAZ с хостом E3D. Мы успешно использовали эти настройки на наших принтерах TAZ3 и TAZ5, а также на HATCHBOX 3.0mm PLA. При использовании Simplify 3D используются очень похожие профили. Условия окружающей среды и производитель материала также могут сильно повлиять на эти настройки
Настройки качества 3D печати
Высота слоя 3D печати очень зависит от размера сопла вашего 3D принтера, а также от качества, которое вы хотите получить. 3D принтер с соплом 0,6 мм может обеспечить толщину слоя до 0,4 мм, а деталь с высотой слоя 0,1 мм займет вдвое больше времени на изготовление, чем с соплом 0,2 мм, поэтому эти факторы важно учитывать.
Наши стандартные настройки качества 3D печати - высота слоя 0,25 мм. Затем мы оттачиваем настройки ретракта для PLA. В результате профиль для Cura будет следующий:
- Minimum Travel: 1.5mm
- Enable Combing: All
- Minimal Extrusion Before Retracting: 0.005mm
- Z Hop When Retracting: .1mm
"Combing" означает, что головка принтера следует по пути печати, а не пытается устранить зазоры. Это поможет предотвратить появление "заусенец" по бокам 3D модели. "Z Hop" при втягивании установлен на 0,1 мм, так что тонкие участки 3D моделей будут повреждены с меньшей вероятностью.
При нажатии на вкладку "Advanced Settings" в Cura мы обращаем внимание на разделы "Retraction" и "Quality". Мы установили скорость ретракта 10 мм/ с и расстояние 1,5 мм. В меню "Quality" в разделе "Advanced section" мы не увеличиваем начальную толщину слоя, но увеличиваем начальную ширину линии до 115%. Мы обнаружили, что это помогает улучшить адгезию со столом без ухудшения качества 3D печати.
На рисунки ниже приведены примеры 3D печати. Слева направо - высота слоя 100 микрон (высокое качество), высота слоя 250 микрон (стандартное качество) и высота слоя 380 микрон (черновое качество).

Настройки заполнения
Чтобы получить чистую печать PLA пластиком, мы всегда стараемся включить как минимум 4 нижних / верхних слоя (то есть вы должны умножить высоту слоя как минимум на 4). Он может увеличиваться в зависимости от того, насколько плоский объект, от того, насколько высокая плотность заливки установлена и насколько толстый ваш слой. Для длинной прямоугольной детали с высотой слоя 0,1 мм потребуется заполнение более 10% и не менее 7 нижних / верхних слоев, чтобы не было ямок. На принте ниже была именно такая проблема: слишком мало заполнения и слишком мало нижних / верхних слоев, что портило результат 3D печати.

Предпочтительный процент плотности заполнения уникален для вашей конкретной 3D модели, как и настройки качества. Настройки перекрытия заполнения - это то, на чем стоит сосредоточиться, чтобы улучшить качество поверхности 3D модели.
Эта 3D модель имела заполнение на 10% и 3 нижних / верхних слоя при высоте слоя 0,25 мм, что было недостаточно для гладкой верхней поверхности.

Эта 3D модель имела заполнение на 20% и 5 нижних / верхних слоев при высоте слоя 0,25 мм, чего было достаточно для красивой внешней поверхности.

Перекрытие заполнения
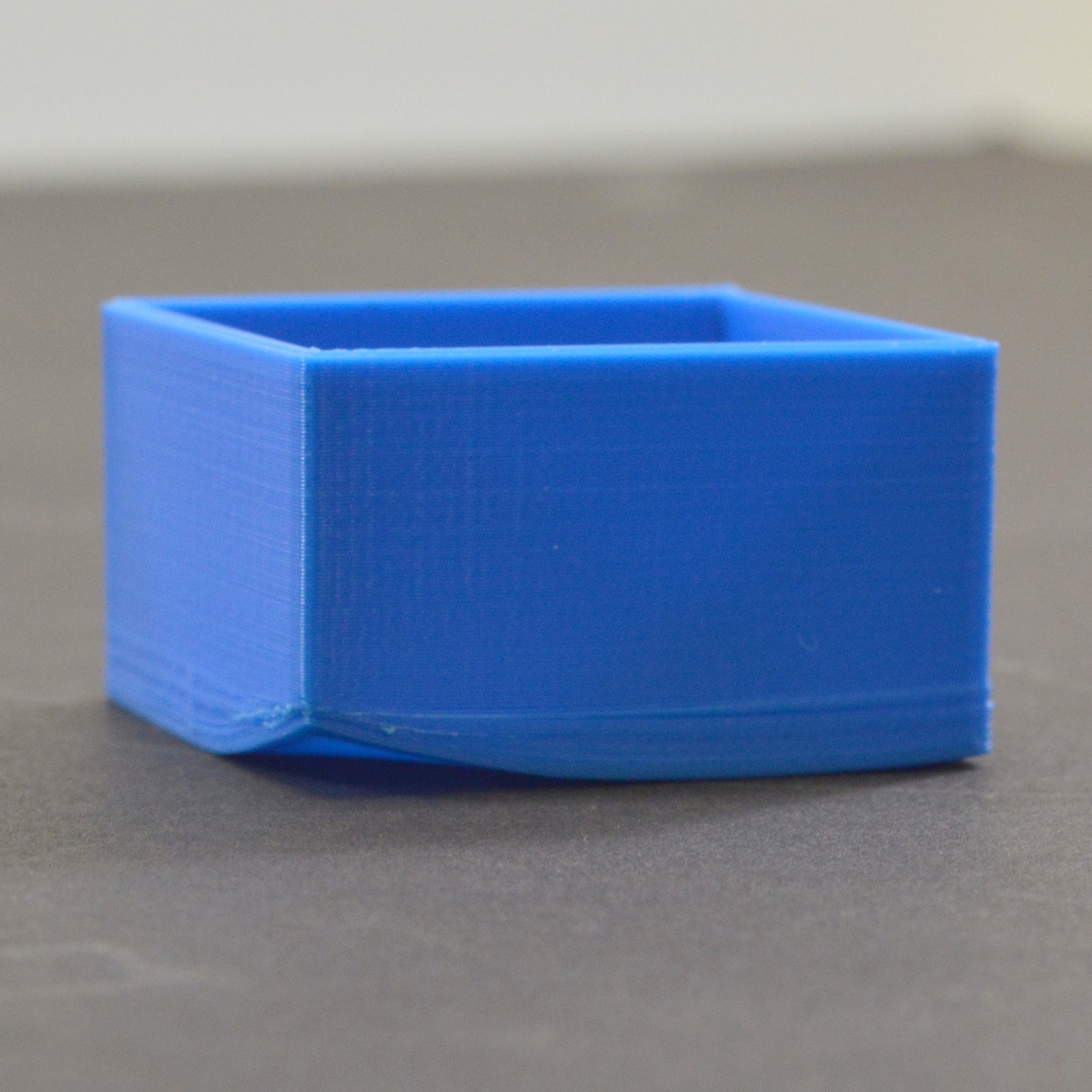
Перекрытие заполнения (Infill Overlap) относится к проценту наложения заполнения на оболочки. Когда количество оболочек невелико, а процент перекрытия заполнения установлен выше 12%, мы замечаем "прожилку" на поверхности готовых 3D моделей, особенно на крупных деталях из полупрозрачного PLA. Мы предпочитаем, чтобы почти все наши модели из PLA имели перекрытие на 8%. На фотографии снизу показан пример двух оболочек с перекрытием 15% заполнения из полупрозрачного синего PLA. Хотя эффект выглядит довольно круто, нам нужно было уменьшить перекрытие заполнения, чтобы этот "прожилковый" дефект исчез.

Скорость и температура
Как мы предупреждали выше, эти настройки PLA хорошо работают с принтерами Lulzbot TAZ с поддержкой E3D. Эти температуры (и скорости) могут отличаться в зависимости от 3D принтера и продолжительности использования.
Наше сопло работает при комфортной (но немного более высокой, чем в среднем) температуре 205–210 ° C для PLA. Обычно мы разогреваем стол до 60 ° C, но, поскольку мы добавили более толстое стекло толщиной 1/4 дюйма, мы увеличили его до 65 ° C. Это более толстое стекло облегчает процесс стола, а также предотвращает появление трещин и сколов. Мы использовали PLA на столах, у которых нет возможности нагрева, но определенно лучше предусмотреть стол с подогревом. Стеклянный столик, нагретый до 65 °, помогает предотвратить деформацию и предотвратить срывание деталей в процессе 3D печати.
Мы работаем с нашими принтерами немного медленнее, чтобы обеспечить наилучшее качество поверхности. Обычно мы устанавливаем нашу среднюю скорость 60 мм / с, с более медленными настройками для внешнего и верхнего / нижнего слоев. В расширенном режиме у нас установлены следующие настройки скорости:
- Travel Speed: 150 мм/с
- Bottom Layer Speed: 25 мм/с
- Infill Speed: 60 мм/с
- Top/Bottom Speed: 40 мм/с
- Outer Shell Speed: 40 мм/с
- Inner Shell Speed: 60 мм/с
Настройки материала поддержки
Мы обнаружили, что настройки поддержки - одна из самых сложных вещей, которую нужно изменить. Каждый материал требует разного процента заполнения и угла. Каждый из них также требует уникального расстояния от 3D модели для легкого удаления.
Любой, кто печатал достаточно долго, скорее всего, не любит работать с настройками суппортов. Наши рекомендации по настройками материала поддержек следующие:
- Structure Type: Lines
- Overhang Angle for Support: 50°
- Fill Amount: 15%
- Distance X/Y: 0.8mm
- Distance Z: 0.16mm
В том же разделе, что и настройки поддержки, вы также найдете тип основания для схватывания со столом. В то время как "brim" настройки обычно не нужны для деталей из PLA, большие 3D модели могут деформироваться, и узкие части с трудом прилипают к столу, не опрокидываясь. В наших настройках PLA этот параметр обычно отключен по умолчанию, и мы включаем его вручную для таких особых случаев.
Проблема со слоем основания, особенно на PLA, заключается в том, что их сложно снять. У нас были детали, где кромку намного сложнее удалить, чем основной поддерживающий материал. Это заставило нас перейти на более узкий "skirt" вариант вместо "brim".
Выбрав "None" в качестве типа первого слоя, нажмите "…", чтобы увидеть дополнительные параметры. Затем мы меняем количество линий на 10-15, начальное расстояние на 0,01 мм и минимальную длину на 250 мм. Это позволяет первому слою формироваться только снаружи 3D модели. Хотя внешняя сторона все еще потребует дополнительной обработки, это позволяет сэкономить много времени на удалении полей с внутренних тонких частей 3D модели.
Охлаждение
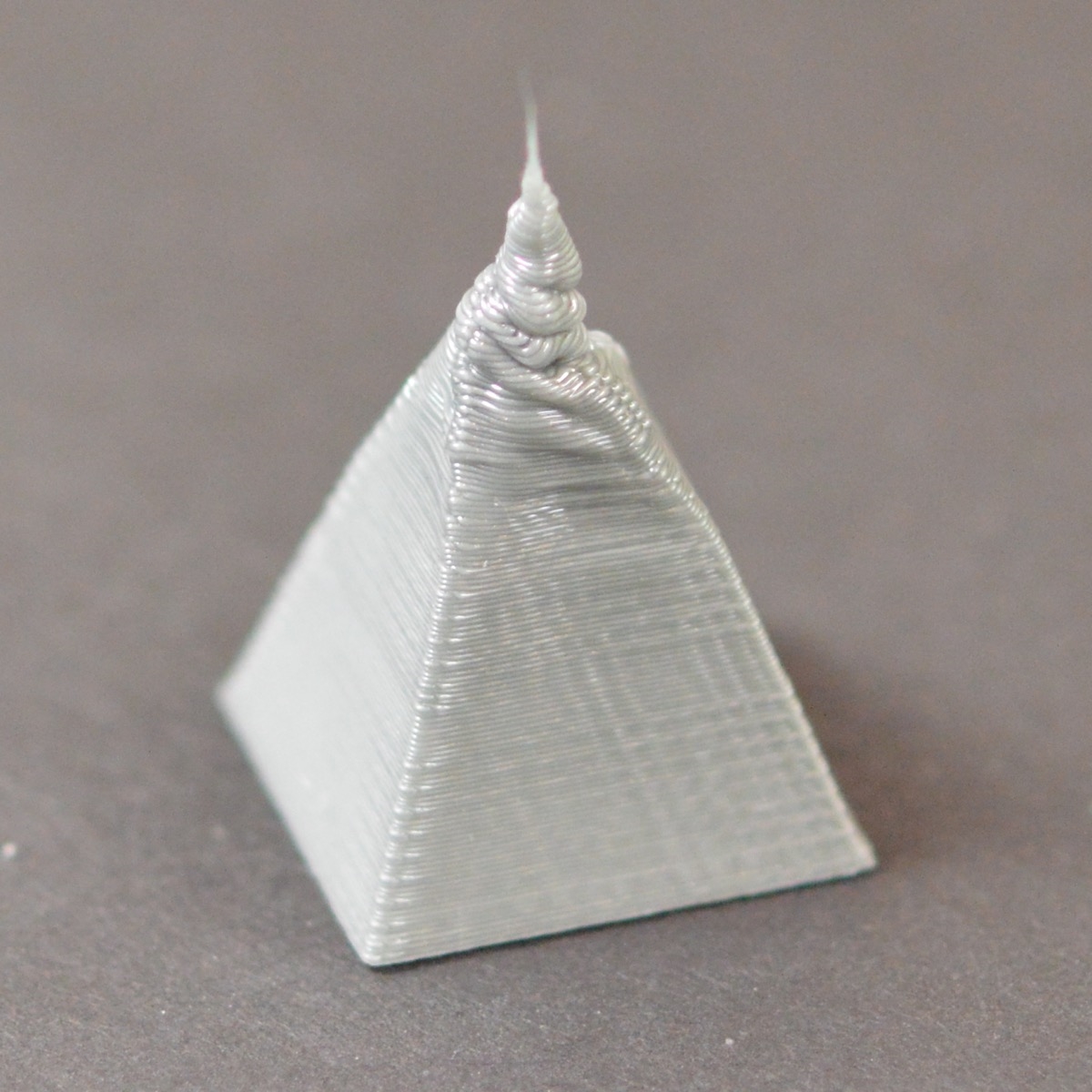
И, наконец, последний раздел на вкладке расширенных настроек - это возможность активировать активный вентилятор охлаждения. Вентилятор для PLA пластика надо всегда держать включенным. Если вы попытаетесь выключить охлаждающий вентилятор, вы можете получить неприятные дефекты (например, на фото снизу).

В результате настройки охлаждения для Cura при использовании PLA пластика выглядят следующим образом:
- Fan Full on at Height: .5mm
- Speed Min: 35%
- Speed Max: 75%
- Minimum Speed: 10mm/s
- Cool Head Lift: выключен
Выводы
Хотя мы добились успеха с этими настройками PLA, бывают случаи, когда определенные 3D модели требуют незначительных изменений. Определенные углы при 3D печати могут потребовать, чтобы ваши настройки поддержек были немного ближе по оси Z или X / Y. Как и любые настройки материалов для 3D печати, эти настройки PLA необходимо настраивать для каждой марки/модели 3D принтера.
PrintScreen экрана с нашими базовыми и расширенными настройками приведены ниже:
Полилактид (ПЛА, PLA) — это биополимер, пользующийся высокой популярностью среди энтузиастов 3D-печати по двум основным причинам.

Основные преимущества и недостатки ПЛА
Во-первых, это экологичный, биоразлагаемый пластик, получаемый из натурального сырья — как правило, агропромышленных отходов кукурузы и сахарного тростника, из которых добывается крахмал, перерабатываемый в молочную кислоту и лактид, а затем в итоговый полимер. Стоит иметь в виду, что биоразлагаемость полилактида условна в том смысле, что он действительно распадается под воздействием микроорганизмов, однако в обычных условиях происходит это не так уж и быстро. Для оперативной переработки требуются промышленные компостеры, а в сухих, чистых и прохладных условиях срок жизни изделий из ПЛА измеряется годами. В то же время, чистый материал совершенно нетоксичен, а потому хорошо подходит, например, для производства детских игрушек при условии использования нетоксичных красителей.
Второй момент — это простота 3D-печати полилактидом. Среди всех доступных материалов это один из наиболее непривередливых в плане технических возможностей используемого оборудования, так как ПЛА не требует высокотемпературных хотэндов, износостойких сопел или термокамер, и даже позволяет обходиться без подогреваемых столиков. Этот материал — прекрасный выбор для начинающих пользователей 3D-принтеров.
Профессионалы тоже не обходят ПЛА стороной, так как он хорошо подходит для быстрого прототипирования, изготовления макетов и сувенирной продукции со стабильными результатами, снижающими трудозатраты.

С другой стороны, полилактид не лишен недостатков, среди которых можно отметить крайне низкую теплостойкость (всего около 50°С) и довольно высокую хрупкость, осложняющие использование этого полимера в инженерных приложениях, например в производстве нагруженных конструкций и деталей механизмов, а также делающие практически невозможной продолжительную эксплуатацию изделий из этого материала на открытом воздухе, особенно в жарком климате. Низкая теплостойкость также затрудняет механическую обработку.
Напоследок стоит упомянуть еще одно популярное направление использования полилактида — 3D-печать выплавляемых/выжигаемых литейных мастер-моделей. Здесь у ПЛА целый ряд плюсов, включая один неочевидный: этот полимер относительно дешев и обладает низкой зольностью, а низкую температуру тепловой деформации можно считать не недостатком, а преимуществом, так как быстрая потеря прочности помогает предотвращать растрескивание литейных форм из-за теплового расширения полимерной начинки при обжиге.
Общие характеристики REC PLA:
- Плотность: 1,25 г/см^3
- Температура эксплуатации: от -20°С до +40°С
- Температура размягчения:
Механические характеристики REC PLA:
Рекомендации по подготовке к 3D-печати PLA-пластиком
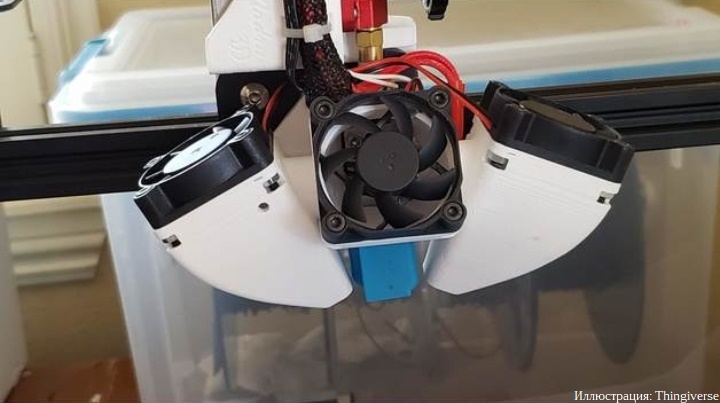
Для 3D-печати полилактидом подойдет любой, даже самый бюджетный FDM 3D-принтер. ПЛА отличается низкой термоусадкой, а потому не требует использования термокамер. Подогрев столика опционален и в большинстве случаев избыточен. Более того, этот материал достаточно долго застывает, что вкупе с изначально низкой температурой тепловой деформации требует помощи не с подогревом, а наоборот с охлаждением укладываемого пластика, чтобы он успевал схватываться и сохранял форму при укладке последующих слоев и построении нависающих элементов. По этой причине при работе с ПЛА настоятельно рекомендуется включать обдув печатаемых изделий. Для этой цели головки абсолютного большинства FDM 3D-принтеров оснащаются специальными фабричными или самодельными вентиляторами с подводом воздуха к соплу (см. иллюстрацию ниже).
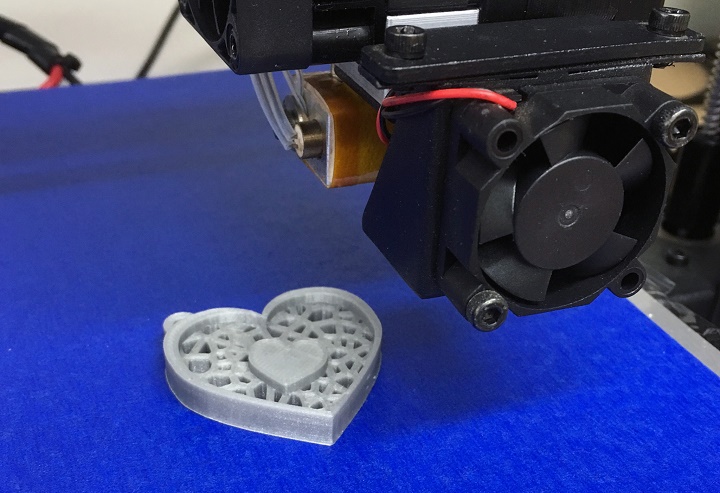
ПЛА демонстрирует высокую межслойную адгезию, что хорошо, а чтобы материал лучше схватывался со столиком, рабочую поверхность желательно покрыть синим малярным скотчем (как на иллюстрации ниже), лаком для волос, либо тонким слоем клея — подойдет обычный канцелярский клей-карандаш или наш специальный, универсальный состав The3D. Во многих случаях дополнительные адгезионные средства не требуются вообще, например при использовании 3D-принтеров со специальными адгезионными покрытиями или стеклянных столиков.
При необходимости, для повышения схватывания с поверхностью можно включить подогрев столика, но без чрезмерного нагревания, памятуя о низкой теплостойкости ПЛА. Например, можно включить подогрев в начале 3D-печати для улучшения схватывания первого слоя модели со столиком или вспомогательным адгезионным покрытием, а затем отключить, чтобы столик не генерировал избыточное тепло.

Как и с любым другим материалом, при работе с ПЛА важно не превышать допустимую скорость и температуру 3D-печати. Конкретный скоростной диапазон указать не можем, так как он зависит от используемого оборудования, но насчет температурного режима поясним, что нагревание хотэнда свыше рекомендуемых параметров ради повышения производительности крайне нежелательно, так как перегрев материала способствует образованию нагара внутри хотэнда и возникновению пробок в соплах.
Реком ендуемые настройки для 3D-печати материалом REC PLA:
- Температура сопла: 200-220°C
- Температура стола: 0-60°C
- Обдув крайне желателен
- Рекомендуемые адгезионные средства: клей The3D, синий скотч
- Минимальный диаметр сопла: 0,1 мм

Хранение PLA-пластика
Все полимеры в той или иной степени гигроскопичны, и ПЛА — не исключение. Насыщенность влагой может привести к закипанию материала в хотэнде с разными неприятными последствиями вроде прерывистой подачи с щелчками, образования пузырьков, расслоения и других дефектов. Кроме того, продолжительное воздействие влаги приводит к потере физико-механических свойств, так что филаменты желательно держать сухими. Ничего сложного здесь нет, достаточно просто упаковывать неиспользуемые катушки в плотно закрытые пластиковые пакеты или контейнеры, предварительно положив внутрь пакетик силикагеля.
Заодно такая упаковка предотвратит накапливание пыли, способной образовывать нагар в хотэнде и сопле. Если пластик все же покроется пылью, достаточно пропустить филамент через простой поролоновый фильтр (например, вот такой) по пути от катушки до хотэнда прямо во время 3D-печати.

При необходимости материал можно просушить непосредственно перед 3D-печатью. Подробно о том, как правильно хранить и сушить пластики, можно узнать из отдельных статей по этим ссылкам:
Наконец, еще раз напомним про низкую теплостойкость полилактида и порекомендуем хранить филамент в прохладном месте, подальше от прямого воздействия солнечного света, радиаторов отопления, кухонных плит и других источников тепла.
Постобработка PLA-пластика
Полилактид — материал твердый, но не лучшим образом подходящий для механической обработки ввиду трудностей , связанных с низкой температурой плавления. В то же время стоит помнить о довольно высокой хрупкости этого материала: при слишком сильном механическом воздействии возможно растрескивание, так что к сверлению, фрезерованию, гравированию и другим подобным процедурам стоит подходить аккуратно.

Материал хорошо поддается покраске акриловыми красками, желательно с использованием грунтовки. Для склеивания можно применять цианоакрилат (супер-клей), а также некоторые растворители, например дихлорэтан и дихлорметан. Последние также хорошо подходят для сглаживания поверхностей. Имейте в виду, что это токсичные, летучие жидкости, требующие строгого соблюдения техники безопасности. Более безопасным вариантом для сглаживания слоев служит концентрированный лимонен. Ацетон с ПЛА не работает.
Безопасность PLA-пластика REC
В общем и целом, полилактид считается одним из самых безопасных материалов в арсенале 3D-печатников, но стоит иметь в виду, что все зависит от добросовестности производителей — нет никаких гарантий, что в дешевом филаменте под сомнительным брендом не будут присутствовать токсичные красители или другие добавки. Мы всегда предоставляем информацию о безопасности выпускаемых пластиков для 3D-печати, включая наш фирменный вариант полилактида — REC PLA .

Несмотря на высокую безопасность ПЛА, мы рекомендуем никогда не рисковать и всегда печатать в хорошо вентилируемых помещениях, по возможности с вытяжкой, вне зависимости от используемого материала.
Объемы выделений и предельно допустимые концентрации (ПДК):
- Метанол: <0,1 мг/м^3 (ПДК 15 мг/м^3)
- Уксусная кислота: <2,5 мг/м^3, (ПДК 5 мг/м^3)
- Ацетон: 1,285 ± 0,32 мг/м^3 (ПДК 800 мг/м^3)
Сертификаты безопасности публикуются в специальном разделе нашего сайта.
Испытания PLA-пластика REC
Наша компания последовательно проводит испытания выпускаемых филаментов для 3D-принтеров. С отчетами об испытаниях* REC PLA можно ознакомиться по ссылкам ниже:
*все испытания проводились на напечатанных образцах с толщиной слоя 0.2мм
В этом кратком руководстве будет описано, как подобрать оптимальные параметры 3D печати PLA пластиком .
PLA пластик довольно неприхотлив, когда дело касается температуры, более того, PLA — отличный способ поэкспериментировать, поскольку его проще использовать, чем например ABS или PETG пластики. Важно отметить, что определенные цвета и марки PLA могут печататься при разных температурах.
В этой статье мы рассмотрим идеальный диапазон температур как для хотэнда, так и для стола 3d принтера, а также признаки того, что температуру необходимо отрегулировать.
Температура сопла для PLA
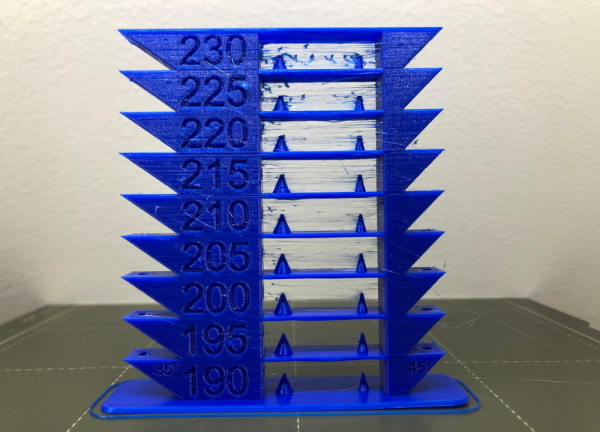
Диапазон температур, при которых вы можете печатать, в зависимости от ваших потребностей, составляет от 190 до 220 ° C.
Возможные дефекты
Возможно, вам придется поднять температуру сопла, если ваши отпечатки не прилипают к столу 3d принтера. Недостаточно нагретый хотэнд, также может затруднить прорисовку углов на ваших отпечатках.
Один из лучших способов достичь идеальной температуры сопла — это поэкспериментировать. Медленно регулируя температуру, повышая или понижая, вы найдете золотую середину для конкретной нити и вашего 3d принтера.
Как мы упоминали выше, идеальная температура печати может отличаться для разных марок, типов и цветов пластика. Например, катушка с черным PLA лучше всего печатает при температуре около 215 °C, а катушка с синей нитью лучше печатает при 210 °C.
Температура стола 3d принтера
Столы с подогревом имеют большое значение для качественной 3D-печати. В настоящее время они есть у большинства 3D-принтеров. Несмотря на то, что рекомендуемая температура печати PLA составляет 70 °C, это не всегда работает, диапазон составляет от 55 до 70 °C.
Возможные дефекты

Наиболее часто встречающийся дефект, если температура вашего стола слишком низкая — это то, что ваши отпечатки не прилипают к столу 3d принтера.
Только будьте осторожны, не подымайте температуру слишком сильно, иначе на отпечатках может получиться «слоновья нога». Этот дефект часто возникает, особенно часто когда отпечаток очень тяжелый.
На температуру печати могут влиять внешние факторы. Например, если есть сквозняк из окна, вы можете увеличить температуру сопла и стола на пару градусов. Кондиционирование воздуха, также может снижать температуру печати.
Одно из лучших решений - это сделать корпус для вашего принтера. Что касается температуры, корпус решает две проблемы: они не позволяют внешней температуре сильно влиять на ваши отпечатки и сохраняет постоянный микроклимат внутри. Популярная 3D модель корпуса для 3D принтера из столиков IKEA
Какова хорошая скорость печати для PLA?
Хорошая скорость печати для PLA обычно находится в диапазоне 40-60 мм / с, что обеспечивает хороший баланс качества печати и скорости. В зависимости от типа, стабильности и настройки вашего 3D-принтера вы можете легко достичь скорости выше 100 мм / с. 3D-принтеры Delta обеспечат более высокие скорости по сравнению с декартовыми.
Для большинства пользователей я бы рекомендовал придерживаться диапазона, но есть случаи, когда люди использовали более высокую скорость печати и получали отличные результаты.
Вы также можете попробовать увеличить скорость, но снова постепенно. Низкие эксплуатационные расходы PLA позволяют увеличить скорость и получить отпечатки хорошего качества. Однако будьте осторожны, не переусердствуйте.
Как правило единого мнения о настройках печати PLA пластиком для 3D принтера не существует, так как сегодня существует огромное множество производителей материалов для 3D печати которые изготавливают его из сырья самого различного качества и такого же множества производителей принтеров самого различного качества и технико-механических характеристик и особенностей. Но в случае PLA пластика VolPrint всё вполне однозначно как на самом дешевом так и на самом дорогом 3D принтере. Наша кампания уже более трёх занимается производством и продажей материалов для 3D печати используя сырьё одного из лучших в мире поставщиков в мире, поэтому настройки печати этим пластиком давно известны и диапазон настроек позволяет любому пользователю очень быстро разобраться даже начинающему пользователю, как печатать PLA пластиком.
Немного полезных статей и ссылок на тему PLA пластика:
- Тест настроек параметров печати:Печать PLA пластиком
- Как правильно выбирать PLA пластик Выбор PLA пластик
- Интернет машагиз пластика PLA пластик

Содержание статьи:
Режимы печати PLA пластиком
Полилакти́д (ПЛА) — биоразлагаемый, биосовместимый, термопластичный, алифатический полиэфир, мономером которого является молочная кислота. Сырьем для производства служат ежегодно возобновляемые ресурсы, такие как кукуруза и сахарный тростник. Используется для производства изделий с коротким сроком службы (пищевая упаковка, одноразовая посуда, пакеты, различная тара), а также в медицине, для производства хирургических нитей и штифтов.
Что-бы качественно печатать, необходимо качественно хранить:
В случае с PLA пластиком долго говорить о режимах не придётся, главное соблюдать ряд предварительных мер. Сам по себе PLA пластик является гигроскопичным материалом, то есть при длительном нахождении в открытом пространстве начинает впитывать из него влагу, что в дальнейшем может повлечь проблемы с 3D печатью. Для того что-бы это предотвратить, необходимо хранить вашу катушку пластика в ZIP пакете, кстати в нашей упаковке всегда есть такой запасной пакет. Далее вам необходимо знать общие характеристики PLA пластика:
Общие характеристики PLA-пластика
| Температура плавления PLA пластика | >180 c |
| Температура размягчения PLA пластика | >60 c |
| Прочность на разрыв PLA пластика | 58 МПа |
| Модуль упругости PLA пластика | 3.3 ГПа |
| Удлинение PLA пластика | 4% |
| Усадка PLA пластика | <0.7% |
Настройки температуры печати PLA пластиком
Можно долго рассуждать над вопросом: какая же рабочая температура у PLA пластика для вашего принтера? В нашем случае всё просто, рабочая температура экструдера для PLA пластика VolPrint находится в диапазоне от 200 до 240 С. В среднем большая часть пользователей нашего пластика сходятся во мнении что 220 С это золотая середина и данной температуры сопла для PLA достаточно что-бы раз и навсегда перестать думать об этом вопросе.
Характеристики PLA-пластика VolPint
| Температура плавления PLA пластика | 205 - 240 с |
| Температура размягчения PLA пластика | > 60 c |
| Температура стола | 0 - 50 с |
Настройки температуры стола для PLA пластика
Здесь сколько людей - столько мнений. Кто-то рекомендует температуру стола для PLA пластика до 70 С, а кто-то вообще никогда не задумывался над вопросом "какая температура для PLA пластика". В свою очередь подчеркнём что, PLA материал с небольшой температурой смягчения и в соотношении в связи с чем усердствовать здесь не стоит.
Что касается лично нас, в случае с PLA пластиком мы печатаем на принтерах которые специально сделаны для печатью PLA пластиком и подогрев стола там вообще не предусмотрен.
Примеры печати PLA пластика со столом без подогрева.

Настройки скорости печати pla пластиком
Что-бы ваш экструдер успевал подавать требуемое количество PLA пластика в единицу времени, так что-бы вы всегда были довольны результатом, необходимо помнить что всё зависит от диаметра выходного отверстия сопла вашего принтера.
При печати соплом 0.1 мм - 0.3 мм скорость печати должны находиться в диапазоне 45 - 65 мм/с.
Настройки обдува pla пластика
С обдувом PLA пластика так же всё просто как и с остальными настройками. Традиционно не пользоваться обдувом до второго слоя если вы печатаете без рафтов и до первого если вы их используете.
Если PLA пластик не прилипает к столу
Если PLA пластик не прилипает к столу, необходимо проверить:
- Уровень стола и качество его поверхности.
- Уровень калибровки расстояния между столом и соплом (должен помещаться обычный бумажный лист)
- Если печатаете на стекле протрите его техническим спитом. Если на скотче, обновите его.
Ряд этих мер должен избавить вас от вопроса "Почему PLA пластик отлипает от стола?"
Читайте также: