
Можно ли 3d принтер ставить на паузу
Это информация для новичков, для тех кто только осваивает 3D принтер, опытные пользователи и так все это знают, но почему то не делятся информацией.
Сразу, фото с экрана принтера не очень хорошие, потому как сложно фоткать на телефон он пытается сфокусироваться не туда, но все настройки продублированы печатным текстом, а фото просто для ознакомления.
Описание настроек прошивки Marlin для 3D принтера Creality3D Ender 3 Pro
При нажатии на "About Printer" (О принтере)
Можно посмотреть версию прошивки, у меня
Как видно версия: 1.1.6.2
Поэтому все остальное рассмотренное ниже относится к версии 1.1.6.2
Info Sreen
Info Sreen - Информационный, главный экран по умолчанию
Состоит из четырёх подразделов
1. Название 3D принтера.
2. Температуры сопла, стола и скорость вращение вентилятора
- Вверху установленная температура в настройках
- Внизу температура реальная.
На скриншоте видно, что в установках температуры нулевая, а реальная температура это комнатная температура. Лайфхак - 3D принтер можно использовать как градусник
3. Координаты сопла.
4. Работа с картой памяти (SD картой).
При нажатии на энкодер входим в экран настроек
И еще строчка "About Printer" но об этом было раньше (см. выше)
- Prepare - Подготовка
- Control - Контроль
- Print fromTF - Печать с SD карты вставленный в принтер
- Change TF card - Инициализировать карту SD
- About Printer - О принтере
Давайте все рассмотрим подробно
Prepare - Подготовка
В этом разделе действие выполняются сразу тут же еще до печати, поэтому и название раздела "Подготовка". Вы готовите принтер для печати, если конечно, вам это надо. Например, выбрали нагрев сопла и оно стало нагревается, выбрали перемещение сопла по оси Z и оно поехало вверх и так далее.
Prepare подразделы
- Move axis - Перемещение по осям (есть подразделы)
- Auto home - Автоматическая парковка (печатающая головка уедет на нулевые координаты)
- Set home offset - Установить исходное смещение
- Disable Steppers - Отключить шаговый двигатели
- Preheat PLA - Предварительный нагрев для PLA пластика
- Preheat ABS - Предварительный нагрев для ABS пластика
Подразделы для Preheat PLA или Preheat ABS (они одинаковые)
Preheat PLA (ABS ) - общий нагрев
Preheat PLA (ABS )end - нагрев сопла или вернее его "горячего конца" (что такое "горячий конец" в отдельной статье: " Словарь терминов используемых при 3D печати ")
Preheat PLA (ABS) bed - нагрев стола
Если выбрать один из этих разделов то появляется новый пункт меню: "Cooldown"- выключить нагрев.
Move axis - Перемещение по осям
Move axis X, Y, Z - можно подвигать экструдер по осям X, Y, Z
Extruder - можно включить шаговый двигатель "холодного конца" экструдера, но если "горячий конец" экструдера не нагрет, т. е. не было выбрано ранее Preheat PLA или Preheat ABS то при заправленном экструдере ничего не произойдет. При не заправленном прогонит нить до нагревателя т. е. до сопла. Если нагрев "горячего конца" произведен то начнет вылезать нагретый пластик при положительных значениях.
Control - Контроль
Этот раздел позволяет контролировать что происходит уже при печати и менять если это надо, сразу, на лету или заранее и вносит изменения в настройки.
- Temperature -Температура (есть подразделы)
- Motion - Движение (есть подразделы)
- Filament - Нить (есть подразделы)
- Store settings - Сохранение настроек
- Load settings - Загрузка настроек
- Initialize EEPROM - Инициализировать EEPROM
Рассмотрим все более подробно
Temperature - Температура
Nozzle - Температура "горячего конца " (по умолчанию 0)
Bed - Температура стола (по умолчанию 0)
Fan Speed - Скорость вентилятора (по умолчанию 0). Начинает крутится от 60, но ели помочь рукой то может раскрутится даже от 20 (по крайне мере так у меня)
Preheat PLA - настройки для PLA пластика, есть подпункты
- Fan Speed - Скорость вентилятора (по умолчанию 255)
- Nozzle - Температура "горячего конца " (по умолчанию 185)
- Bed - Температура стола (по умолчанию 45)
- Store setting - Сохранить настройки
Preheat ABS - настройки для ABS пластика, есть подпункты
- Fan Speed - Скорость вентилятора (по умолчанию 255)
- Nozzle - Температура "горячего конца " (по умолчанию 240)
- Bed - Температура стола (по умолчанию 70)
- Store setting - Сохранить настройки
Motion - Движение (везде есть подпункты меню)
- Velocity - Скорость
- Acceleration - Ускорение
- Jerk - Рывок
Steps/mm - Шаги/мм. Коэффициенты шаг/мм по осям. Учитывается передаточный коэффициент осей.
А теперь подробно разберем подпункты этого меню
Velocity - Скорость
Максимальная скорость перемещения
- V max X - (по умолчанию 500)
- V maxY - (по умолчанию 500)
- V maxZ - (по умолчанию 5)
- V max E -(экструдер) (по умолчанию 25)
Acceleration - Ускорение
- Accel -ускорение (по умолчанию 500)
- A-Retract ускорение при ретрактах (откатах) (по умолчанию 500)
- A-Travel ускорение при перемещениях (по умолчанию 1000)
- Amax X, Y, Z, E - максимальное ускорение по осям (по умолчанию 500)
Jerk - Рывок
Моментальное изменение скорости
- Vx - Jerk (по умолчанию 10)
- Vy - Jerk (по умолчанию 10)
- Vz - Jerk (по умолчанию +000.40)
- Ve - Jerk (по умолчанию 5)
Steps/mm - Шаги/мм
- Xsteps/mm (по умолчанию 80)
- Ysteps/mm (по умолчанию 80)
- Zsteps/mm (по умолчанию 400.00)
- Esteps/mm(по умолчанию 93)
Разберем что значат все эти параметры
Новичку в эти настройки лучше не лезть, но понимать их надо, поэтому чуть, чуть теории, что бы понимать все это.
Ну со скоростью (Velocity) все понятно, это скорость с которой ездит сопло ("горячий конец") экструдера. А вот дальше нужно разбирается.
Понятия "Acceleration" (ускорение) и "Jerk" (рывок) различаются. Так как принтер понимает и знает что ему предстоит делать, передвинуть сопло (экструдер) на большое расстояние или сдвинуть на малое расстояние, для принтера это разные вещи. Если принтер делает "длинное движение" перемещает сопло на большую дистанцию, к примеру 30мм, то движение начинается с постепенного разгона и заканчивается постепенным торможением и в этом случае уместно говорить о ускорении - Acceleration . Если движение короткое, миллиметры, то о постепенном разгоне и торможении говорить не уместно, просто на это нет времени и происходит сдвиг сразу на максимальной скорости, называется это рывок - Jerk. Если цифры "рывка" слишком высоки, то это приводит в повышенным износам движущихся частей подшипникам и ремней шаговых двигателей, и вообще принтер может колбасить и он будет прыгать по столу, то же кстати относится и к "Ускорению". Причем Ускорение (Acceleration) задается разным не только для осей, но и для того когда оно происходит при обычном "холостом" движении A-Travel или при "всасывании" нити A-Retract (откат)
Для себя нужно понимать, что чем более ровная или постоянная скорость движение при печати, тем лучше качество. А значит чем меньше разгонов и торможения, тем лучше. Поэтому важно иметь мощные моторы и мощные цепи питающие их, и драйвера для управления моторами, а так же малый вес печатающей головки так как инерцию не кто не отменял. Кстати, поэтому и получил распространение Боуден-экструдер, где разнесены нагревательный элемент и подающая филамент части. В 3D принтерах настройка этих параметров это компромисс между качеством, скоростью и износом.
Steps/mm (Шаги) - это параметр для калибровки принтера высчитывается по формулам, если принтер работает, то вообще не лезем сюда.
Если вы сможете определить строку кода, на которой произошло отключение, то не проблема продолжить. Например видеокамера записывает показания с дисплея принтера или монитора управляющего компьютера. Так можно последнюю выполняемую строку отследить. Затем ручками удаляете из ранее подготовленного г-кода почти все строки от начала до нужной и продолжаете. Но перед этим еще придется нулевые координаты задать. С 3д-принтером я так не делал, а вот на станке с ЧПУ пришлось пару раз так поступать. Но там свет не вырубали и я точно знал на какой строке остановлено выполнение программы.
Myp писал(а): верхний слой может портится ещё от слишком мощного обдува
не вижу сгенерированного Гкода обещанного для крышки с 3 фотки
и какие настройки стоят на вкладке адвансед?
По обдуву. так ведь предыдущие плоские слои так же обдуваются и дыр нет
По настройкам. цеплял вместе с фотками еще инишник с настройками слайсера и файл г-кода, но они не отобразились. Вечером еще раз попробую прицепить.
ADF » 17 авг 2016, 08:23
Sailanser писал(а): обрубить напрочь но только не трогать высоту по оси Z. thor_nsk писал(а): . Например видеокамера записывает показания с дисплея принтера или монитора управляющего компьютера. Так можно последнюю выполняемую строку отследить. Затем ручками удаляете из ранее подготовленного г-кода почти все.Ох, очень отважно звучит сей совет!
Как минимум, надо будет не забыть в начало оторваного жы-кода дописать движение экструдера к месту печати из нулевых координат. ЕСЛИ он нуль определит до долей миллиметра также, как в прошлый раз - что не факт! В отличие от нормального ЧПУ, в принтере сложнее визуально понять место отключения - так как проходов головы очень много, слои тонкие, на глаз не сосчитать. И сам жыкод - вы жы код от принтера видели. Его даже не каждый текстовый редактор открывает, очень уж жирный он по числу строк.
Ставить принтер надолго на паузу - тоже так себе совет. На пазуе принтер держит голову и стол - нагретыми. Если только вручную температуру скручивать во время паузы, а потом не забыть накрутить перед продолжением печати.
thor_nsk писал(а): По обдуву. так ведь предыдущие плоские слои так же обдуваются и дыр не.Так экструдер "стучит", когда верх печатает?
Китайская прюша I3 кит (допилена в процессе), MK8, 0.4mm. Сожжено два БП, один нагреватель сопла.Myp » 17 авг 2016, 08:43
Sailanser писал(а): Вот в том то и прикол, как именно если все обрубить напрочь но только не трогать высоту по оси Z.по остальным осям тоже надо помнить координату, ато будет сдвиг небольшой.
у шаговика используется микрошаг, как тока пропадает напряжение он смещается из микрошага в ближайшее устойчивое положение.
нельзя выключать напряжение шаговиков
а если отключить кровать то она остынет и велика вероятность что деталь отвалится.
так что если вырубают свет - ставь ИБП.
я на паузе оставлял на пол дня, есть проблема выгорания пластика в сопле, за несколько часов в нагретом виде он чернеет и твердеет, надо отключать нагрев пластика.
Добавлено спустя 2 минуты 35 секунд:
если ширина топ солид инфила в 2 раза меньше ширины простого инфила, то последний слой обдувается в 2 раза дольше потмоу что голова делает в 2 раза больше движений.
плюс у тебя скорость низкая, это дополнительно усиливает остывание слоя <telepathmode>На вопросы отвечает Бригадир Телепатов!</telepathmode>
Всё уже придумано до нас!
ADF » 17 авг 2016, 09:10
Кстати, про ИБП. Когда свой (первый и пока единственный) кит собирал, сразу же пошёл в компутерный магаз и купил ИБП. Стоил он что-то около 5 или 6 тысяч, но был далеко не самым дешевым (самые дешевые по ТТХ не подходило, более нормальные - шли вразрез с жабой).
И вот, за уже без малого год печати, ИБП пригождался ровно раз, когда свет моргнул на несколько секунд. Без него - ну, было бы рублей на 50-70 запоротого пластика. А в случае каких-то теоретических долговременных отключений - от источника принтер максимум пять минут протянет. В общем, я что-то весь в сомнениях - окупит ли себя этот самый ИБП когда-либо
Недавно я стал владельцем 3D-принтера, до этого практически ничего не зная о 3D-печати, поэтому и решил поделиться своим опытом с такими же «чайниками», людьми, далекими от этой технологии. Моя статья предназначена именно и только для таких людей; советы же “3D-печатников» со стажем для начинающих могут оказаться бесполезными, в силу их сложности или определенной специфики. Я думаю, что мой пост, основанный личном опыте (и личных ошибках), не перегруженный техническими подробностями, будет весьма полезен широкой аудитории. Также, мое описание базируется на личном опыте использования 3D-принтера компании Creality Ender 3 Pro; возможно, сведения ниже будут бесполезны для моделей других компаний. К сожалению, я не в курсе нынешних российских реалий, и потому все, нижеописанное, касается моделей 3D-принтеров, популярных в США. Также заранее прошу прощения за некоторые слова и термины на английском; я честно пытался, но не всегда мог подобрать адекватный термин на русском.
Сначала приведу несколько «максим» и опровергнутых стереотипов (возможно, впрочем, лишь моих):
“3D-печать – дело сложное, дорогостоящее, и требующее специальных знаний” – это абсолютно не так! Возможно, так когда-то и обстояли дела, но в настоящий момент 3D-принтер – это консьюмерское устройство, которое не сложнее (а, скорее, даже, намного проще!) телевизора, смартфона, компьютера. Вдобавок, это достаточно дешевое, по современным меркам, хобби – одно из самых дешевых, наверное. Специальных знаний для 3D-печати дома не требуется, вернее, не более, что можно за небольшое время почерпнуть из FAQ на официальном сайте, а также в пользовательских формах.
“Для 3D-принтера требуется специальное помещение, потому что он воняет и сильно шумит” – это тоже не верно (или, точнее, не совсем верно). Существуют пластики, такие, как PLA и PETG, которые практически не выделяют запахов при печати, а также модели принтеров, снабженные практически бесшумными вентиляторами. Впрочем, и от entry level моделей шум не «фатальный», а, скажем, как от игрового десктопа/ноутбука в «навороченной» 3D-игре.
“На 3D-печати можно неплохо заработать, печатая дома и продавая на eBay-е забавные поделки, ну, или неплохо сэкономить, печатая нужные для дома вещи, типа автозапчастей и т.п.” – к сожалению, это тоже неверно. Да, на eBay продается много 3D-принтов, но, как вы понимаете, и конкуренция соответствующая. Простота и доступность этой технологии в настоящее время привели к появлению 3D-принтеров в миллионах домов; понятно, что и очень много людей сделали «гениальное открытие» о возможности заработать, продавая то, что они печатают. Рассматривайте 3D-печать лишь как интересное и малозатратное хобби (установите себе начальный бюджет, например, не выше $200-250), способное порадовать вас, вашу семью, а также друзей и знакомых оригинальными поделками и подарками.
“Для 3D-печати нужно обязательно владеть программой трехмерного моделирования или CAD системой – совершенно необязательно! Существует огромное множество сайтов, предлагающий всевозможные 3D-модели для печати: и сканы знаменитых и не очень скульптур, и бюсты исторических личностей, и всевозможные фигурки героев мультфильмов, фильмов и компьютерных игр, и оригинальные остроумные поделки, вроде солнечных часов, показывающих время в цифровом виде, и бо̀льшую часть моделей можно скачать бесплатно – максимум, вас попросят зарегистрироваться для скачивания! Впрочем, владение CAD программой – это весьма неплохой навык (и, в особенности, для DIY-щика – у меня это был один из «пунктов» для покупки принтера), но я пока еще до этого не дошел – но как освою, то обязательно опишу свой опыт 😊
Итак, как я писал выше, обзавелся я принтером модели Ender 3 Pro от компании Creality. Entry level принтеры этой компании – одни из самых популярных в Штатах, из-за неплохого качества, как изготовления, так и печати, низкой цены, а также широкой поддержки community. Ну, и еще, не скрою, немалую роль сыграл отличный «дил» в нашем локальном Microcenter-e (это компьютерный магазин, расположенный в Cambridge, MA): по акции их продавали за $99, плюс купон $10 off на filament (пластиковая нить для печати), которым мне удалось воспользоваться аж три раза 😊. За самим принтером тоже пришлось прокатиться пару раз в магазин: расходились они, по выражению классика, «как мясные пирожки на вегетарианском обеде»!
Принтер поставляется в виде аккуратно упакованного «конструктора сделай сам».

Впрочем, сборка, сильно облегчаемая видео (бумажная инструкция тоже полезна, но видео намного более наглядное), прилагаемом на идущей к принтеру micro SD-card, займет у вас не более часа-двух максимум, после чего принтер в буквальном смысле готов к работе! На что следует обратить внимание при сборке: это расположение «концевика» вертикальной оси (Z) – он норовит встать в, как бы, отведенное для него место, но все не так просто. Этот датчик очень важен (впрочем, все они важны, поэтому важно следовать инструкции по сборке пунктуально, и понимая, что именно ты делаешь), ибо он определяет расстояние сопла печатающей головки (hot end) от печатного стола (heated/print bed).

Основные элементы 3D принтера
А это расстояние весьма важно: если оно будет большим, вам никак не удастся правильно откалибровать положение печатающей головки, а если слишком малым, то печатающая головка может повредить покрытие печатного стола. Как сделал я (впрочем, это можно найти и в куче интернет руководств, и, наверное, на официальном сайте в FAQ – но я не искал): собрав принтер, я установил все четыре калибровочных «барашка» под печатным столом в «расслабленное» состояние, а «концевик» (endstop switch) оси Z закрепил на заведомо большем расстоянии, чтобы печатающая головка (hot end) гарантированно была на расстоянии от печатного стола. Затем включил принтер, и выбрал команду из меню “Auto Home”. После того, как принтер установил головку в «домашнее» положение, я его выключил, и вращая рукой мотор (stepper motor) оси Z, а также аккуратно перемещая «концевик», добился того, что «щелчок» «концевика» (а это и означает срабатывание датчика) был слышен по касанию головки поверхности стола, после чего закрепил «концевик» ключом намертво. Затем, взяв лист обыкновенной бумаги, и вращая «барашки» калибровочных винтов, а также перемещая печатающую головку по всей поверхности рабочего стола, добился того, что она перемещалась, слегка «царапая» лист. Но, к сожалению, подобной «холодной» калибровки будет недостаточно для удачной печати, потому я порекомендую способ «горячей калибровки», или «проверки боем». Вот в этом видео вы сможете увидеть, как происходит процесс калибровки, а также скачать необходимые файлы (ссылка есть в описании видео). Также там находится и ссылка на профили печати для Ender 3 Pro – также порекомендую их скачать (а для чего они нужны, расскажу позже).
После завершения сборки и калибровки, ваш 3D-принтер готов к работе! Если вы заранее запаслись килограммовой катушкой с PLA пластиком (PLA filament, о пластиках, используемых для печати, подробнее будет в следующей части), то смело можете ее устанавливать, а если нет, то с принтером идет небольшой моток пластиковой нити (но лучше все-таки сразу купить катушку, ведь для калибровки тоже потребуется filament!). На micro SD card, идущей с принтером, есть несколько моделей, готовых для печати – это файлы с расширением .gcode (G-код - это язык программирования для устройств с ЧПУ, понимаемый большинством 3D-принтеров. Не беспокойтесь, вам не нужно будет изучать особенности этого языка – за вас об этом побеспокоятся специальные программы, называемые «слайсерами» (slicer) ), так, что зарядив filament (пластиковую нить с катушки) через экструдер (extruder, устройство подачи нити в печатную головку) через маленькое отверстие в экструдере (отжав рукой зажим и направив нить, через подающую трубочку, двигаем нить до упора в печатающую головку), вставив micro SD card в принтер, и выбрав модель в виде .gcode файла, можно смело приступать к печати!

Модели в gcode, идущие в комплекте с Ender 3D Pro
Печатать можно где угодно – в офисе, в столовой, в гостиной, в общем, там, где вы собирали дивайс. Позже я расскажу, где лучше разместить принтер на постоянной основе, но для пробной печати годится любое место – ни какого-то неприятного запаха, ни особого шума не будет.
Но тут вам нужно заранее учесть такую вещь: 3D-печать занимает чертовски много времени! Даже небольшая по размеру модель может печататься несколько часов (а большая – так и несколько суток!), в зависимости от выбранных настроек слайсера, скорости и настроек принтера. Так, что, начиная печатать, примите это во внимание – процесс печати, конечно, можно поставить на паузу (а потом возобновить), но для начала я бы порекомендовал довести процесс без перерывов – ну, чтобы увидеть реальный хороший результат, и почувствовать уверенность в своих силах, а также возможностях принтера.
Нужно заметить, что компания Creality в качестве firmware для своих entry level 3D принтеров использует открытое программное обеспечение Marlin, но, к сожалению, предустанавливает весьма устаревшую версию. Если вы – программист, или просто давно «на ты» с компьютером, то вам не составит труда собрать последнюю версию Marlin-а самому, например, через VSCode, а затем «прошить» ее через SD-card (нужно просто очистить карточку, и скопировать туда файл релиза с расширением .bin). Иначе вы можете воспользоваться моим билдом – скачайте, распакуйте, скопируйте на чистую SD-card, выключите принтер, вставьте карточку, включите принтер. Через небольшое время новое firmware установится на ваш Ender 3 Pro (под другие модели принтеров могут потребоваться другие билды). Впрочем, эту опцию вы можете отложить на потом – принтер готов к работе прямо из коробки.
Тут я хочу упомянуть еще о нескольких полезных усовершенствованиях принтера, которые будут полезны новичку (впрочем, эти усовершенствования опциональны).
Во-первых, я порекомендую вам установить и подключить к принтеру открытое программное обеспечение OctoPrint – для этого вам понадобится Raspberry Pi с камерой. Я использовал дешевый Raspberry Pi Zero W (со встроенным WiFi), который, хотя официально и не поддерживается, но работает великолепно. OctoPrint добавит вашему entry level принтеру далеко не entry level «фичи» - возможность удаленного контроля и управления принтером через веб интерфейс, а также с великолепного приложения для смартфонов.

Приложение это активно развивается и прекрасно поддерживается, обладает весьма обширной и дружелюбной комьюнити; множество полезных фич реализованы или прямо «из коробки», либо с помощью плагинов; документация также обширна и исчерпывающа. Инсталляция, а также подключение к принтеру, чрезвычайно просты: скачиваем образ sd-card, редактируем конфигурационный файл (указываем credentials своей точки доступа WiFi), копируем на карту, подключаем с помощью micro USB ↔ micro USB OTG кабеля к принтеру – и профит!
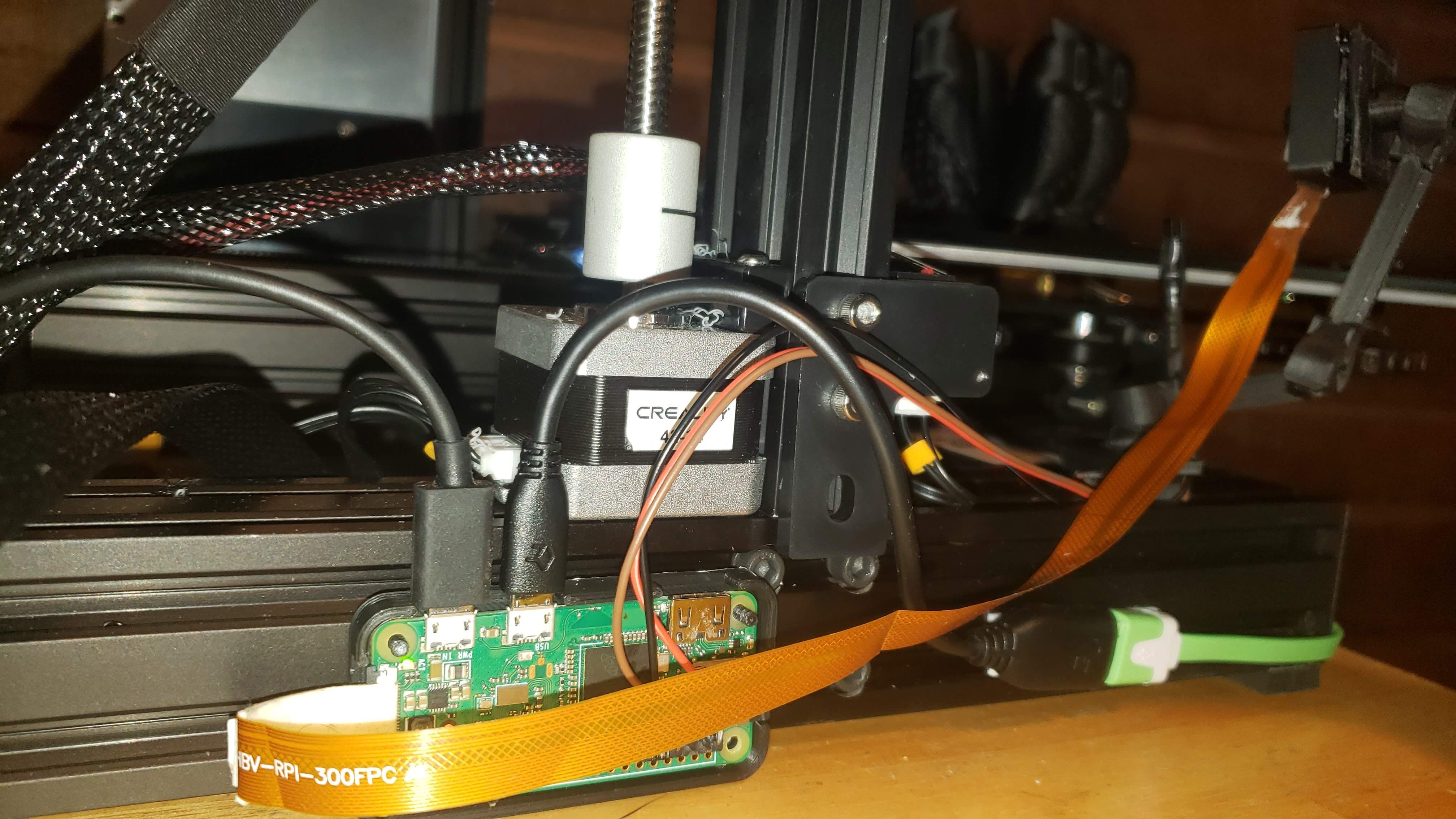
Мой RPi Zero W с камерой и температурным датчиком, подключенный к Ender 3D Pro
Во-вторых, я порекомендую вам сразу же обзавестись запасными поверхностями для печати (build surface plate, это съёмная поверхность, устанавливаемая на нагреваемый стол (heated bed), и на которой, собственно, и происходит печать). Принтер поставляется со «стандартной» гибкой магнитной поверхностью, и я вас уверяю: обзаводится новой вам придется достаточно скоро! Так, что лучше позаботиться заранее, ибо стоимость их невелика, на Amazon-е просят $9.99 за pack of two. Еще можно «проапгрейдиться» на стеклянную plate (стоит чуть дороже), у нее есть как свои преимущества, так и определенные недостатки, перечислю их вкратце. Достоинства стоковой гибкой магнитной plate: благодаря магниту, легко приаттачивается и снимается с heating bed для очистки, благодаря гибкости, очень просто снимать готовые модели. Недостатки: пластиковое покрытие, на котором, собственно, и происходит печать, достаточно легко повреждается и деформируется как самим «штатным» процессом печати, так и печатающей головкой, в случае неверной калибровки, а также чрезмерным нагревом heated plate – в общем, недолговечная деталь. Но, благодаря дешевизне, вполне может (и должна!) рассматриваться, как «расходник». К достоинствам стеклянной plate можно отнести большую долговечность, чистоту и «прилипающие» (adhesive) свойства этой поверхности. К недостаткам: чуть большую сложность крепления к heated bed (обычно для этого рекомендуют использовать обычные office clamps, но лично я не рекомендую из-за их размеров; куда проще купить специальные маленькие зажимы, стоят копейки на Amazon-е), и сложность открепления напечатанных моделей – стеклянную plate не согнешь. Кстати, и glass plates тоже весьма недороги, вполне можно купить долларов за 10-15 на Amazon (и, следовательно, тоже отнести к «расходникам»).
В-третьих (правда, немного забегая вперед), хочу порекомендовать вот такой небольшой «апдейт», а именно клей для «прилипания» моделей. Стоит такой клей дешево (за 6 «стиков» просят $13), он полностью экологичен, в отличие от популярных доморощенных средств (о них будет рассказ далее), смывается обыкновенной водой, не пахнет. При его использовании тоже есть пара «нюансов»: не стоит наносить на холодную поверхность, и не стоит наносить слишком мало, потому, что при нагреве утратит клеящие свойства, и требует определенной практики в определении оптимального количества, но удобства использования клея с лихвой перекрывают все это.
Теперь хочу поделиться своими соображениями о том, где лучше всего разместить ваш новый, только что купленный 3D-принтер. 3D-печать, вообще-то, процесс «теплолюбивый», поэтому весьма желательно размещение принтера в отапливаемом помещении с комнатной температурой (как минимум 20 °C – в 3D печати традиционно используется температура в градусах Цельсия – ну, или 70 по Фаренгейту). Как я уже писал, в самом начале, при печати некоторыми видами filament, например, PLA, нет никаких неприятных запахов, да и шум от вентиляторов сравним с шумом вентиляторов игрового десктопа или лэптопа при навороченной 3D игре. Т.е. при отсутствии специального помещения (мастерской в подвале или гараже), вполне возможна установка принтера в офисе, или даже детской игровой комнате, или family room. Более того, есть способ, путем покупки чехла для принтера (printer enclosure), уменьшить или вообще свести на нет как возможные запахи, так и вероятный шум. Об этом я расскажу подробнее позже.
Лично я установил принтер в своей «мастерской», в подвале. Там мы сильно не топим, но поддерживаем температуру чуть ниже комнатной. Учтите, что принтер, и сам по себе, занимает определенный объем; также вам понадобится место для размещения катушек с filament-ом, место для обработки моделей. Но, если же вы собираетесь работать с ABS пластиком, и заниматься «финишированием» ABS моделей путем «ацетоновой бани», то однозначно лучше работать в нежилом помещении. О свойствах некоторых пластиков, используемых при 3D печати, я расскажу в следующей части.
Дата-центр ITSOFT — размещение и аренда серверов и стоек в двух дата-центрах в Москве. За последние годы UPTIME 100%. Размещение GPU-ферм и ASIC-майнеров, аренда GPU-серверов, лицензии связи, SSL-сертификаты, администрирование серверов и поддержка сайтов.
Последнее время я часто печатаю большие модели, время печати которых от суток и более. При этом начали проявляться проблемы с электроснаблежнием. Поскольку проблема повторяется уже во второй раз, хочу закрепить полученный опыт в этой статье на тему того, как можно продолжить печать с того же места после прерывания.
Я использую 3д-принтер Wanhao Duplicator i3 Plus на прошивке Marlin , однако статью постараюсь сделать универсальной, с изложением базовых принципов. Это должно быть применимо и для других FDM принтеров.
Краткая теория
Для начала нужно понимать, из чего состоит и как работает любой станок. В основном это несколько актуаторов по осям (движущих механизмов с электродвигателями) и некоторая электроника и механика для управления рабочим инструментом. Все эти части управляются соотвествующими драйверами, драйвера в свою очередь подключены к контроллеру.
На старых станках в качестве контроллера использовались десктопы с LPT портом, тоесть контроллер фактически был вынесен из станка. Однако сейчас роль контроллера может выполнять даже Arduino Uno с её atmega328 . Это решает ряд проблем при использовании компьютера в качестве контроллера.
Надо понимать что обычно, роль контроллера – всего лишь выполнять команды, такие как сделай перемещение по оси X на столько-то , включи подогрев стола , используй текущую позицию как начало координат и тд. Закономерно, это привело к созданию абстракции (общего протокола численного программного управления (ЧПУ)) – G-code . Программа-slicer (например Cura , Fusion 360 ) создает управляющую программу как раз в формате G-code , однако не стоит забывать, что у G-code есть диалекты, тоесть каждый производитель прошивки, может немного поменять значения тех или иных команд, добавить функционал и тд. Для того, чтобы понимать чтоже самом деле происходит при посылке той или иной команды в станок, нужно:
- Узнать что именно за прошивка у вас установлена.
- Найти описание G-code команд на сайте производителя прошивки или просмотреть исходный код из которого прошивка собрана.
Восстановление печати

В моей версии прошивки Marlin на данный момент не реализована функция сохранения последней команды (youtube) или координат инструмента в энергонезависимую flash-память. А также нет алгоритма который мог бы рассчитать текущую позицию проведя инструмент до концевика. Ввиду этого, после перезагрузки, принтер не знает где у него находиться инструмент и какая должна быть следующая команда. И для того, чтобы исполнить любую операцию (и понимать где она будет сделана), нам нужно взять какую-то точку за начало координат и дальше проводить относительно неё все перемещения.
Поиск системы координат
Нулевая точка отсчета на принтере обуславливается расположением концевиков и, в моём случае, находится на плоскости стола в ближнем левом углу. Если не производить механическую настройку принтера между печатями смещение модели относительно этой точки будет в пределах повторяемости вашего принтера, что вполне удовлетворительно для восстановления печати.
- Аккуратно снять мешающуюся модель, точно запомнив место её нахождения;
- Добавить в G-code операцию паузы (такие используются для смены пластика) или приостановить принтер из его меню после обнуления координат и поднятия инструмента на рабочую высоту;
- Установить вашу модель назад (например с помощью клея);
- Продолжить печать.
Редактирование G-code
Все манипуляции нужно произвести в файле G-code текущей модели вручную. Он представляет из себя текстовый файл, зачастую большого размера. При попытке открытия такого обычным блокнотом у вас могут возникнуть проблемы, тк алгоритм данного редактора не рассчитан на работу с большими файлами и то и дело, то пытается весь файл прочитать, то весь файл записать и тд. Мне очень нравится редактор Visual Studio Code , который советую и вам.
G-code файл (FDM принтера) можно разделить на две части:
Шапка, там где производиться подогрев стола и инструмента, обнуление системы координат. Также зачастую в ней содержатся комментарии.
Повторяющиеся по своему виду наборы комманд для печати слоёв. При использовании, в качестве slicer’a, программы Cura , в G-code все слои любезно прокоментированы.
У нас получается примерно следующий алгоритм:
Смотрим всё что находится в шапке и разбираем, что это означает.
Например, мб такая ситуация, использования датчика уровня стола BLTouch – команда G30 . Её нужно заменить на использование концевика.
В целом убираем всё лишнее кроме подогрева стола и инструмента, обнуления координат. Если вы не используете специальных настроек или датчика уровня стола, в принципе можете не изменять настройки, главное понимать их смысл и чтобы он не противоречил с тем, что вам требуется.
Затем нужно максимально точно измерить высоту напечанной модели.

В моём случае получилось 143.5 мм. Поделив данную высоту на толщину слоя можно получить номер слоя на котором прервалась печать: 143.5 мм / 0.15 мм = 956.[6].
Я всегда округляю величину в меньшую сторону, тк экструдер горячий и не сильно страшно, если он чуть прижмет деталь при печати, в отличии от того, если он начнет класть слой в воздухе.
Теперь следует удалить из файла G-code все операции печати слоёв влоть до 956 (не совсем так).
Имейте ввиду, что нумерация слоёв в Cura идёт с нуля, а не с единицы, поэтому в комментариях ищите 955 слой.
Найти нужный вам слой можно воспользовавшись поиском (ища по слову ;LAYER:955 ). В месте откуда вы хотите удалить код, установить курсор и не меняя его положении прокрутите до начала файла, зажав Shift и установив курсор в новом месте, у вас выделится весь кусок для удаления.
Печать каждого слоя начинается с команды перемещения инструмента на новую высоту, однако в случае, с Cura эта команда содержится в конце предыдущего слоя, соотвественно её нужно тоже сохранить.

Также за этой командой следует несколько других перемещений, я их тоже оставляю тк эта последовательность не мешает и с неё продолжается печать отсутствующего слоя.
Кстати проверить правильно ли вы определили слой можно как раз исходя из значения Z в этой команде.
Как было сказано выше: «Печать каждого слоя обычно начинается с команды перемещения в некоторую точку, с которой начинается печатать слоя». Однако не факт, что алгоритм реализованный в прошивке выполнит не быстрое перемещение (одновременное перемещение по всем осям), а сначала подъём по оси Z, а уже затем по осям XY. В случае быстрого перемещения есть вероятность того, что инструмент, двигаясь с нулевой точки в точку на которой находится продолжение печати, заденет модели.
Поэтому после операции обнуления координат (шапки G-code), я добавляю команду перемещения в точку над уже напечатанными моделями – G0 F0 X0 Y0 Z145 . Подробнее можно прочитать здесь.
Читайте также: