
Как заправить филамент в 3д принтер tronxy
Давайте рассмотрим в деталях процесс 3D-печати филаментом PLA. Мы обсудим, что такое PLA и как его подружить с вашим принтером, как подобрать правильную температуру и на каких поверхностях печатать.
PLA — это удивительный материал для 3D-моделирования. Но не токсичен и в процессе работы приятно пахнет. PLA бывает самых разных цветов, а по причине его температурных характеристик из него исключительно просто получаются великолепные объекты.
Если вы работали с ABS, вы обнаружите, что PLA тверже, наносится медленнее и с помощью него легче получаются замечательно гладкие детали. PLA меньше искажается под воздействием температуры, и им проще печатать крупные объекты. Следует учитывать, что, поскольку этот материал более жесткий, он, следовательно, более хрупкий. Если вы собираетесь использовать распечатанный вами объект в условиях, где ему придется испытывать много ударов и резких столкновений, PLA может оказаться не лучшим выбором.
Другой важный момент при печати PLA — это температуры, которым будет подвергаться распечатка. PLA становится мягким при 70-80 °C, и изготовленные из этого пластика объекты деформируются, если в течение продолжительного времени находятся под воздействием температур, которые выше указанных. Вот почему около экструдера следует использовать ABS или какой-либо другой материал. Все остальные детали принтера мы обычно распечатываем из PLA — кроме тех, которые находятся рядом с экструдером, они из ABS.
Проверьте качество пластика
- Поместите филамент в электрическую духовку на 2-3 часа и температуре 70 °C. Можно для этих целей использовать закрытую камеру принтера с подогревом стола.
- Храните не используемый пластик в герметичной коробке или пакетах с влагопоглотителем. Правильная фабричная упаковка для PLA и ABS - герметичный вакуумный пакет с пакетиком силикагеля. Влагопоглотитель не высушит пластик, но отлично защитит от излишней влаги.
- Используйте не гигроскопичные марки пластика SBS и HIPS - они не впитывают влагу, могут сколько угодно храниться без риска испортиться.
- Монтажная пластина (или подложка для печати) должна быть установлена на правильном уровне.
- Экструдер должен находиться на правильной высоте над ней.
- Материал основы должен быть достаточно хорош, чтобы PLA за него зацепился.
Используйте Самоклеющиеся термоустойчивое покрытие 3M — один из самых простых и быстрых способов добиться отличных распечаток из PLA, как впрочем ABS, SBS или HIPS.
Раньше повсеместно использовался синий скотч 3M — не верх совершенства, но его было очень просто использовать, пока не перестал производиться. Но иногда во время печати ваша деталь могла отодрать скотч от стола, и в таких случаях объект будет иметь искажения.
Используйте вышеупомянутую подложку, с которой меньше проблем.
Печать на подогретом столе
Если у вас стол с регулируемой температурой, можно вполне успешно печатать прямо на стекле. Рекомендуемая температура стола при печати PLA — 70 °C.
При печати на стекле исключительно важно выставить уровень стола и экструдера на правильную высоту. Если экструдер будет находиться слишком далеко от стола, PLA не прилипнет ВООБЩЕ; если слишком близко – стекло полностью заблокирует экструдирование материала, и он опять-таки не прилипнет ВООБЩЕ.
- Проверьте уровень стола.
- Убедитесь, что печатающая головка находится достаточно близко, чтобы она качественно выдавливала первый слой. Зазор между соплом и поверхностью стола проверяется обычным листом бумаги. Лист толжен пролезать через это расстояние, но не застревать.
- Убедитесь, что вы достаточно прогнали экструдер перед началом печати, так что филамент поступает на стол в течение всего процесса печати первого слоя. В программе slic3r вы можете выставить количество обходов до 4 или 5, в зависимости от детали.
- Протрите стекло денатуратом.
Печать на прозрачной самоклеющейся пленке для стола 3д принтера
Прозрачная полиэстеровая самоклеящаяся пленка с перманентным термоустойчивым клеевым слоем. Наклейте пленку на печатный стол. Эта плёнка намного плотнее и прочнее каптонового скотча, поэтому печатать можно намного дольше, выдерживает высокие температуры. Brim (Кайма) не нужен — шестерни без Brim это здорово. Держится дольше каптона.
Печать на каптоновой ленте
Многим удалось добиться хороших результатов, печатая на каптоновой ленте. Чтобы печатать на ней с помощью PLA, требуется монтажный стол с подогревом. Раньше мы именно так и печатали, но когда научились делать всё правильно на стекле, перестали считать этот вариант самым лучшим. Процесс печати на каптоновую ленту практически идентичен печати на стекле, однако требует больше подготовительных работ и очистки. Если вы знаете о каких-то других преимуществах каптоновой ленты, пожалуйста, поделитесь. Мы постоянно работаем над усовершенствованием процесса.
Печать на поликарбонат
Мы немного поэкспериментировали с поликарбонатом, слегка смазывая его растительным маслом. Поликарбонат работает, все распечатывается хорошо. Вот только деталь трудно снимается, так что преимущества как-то неочевидны. Нам кажется, что этот метод заслуживает более глубокого изучения, и мы расскажем о своих исследованиях, как только они будут проведены. А пока мы рекомендуем работать с синем скотчем.
Если температура слишком высока
Между разными частями распечатки вы заметите большое количество своего рода струн (соплей), а экструдер будет «протекать», выпуская большое количество пластика при перемещении между различными печатаемыми областями. Если такое происходит, вы должны попытаться снизить температуру, делая это с шагом в 5 градусов до тех пор, пока из экструдера не перестанет выходить чрезмерно много материала.
Иногда приходится работать с материалом, который просто менее вязок, чем это обычно бывает у PLA, и поэтому он легче протекает даже при более низких температурах. Мы рекомендуем увеличить на несколько миллиметров обратную подачу (ректракт, retract)
Если температура слишком мала
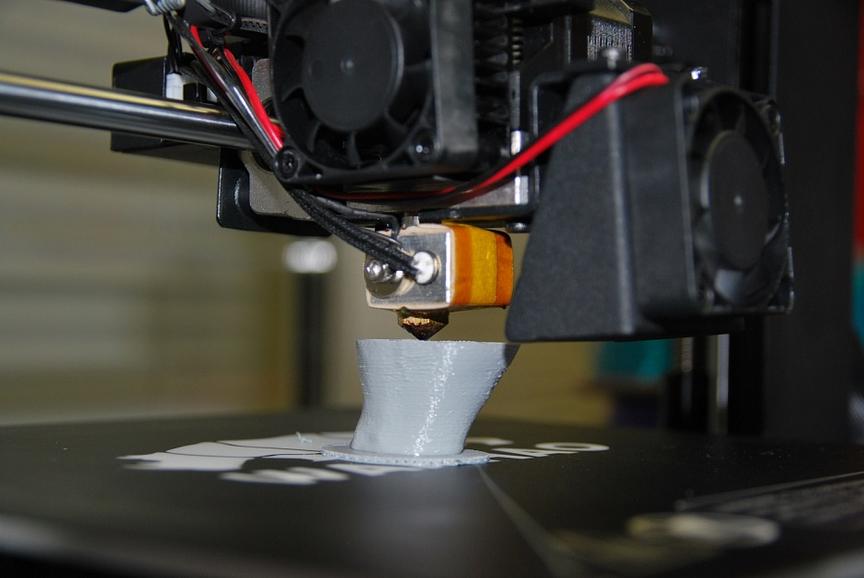
Вы заметите, что филамент или не прилипает к предыдущему слою и у вас получается неровная поверхность, или же деталь получится недостаточно прочной и ее легко разделить. Так или иначе, вам следует увеличить температуру на 5 градусов и продолжать ее наращивать до тех пор, пока у вас не станут получаться качественные отрезки на каждом слое, а после печати деталь окажется достаточно прочной.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Ни одно стандартное расширение Cura не ставит данный принтер на паузу и смену филамента. Если просто задавать вручную M25 - принтер уходит на вечную паузу. Наконец то я нашел решение и хочу им поделиться.
Надо скачать скрипт и установить его в C:\Users\ИмяПользователя\AppData\Roaming\cura\4.8\scripts. Что бы долго не рыскать по диску, можно из Cura выбрать каталог и затем зайти в scripts

Далее перегружаем Cura и теперь можно ставить скрипт с паузой для Tronxy

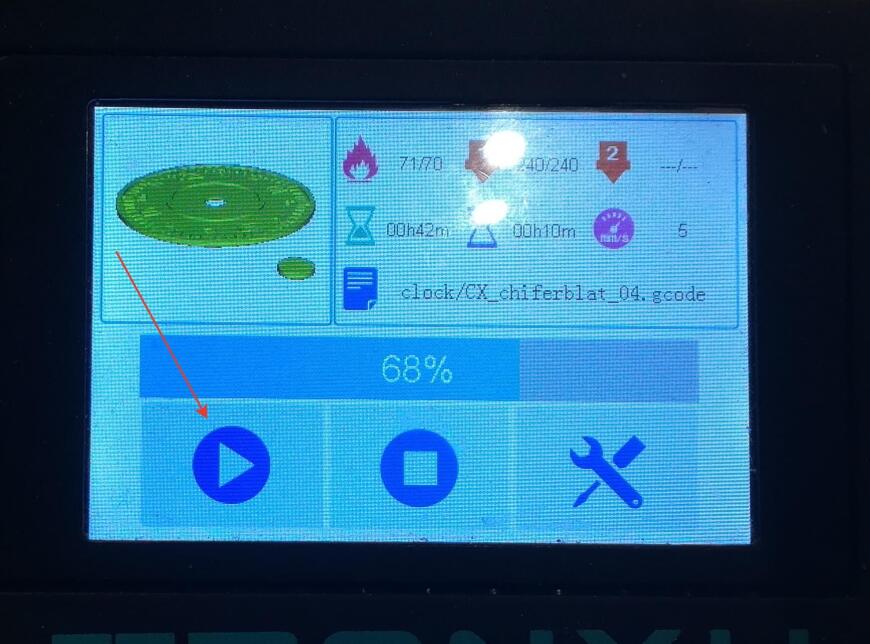
Дойдя до нужного слоя принтер станет на паузу и на экране это покажет
Затем снимаем принтер с паузы. Принтер выдавит указанное в скрипте количество пластика и продолжит печать.
Очень рекомендую, рядом с основной моделью печатать какую нибудь башеньку, проверив в слайсере, что печать начинается с нее, а не с основной детали. Тогда, после смены филамента, сначала начнет печатать на ней, убирая последствия смены, и уже потом на основной детали.
Ну и собственно печать после смены цвета:
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Современная 3D-печать позволяет создавать предметы и модели удивительной сложности. Однако процесс требует опыта и знаний. Неправильное обслуживание оборудования, в том числе и смена пластиковой нити в случае необходимости, может повредить устройство или привести к потере качества при печати изделий. Для того чтобы подобная проблема не возникала, необходимо тщательно изучить нюансы процедуры перед тем, как приступить к смене филамента. Как правило, для домашней 3D-печати применяется пластик, которому производители придали форму нити, поставляемый в катушках. Именно о замене этого типа материалов и пойдет речь в нашей статье.
Как подготовить 3D-принтер к замене пластика?
Так как заправка – одна из самых сложных задач при трехмерной печати, ей стоит уделить повышенное внимание.
Ключевой задачей пользователя, которому необходимо сменить катушечный филамент в своем 3D-принтере, является подготовка устройства. Подготовка принтера должна осуществляться в строго определенном порядке:
- В первую очередь следует убедиться в том, что устройство подключено к компьютеру USB-кабелем. Необходимо проверить то, насколько плотно шнур вставлен в гнезда входа, а затем проверить работу устройства и его «видимость» для системы.
- С помощью управляющей панели 3D-принтера запустить прогрев устройства до рабочей температуры. Удалить старый филамент из неразогретого принтера практически невозможно, не повредив при этом механизм.
- После того как принтер будет достаточно разогрет, следует осмотреть выходное отверстие экструдера на предмет видимых повреждений и чрезмерных подтеков, а также подготовить необходимые для смены катушки материалы и инструменты.
Как извлечь пластик?
При смене филамента большинство поломок происходит в момент удаления остатков старой пластиковой нити из рабочей головки экструдера.
ВАЖНО! Удаление остатков филамента можно производить только после того, как принтер достаточно нагреется. В противном случае рабочий механизм может быть поврежден, а качество печати заметно снизится.
Для того чтобы удалить нить из экструдера, потребуется:
- Включить нагрев 3D-принтера.
- Дождаться достижения необходимой температуры. Параметры температурного режима должны быть выставлены исходя из характеристик сменяемого и заправляемого материалов. Например, пластики ABS и PLA имеют разные температуры плавления, поэтом замену необходимо производить предельно быстро. При воздействии повышенной температуры PLA быстро деформируется и может забить сопло.
- Далее, если установленное программное обеспечение поддерживает функцию обратного хода, необходимо запустить эту опцию и дождаться выхода нити из соответствующего отверстия.
- Если софт не имеет функции обратного хода, необходимо вручную очистить канал, максимально близко к выходному отверстию обрезав старую нить и вставив новую.
- В ходе прогона пластик со старой катушки постепенно выйдет из сопла экструдера, и его место займет новый филамент.
ВАЖНО! В момент, когда старый материал во время прогона сменяется новым, рекомендуется отрегулировать температуру нагрева головки, исходя из характеристик нового пластика.

Замена пластика
Для того чтобы заменить старую пластиковую нить в экструдере на новый материал, необходимо:
Возобновление работы
Для того чтобы возобновить работу после смены катушки с филаментом, необходимо вернуть 3D-принтер в исходное положение. Для этого потребуется повторно воспользоваться разделом управляющей панели RepetierHost и командой Home.
В том случае, если все действия были выполнены верно, печать может быть возобновлена.
Технология 3D-печати открыла новые возможности для пользователей по всему миру. Но оборудование, позволяющее осуществлять трехмерную печать, требует тщательной настройки и грамотного обслуживания. Замена катушечного филамента – важный этап работы. При смене пластиковой нити необходимо четко следовать рекомендациям производителя. Это позволит избежать множества ошибок, которые могут происходить из-за неправильной смены пластика, и некачественной печати впоследствии.
Хороший 3D принтер для начинающих — это недорогой и качественный 3D-принтер с автокалибровкой и полезными функциями (детектор филамента, пауза печати). Новая модель от TRONXY — принтер XY-2 с модификацией «PRO» имеет не только это, но и увеличенный размер печати (до 255 х 255 х 260 мм), а также мощный блок питания, дающий быстрый разогрев и старт, и все это за скромную цену в $180. Установленный индуктивный датчик на подвижной голове обеспечивает точную калибровку по нескольким точкам в автоматическом режиме. Принтер уже собран и настроен, так что вам не придется ломать голову при получении. Я постараюсь рассказать в общих чертах про сам принтер и базовые вещи при первом старте печати.

Новейший принтер Tronxy XY-2 Pro — улучшенная версия и без того популярной модели 3D-принтера, который может «чуть больше». Поле печати 255 х 255 х 260 мм. Принтер полностью металлический, имеет жесткую раму, индуктивный датчик самовыравнивания, огромный (3,5") сенсорный управляющий дисплей, датчик филамента. Специально сконструированный экструдер позволяет печатать мягкими материалами (например, TPU). Текущая стоимость $180 минус купон магазина ($3 и промокоды).
Характеристики:
Бренд: Tronxy
Модель: XY-2 Pro
Поле печати 255 х 255 х 260 мм
Управление: 3,5«сенсорный дисплей
Калибровка: автоматическая, индуктивный датчик по Z
Опции: датчик филамента, быстрый разогрев, пауза печати, автоматическая смена филамента
Мощность: 360Вт
Тип пластика: PLA HIPS WOOD PC PVC ABS PETG 1,75мм
Максимальная рабочая скорость: 180mm/s
Диаметр сопла: 0.4mm
Точность позиционирования: 0.0125mm
Толщина слоя: 0.1-0.4mm

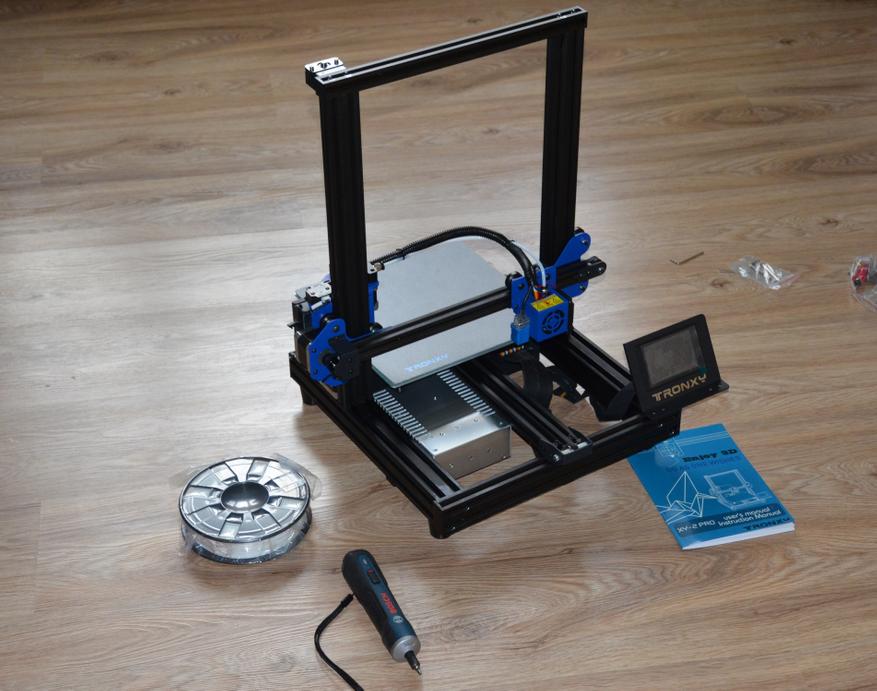
Упаковка принтера продуманная и компактная — в пенке уложен портал, слоями аксессуары, внизу — станина с электроникой и столом.

Комплект включает: собранный вертикальный портал (полностью, с осью Х и экструдером), нижняя часть (станита, стол, ось Y, блок питания, дисплей, блок управления), пакет со стажками и винтами, инструментом, шпатель, запасные концевики и хотэнд, шнур питания, подробная инструкция и рамка для катушки. Ну и пробная катушка филамента (PLA 330г).

Сразу оговорюсь об особенностях сборки.
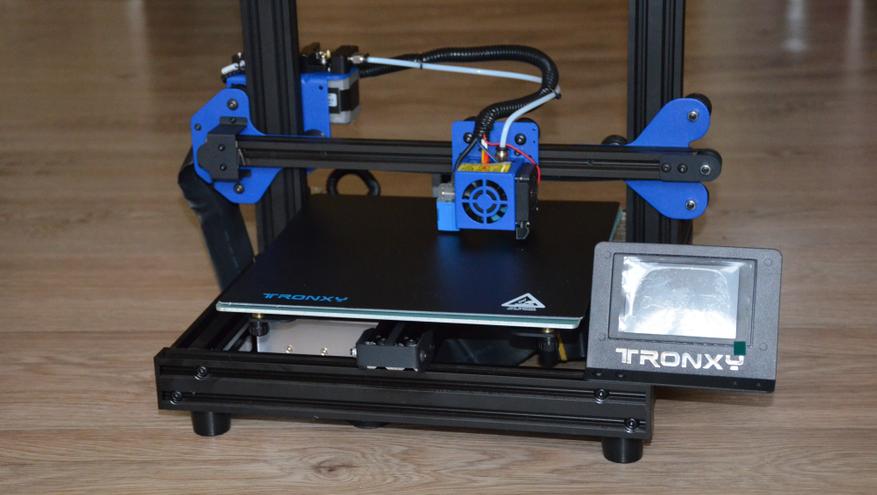
Для начала надо пристыковать портал к базовой части. Конкретно у этой модели принтера нужно предварительно переставить дисплей, который закреплен в транспортном положении (спрятам под столом).
| Аккуратно снимаем дисплей из-под стола и переставляем | … на передний профиль рамы. Крепление в Т-гайки в паз |
 |  |
| Проверяем, чтоб не задевал стол при перемещении | Далее готовим портал к сборке (4 винта м6х30 мм) |
 |  |
В раме уже заранее просверлены отверстия и сняты фаски. Аккуратно примеряем все и закручиваем. Инструмент в комплекте есть, я лично использую электроотвертку (быстро и удобно). Есть смысл устанавливать винты на фиксатор резьбы — это устранит разбалтывание, но усложнит обратную разборку. Так что если вы не собраетесь его разбирать, тогда можно использовать.

Вот так выглядит собранный принтер. Как видно, на заводе его уже проверяли, натянули ремни и настроили.
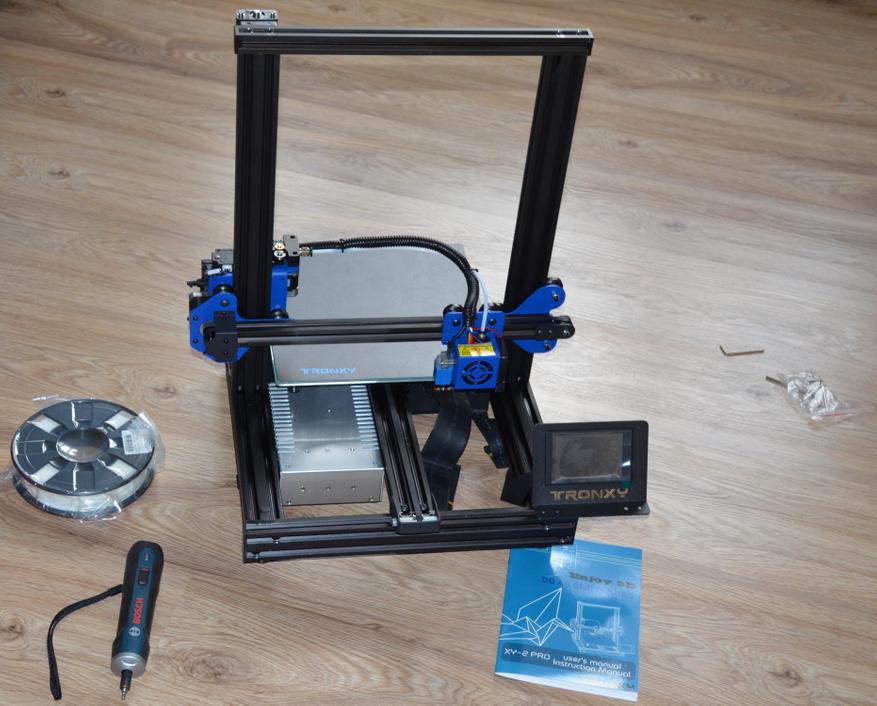
Рабочая область печати составляет 255 на 255 (XY) и на 260 мм (по вертикали). Достаточно большой размер, процентов на 20 больше, чем привычные Ender-3. Пластик для принтера используется распространенный — посмотреть можно здесь и здесь.

После монтажа проверяем электрику.
Подобный способ гораздо удобнее привычного „паука“.
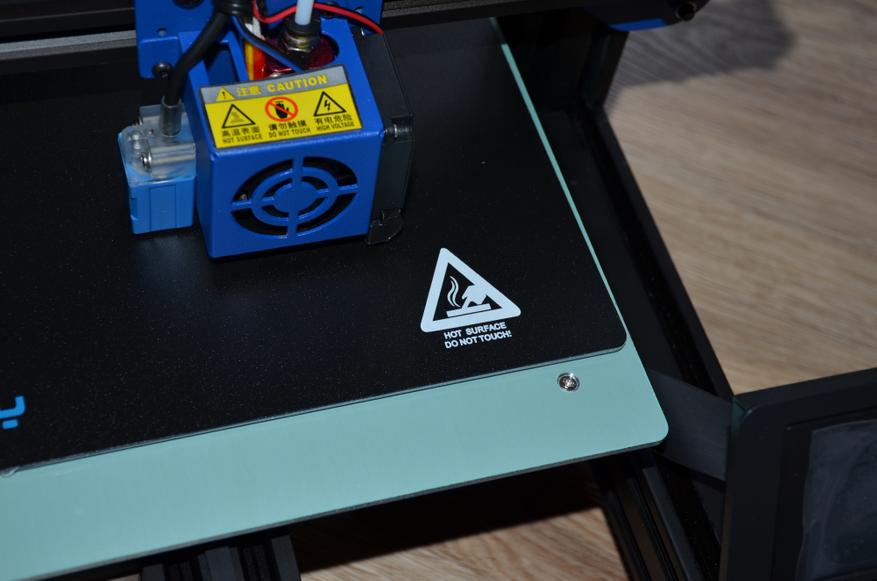
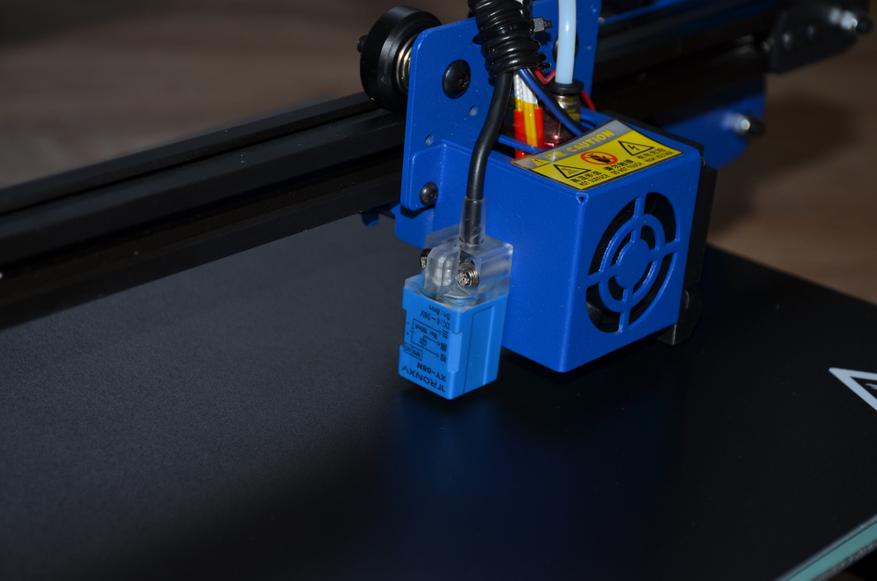
Проверяем перемещение головки, смотрим чтобы ничего не клинило и не задевало. В комплекте есть специальная адгезивная накладка — калибровать лучше с ней.
| На голове установлен индуктивный датчик | На столе видны винты для регулировки наклона стола |
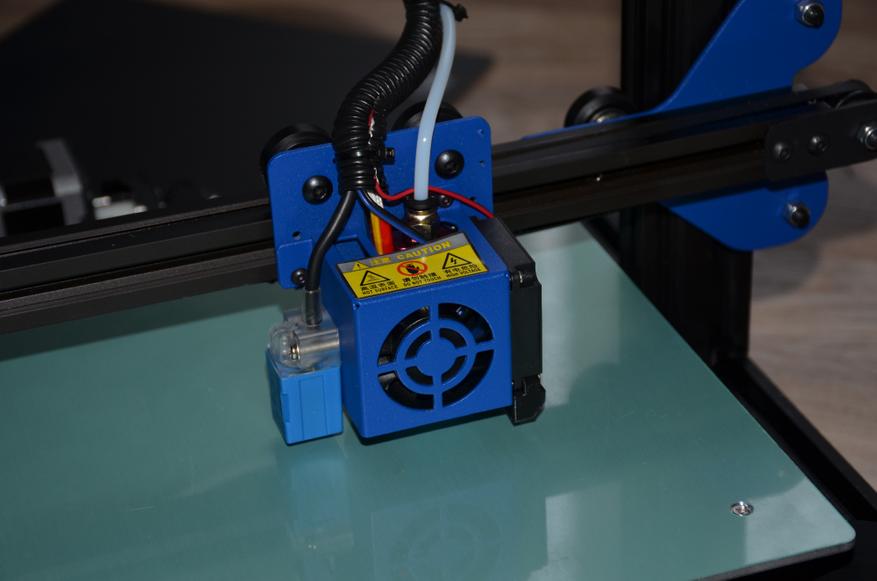 |  |
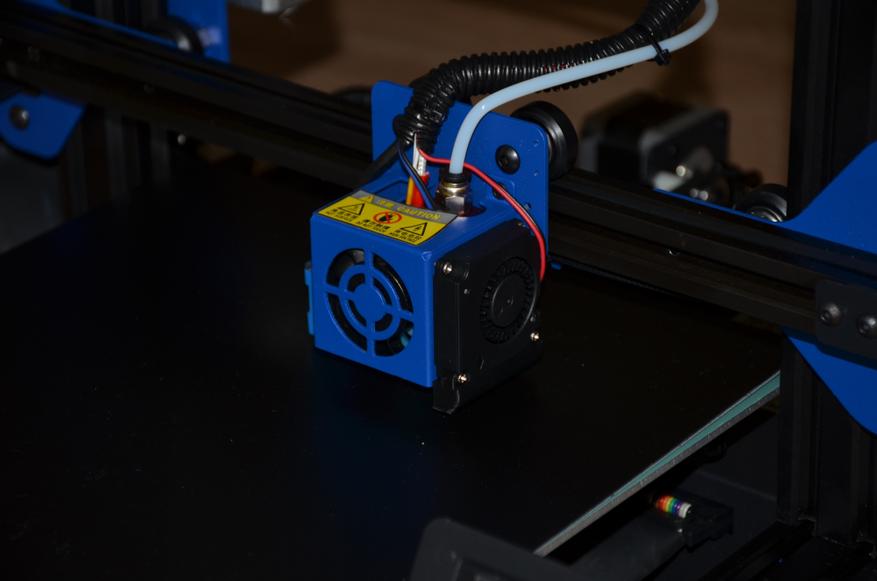
| Горячая часть закрыта кожухом. | Каретки и кронштейны с роликами металлические |
 |  |
| Вентилятор обдува расположен снаружи кожуха: турбинка с соплом | Для фиксации накладки в комплекте есть канцелярские прищепки. |
 | 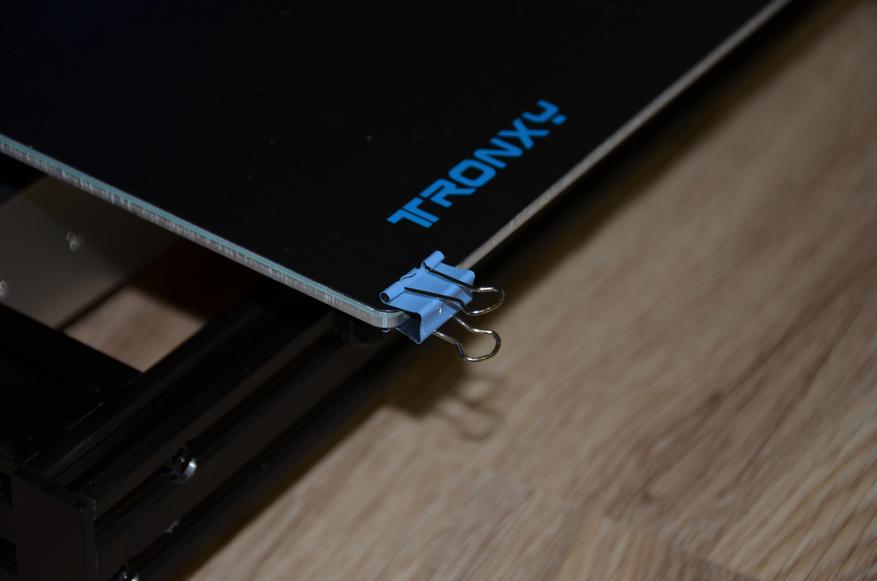 |
На блоке электроники производитель разместил наклейку с информацией о модели и базовых характеристиках. Там же QR код — ссылка на официальную группу Tronxy в FB.

Принтер имеет грамотное расположение электроники и блока питания.
| На фото концевик Y, кронштейн с двигателем, обводной ролик | Управлять можно по USB, либо печатать с MicroSD |
 |  |
| Питание подается через стандартный разъем, рядом предохранитель и тумблер с подсветкой. | Экструдер простой, пластиковый, доработанный под мягкие пластики |
 |  |
| Катушка устанавливается на кронштейн на верхней планке | Винт оси Z зажат в подшипнике на верхней части. |
 | 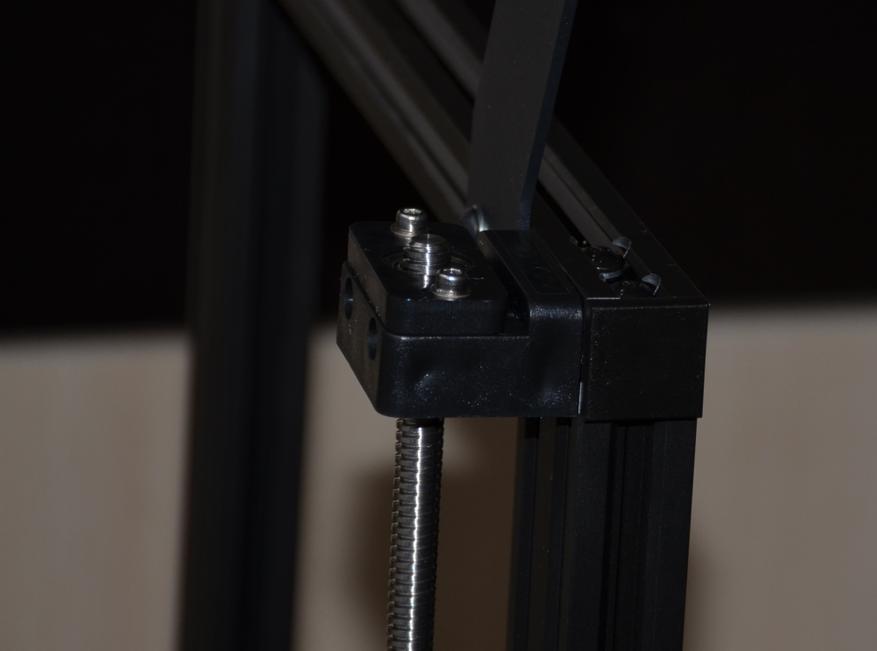 |
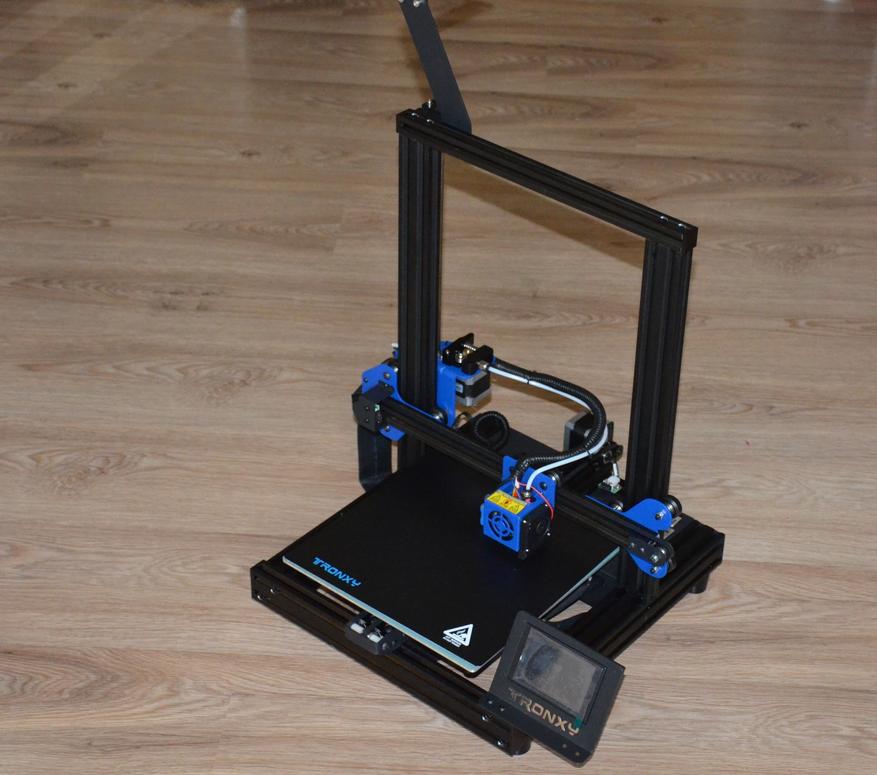
Внешний вид готового к работе принтера Tronxy.

В принципе он и места занимает не так много на столе.
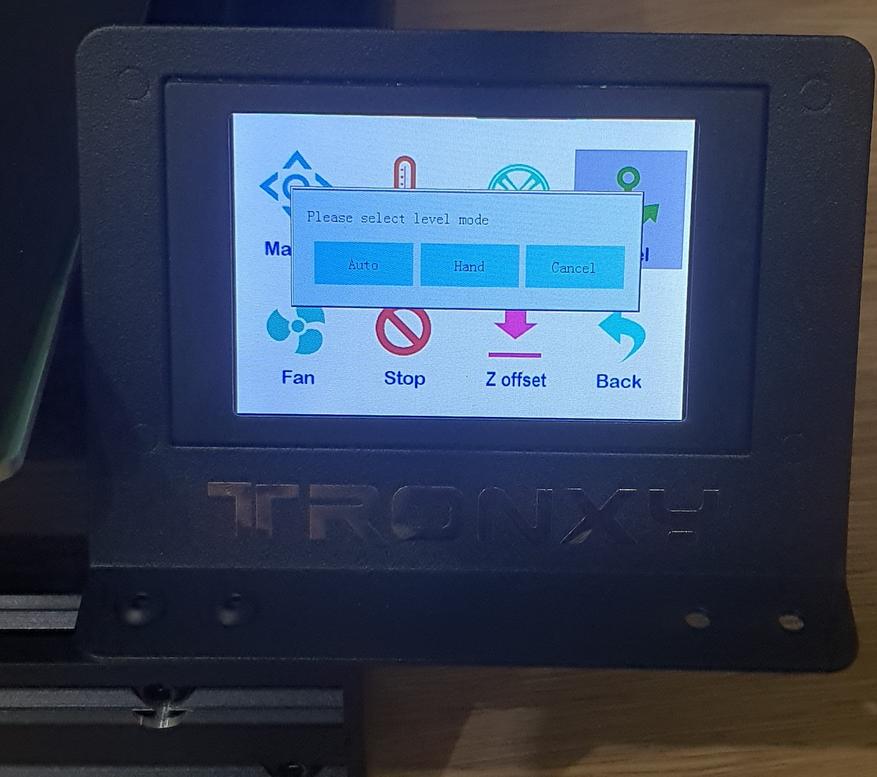
Перед началом работы нужно провести калибровку уровня стола по нескольким точкам. Работает автоматически, соответствующее меню есть.
Выравнивание происходит по индуктивному датчику. Голова перемещается по сетке, опускается до срабатывания датчика, производится вычисление отклонений. При срабатывании загорается красный светодиод.
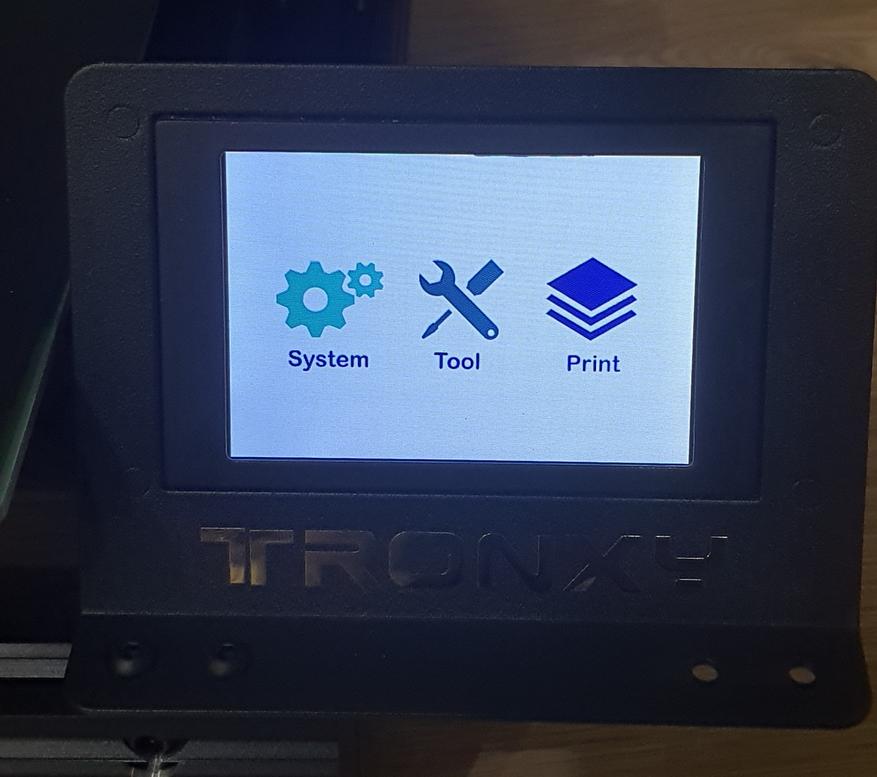
Экран большой и сенсорный. С помощью такого управлять принтером одно удовольствие. В меню заложены основные функции. Стартует экран с отображением 3х иконок — настройки (System), инструменты (Tools), печать (Print).
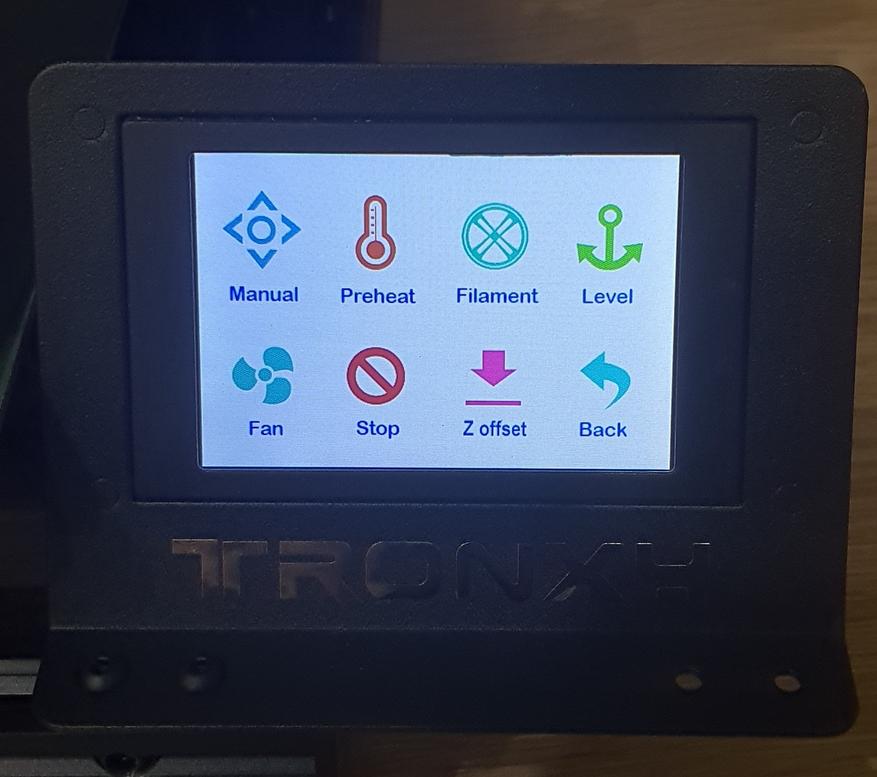
| При старте выбираем нужное меню. | В меню инструментов (Tools) доступны ручное перемещение, подготовка, заправка пластика, выравнивание, регулировка вентиляторов, экстренная остановка и изменение уровня Z (например, при использовании дополнительного стекла) |
 |  |
| При выволнении калибровки выскакивает предупреждение — проверяйте, чтобы ничего не мешалось на столе | Датчик автоматически вычисляет отклонения стола. Первый раз лучше выполнить на холодую. А „рабочий“ вариант — с разогретым столом. Дело в том, что при прогреве отклонения значительно увеличиваются |
 |  |
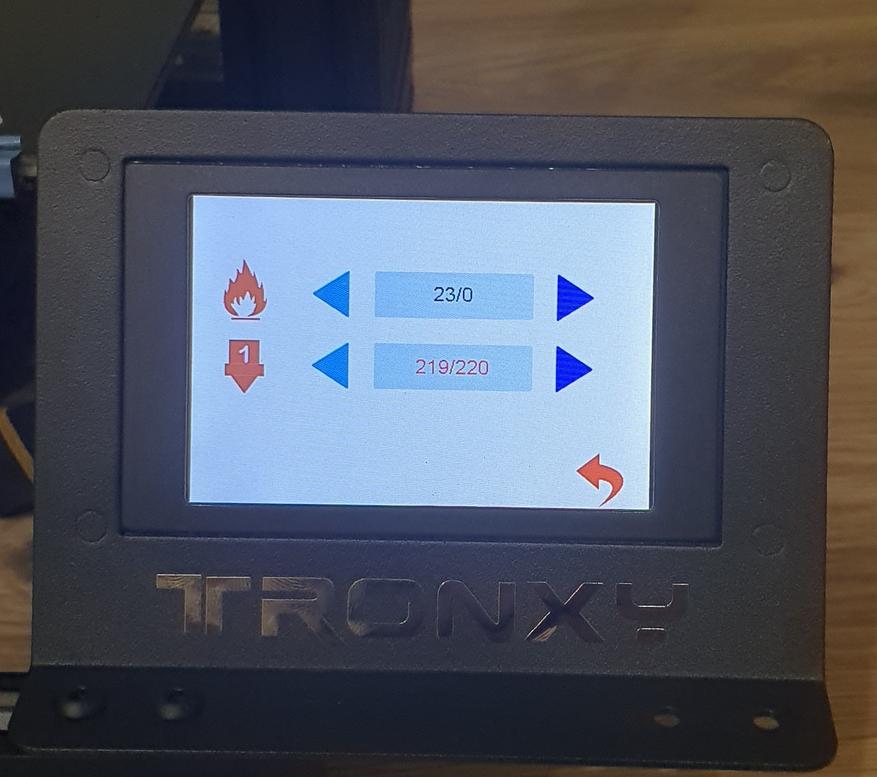
| Для заправки филамента предварительно заправляем пруток | Есть режим предварительного прогрева стола и сопла |
 |  |
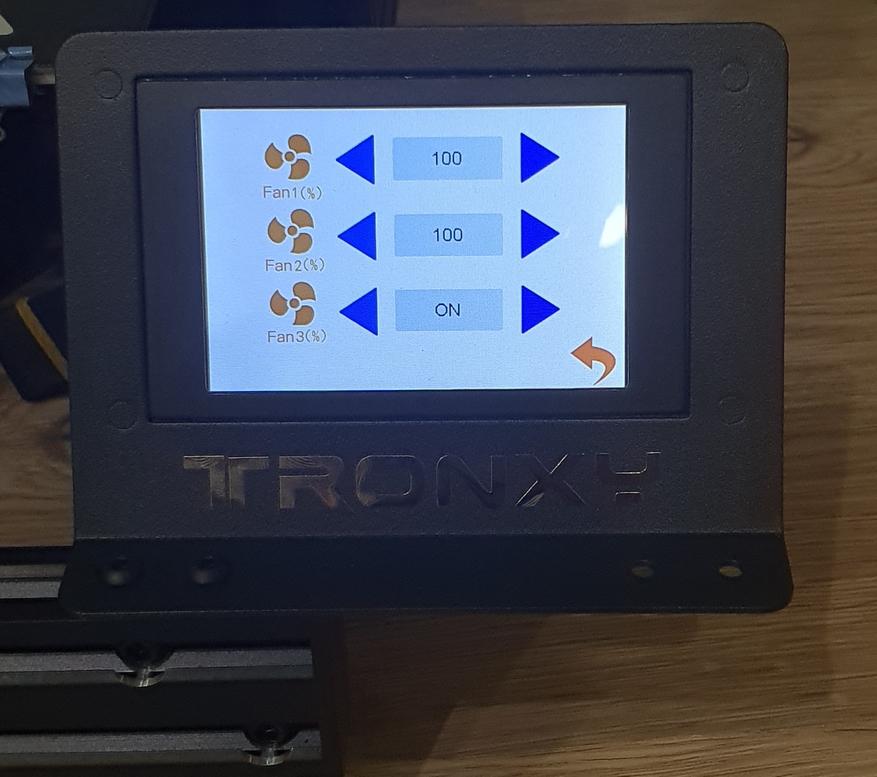
| Меню ручного перемещения осей. 4 оси (XYZ+Е), домашнее положение. | Управляются программно все три вентилятора. Обдув термобарьера и модели в %, обдув электроники только вкл/выкл. Принтер можно сделать „потише“ |
 |  |
| В меею настроек не густо — это информация и язык. | Версия прошивки свежая. Обновить можно с MicroSD |
 |  |
| Окно состояния принтера — положение и температуры | Меню печати „Print“ |
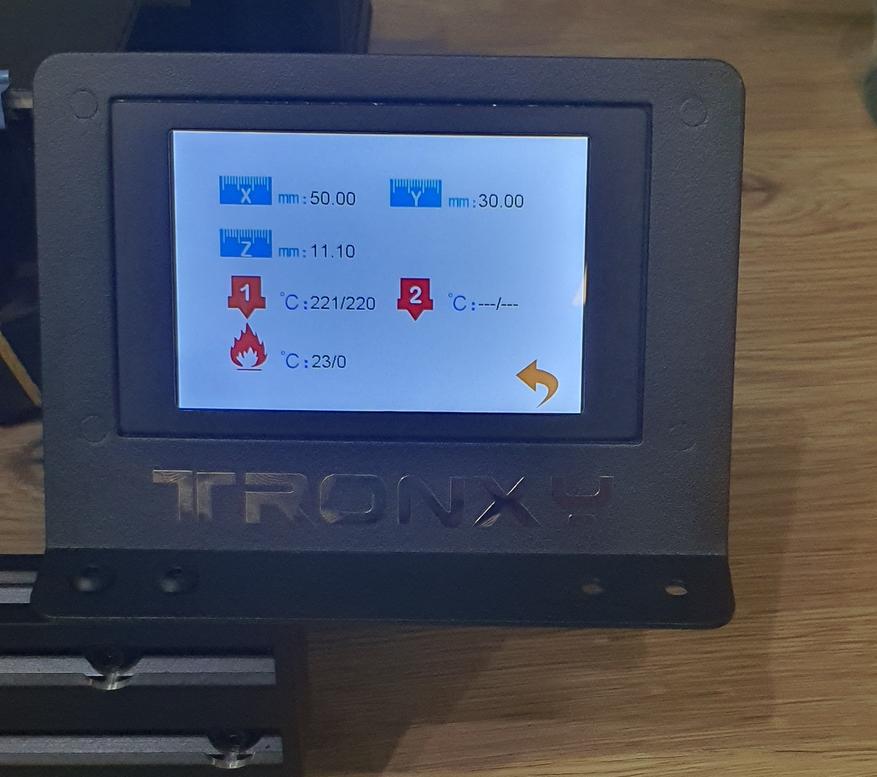 |  |
| Выбираем файл, запускаем на печать. Есть пауза для смены филамента | Доступна корректировка ряда параметров при печати. |
 |  |
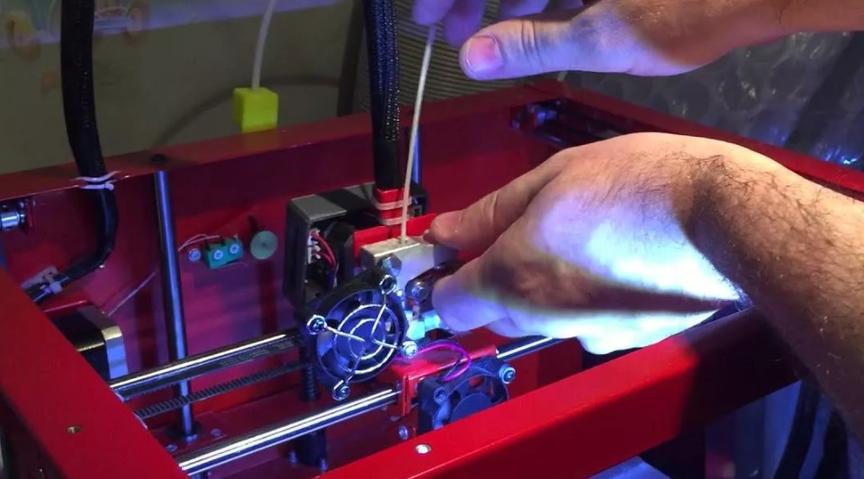
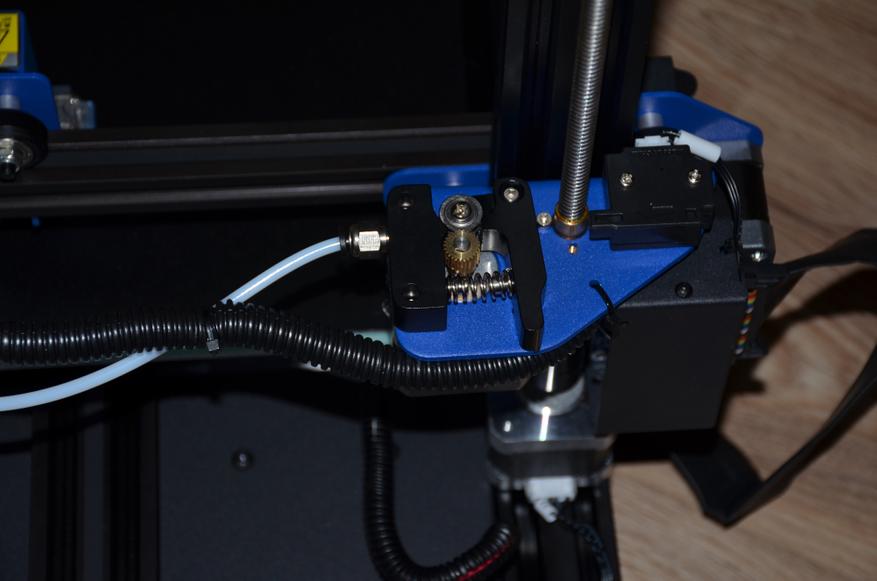
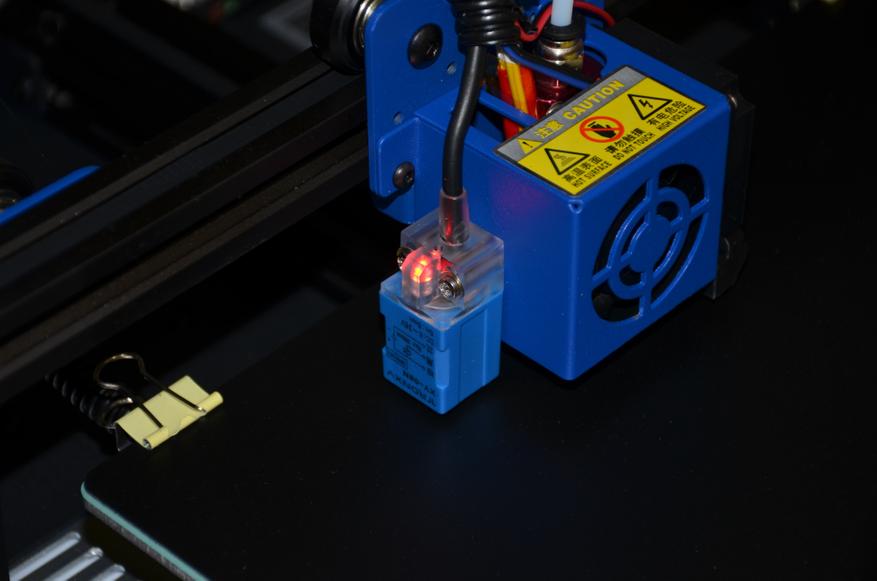
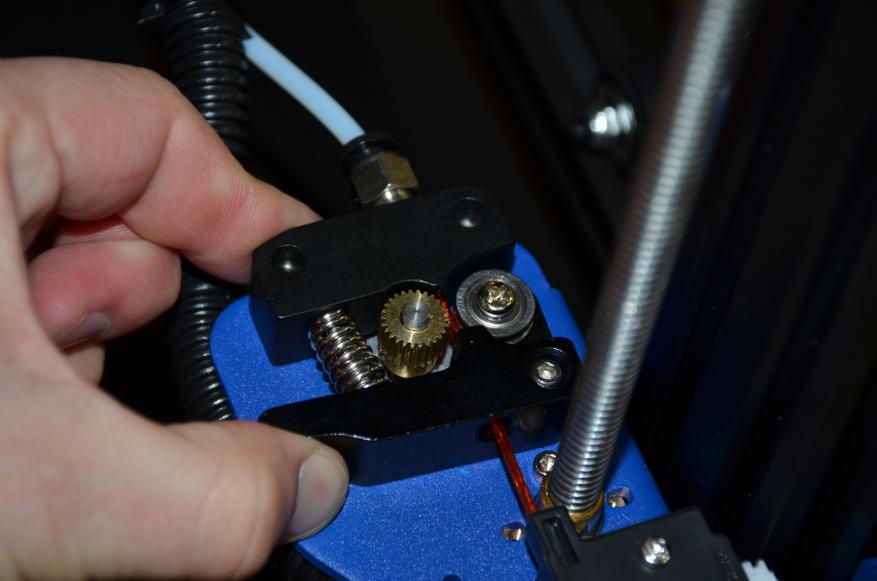
Принтер готов к работе. Заправляем пластик — поджимаем рычаг экструдера, проталкиваем пруток. Если интересно, чем отличаются и как работают экструдеры, то можно прочитать в статье про BMG экструдер.
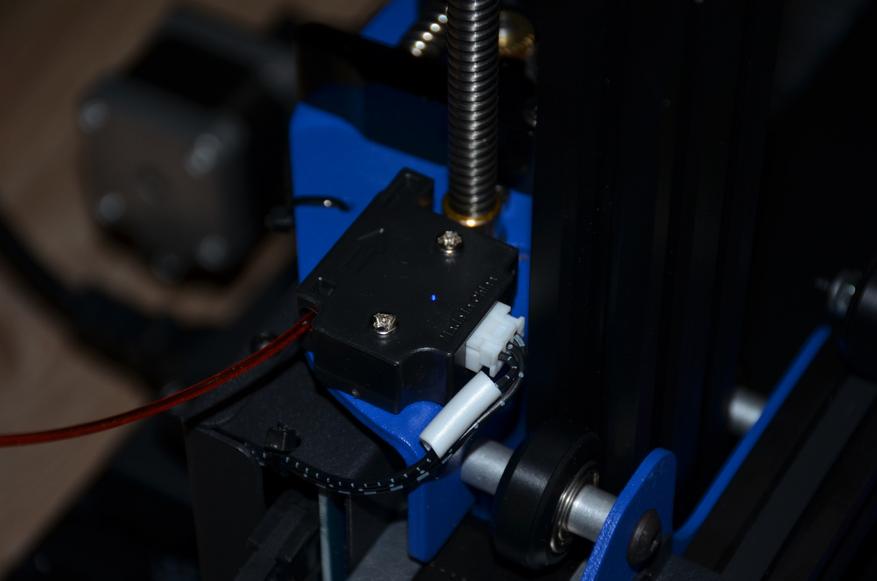
Обратите внимание, перед экструдером стоит датчик обрыва (конца) филамента. Пластик заправлен — горит лампочка.
Катушку устанавливаем на кронштейн.
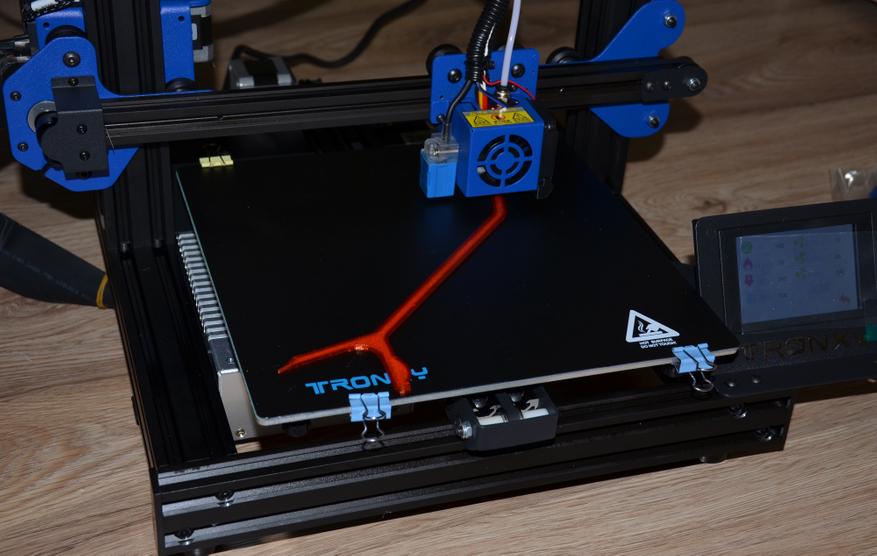
Проталкиваем пруток через горячее сопло. У меня заправлен красный PETG, но видно, что на заводе проверяли синим PLA .

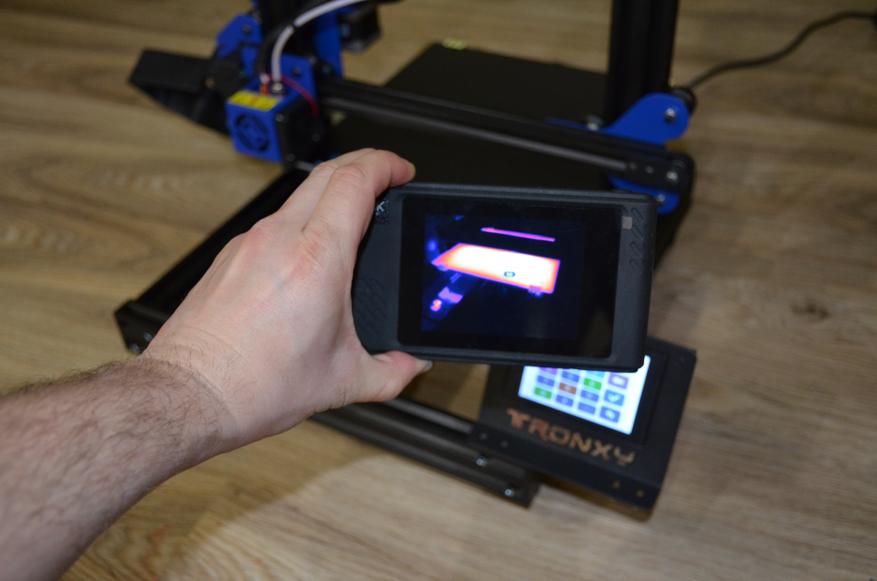
Перед стартом я проверяю работу нагревательных элементов — проверяю тепловизором прогрев стола и сопла.
Слайсеры стандартные, хитростей нет, на флешке в комплекте есть профили, примеры моделей для теста.

Во время печати можно „на лету“ изменять параметры — скорость, температуру и т.п.

По размерам деталь около 20 см.

Кейс для аккумуляторов.

Если сделать паузу во время печати, то автоматика предлагает сменить цвет. Так что принтер позволяет печатать послойно разными цветами. Плюс принтеру.

Увеличенный размер рабочей области (255 х 255 мм) дает возможность печатать и крупные детали. На фото деталь блочного лука.

Итак, пользоваться принтером легко и удобно. Базовые вещи уже реализованы — принтер собран, настроен, проверен, ремни натянуты. От вас требуется прикрутить 4 винта для крепления портала и провести автоматическую калибровку стола. Далее заправляем пруток и печатаем. Причем доступна удобная смена филамента с паузой печати — есть возможность печатать цветные модели послойно.
Принтер очень простой в использовании, не требуется каких-либо глубоких познаний в области 3Д печати, и подойдет для начинающих пользователей.
За эту цену можно рекомендовать Tronxy в качестве первого 3Д принтера. В магазине доступны купоны на скидку.
Читайте также: