
Как выбрать термистор для 3д принтера
Мой первый пост, не судите строго.
Много читаю статей здесь и в соц сетях, о том, что купить, где, а почему то или иное. И решил немного собрать все в кучку, кратко и по сути.
Какое устройство выбрать?
Всё просто, если Вы хотите бизнес построить смотрите на готовые устройства заводской сборки - они как правило хорошо собраны, часто "работают из коробки" (но не всегда, как в моем случае), есть адекватные люди в тех поддержке, которые 90% проблем знают как решить, ну а кроме того эти устройства очень хорошо печатают.
Если руки не из жопы и мало денег, то добро пожаловать в reprap проекты, есть полностью открытые. Самый дешёвый вариант, вполне хорошее качество печати. Готовьтесь что этот принтер Вы будете строить все время, каждый раз что-то новое придумывается обществом или создателем принтера, и у Вас уже есть принтер нормально печатающий, но Вы себя ловите на том как покупаете новые платы на али или заказываете японские подшипники, и это невозможно остановить, только если продать принтер.
Всем остальным, желающим печатать бирюльки берите б/у принтеры, многие из них доведены до ума, и прослужат для Вас достаточно. И деньги сэкономите, и не получите головную боль от не работающего принтера.
На сегодняшний день их огромное количество, каждый из них по своему хорош и плох. В общем и целом, если у Вас открытый принтер то смело берём Pla, Sbs (он же ватсон), ПЭТГ, тотал cf-5 и большая часть арт пластиков типа имитация дерева, меди, бронзы, так как они сделаны на основе Pla. Все эти материалы самые простые и лёгкие в печати, с маленькой усадкой, требуют охлаждения. В общем Pla жёсткий, но термически не стабилен (после 60 начинает плыть), поэтому применения бытовое, шестерни печатать только для образца, в работе при первой же нагрузке съест зубья. СБС отличный материал для прототипов, одна небезызвестная компания делала имитацию стеклянных бутылок с идеально прозрачными стенками (в один проход с обработкой d-лимоненом). ПЭТГ крутой материал, минимум усадки, бешеная межслойная адгезия, в ряде случаев можно делать шестерни, будут жить, вообще хороший материал на замену ПЛА и Абс, вроде термически не стабилен с 90 градусов (но это не точно). Тотал cf-5 крутой материал, на основе полиуретана с добавлениями углеволокна. Прочный материал, можно делать не нагруженные и средненагруженные шестерни, идеально подходит для роликов работающих на трение качения. Соплом 0,4-0,5 печатается, меньше затруднительно, забивает сопло. Да и он очень хорошо "рассверливает" сопло - углеволокно агрессивно к латуни, выход ставить нержавейку (сопла).
Для закрытых принтеров подходят все вышеперечисленные и другие более вредные материалы, такие как АБС, АСА, нейлон. Все при нагревании источают вредные запахи, имеют большую усадку. Если начнёте печатать из этих материалов на открытом принтере Вас постигнет деламинация - растрескивание, загибание, отрывание детали от стола. Основная причина изменения размеров пластика из-за резкого остывания пластика, он сжимается и либо рвёт в местах слабого спекания, либо тянет, термокамера снижает это пагубное влияние. Абс для промышленных деталей, корпуса, рычажки все, что не сильно нагружено, пластик боится лютых морозов ниже 30 и ультрафиолета (от последнего можно защититься защитным лаком). АСА улучшенный абс с меньшим значением усадки и стоек к ультрафиолету. Нейлон самый капризный, температуру подбирать экспериментально, от 240 до 265, нужно обязательно сушить, даже если Вы только распаковали его, дикая усадка, для внешних размеров на 0,1-0,2 мм, для отверстий на 0,4-0,5 мм (все это нужно держать в голове при моделирование. Обязательно перед началом использования печатайте кубики, и разламывайте их кусачками, когда будет монолитная структура (не слоистая), значит можно смело печатать на этой температуре высоконагруженные шестерни.
К каждой детали подходите продумывая, в каких условиях она будет работать, жить и в зависимости от этого подбирайте материал, очень часто мы сначала печатаем из дешёвого пластика (абс, Пла), сверяем визуально детали, обмеряем, а потом уже печатаем из нейлона или ПЕТГ, тотала, это позволяет избежать некоторых ошибок и растрат на дорогостоящий материал.
Есть ещё ряд материалов с интересными свойствами, например флексы и резиноподобные материалы, воск и пмма (служат для изготовления литьевых форм), всякие токопроводящие, ультраны, поликарбонат, о них в следующий раз (по ним не так много опыта).
Адгезия
Как люди только не извращаются с решением слабой адгезии,используют пиво, воду сахаром, пва, лак для волос, клей карандаш, растворы абс в ацетоне, ультрабазы всякие (последние не пробовал). Для меня есть 2 адекватных средства - клей для 3д печати, самый дешёвый уфимский около 400 р за 0,5 л спрей, они одни из первых его начали делать. Держит все кроме нейлона, этот не держится даже на плоту. Нейлон держит только клей бф-2 со спиртом (пропорция 1:3). Естественно все это наносится на стекло или зеркало (кому как удобнее), мы имеем 2-3 стекла, с заранее нанесенными средствами, и после печати просто меняем стекла. Детали сами отходят от стекла при температуре где-то 40-50 градусов. Клей для 3д печати смывается водой, его хватает на 2-3 распечатки, бф-2 нужно замачивать в тёплой воде, тогда отходит плёнкой, засохший клей ничего не берет, ни спирт, ни ацетон, ни сольвентом, только замачивание.
Очень часто проблема адгезии бывает в малом зазоре между соплом и столом (стеклом). Я калибрую по бумажке, по 4 точкам при каждой смене с абс на пла (разная температура стола, разное расширение основы стола от нагрева), так чтобы бумажка скреблась об сопло и двигалась с минимальными затруднениями. Это приводит к тому что первый слой немного раздавливается, и хорошо липнет к основе.
Директ или боуден
Боуден система с вынесенным двигателем и механизмом подачи, директ - с двигателем и механизмом на голове.
У меня нет опреденного ответа, 3 принтера с боуден системой и один с директом. На одном принтере с боуден подачей я печатал всеми пластиками, в том числе и флексами, но воск для литьевки он не смог затолкать. На директе с этим проще.
Бытует мнение что на боуденах можно печатать с большой скоростью, а на директах нельзя, не знаю не проверял.
Скорость печати 100 мм/с и более
Мне никогда непонятны были эти заголовки, куда Вы так спешите, зачем Вам такая скорость, как Вы боретесь с инерцией. Всегда печатали на скорости 50-60 для абс, Пла, нейлон 40, флексы 20-30. Мне нужна качественная, ровная, заполненная деталь, пусть больше времени, но нормальная.
3д печать как бизнес
Пассивное увеличение заказов
Тут подразумеваются различные способы рекламы.
Первое что, Мы сделали, это создали группу в вк, в ней есть вся контактная информация, есть примеры работы, и периодически мы добавляем свои работы в группу. Группа приносит периодически клиентов, половина из них неадекваты. Следом зарегистрировались в справочниках - яндекс, гугл и др. С отражением на карте, это работает, люди ищут, и даже бесплатная версия выкидывает нас периодически в топ. Пока этого достаточно. Объявления на авито/юла, люди периодически звонят, говорят "звоню по объявлению", так что отметать нельзя. И сайт, он нужен чисто для галочки, и работает как визитка, причём желательно чтоб на своём домене, выглядит более серьёзно. Если везде публиковать информацию, чётко, проблема-решение, и фото. То постепенно (у нас 2 года), это приносит стабильную занятость, но до прибыльности далековато. Но опыт сам по себе не появится.
Пока наверное всё, если кому-то понравится, можно будет пройтись подробнее по материалам, слайсерам, принтерам, разберём жизненные (3д печатные) ситуации.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Точная настройка термистора в Marlin.
Какие строки кода нужно поменять?
Если Вы используете прошивку marlin, то тип термистора выбирается во вкладке configuration.h

Как видно, в прошивку уже включен ряд термисторов, которые можно активировать, выбрав соответствующую цифру. Если у Вас термистор “100k thermistor - best choice for EPCOS 100k (4.7k pullup)” то в строке, которая отвечает за термистор хотэнда, нужно поставить цифру “1”. Если у вас другой термистор, то выбираем необходимый.
Как узнать какой у Вас термистор?
Что бы узнать, какой именно у Вас термистор, нужно посмотреть его технические характеристики и сопоставить с тем списком, который указан в прошивке и выбрать необходимый. Что делать если у вас нет таких данных? И вы точно не знаете какой у вас термистор?
В таком случае Вам понадобится дополнительное устройство, которое будет показывать температуру хотэнда, например, мультиметр с возможностью измерения температуры (в комплект должна входить термопара). Как вы уже поняли, термопара будет показывать “реальное” значение температуры хотэнда, и это значение необходимо сравнивать с показаниями Вашего термистора.
Процедура подбора будет заключаться в следующем:
1. Выставить в прошивке значение первого термистора, залить на плату;.
2. Термопару мультиметра приложить как можно ближе к термистору хотэнда (для чистоты эксперимента);
3. Включить прогрев хотэнда (например, до 200 градусов) и подождать пока температура «устаканится».
4. Сравнить значение температуры, которую выдает термопара и термистор;
5. Если температура на термопаре и на термисторе совпадает (в идеале температура не должна отличаться более 5 градусов), то вы выбрали правильный термистор;
6. Если температуры будут сильно отличаться, значит в прошивке Вы выбрали не тот термистор. В прошивке выбираем следующую цифру, заливаем на плату и делаем пункты 1-6 до тех пор, когда температуры на термопаре и на термисторе не будет одинаковая (в пределах погрешности).
Пример подбора термистора.
Теперь давайте рассмотрим конкретный пример, мы взяли новый термистор SEMITEC NTC 100 кОм (Япония). Нам нужно выставить правильный тип в прошивке. Для начала выставим значение “1” и зальем на плату.
Далее соберем импровизированный «испытательный стенд» (испытательный нагревательный блок).
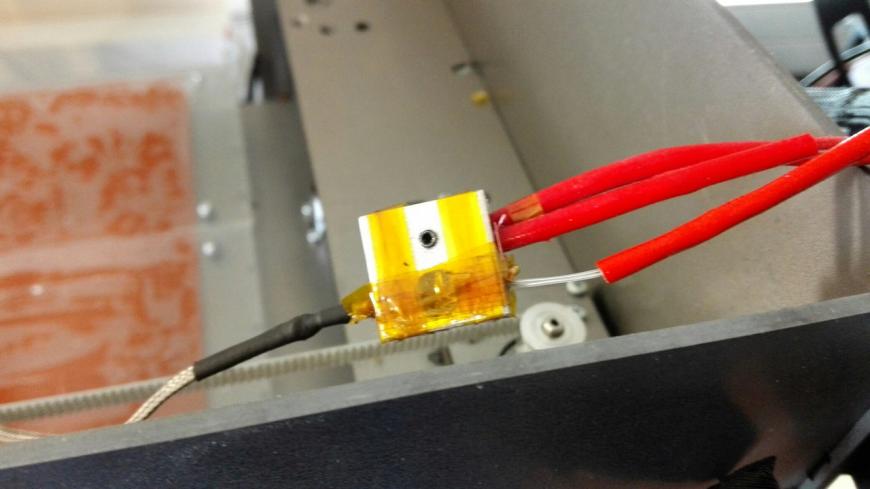
Мы просверлили нагревательный блок сверлом 3.2мм насквозь, с одной стороны (на фото левая) закрепили терпомапару (наш “эталонный” измеритель), а с другой стороны приложили термистор. Вам не обязательно в точности повторять такую варварскую процедуру со своим нагревательным блоком, но постарайтесь разместить термопару, как можно ближе к термистору.
После того как все собрали, включаем прогрев экструдера и ждем пока температура «устаканиться» и смотрим на показания прибора.
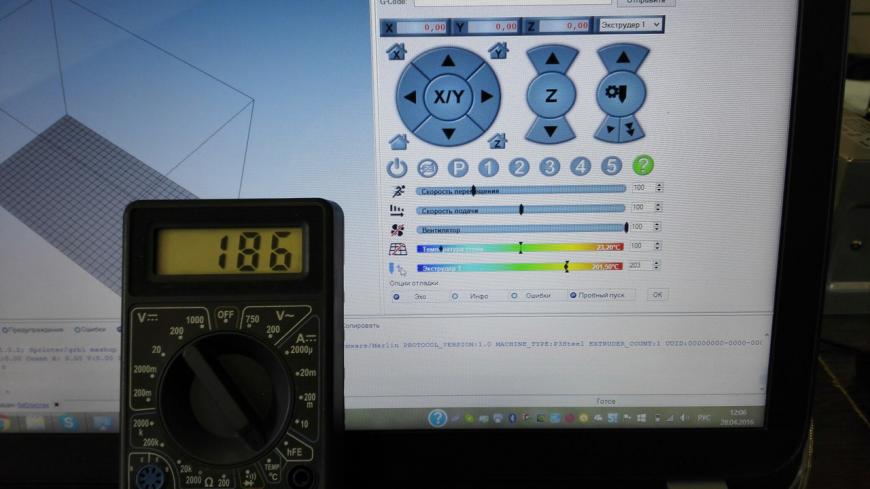
Как видим, действительная температура 186 градусов, а термистор показывает 201 градус, то есть разброс на 15 градусов, значит тип термистора в прошивке мы указали не верный.
В прошивке нужно выбрать другой тип термистора, и проделать все тоже самое. Мы покажем Вам уже верный тип термистора, который соответствует значению “5” - is 100K thermistor - ATC Semitec 104GT-2 (Used in ParCan & J-Head) (4.7k pullup). После изменения и заливки прошивки получаем следующее:
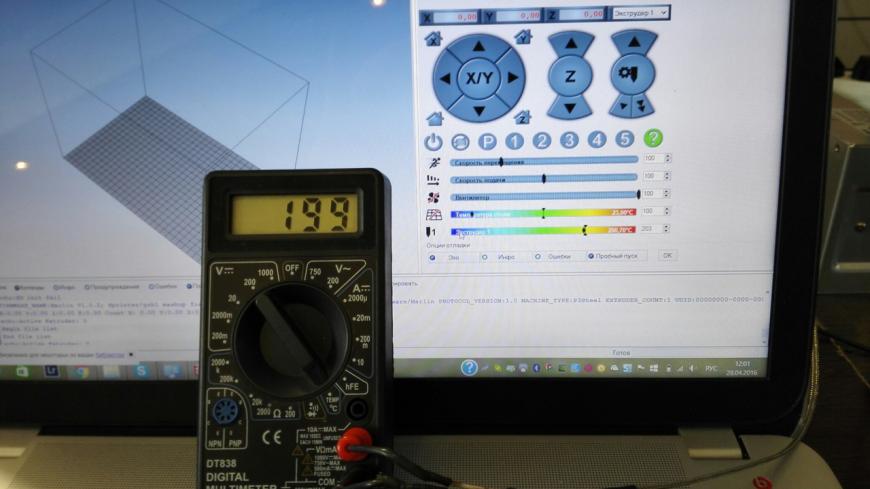
Полученные значения гуляют в пределах 2-3 градусов. Согласитесь не плохой результат, значит в прошивке мы указали верный тип термистора.
В прошивке нет нужного термистора.
Что делать, если вы перепробовали все типы термисторов в прошивке, а показания не соответствует действительности? Есть несколько вариантов:
1. Выбрать оптимальный термистор в прошивке, что бы разность температуры между “реальной” и нашим термистором была минимальна;
2. Добавить в прошивку собственный термистор со своими характеристиками.
В данном разделе мы покажем, как в прошивку marlin добавить собственный термистор, что бы показанные им значения совпадали с действительностью. Для этого нам понадобиться та же самая термопара с мультиметром.
Для начала зайдем в кладку thermistortables.h

Здесь содержится вся информация о всех типах термисторов, которые включены в прошивку. Открываем вкладку и видим следующее

Каждому термистору соответствует своя таблица значений температур и значения АЦП. Значения справа это температура, а слева значения АЦП, которые мы как раз и будем менять.
Откуда брать эти значения АЦП?
Теперь приступим непосредственно к самой калибровке, прогреваем хотэнд до тех пор, пока мультиметр не покажет 30 градусов. После того как температура на мультиметре «устканилась», смотрим на значения АЦП которые ему соответствует. Записываем на лист бумаги или сразу в Exel. Например, температура-30 и АЦП-966. Еще раз напомим, что 30 градусов - это температура, которую показывает мультиметр.

Далее начинаем прогревать хотэнд до того момента, пока термопара не покажет 35 градусов. Записываем снова значения АЦП – 950. И так мы должны постепенно с интервалом в 5 градусов, прогревать хотэнд и одновременно записывать значения АЦП.
В итоге мы получим точно такую же таблицу как в прошивке, но со своими значениями. Все значения старых АЦП меняем на свои и заливаем на плату. После заливки можно проверить правильность наших действий, прогреть хотэнд и сравнить температуры термистора и термопары, если все сделано правильно, то они будут равны (в пределах погрешности). После всех манипуляций не забывайте сделать несколько раз PID регуляцию.
Результаты печати с откалиброванным термистором:
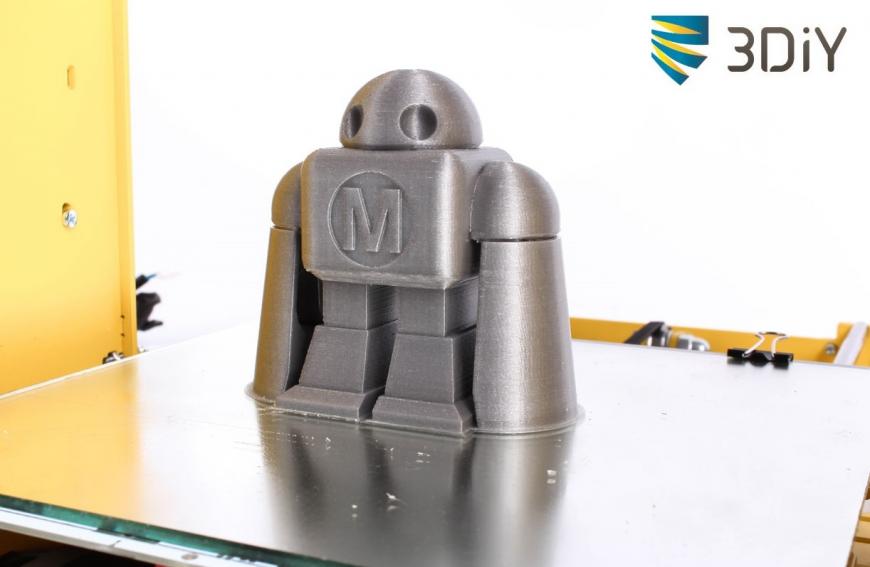


Напечатано на нашем 3D-принтере Prusa I3 Steel серебристым PLA (фото ниже -черный PLA) от компании REC.
- Высота слоя 0,15мм
- Плотность заполнения 20%
- Толщина стенок 0,8мм
- Температура экструдера 200ºC
- Температура стола 50ºC
- Обдув модели 100%
- Скорость печати 50 мм/c

Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.

Почти все китайские термисторы на 100к (с подтягивающим в 4.7k) из одной бочки - не надо задумываться. Либо 1 или 11.
Разницы не замечал, ставлю обычно 1. Отличие реальной температуры в пару градусов от хранящейся под колпаком в Парижском бюро мер и весов не критично вообще
"Альтернативные" показания вы чем проверяете?
Показать полностью.
А то особо умные шаманы свои таблицы сопротивлений составляют измеряя температуру китайской термопарой от китайского тестера
Марлин не должен нравится - его задача хорошо печатать и быть полностью конфигурируемым. Нужен удобный интерфейс к марлину - октопринт или аналог. Ну или привыкнуть

Дмитрий,
Глянул бегло табличку в марлине, при 200 Цельсия значения на АЦП от 80 до 140 прыгают. Значит разброс таки существенный, благо что китаец отправивший мне хотенд указал какой у него там датчик и которую табличку подключать.
Температура в палате мер и весов больше не храниться (да и не хранилась), теперь её считают через постоянную Больцмана.
Измеряю действительно не самой точной техникой, см. выше, и таблицу не составляю, а хочу использовать рекомендованную производителем.
ПИД отрегулирован, он не влияет на абсолютные показания температуры, а колебания и так ± 2 градуса измеряемых показаний.
Конфигурирование марлина не проблема, просто хочется немного удобства, тут дело вкуса, ну и привыкнуть можно ко всему.
Просто надеялся может кто-то встречал как настраивать прошивку мейкербейса по термисторам, и удивлен что столько народу пользуются е3д хотендом и не сталкивались с проблемой. Просто задирать температуру решение, конечно, но не самое красивое.
Анатолий, О, это хорошо что посмотрели - надо самому взглянуть. Подберите табличку по вкусу того прибора, которому доверяете если вам это действительно так важно. Я подбираю температуру на глаз - она все равно плавает от бобины к бобине. 240 это или 230 - по ощущению и результату.
Обычно плясание юзеров вокруг температуры (некоторые даже конденсаторы припаивают зачем-то) начинается от пид. Поэтому грех не напомнить было.
Мейкербес взял старый древний марлин и переписал конфигурационно-интерфейсную часть. Куда они запихали термисторы - знают только они.
Народ, ставящий другой хотэнд вероятной давно на марлине с предыдущих принтеров и оторопь он не вызывает - привычно, остальным, на стоке, не до термисторов.
Пирометром мягко говоря сложно измерить температуру блестящего кубика нагретого до 200С без выбора коэф-та эмиссии. Для алюм он около 0.04 а по умолчанию как для асфальта - 0,95. Показания отличаются в разы.
В большинстве принтеров RepRap, термистор измеряет температуру экструдера Hot End, а также нагревательного элемента стола Heated Bed.
Термисторы - это резисторы, изменяющие сопротивление с изменением температуры. Хорошие качества термисторов являются предсказуемыми, точно известно значение сопротивления при каждой температуре в рабочем диапазоне. Понижение или повышение, зависит от типа термистора на градус Кельвина (или Цельсия, если вы предпочитаете), это называется коэффициент. Положительный тепловой коэффициент (ПТК) это увеличение сопротивления с увеличением температуры, отрицательные (ОТК) будет уменьшаться. Но формула на практике не является линейной, так что иногда точнее будет таблица измерений, чем линейная формула. Эти измерения обычно можно в документах, которые сопровождают термистор.
Contents
Теория

Вы не можете напрямую измерить сопротивление. Чтобы проверить сопротивление, можно поставить напряжение на проводе и посмотреть, сколько тока будет протекать. Другой альтернативой является использование его вместе с другим сопротивлением известным значением, и измерить потенциал (или напряжение) между резисторами. Это то, что мультиметр делает, чтобы иметь возможность показать вам (выведен) сопротивление.
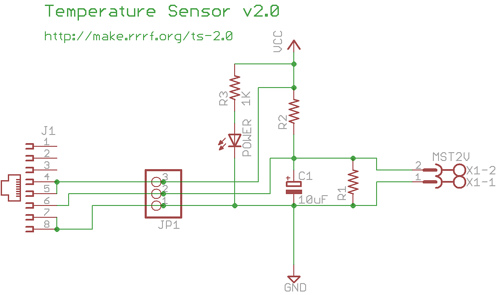
Лучше всего это можно объяснить на примере: У вас есть два резистора между 0 и 5V. Два резисторы R2 = 4,7 Ом на стороне 5V и R1 = 1 кОм на первом стороне. Между резисторов, напряжение основано на соотношении двух сопротивлений. Если у вас есть источник 5V питания (Vcc) включен, это означает, что напряжение будет: 5В - 5В * 4700 / (4700 + 1000) =
0,88 В. Это также напряжение вы бы измерить на стыке R2 + R1 с помощью мультиметра / вольтметра. Если добавить резистор в смесь, которой меняется сильно температура, это повлияет на величину делителя напряжения и в результате напряжение между ними. Это потому, что два параллельных резисторы, один из которых изменяет сопротивление, общее сопротивление также изменится.
Если термистор Rth подсоединен между землей (0 В) и к середине двух резисторов, значение сопротивления между средней перехода и землей будет основана на следующей формуле:
Rpair = 1 / (1 / R 1 + 1 / Rth) = 1 / (1/1000 и 1 / Rth) = Rpair
Rpair это сопротивление между 0 В и средней перехода. Если Rpair известно, основан на расчете делителя напряжения, можно вывести сопротивление термистора (Rth).
Через алгебраических манипуляций вы получите формулу для Rth: Rth = 1 / (1/1000 - 1 / Rpair)
С точки напряжения, напряжения в распределительной Vout является:
Vout = Vcc * Rpair / (R2 + Rpair)
АЦП в RepRap аппаратных измеряет Vout как дробная напряжения между ее опорного напряжения Vref (обычно Vref = Vcc) и 0 В, выражается в виде подсчета шагов (обычно от 0 до 1023) в резолюции АЦП (часто 1024 или 10 бит. )
Как соотношении, разность напряжений является:
Vout / Vcc = Rpair / (R2 + Rpair)
В подсчета АЦП, ADC производит:
ADC_count = 1024 * Vout / Vref = 1024 * Rpair / (R2 + Rpair)
ADC_count ограничена в диапазоне (0, . 1023), и устройство может быть повреждено при Vout ниже 0 или выше Vref.
RepRap прошивки обычно использует таблицу значений, отображающих значение счетчика напряжения АЦП до температуры в градусах Цельсия (смотри пример ниже). Можно было бы создать эту таблицу вручную путем измерения температуры датчика и чтение это число от АЦП, или путем измерения температуры и соответствующих напряжений (Vout) и расчета 1024 * Vout / Vref, или можно использовать программу, чтобы сделать это расчеты для вас.
Обратите внимание, что таблицы ниже, относятся к сломанной ссылке, и, что столы были всего генерируются с модифицированной копией createTemperatureLookup.py.
Отметим также, что некоторые из приведенных ниже для 100kohm термисторов таблиц указывают на R1 = 0, что, в программу createTemperatureLookup.py, указывает несуществующий R1 (R1 является обрыв или бесконечное сопротивление). Более высокие сопротивление термисторов, обычно не требуют R1, чтобы быть стабильным при рабочих температурах.Не существующее R1 упрощает вышеприведенные уравнения в этом Rpair = Rtherm, и основной АЦП считаться читать электроникой является:
Поиск проблемы
Термисторы, используемые в RepRap машин, как правило, 100kohm на 25C отрицательный температурный коэффициент (NTC) резисторных датчиков температуры. Основные неполадки термистора является измерение его сопротивления при комнатной температуре, и сравнить его с расчетным сопротивлением 100K. Если он значительно меньше, может быть своего рода короткий. Если значительно больше, это сделать будет разрыв цепи.
Значения, представленные с помощью программного обеспечения ограничены к значениям в таблице термистора, так необычно большой температурой, совпадающей самую высокую температуру в таблице свидетельствует об обрыве цепи или неподключенное термистор. Необычно низкая стоимость, что соответствует самая низкая температура в таблице указывает на короткое замыкание термистора.
Термисторы против термопар
Термистор, как правило, более точны, чем термопары, термопары, но может обрабатывать более высоких температурах и являются линейными. Термопара дает очень небольшое напряжение (тип K производит 8.138mV @ 200C), который может быть откалиброван и обработанный с помощью ИК (AD595A усилителей, MAX6675 SPI, или MAX31855 SPI) в форме, считываемой с помощью электроники. Термопары могут быть более чувствительны к шуму за счет низкого напряжения.Термопары технически переход между двумя проводами таким образом, область измерения и форм-фактор меньше.
Резистивный датчик температуры (РДТ) отличается от термистора, в том, что термочувствительный материал, используемый в термистора, как правило, керамики или полимера, в то время как РДТ использовать чистые металлы. Оба измерения температуры по влиянию на сопротивление датчика. РДТ полезны на больших температурных диапазонов, в то время как термисторы, как правило, достичь более высокой точности в ограниченном диапазоне температур. (Wikipedia: resistance thermometer).
"модуль датчика RTD температуры" показывает, как некоторые люди читают температуры от термометра сопротивления с Arduino. "RTD PT1000 цепей" имеет еще несколько замечаний.
Есть ли у РДТ имеют никаких преимуществ или недостатков 3D печати по сравнению с термисторов или термопар? '
RepRap Термисторы
Разнообразие термисторов вы можете столкнуться при построении RepRap перечислены ниже, вместе с наиболее важной информации о термистора:
EPCOS также имеет данные для R / T кривых для всех своих продуктов в этом веб-утилиты.
Читайте также: