
Как улучшить качество печати 3д принтера
Сегодня использование 3d-принтеров находит все большее применение. В каталогах магазинов можно найти модели из разных ценовых сегментов: от простых вариантов за 25 000 – 50 000 рублей, до высокобюджетных аппаратов свыше 600 000. Естественно, что чем меньше стоимость принтера, тем ниже его технические характеристики. Так что обладателям моделей из среднего ценового ряда зачастую приходится решать проблему улучшения качества печати 3d-принтера.
Варианты
На качество печати прежде всего могут влиять внешние факторы. К примеру, нагрев поверхности рабочего стола, где стоит принтер, сквозняк или ветер, которые могут влиять на температурный режим. Если же эти факторы отсутствуют, то для улучшения качества печати можно применить следующие способы:
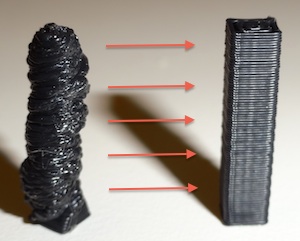
- Скорость. Чем выше скорость, с которой печатающая головка устройства (экструдер) выдавливает расплавленный материал, тем выше вибрация заготовки. Это приводит к тому, что накладываемые друг на друга слои материала могут плохо крепиться друг к другу. А это, в свою очередь, приводит к расплывчатости контуров печатаемой детали. Снижение скорости экструдера, хоть и приведет к увеличению времени печати, однако улучшит её качество.
- Высота слоя. Большое значение для качества 3d-печати имеет толщина слоев. Чем они более толстые, тем быстрее будет завершен процесс печати. Однако и внешний вид детали будет менее аккуратным, чем при использовании более тонких слоев. Чем они тоньше, тем более четкой будет прорисовка на готовом изделии мелких деталей или украшений.
- Охлаждение. Ухудшение печати может быть обусловлено температурой рабочего сопла экструдера. Находясь очень близко к уже уложенным слоям пластика, температура разогретого сопла может привести к их плавлению. В результате произойдет деформация уже напечатанной части детали. В этом случае может помочь охлаждение, для которого можно использовать даже обычный вентилятор, обдувая сопло.
Применяя эти способы, можно повысить качество печати даже дешевых 3d-принтеров, используемых обычно для изготовления простых фигур.
Качество печати 3d принтера – как улучшить: советы по 3d печати.
Отличное качество печати 3d принтера вознаградит вас за потраченное время и деньги. Ознакомьтесь с этими простыми советами по 3d печати, чтобы улучшить качество ваших отпечатков!
Качество печати 3d принтера — выровняйте кровать и установите высоту насадки
Самый лучший способ улучшить качество печати 3d принтера — убедиться, что кровать выровнена. А расстояние между соплами установлено правильно. Вы можете использовать лист бумаги или щуп, чтобы определить расстояние между соплом и кроватью.
Когда чистая насадка находится на соответствующем расстоянии от станины, бумага или манометр будут иметь минимальное сопротивление при вытаскивании. В результате, она также вернется под форсунку без усилия. Повторите эту процедуру два или три раза, чтобы убедиться, что она точна.
Качество печати 3d принтера — проверьте температуру сопла
Температура сопла (или сопел) напрямую влияет на внешний вид отпечатка. Сопло слишком горячее? Оно может оставить нити накала между отдельными частями. При создании высоких частей высокие температуры расплавляют более ранние слои. В результате это приводит к порокам развития.
При построении более высоких отпечатков включайте куб размером в один сантиметр, построенный на противоположной стороне пластины для сборки. Это удаляет горячую насадку из печати и дает время для охлаждения. Если между конструкциями имеются нити накаливания, используйте конструкцию из стен или слизи. Это часто встречается в программах для резки.
Качество печати 3d принтера — температура кровати
Регулирование температуры сборочной плиты (или станины) помогает обеспечить адгезию печати. По мере печати модели каждый слой сжимается при охлаждении. Таким образом, каждый слой над слоем сжимается. А усаживающиеся слои заставляют края отпечатка отрываться от рабочей пластины.
Когда температура кровати слишком высокая, модель может развить так называемые «ноги слона». Это указывает на то, что вам следует немного снизить температуру слоя для следующего отпечатка. Что, в результате, также улучшает качество печати 3d принтера.
Попробуйте разные пластины для разных эффектов
Различные сборочные пластины влияют на качество печати 3d принтера. Например, дают разные текстуры на нижней части отпечатка. Материалы кровати, такие как стекло или PEI, оставляют гладкую поверхность. Клееные поликарбонатные листы или малярная лента оставляют матовую поверхность.
При использовании спрея или клея на поверхности используйте их достаточно, чтобы приклеить отпечаток. Но не настолько, чтобы он оставил вмятины или пороки.
Слишком много клея или спрея также затрудняет удаление отпечатка. Вытеснение может привести к повреждению отпечатка. Или, например, если будет использовано достаточное давление, сломать или деформировать пластину.
Поэкспериментируйте, чтобы увидеть, какой метод не только лучше всего работает с вашими настройками.
Что еще влияет на качество печати 3d принтера?
Качество печати 3d принтера — настройка и обслуживание
Каждый 3d принтер имеет свои отличительные особенности. И, возможно, некоторые вещи, на которые нужно обратить внимание, чтобы улучшить качество печати 3d принтера.
Оптимизация вашего принтера включает в себя множество мелких операций. Например, таких как очистка и смазка направляющих с использованием рекомендаций производителя. Если принтер оснащен двумя шаговыми двигателями для оси Z, убедитесь, что гентри находится на одинаковой высоте с каждой стороны.
Продолжая, проверьте, есть ли какое-либо колебание где-либо в кадре. Убедитесь, что болты затянуты и все углы в 90 градусов квадратные. И проверьте обновленную прошивку на веб-сайте производителя.
Качество печати 3d принтера — лечить нить с осторожностью
Многие нити любят воду, поглощая ее из окружающего воздуха. Открытая нить впитывает влагу, что приводит к проблемам. Например, для ABS, нейлона и гибких материалов. Которые влияют на качество печати 3d принтера.
Влажная нить расширяется во время экструзии. Поскольку вода превращается в пар. В результаты производя пузырьки из пластика. Нить вспыхивает или потрескивает, проникая через сопло. И при внимательном рассмотрении может присутствовать нечто, похожее на дым. Однако самая большая проблема заключается в том, что печать будет выглядеть грубо.
Храните катушки в пластиковых контейнерах в перерывах между использованием. В некоторых случаях можно высушить катушку с нитью в духовке. В течение нескольких часов при очень низких температурах. Создание собственного отапливаемого контейнера — это веселый и простой проект для вашего 3d принтера!
Найдите понравившийся слайсер и выучите его
Говорить о качестве 3d печати невозможно без упоминания слайсеров. Слайсер — это то, что преобразует 3d модель в инструкции (G-код), которые управляют принтером. Есть много слайсеров, большинство из которых бесплатны.
Отпечаток не такой «аккуратный», как мог бы быть? Посмотрите, есть ли настройка «хорошего» или «гипер» качества. Это немного замедлит печать, но результаты могут стоить ожидания.
Не прыгайте на другой слайсер, когда несколько отпечатков получаются неровными. Исследуйте проблему качества, затем меняйте по одной настройке за раз. Напечатайте еще раз и посмотрите, поможет ли это.
Качество печати 3d принтера — настройки
Используйте опоры с выступами
3d принтеры FDM работают, выталкивая расплавленную нить, которая прикрепляется к слою под ней. Если под ним нет слоя, с которым он мог бы соединиться, тогда слайсер может попытаться преодолеть выступ.
Если мост слишком длинный, произойдет провисание или полный сбой печати. Но требуется небольшое исследование и опыт, чтобы знать, как и когда использовать поддержку.
Примечание. При использовании подставок небольшая часть последующей обработки (шлифование, обрезка) помогает скрыть места прикрепления.
Закрыть промежутки в периметре, верхнем и нижнем слоях
При печати чего-либо с деталями вокруг верхней и боковых сторон могут появляться небольшие отверстия. Проблемам качества по бокам можно помочь, медленно увеличивая количество нити, которое перекрывает заполнение. После каждой настройки попробуйте распечатать, чтобы увидеть, закрывает ли он зазор.
Если при изготовлении наполнителя скорость слишком высока, экструдированная нить может не остаться с периметром. Поскольку сопло не находится в положении, достаточном для образования склеивания. В этом случае уменьшите скорость печати. Но не слишком сильно, так как могут возникнуть другие проблемы.
Кроме того, проверьте, сколько нити выдавливается. При изменении этой суммы делайте это с очень небольшими изменениями. Увеличивайте скорость на сотые доли (0,01), а затем тестовый отпечаток с каждой настройкой.
Отрегулируйте движение оси Z, чтобы избежать перетаскивания
После приклеивания первого слоя появляется линия, где сопло перетаскивается по поверхности или периметру отпечатка. Это может быть вызвано отсутствием втягивания нити. Просто настройте этот параметр, чтобы улучшить печать.
У некоторых слайсеров есть возможность дать указание принтеру поднять высоту сопла при перемещении по пустым пространствам. Посмотрите, включено ли это в дополнительные настройки вашего слайсера.
Уменьшите скорость печати, чтобы избежать «эхо»
«Эхо» по краям или вокруг элементов печати ухудшают визуальное качество. Эти неприглядные линии вызваны вибрациями от движения экструдера.
Чтобы устранить проблему, уменьшите скорость печати. Тем не менее, убедитесь, что экструдер движется достаточно, чтобы притираемая область не перегрелась. И не стала причиной других проблем с качеством.
Опубликовать процесс для законченного вида
Снятие опор или избавление от мелких дефектов можно выполнить с помощью острого ножа или наждачной бумаги. Особенно если требуется покраска или полировка.
Некоторые пластики, например, такие как ABS, очень хорошо работают с обработкой паром ацетона. В результате получается глянцевая поверхность. Но она ослабляет модель, поскольку она растворяет пластик.
Композитные пластики, например, латунь или медь, улучшены шлифовкой и специальной обработкой для придания запятнанного вида. Например, Брассо делает латунь изношенным.

Терпение дает качественные отпечатки!
Приступая к 3d печати, будьте терпеливы и не ожидайте идеальных отпечатков. Рассматривайте каждую замену нити как новую нить. Особенно когда рулон находится в открытой среде.
Когда вы сталкиваетесь с проблемами качества, посмотрите на вашу настройку. Измените только одну настройку за раз, прежде чем пробовать новую печать. Затем сделайте заметки об изменениях и о том, чем новый отпечаток отличается от предыдущего.
Помните, что каждый отпечаток — это возможность чему-то научиться и улучшить качество печати 3d принтера!
Лицензия: текст «3D Printing Tips: How to Improve 3D Print Quality» (Советы по 3d печати: как улучшить качество 3d печати) от All3DP лицензирован под международной лицензией Creative Commons Attribution 4.0.
Мой первый пост, не судите строго.
Много читаю статей здесь и в соц сетях, о том, что купить, где, а почему то или иное. И решил немного собрать все в кучку, кратко и по сути.
Какое устройство выбрать?
Всё просто, если Вы хотите бизнес построить смотрите на готовые устройства заводской сборки - они как правило хорошо собраны, часто "работают из коробки" (но не всегда, как в моем случае), есть адекватные люди в тех поддержке, которые 90% проблем знают как решить, ну а кроме того эти устройства очень хорошо печатают.
Если руки не из жопы и мало денег, то добро пожаловать в reprap проекты, есть полностью открытые. Самый дешёвый вариант, вполне хорошее качество печати. Готовьтесь что этот принтер Вы будете строить все время, каждый раз что-то новое придумывается обществом или создателем принтера, и у Вас уже есть принтер нормально печатающий, но Вы себя ловите на том как покупаете новые платы на али или заказываете японские подшипники, и это невозможно остановить, только если продать принтер.
Всем остальным, желающим печатать бирюльки берите б/у принтеры, многие из них доведены до ума, и прослужат для Вас достаточно. И деньги сэкономите, и не получите головную боль от не работающего принтера.
На сегодняшний день их огромное количество, каждый из них по своему хорош и плох. В общем и целом, если у Вас открытый принтер то смело берём Pla, Sbs (он же ватсон), ПЭТГ, тотал cf-5 и большая часть арт пластиков типа имитация дерева, меди, бронзы, так как они сделаны на основе Pla. Все эти материалы самые простые и лёгкие в печати, с маленькой усадкой, требуют охлаждения. В общем Pla жёсткий, но термически не стабилен (после 60 начинает плыть), поэтому применения бытовое, шестерни печатать только для образца, в работе при первой же нагрузке съест зубья. СБС отличный материал для прототипов, одна небезызвестная компания делала имитацию стеклянных бутылок с идеально прозрачными стенками (в один проход с обработкой d-лимоненом). ПЭТГ крутой материал, минимум усадки, бешеная межслойная адгезия, в ряде случаев можно делать шестерни, будут жить, вообще хороший материал на замену ПЛА и Абс, вроде термически не стабилен с 90 градусов (но это не точно). Тотал cf-5 крутой материал, на основе полиуретана с добавлениями углеволокна. Прочный материал, можно делать не нагруженные и средненагруженные шестерни, идеально подходит для роликов работающих на трение качения. Соплом 0,4-0,5 печатается, меньше затруднительно, забивает сопло. Да и он очень хорошо "рассверливает" сопло - углеволокно агрессивно к латуни, выход ставить нержавейку (сопла).
Для закрытых принтеров подходят все вышеперечисленные и другие более вредные материалы, такие как АБС, АСА, нейлон. Все при нагревании источают вредные запахи, имеют большую усадку. Если начнёте печатать из этих материалов на открытом принтере Вас постигнет деламинация - растрескивание, загибание, отрывание детали от стола. Основная причина изменения размеров пластика из-за резкого остывания пластика, он сжимается и либо рвёт в местах слабого спекания, либо тянет, термокамера снижает это пагубное влияние. Абс для промышленных деталей, корпуса, рычажки все, что не сильно нагружено, пластик боится лютых морозов ниже 30 и ультрафиолета (от последнего можно защититься защитным лаком). АСА улучшенный абс с меньшим значением усадки и стоек к ультрафиолету. Нейлон самый капризный, температуру подбирать экспериментально, от 240 до 265, нужно обязательно сушить, даже если Вы только распаковали его, дикая усадка, для внешних размеров на 0,1-0,2 мм, для отверстий на 0,4-0,5 мм (все это нужно держать в голове при моделирование. Обязательно перед началом использования печатайте кубики, и разламывайте их кусачками, когда будет монолитная структура (не слоистая), значит можно смело печатать на этой температуре высоконагруженные шестерни.
К каждой детали подходите продумывая, в каких условиях она будет работать, жить и в зависимости от этого подбирайте материал, очень часто мы сначала печатаем из дешёвого пластика (абс, Пла), сверяем визуально детали, обмеряем, а потом уже печатаем из нейлона или ПЕТГ, тотала, это позволяет избежать некоторых ошибок и растрат на дорогостоящий материал.
Есть ещё ряд материалов с интересными свойствами, например флексы и резиноподобные материалы, воск и пмма (служат для изготовления литьевых форм), всякие токопроводящие, ультраны, поликарбонат, о них в следующий раз (по ним не так много опыта).
Адгезия
Как люди только не извращаются с решением слабой адгезии,используют пиво, воду сахаром, пва, лак для волос, клей карандаш, растворы абс в ацетоне, ультрабазы всякие (последние не пробовал). Для меня есть 2 адекватных средства - клей для 3д печати, самый дешёвый уфимский около 400 р за 0,5 л спрей, они одни из первых его начали делать. Держит все кроме нейлона, этот не держится даже на плоту. Нейлон держит только клей бф-2 со спиртом (пропорция 1:3). Естественно все это наносится на стекло или зеркало (кому как удобнее), мы имеем 2-3 стекла, с заранее нанесенными средствами, и после печати просто меняем стекла. Детали сами отходят от стекла при температуре где-то 40-50 градусов. Клей для 3д печати смывается водой, его хватает на 2-3 распечатки, бф-2 нужно замачивать в тёплой воде, тогда отходит плёнкой, засохший клей ничего не берет, ни спирт, ни ацетон, ни сольвентом, только замачивание.
Очень часто проблема адгезии бывает в малом зазоре между соплом и столом (стеклом). Я калибрую по бумажке, по 4 точкам при каждой смене с абс на пла (разная температура стола, разное расширение основы стола от нагрева), так чтобы бумажка скреблась об сопло и двигалась с минимальными затруднениями. Это приводит к тому что первый слой немного раздавливается, и хорошо липнет к основе.
Директ или боуден
Боуден система с вынесенным двигателем и механизмом подачи, директ - с двигателем и механизмом на голове.
У меня нет опреденного ответа, 3 принтера с боуден системой и один с директом. На одном принтере с боуден подачей я печатал всеми пластиками, в том числе и флексами, но воск для литьевки он не смог затолкать. На директе с этим проще.
Бытует мнение что на боуденах можно печатать с большой скоростью, а на директах нельзя, не знаю не проверял.
Скорость печати 100 мм/с и более
Мне никогда непонятны были эти заголовки, куда Вы так спешите, зачем Вам такая скорость, как Вы боретесь с инерцией. Всегда печатали на скорости 50-60 для абс, Пла, нейлон 40, флексы 20-30. Мне нужна качественная, ровная, заполненная деталь, пусть больше времени, но нормальная.
3д печать как бизнес
Пассивное увеличение заказов
Тут подразумеваются различные способы рекламы.
Первое что, Мы сделали, это создали группу в вк, в ней есть вся контактная информация, есть примеры работы, и периодически мы добавляем свои работы в группу. Группа приносит периодически клиентов, половина из них неадекваты. Следом зарегистрировались в справочниках - яндекс, гугл и др. С отражением на карте, это работает, люди ищут, и даже бесплатная версия выкидывает нас периодически в топ. Пока этого достаточно. Объявления на авито/юла, люди периодически звонят, говорят "звоню по объявлению", так что отметать нельзя. И сайт, он нужен чисто для галочки, и работает как визитка, причём желательно чтоб на своём домене, выглядит более серьёзно. Если везде публиковать информацию, чётко, проблема-решение, и фото. То постепенно (у нас 2 года), это приносит стабильную занятость, но до прибыльности далековато. Но опыт сам по себе не появится.
Пока наверное всё, если кому-то понравится, можно будет пройтись подробнее по материалам, слайсерам, принтерам, разберём жизненные (3д печатные) ситуации.

По умолчанию текучесть составляет 100%, однако не все 3D-принтеры и филаменты созданы одинаковыми. Возможно вам потребуется отрегулировать это значение для успешной печати на вашем принтере и материале. Для большинства материалов используется расход от 90% до 110%, но при необходимости вы можете отклониться от этого диапазона.
Если вы заинтересованы в калибровке вашего принтера и оптимизации его производительности, есть ряд шагов которые вы должны предпринять прежде чем начинать экспериментировать с текучестью.
Недостаточная экструзия
Недостаточная экструзия может быть напрямую связана с недостаточной текучестью. Если вы испытываете недостаточную экструзию при печати, попробуйте увеличивать настройку с шагом 5% пока не увидите улучшение.
Но не стоит полностью полагаться на текучесть. Иногда недостаточное выдавливание может быть вызвано низкой температурой сопла, слишком высокой скоростью печати или засорением сопла. Если вы увеличите скорость потока более 115% без каких-либо улучшений, вам следует проверить другие причины.
Слишком высокое значения текучести может вызвать попадание слишком большого количества материала через сопло. Это приводит к засорению сопла, которое впоследствии нужно будет чистить или даже заменять.
Чрезмерная экструзия
Если у вас обратная проблема, то есть чрезмерная экструзия, вам следует снизить текучесть вашего принтера. Делайте это с шагом 5% и проверьте не улучшилось ли качество печати.
Плохие мосты
Уменьшайте текучесть вашего принтера с шагом 5% и следите за улучшениями. Если вы начинаете видеть некоторую недостаточную экструзию, вернитесь назад и попробуйте другие настройки.
Расслоение
Попробуйте увеличить расход вашего принтера с шагом 5% и проверьте качество печати. Однако не увеличивайте поток слишком сильно. Это может привести к чрезмерному выдавливанию и засорению сопла.
Если увеличение потока не помогает устранить расслоение, попробуйте применить другие наши советы и рекомендации.
Плохая адгезия к столу
Чтобы улучшить адгезию с рабочим столом, вы можете попробовать увеличить поток с шагом 5%. За счет увеличения количества экструдированного пластика, первый слой должен иметь большую площадь к поверхности рабочего стола.
Не избавляйтесь от одной проблемы с 3D-печатью за счет возникновения другой. Слишком сильное увеличение потока пластика может привести к чрезмерному выдавливанию и засорению сопла.
Если на вашем принтере сохраняется недостаточная адгезия, ознакомьтесь с нашими простыми решениями для устранения деформации.
Итак, Вы уже проделали большой путь и собрали собственный 3d принтер. Настало время побороться за качество печати. В этой статье мы поговорим о том, для чего нужно охлаждение модели при печати, на что нужно обратить внимание при разработке системы охлаждения и как правильно подключить вентилятор с использованием микросхемы SevenSwitch и прошивки Teacup.
При печати пластик разогревается до температуры плавления и выдавливается через сопло печатающей головки. При этом головка буквально разглаживает верхний слой по модели. Если размеры этого слоя маленькие по сравнению с размерами самой головки, то головка постоянно находится над распечатываемой поверхностью. Это приводит к тому что уже уложенный пластик начинает плавиться и портить модель. Для решения этой проблемы используется охлаждение.

Самый простой способ организовать охлаждение — программный. Он не требует абсолютно никаких изменений в принтере. Идея состоит в том, чтобы при распечатке слоев с маленькими размерами на время отводить печатающую головку в сторону, чтобы дать модели остыть. В Skeinforge есть настройки позволяющие добиться такого поведения. В других слайсерах (например, Slic3r) таких настроек пока нет, поэтому можно просто добавить небольшой дополнительный объект для печати которого принтеру придется отводить головку на достаточное расстояние.
- Во-первых, если вентилятор будет дуть прямиком на нагреватель печатающей головки, то это может привести к тому что нагреватель перестанет справляться с нагревом пластика и в самый ответственный момент температура может стать не достаточно высокой для печати. Поэтому при выборе готового или изготовлении собственного воздуховода старайтесь избежать сильного прямого обдува нагревателя и сопла. Утепление нагревателя при помощи стеклоткани или силиконового поролона и каптонового скотча может помочь решить эту проблему.
- Во-вторых, если вентилятор будет сильно дуть на разогретый стол 3d принтера, то это может привести к тому что модель будет плохо прилипать и/или отрываться в процессе печати. Для решения этой проблемы следует отключить охлаждение при печати нескольких первых слоев модели, а также с умом выбирать вентилятор. Больше в этом случае не означает лучше. Если модель имеет небольшое основание, можно улучшить её прилипание за счет генерации краев (модуль skirt в skeinforge и параметр brim в slic3r).
- В-третьих, аэродинамика — сложная штука. Иногда визуально идеальные и логичные модели воздуховодов не работают на практике. Поэтому перед установкой на принтер протестируйте, что поток воздуха идет так как это запланировано. В идеальном варианте он должен хорошо обдувать пластик выходящий из сопла, но не задевать само сопло.

Устанавливать вентилятор можно прямо на печатающей каретке или на каркасе принтера и подводить воздух к каретке по гибкому шлангу. Обе реализации работают одинаково хорошо, но вторая позволяет использовать более крупный вентилятор и сделать каретку легче, что уменьшает количество вибраций.
У меня установлена каретка Грега с креплениями для двух вентиляторов. Я не сумел найти подходящей модели воздуховода на thingiverse и решил изготовить её самостоятельно. Для начала я сделал простые воздуховоды, которые перенаправляют поток вниз. Этот дизайн не претендует на идеальность, он просто позволил мне не изобретать крепление вентилятора к моей каретке. Думаю неплохо должен работать такой и такой вариант.
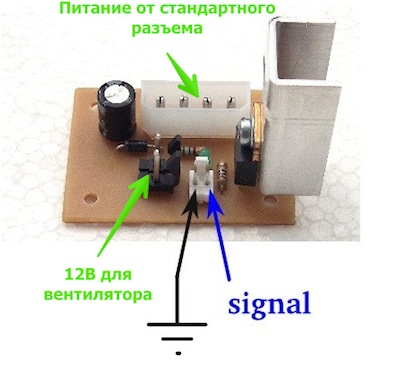
Теперь поговорим о подключении вентилятора. Возможно в вашей электронике управление вентилятором уже предусмотрено. Тогда Вы можете просто вставить разъем в нужное место. Если нет, то Вам потребуется использовать микросхему SevenSwitch, процесс изготовления которой и список необходимых деталей подробно описан в RepRap Wiki. Если Вы не умеете делать печатные платы, то можно просто спаять все при помощи навесного монтажа.Принцип подключения платы крайне прост. Питание 12В берется со стандартного разъема компьютерного блока питания, на вход приходит масса и логический сигнал от микроконтроллера, на выход идут провода к вентилятору. Если нога микроконтроллера поддерживает ШИМ (для непосвященных, что такое ШИМ можно почитать здесь), то можно управлять скоростью вентилятора. Это может быть полезно. На своем принтере я держу вентилятор постоянно включенным на небольшой скорости начиная со второго слоя, увеличивая скорость обдува при печати небольших слоев.
Дальше речь пойдет о подключении SevenSwitch к электронике Gen7 с микроконтроллером ATMEGA1264P-PU на прошивке Teacup. Поэтому можете не читать, если у Вас другая комбинация прошивки и электроники.
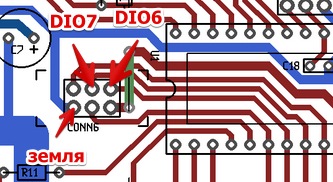
На электронике Gen7 удобно использовать ISP разъем, который отмечен CONN6 на схеме платы. Все просто: массу к массе, управляющая нога на выход DIO6 или DIO7. При использовании микроконтроллера ATMEGA1264P на обоих этих ногах можно использовать ШИМ. Я выбрал DIO7.
Настраиваем прошивку. Для этого прописываем еще один «нагреватель» в config.h. Нужно добавить строки выделенные жирным:
// name port pwm
DEFINE_HEATER(extruder, DIO4, 1)
DEFINE_HEATER(bed, DIO3, 1)
DEFINE_HEATER(fan, DIO7, 1)
M106 S255 // включить вентилятор на полную мощность
M106 S128 // убавить скорость
M106 S0 // выключить вентилятор
Если вы перепутаете полярность при подключении вентилятора, то он не будет крутиться. Поэтому если вентилятор не заработал попробуете поменять провода питания местами.
Следует упомянуть, что про подключение вентилятора к Gen7 уже есть отличная статья с картинками на французском, но в ней не написано про изменения в прошивке для работы ШИМ, поэтому я продублировал здесь часть описания.
Ну вот, самое сложное позади осталось включить управление вентилятором в вашем любимом слайсере моделей и все готово. За детальным описанием того, как это сделать я отправлю Вас к документации на Ваш слайсер.
Читайте также: