
Как поменять сопло на 3d принтере flying bear

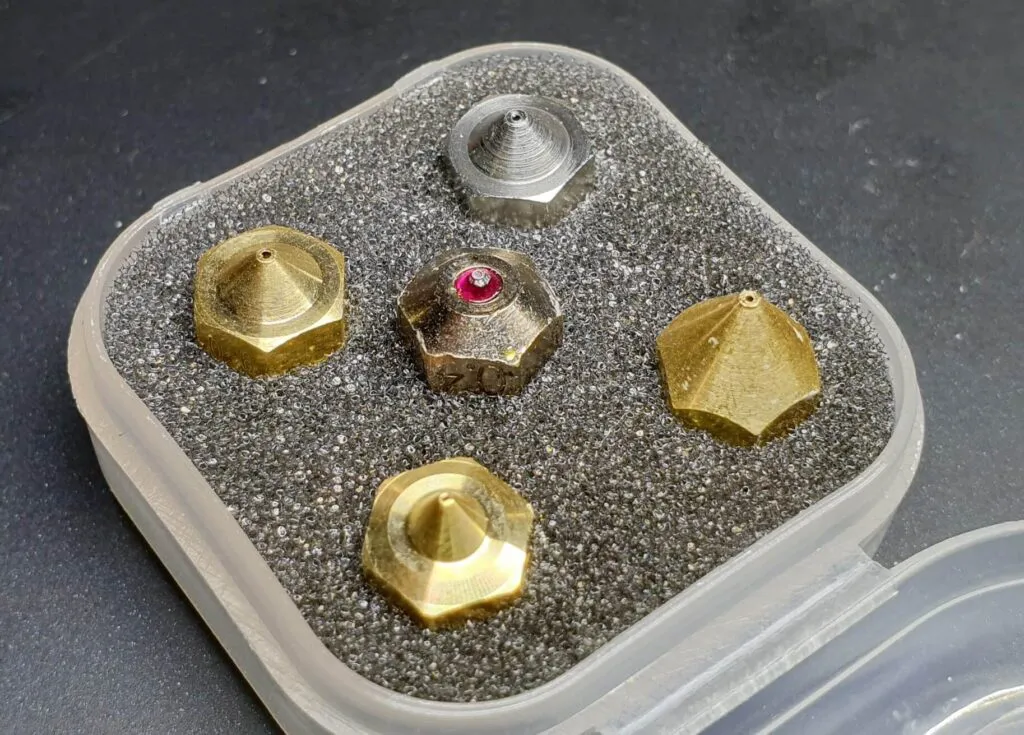
Еще одна причина, по которой нужно заменить сопло 3D-принтера – необходимость печатать быстрее. Сопло большего диаметра позволяет сократить время печати без увеличения скорости печати. Наиболее распространенное сопло с диаметром 0,4 мм, но для более быстрой печати лучше взять сопла с диаметром 0,6 мм или 0,8 мм.
Это приводит к более широкой линии экструзии и большей высоте слоя.
Используя сопло меньшего размера (0,3 мм или 0,2 мм), вы можете повысить качество конечных моделей, но время печати увеличится.
Замена сопла в 3D принтере и устранение протечки
Замена сопел на принтере может оказаться непростой задачей для новичков в 3D-печати.Если сопло не закреплено должным образом в блоке нагревателя, может возникнуть протечка. При замене сопла при комнатной температуре, во время нагревания металлический хотэнд расширяется и сопло расшатывается. Это создает некоторое пространство между соплом и термобарьером, и расплавленная нить может протекать через резьбу. Появляется засор, и в таком случае необходимо разобрать и чистить экструдер.
Если вы будете внимательно следовать данному руководству, вы узнаете, как правильно заменить сопло 3D-принтера и избежать утечек, вызванных неправильным затягиванием.
Если приложить слишком много усилий при затягивании сопла, сорвется резьба в нагревательном блоке, и пластик снова начнет вытекать. Также существует риск вовсе сломать сопло.

Подготовка
Для того, чтобы правильно поменять сопло на вашем 3D принтере, вам нужен набор следующих инструментов:
1. Гаечный ключ или плоскогубцы для удержания нагревательного блока.
2. Ключ головка для сопла.
3. Термостойкие защитные перчатки.
4. Динамометрический ключ (необязательно, но желательно).
Помните, что при замене сопла, очень важно соблюдать осторожность. При работе с горячими деталями возможны ожоги и травмы, поэтому не прикасайтесь к соплу и нагревательному блоку, чтобы избежать этого.
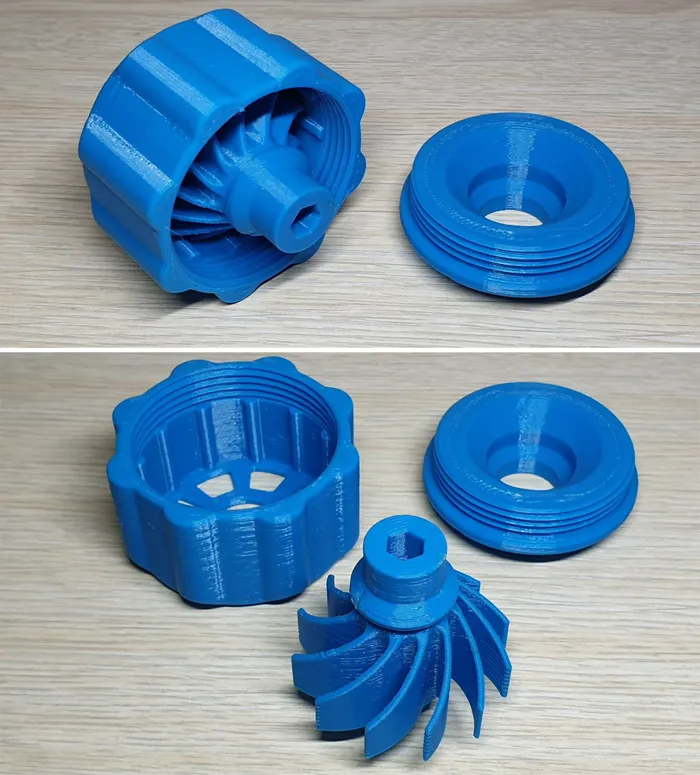
Динамометрический ключ для замены сопла
Очень поможет в замене сопла на принтере динамометрический ключ, который можно напечатать самим. Настоятельно рекомендуем его использовать для получения хороших результатов.
Некоторые специалисты рекомендуют использовать ключ на 1,5 нм, кто-то на 3 нм, опытным путем вычислили, что отлично справляется с задачей ключ на 2 нм.
Бесплатную модель динамометрического ключа вы можете скачать здесь.

Как поменять сопло в 3D принтере?
Чтобы правильно заменить сопло, выполните следующие действия:
· Нагрейте хотенд до максимальной температуры.
Перед тем, как приступить к замене сопла 3D-принтера, нужно нагреть хотенд до максимальной температуры, разрешенной вашим принтером. Обычно для хотэндов, внутри которых есть PTFE-трубка - максимальная температура составляет 260 ° C. Хотя температура выше 240 °C может повредить PTFE-трубку, но этого можно не бояться, пока вы меняете сопло в течение нескольких минут. Если вы используете силиконовую накладку, снимите её перед нагреванием.

· Достаньте пластиковую нить
Когда температура достигнет 130°C для PLA и 150°C для PETG, быстро удалите пластик, чтобы избежать засора. Это не совсем атомная очистка сопла, но поможет вам удалить большую часть нити, что в свою очередь упростит процесс замены сопла.

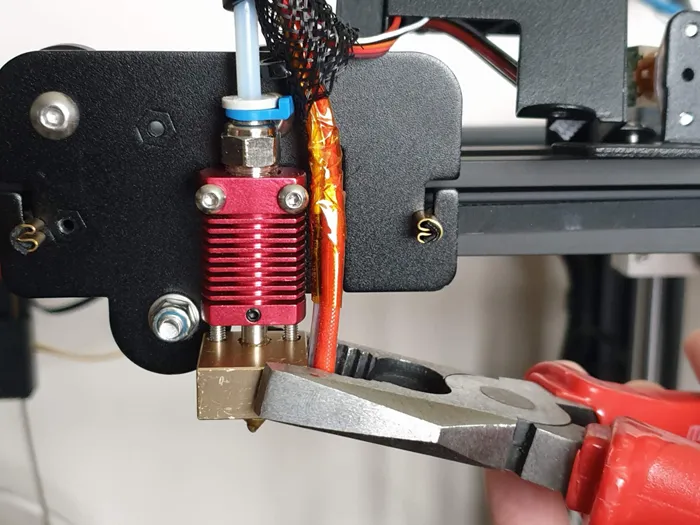
· Откручиваем старое сопло
Теперь, когда в хотэнде установлена максимальная температура, можно переходить к замене сопла.
Возьмите гаечный ключ или плоскогубцы и удерживайте нагревательный блок на месте. Осторожно возьмитесь за него, избегая нагревательного элемента и термистора. Другой рукой начните откручивать сопло.


· Вкрутите новое сопло в нагревательный блок
Если вы используете перчатки, вы можете начать завинчивать сопло руками, а затем выполнить затяжку головкой или динамометрическим ключом.
Если вы не пользуетесь перчатками, вставьте сопло в головку и ввинтите в нагревательный блок. После того, как сопло прикручено, затяните ее еще немного. Не затягивайте слишком сильно, это может привести к повреждению резьбы и сопла и / или нагревательного блока.
Если вы используете рекомендуемый динамометрический ключ, сопло считается правильно затянутым после щелчка гаечного ключа.

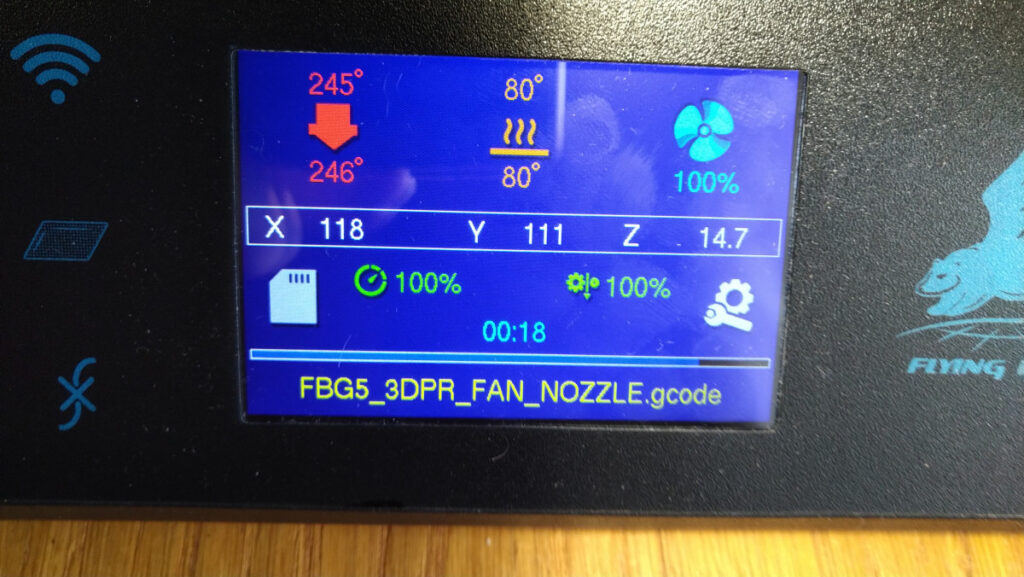
Почему на дисплее не отображается картинка модели? Картинка появится только при загрузке файла по Wi-Fi через программу (Ghost 4) или плагин для Куры (Ghost 4S), потому что программа/плагин добавляет картинку к файлу.
МОИ ВИДЕО С ЭТИМ ПРИНТЕРОМ
ДОРАБОТКИ И НАСТРОЙКИ (на примере Ghost 4S)
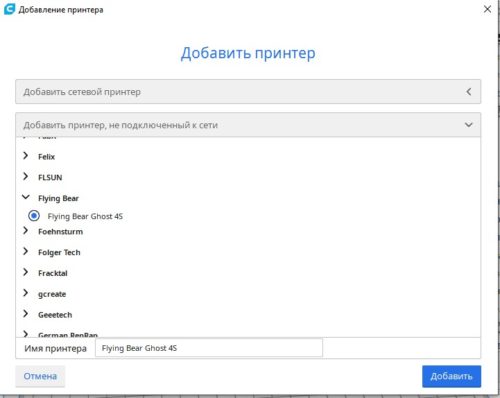
Профиль FlyingBear
Для принтера модели 4S в слайсере Cura версии выше 4.6 добавлен встроенный профиль (спасибо oducceu). Просто добавляем новый принтер и из списка выбираем FlyingBear/FlyingBear Ghost 4S
Настройки от AlexGyver
Рассмотрим самые критически важные настройки:
ДЛЯ СОПЛА 0.4 мм
Качество:
- Высота первого слоя: 0.3 мм (хз, наверное многовато, но прилипает отлично)
- Ширина линии: 0.36 мм (плотнее будет класть слои, без щелей)
Ограждение:
- Выравнивание шва по оси Z: острейший угол (более-менее красиво прячет шов, но зависит от модели)
Заполнение:
- Перекрытие заполнения: 0.036 мм (для слипания со стенками)
Материал:
- Поток: 100-101% (щели мы скомпенсировали в “Ширина линии”)
- Величина отката: 4.5 мм (для PLA), 6-6.5 (для PETG)
Скорость:
- Скорость печати: PLA 50 мм/с (штатный обдув), PETG 70 мм/с (штатный обдув). С нормальным обдувом можно до 130 мм/с
- Ускорение печати: 800-1000 мм/с2 (со штатной головой)
- Рывок печати: 12-15 мм/с (со штатной головой)
Охлаждение:
- Скорость вентилятора: 100% (PLA, высокотемпературным пластикам можно меньше)
- Минимальное время слоя: 15-20 с (PLA, высокотемпературным пластикам можно меньше)
- Минимальная скорость: 10 мм/с
Поддержки:
- Разрешить кайму (чтобы не отвалились)
- Угол нависания поддержек: 45-55 град
- Зазор поддержки по оси Z: 0.2 мм
Переделка механики под CoreXY
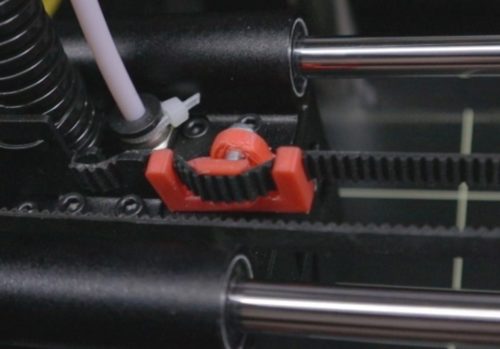
Натяжитель ремня
Если у вас установлен пружинный натяжитель ремня – лучше заменить его на жёсткий натяжитель, например вот такой (ссылка на thingiverse). Печатать модели tensioner_big_2.7mm_standard.stl и tensioner_small_part.stl. Понадобится винтик М3.
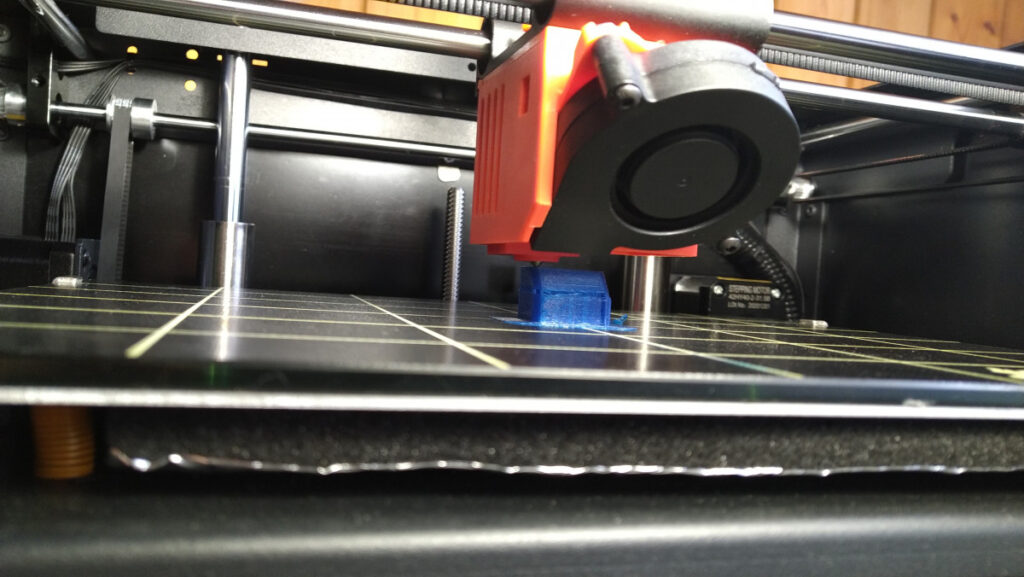
Кожух обдува
Для 4S есть альтернативный обдув под штатную турбину, рекомендуется напечатать и поставить сразу же. Ссылка на thingiverse
Печатная каретка
Родная каретка очень тяжёлая, что не позволяет добиться качественной печати на больших скоростях и ускорениях. Можно напечатать каретку, желательно из высокотемпературного пластика (ABS, или хотя бы PETG). Модели:
- Ghost 4/4Sновая версия!
- Ghost 4/4S: тип 1 (лучшая, под 4020 и 4010 турбины). Есть ещё тип 2, тип 3
- Ghost 3: тип 0 (лучший вариант). Есть ещё тип 1, тип 2, тип 3
- Ghost 1/2: каретка (плату придётся закрепить стяжками)
Direct Drive
Позволяет избавиться от трубки боудена и ретрактов, повысить качество печати. Модель и инструкции на Thingiverse.
Замена вентиляторов
Если вы собираетесь печатать каретку как выше, вам понадобятся турбины 4010 или 4020 (в зависимости от модели каретки)
Также можно заменить другие вентиляторы на более качественные:
Более качественные вентиляторы тише работают и дольше прослужат!
Ремень
Если менять каретку, то придётся заменить ремень. Нужен ремень GT2 6mm с неметаллическим кордом, желательно от производителя Gates или POWGE.
Носок на термоблок
Драйверы TMC
Рекомендуется заменить драйверы моторов на тихие и более точные TMC, например TMC2208. БРАТЬ НЕ UART ВЕРСИЮ. Берите DIY. Версия UART отличается от DIY запаянной перемычкой, на фотках по второй ссылке видно, где она запаяна. Перемычку можно “спаять” паяльником, если вы случайно взяли UART версию.
Напряжение на драйверах осей нужно выставить 1.2V, на драйвере экструдера 1.4V. Драйверы полностью поддерживаются платой принтера, нужно только изменить направление вращения моторов. Настройки в прошивке:
- Ghost 3/4: вкладка configuration
- Ghost 4S: файл robin_nano35_cfg.txt, должен лежать на карте памяти. Если нету – возьмите из папки с прошивкой. В нём строка 133 и ниже. (файл открыт в notepad++)
Подшипники Х У
Шариковые подшипники осей X и Y можно заменить на пластиковые. Качество печати может увеличиться за счёт отсутствия люфтов. Внутренний диаметр 8мм, внешний – 15мм
Подшипники Z
Муфта оси Z
Пружины стола
Утеплитель стола
Можно доутеплить стол, если нужно. Для полного покрытия новым утеплителем берём 310х310
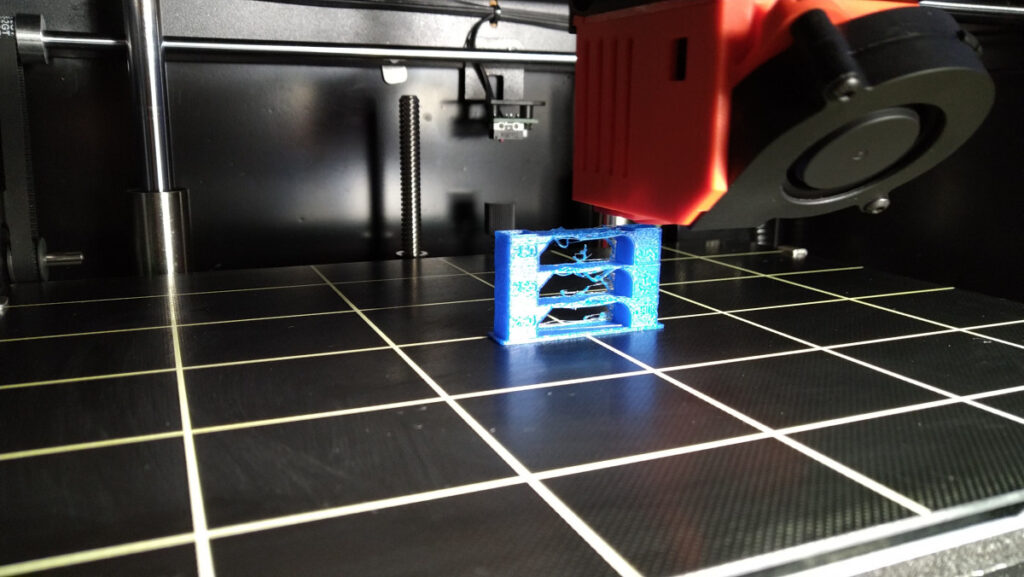
Модель уже не отделяется при печати, да и после тоже, нужно ждать, чтобы стол остыл. Кайма на первом слое вполне ровная, Поддержки напечатаны наверное слишком плотные, еле отломал.
Ну что ж, проверим печать с новым обдувом. В прошлый раз башня у меня оплавилась, почему то голова не ушла после окончания (фото ниже по ретрактам). В этот раз все идет хорошо. В данном случае убиваю двух зайцев- тестирую обдув и делаю тест ретрактов на башне.
Модель печаталась 44 минуты. Долго, попробуем ускорить. Для начала снова откалибрую стол, проведу настройки PID, в Marlin эти параметры можно сделать из меню
но я подключусь через терминал и сделаю авто настройки там- вот итоговые параметры.
Теперь сделаю тестовые башни по температуре- башня печатается снизу вверх, температура с шагом 5 градусов опускается, т.е. самый горячий- низ. ( на башне значения не смотрим). Температура стола 70.
обратная сторона, видно насколько обдув помогает при печати
Наклонил, чтобы увидеть качество мостов. Слева , тот что с обдувом уже на 225 появляются рваные линии. А вот на правом, более горячем слои 255-245 получше.
Надо будет переделать температурную башню 255-225 с обдувом ( к слову я его уже заменил на другую версию- двухсторонний)- это наиболее оптимальные температуры.
и вот тесты по ретрактам, подбор длины от 1 до 7 мм и скорость от 10 мм/с до 70 мм/с лицевая сторона. башни справа более старые, левая самая последняя в тесте.
обратная (подбор длины от 1 до 7 мм и скорость от 10 мм/с до 70 мм/с лицевая сторона. башни справа более старые, левая самая последняя в тесте)
в целом видно, что справа налево башни лучше стали. Совсем паутины нет, но наросты остались.
На FlyingBear Ghost 4S существует большое количество апгрейдов. Продолжим их тестировать:
После приобретения набора сопел от Trianglelab для E3D V6, было установлено сопло D=0.3 мм. После перехода на новое сопло потребовалось изменить настройки.
Для начала в параметрах принтера необходимо изменить диаметр сопла с 0.4 на 0.3 мм.

Далее необходимо изменить остальные настройки параметров печати в профиле.
Параметры печати PLA (скорость 95 мм/с, D=0.3):
- высота слоя — 0.15 мм;
- высота первого слоя — 0.15 мм;
- ширина линии — 0.3 мм;
- ширина линии первого слоя — 100 %.
- количество линий стенки — 4;
- расстояние очистки внешней стенки — 0.2 мм;
- толщина дна/крышки — 0.8 мм;
- толщина крышки — 0.8 мм;
- слои крышки — 6;
- слои дна — 5;
- шаблон для крышки/дна — зигзаг;
- оптимизация порядка печати стенок — вкл;
- печать внешних стенок — выкл;
- заполнение зазоров между стенками — везде;
- фильтровать только небольшие зазоры — вкл;
- печать тонких стенок — выкл;
- выравнивание шва по оси Z — острейший угол;
- разрешить разглаживание — выкл.
- плотность заполнения — 15 %;
- дистанция линий заполнения 4.8 мм;
- шаблон заполнения — шестигранник из треугольников;
- соединять линии заполнения — вкл;
- множитель для линии заполнения — 1;
- толщина слоя заполнения — 0.15 мм;
- изменение шага заполнения — 0 мм;
- поддержка заполнения — выкл.
- температура сопла — 200 °C;
- температура стола — 60 °C;
- температура стола для первого слоя — 60 °C;
- поток — 98%;
- разрешить откат — вкл;
- откат при смене слоя — выкл;
- величина отката — 4.5 мм;
- скорость отката — 25 мм/с.
- скорость печати — 95 мм/с;
- скорость перемещения — 120 мм/с;
- скорость первого слоя — 15 мм/с;
- количество медленных слоев — 2.
- режим комбинга — везде;
- макс. расстояние комб. без отката — 0 мм;
- откат перед внешней стенкой — выкл;
- избегать напечатанных частей при перемещении — вкл;
- дистанция обхода — 1.0 мм;
- поднятие оси Z при откате — выкл.
- включить вентиляторы — вкл;
- скорость вентилятора — 100 %;
- начальная скорость вентилятора — 0 %;
- минимальное время слоя — 15 с;
- минимальная скорость 10 мм/с;
- подъем головы — выкл.
Тип прилипания к столу:
- тип прилипания к столу — юбка;
- количество линий юбки — 4.
- максимальное разрешение — 0.05 мм;
- максимальное разрешение перемещения — 0.0632 мм.
- последовательная печать — все за раз;
- поверхностный режим — нормаль;
- спирально печатать внешний контур — выкл.
Материалы по FlyingBear Ghost 4S:
- FlyingBear Ghost 4S (читать);
- Увеличение скорости до 80-90 мм/с, замена штатного кожуха обдува (читать);
- Апгрейды, часть 1 (читать);
- Апгрейды, часть 2 (читать);
- Апгрейды, часть 3 (читать);
- Настройка экструдера (читать);
Еще статьи по теме
FlyingBear Ghost 4S: апгрейды, часть 3
FlyingBear Ghost 4S: увеличиваем скорость до 80мм/с
FlyingBear Ghost 4S: первые шаги
Читайте также: