
Как настроить ретракт на 3д принтере
Ретракт - это процесс обратного втягивания нити в сопло 3D принтера, перед началом перемещения экструдера между печатными поверхностями. Это позволяет снизить давление в сопле и предотвращает выдавливание расплавленного пластика в момент "холостого" передвижения от одной точки к другой.

На изображении вы можете увидеть как выглядит напечатанная модель без ретракции.
Для чего нужен Ретракт в 3D печати
Эта опция в 3D принтере значительно помогает с подтекание расплавленного филамента и плохим качеством поверхности. Ко всему выше перечисленному, можно добавить еще один положительный момент ретракта. Когда экструдер движется от одной поверхности к другой, то ретракция поднимает незначительно сопло по оси Z (чаще всего на 0,2 мм) и тем самым уменьшает риск воздействия носиком сопла на уже напечатанные элементы.
Мы постарались написать это руководство максимально понятно и сделать как можно фотографий, чтобы стало понятно как сильно настройка ретракта влияет на результат 3D печати.
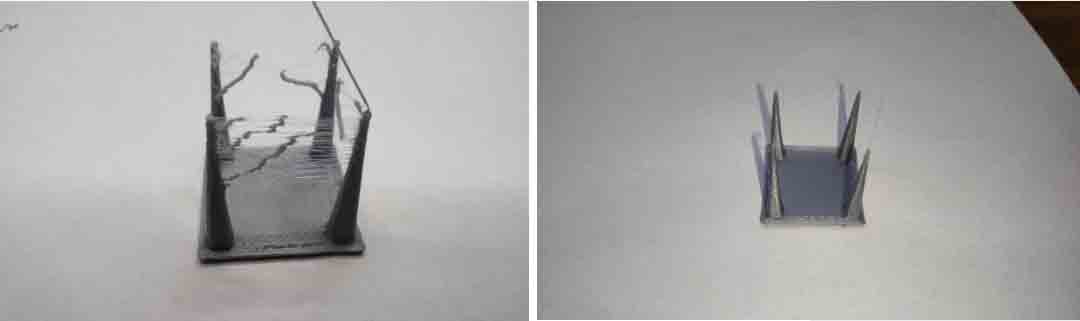
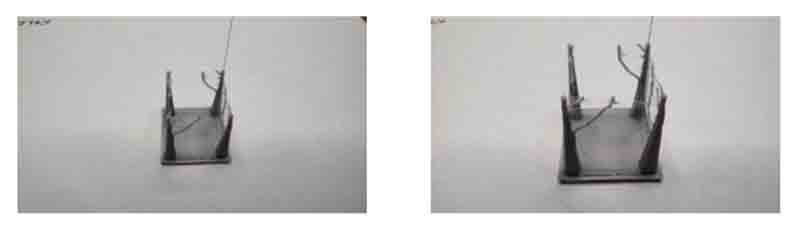
На фото ниже показана разница между печатью без ретракции (фото слева) и печатью с калиброванной ретракцией (справа).
Как включить ретракцию
Если вы используете другой слайсер, например PrusaSlicer или Simplify3D, то настройка ретракции будет немножко другой, но принцип настройки останется прежним.
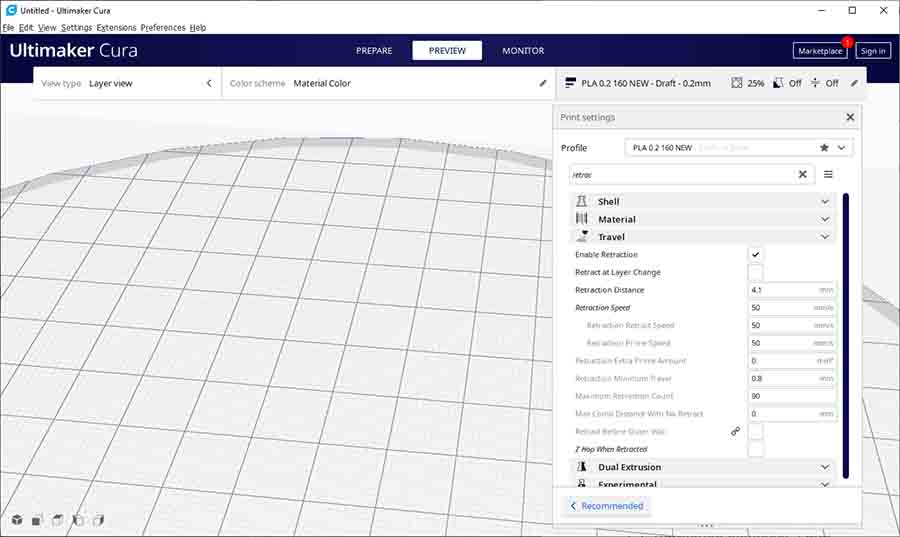
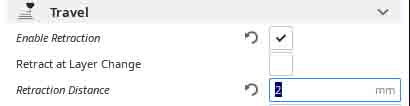
Мы будем рассказывать на примере Cura. Откройте слайсер, перейдите в раздел настроек и откройте меню параметров ретракции. Если у вас еще не включен этот режим -нажмите кнопку "Включить ретракцию".
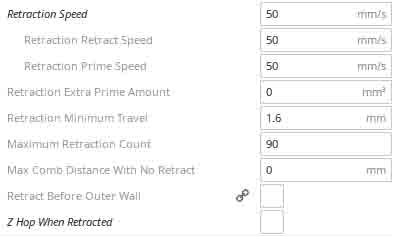
Заранее обратите внимание, что в этой статье мы описываем инструкцию по калибровке ретракции для новичков, т.е проверим только правильность температуры печати и изменим длину втягивания нити. Другие параметры, такие как скорость, здесь рассматривать не будем. Рекомендуем начинать со скорости 50 мм/с не более. С такой скоростью справятся как любые дешевые экструдеры, так и высококачественные. Такая скорость является эталоном для втягивания филамента.
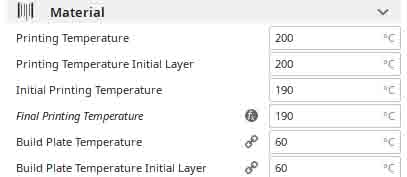
Обязательно проверьте температуру печати, она должна соответствовать температуре рекомендованной производителем (как правило ее можно найти на упаковке с пластиком).
Пред калибровкой я рекомендую определить оптимальную температуру печати на вашем принтере при помощи "температурной башни". Приведенные здесь температурные показатели типичны для большинства производителей PLA пластика. Если используете другой тип филамента, то необходимо поменять рабочую температуру, например для PETG она составит 235°C и т.д.
Перед калибровкой необходимо выяснить, если у вас экструдер типа директ ("прямой привод"), тогда длину втягивания рекомендуется начинать с 0,2 мм.

Если принтер с Боуден-экструдером (нить подается по PTFE трубке), то рекомендуется начинать примерно с 2 мм.
Как откалибровать ретракцию
1. Загрузите и напечатайте тестовую модель
Скачайте по ссылке ниже специальную калибровочную модель. Это достаточно популярная версия, поэтому сохраните ее у себя.
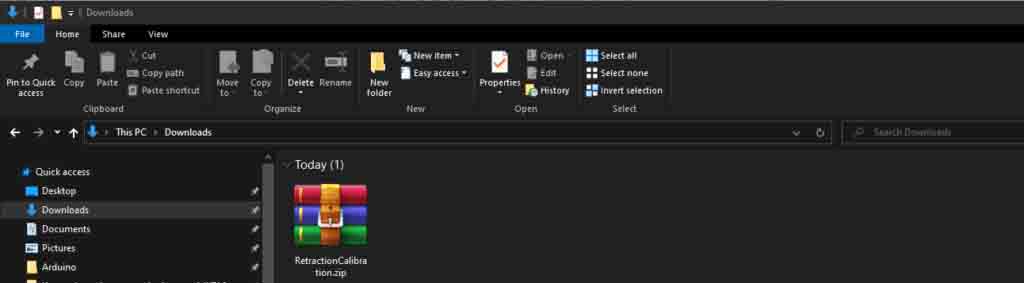
По окончанию загрузки, найдите скачанный файл (по-умолчанию это папка "Загрузки")
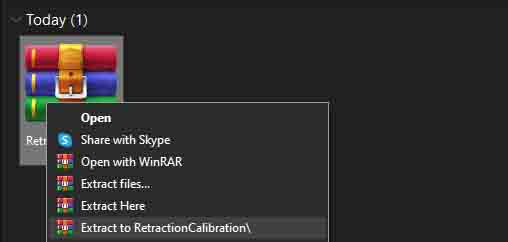
Распакуйте (разархивируйте) файл.
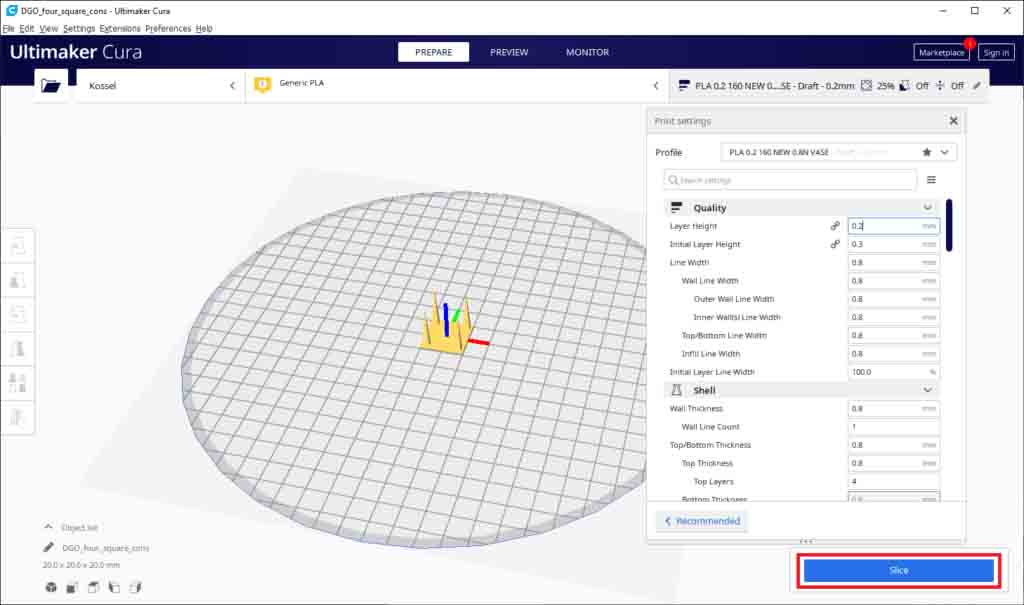
откройте папку и найдите файл four_square_cons.stl. Запустите этот файл в слайсере (в нашем случае это Cura).

Теперь проверьте в слайсере активна ли у вас ретракция. Затем нажмите на "Нарезка" и отслайсите модель.
Нажмите "Сохранить в файл" и скопируйте на SD-карту или флешку. Затем отправьте модель в печать на 3D принтер.

2. Оценить напечатанную модель
Очень важно сначала оценить текущие настройки ретракции по напечатанной модели.
На фото ниже видно, что качество модели получилось весьма плачевное.
Модель напечатана из PLA пластика, с которым обычно нет проблем с ниткованием. По фото видно, что помимо ниток наблюдаются более толстые хвосты, это говорит о том что отвод пластика настроен не правильно.
Типичная ошибка - недостаточная длина отката нити или слишком низкая скорость отвода. Все эти настройки нужно корректировать.

Поэтому очень важно напечатать пробную модель и сделать правильную оценку для дальнейшей корректировки настроек ретракта.
3. Настраиваем длину с текущей температурой.
На представленных ниже фото, сравниваются несколько моделей, напечатанных с разной длиной ретракта.
В настройках менялся только параметр "Длина отвода" - от 2 до 6 мм. Остальные параметры не изменялись.
Если нитка остается при любых значения длины отвода, то необходимо отрегулировать температуру печати.
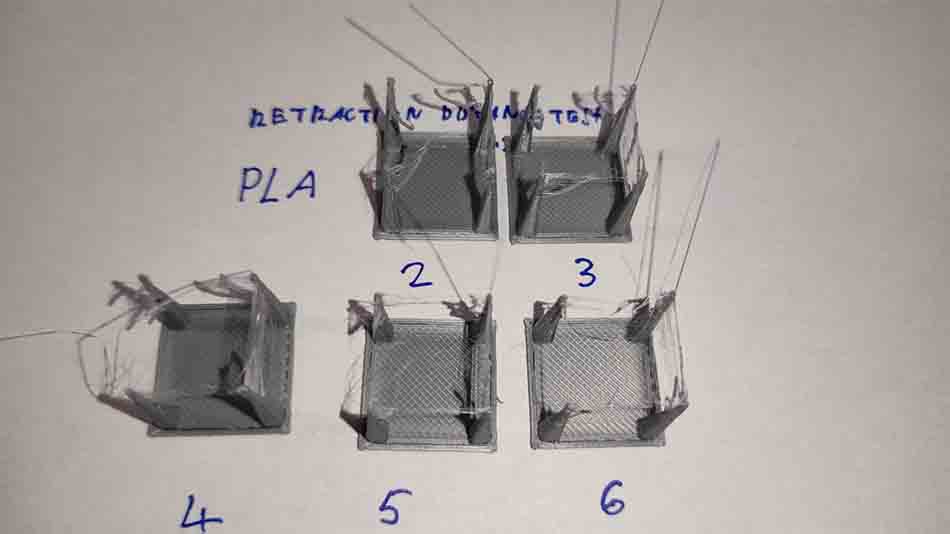
3.1 Длина отвода - 2 мм.
3.2 Длина отвода - 3 мм

3.3. Длина отвода - 4 мм
3.4 Длина отвода - 5 мм

3.5 Длина отвода 6 мм

3.6 Тестовая оценка модели с исходной температурой
Как вы можете видеть на изображениях выше - проблемные нити все еще появляются. Изменение только длины втягивания не помогли.
Следовательно, необходимо менять другие параметры, например температуру или скорость ретракта.
4. Тестирование при более низкой температуре. Снижение на 10°C.
Поскольку я печатаю на достаточно высокой скорости (160-200 мм / с), то используемая мной температура намного выше чем при стандартной печати на скорости около 4- 40 мм/с.
В любом случае, если тест с настройкой ретракта при обычной температуре не увенчался успехом, рекомендую снизить температуру на 5-10°C.
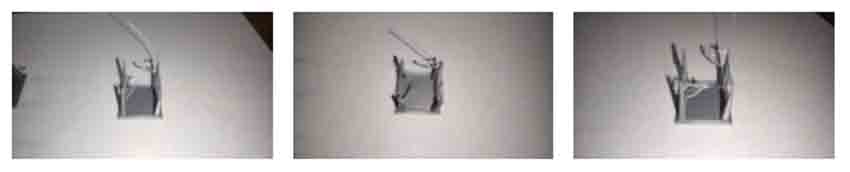
На фото ниже, показаны модели, напечатанные с длиной ретракта 2 и 3 мм / при 205°C. Как мы видим качество значительно улучшилось, но нити все еще видно.

Основные переменные для настройки ретрактов это:
Тест, о котором мы будем говорить ниже дает возможность протестировать более 200 вариаций настроек длины и скорости отката за одну печать. Это огромное количество, так как обычно используются модели, которые позволяют тестировать только одну комбинацию настроек.
Новый метод тестирования
Новый метод изначально был построен на таблице Excel, куда вводились необходимые параметры, а сгенерированный g-code копировался в текстовый документ и отправлялся на печать. Сейчас же, появилось онлайн приложение, и приложение для Windows. Новая версия получила некоторые изменения, больший функционал и стала более удобной.
Выставляем необходимые значения (все настройки описывались в нашем видео на YouTube)настроек отката и запускаем тест.

После окончания печати нам необходимо найти участок, который не имел бы волосков и натеков перпендикулярно стенки модели. Ищем так же участок, где участок с самым лучшим качеством стенки. В идеале нам нужно искать участок как можно выше и ближе к началу координат. Ведь именно в этом случае мы получим минимальную длину и максимальную скорость отката, при которых качество печати остается стабильным. Проще говоря, без этого теста можно было бы просто выкрутить настройки с запасом в несколько раз, при этом получать хорошее качество печати, но при этим сильно терять в скорости. Ведь как мы знаем, ретракты занимают большУю часть времени печати, и ускорив их, мы значительно выиграем в скорости печати всей модели. Вот пример:

Печать данной модели без ретрактов составила 3 часа 45 минут, а с ретрактами настроенными с запасом под боуден экструдер заняла 4 часа 48 минут. Это 22% от времени печати все модели. Практически четверть времени ушла на откаты.
В моем случае натеки и волоски пропали со значения 0.7 мм длины отката (директ экструдер). Я возьму следующее значение в 0.8 мм, для уверенности в том, что при печати других моделей натеков точно не возникнет. На всей высоте модели качество практически не изменялось. Это значит, что можно выбрать максимальную скорость, что вам доступна. Если на вашей модели на определенной высоте появились дыры на стенках, то вам нужно выбрать значение ниже этого на 1-2 шага.

Итоговые значения можно внести в ваш слайсер для определенного вида пластика и наслаждаться печатью без натеков.
Короткая статья о настройке ретракции. Нам, действительно, нравится просматривать 3D-принтеры и все, что касается 3D-печати, за одним исключением… случаев к алибровки ретракции (иначе настройка ретракции). Это занимает очень много времени.

Что такое ретракция?
При 3D-печати на стандартном FDM-принтере нить проталкивается с помощью двигателя экструдера, к которому прикреплен редуктор. Он проталкивает нить, либо непосредственно в узел хотендов, либо через трубку Боудена к хотенду. Расплавленный пластик затем наслаивают для получения модели. При печати почти все отпечатки требуют не экструдированных движений. Во время экструдирования перемещается давление, и для того, чтобы прекратить натягивание и образование пятен во время непечатных перемещений, происходит ретракция.
Метод калибровки ретракции и электронная таблица

Устанавливаем код в документе Google Sheets здесь. Работа в процессе. Мы тестировали только те принтеры, которые у нас под рукой. Если у вас есть какие-либо предложения, не стесняйтесь, пишите нам. Наш электронный адрес находится в листах документа.
Для начала вам нужно скачать и открыть таблицу Excel. Ссылка только для чтения.
Давайте начнем с листа G-кода. Здесь вы можете настроить G-код для вашего конкретного принтера.
Как только вы установите все параметры, скопируйте столбец M в файл G-кода на все 30000+ строк. Перед печатью зайдите в настройки и узнайте, какова максимальная скорость экструдера. В Marlin 1.1.6 Control> Motion> Velocity> Vmax E и отметьте самое быстрое движение. Вы можете остановить печать раньше, когда она достигнет максимальной скорости. Перед тем как убрать предмет с рабочей поверхности пометьте свой исходный угол. Это должно быть очевидно, но на всякий случай напомним об этом.
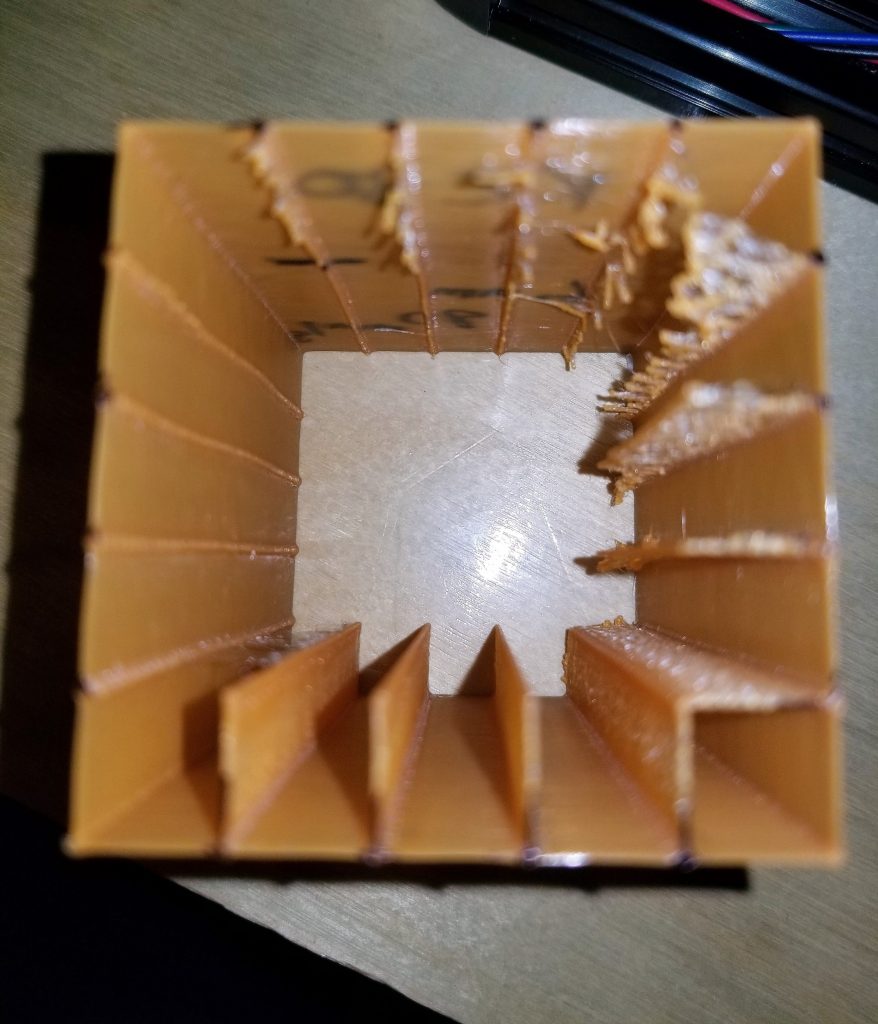
Это вид сверху. Вы можете видеть, что в ходе движения, части становятся лучше по мере увеличения ретракции. Движение внизу слева.
Как это печатает

Печать начинается с исходного положения, движется вправо… перемещается по кругу, затем не экструдированными движениями (зеленые стрелки), затем обратные движения по кругу, и все начинается снова, движения полностью повторяются.
По мере продвижения печати каждые 5 мм высота увеличивается.

Интерпретация печати

Теперь, когда печать завершена, интерпретируем печать. Когда вы измените переменные на другом листе, он обновит лист инструкций для облегчения интерпретации. Мы отмечаем место, которое выглядит лучше всего. Затем, обращаемся на эту страницу и оцениваем, чтобы найти настройки. На некоторых принтерах нам приходилось смотреть очень внимательно и быть очень критичным. Вы можете даже пропустить лучший участок, если нарастание слишком велико. Если вы считаете, что это так, напечатайте второй с меньшими приращениями и увеличьте начальную точку на основе первого отпечатка.

Основываясь на наших наблюдениях, если трудно выбрать лучший, выбирайте самый короткий самый быстрый. Это снизит время печати.
Если вы опробуете такой способ, пожалуйста, оставьте отзыв о вашем опыте. Можно также могу начать регистрировать настройки ретракции на отдельном листе, если вам покажется это хорошей идеей. Отправляйте нам письма с вашими настройками. Если вам интересно посмотреть это в действии, мы выложили прямую трансляцию на YouTube, гдемы настроили ABS в прямом эфире для SV01.

Если вы один из тех, кого увлекло сумасшествие 3D-печати, вы, надо полагать, в курсе, что для получения оптимального результата здесь требуется немало танцев с бубнами. Мы покажем вам, как откалибровать экструдер, чтобы добиться наилучшего качества. Как видно по распечатанному столику, плохо откалиброванный экструдер может плохо отразиться на результате. Приводимые ниже простые инструкции — отличное подспорье для начинающих, потому что на все про все потребуется около 20 минут и несколько обычных инструментов. Данные инструкции касаются конкретно Solidoodle 2, но они справедливы и для любого RepRap-принтера и программы Repetier Host. Самое главное, что в дальнейшем значительных изменений в настройках не потребуется. Приступим!


Подготовьте следующее:
- отвертку
- штангенциркуль (линейка тоже подойдет)
- маркер
- карандаш и бумагу
- 3D-принтер
- компьютер
Измеряем
Отметьте на нити филамента 100 мм. Обратите внимание на то, чтобы расстояние между нижней и верхней отметками было правильным.


Выравниваем
Установите длину экструдирования в «1», нажмите и удерживайте указывающую вниз нижнюю стрелочку до тех пор, пока ваша нижняя отметка не окажется на уровне верхней части экструдера («верх» и «низ» здесь условны и зависят от того, как вы все это делаете). На этой картинке видно, что нижняя отметка находится на уровне экструдера.


Экструдируем
Установите длину экструдирования в «100» и нажмите стрелочку вниз. Если все идет по плану, верхняя часть нити, которая находилась на 100 мм над экструдером, должна оказаться точно на нем.

Измеряем
Сделайте отметку на той точке нити, которая оказалась на экструдере, и измерьте расстояние между той отметкой, которая раньше была верхней (может понадобиться прогнать мотор экструдера обратно). Если сделанная первоначально отметка совпала с новой (т.е. и отмечать ничего не потребовалось), перейдите к последнему пункту.


Нажмите Config, потом EEPROM Settings (это все наверху окна). Перед первой строкой написано Steps per mm. С самого правого края написано E: и какое-то число. Оно обозначает количество шагов, которые делает шаговый механизм вашего экструдера, чтобы выдавить 1 мм филамента.
Пропорция
Составьте пропорцию между требуемой длиной экструдирования (100 мм) и измеренной (в нашем случае 105,03 мм).
(требуемая длина) х (количество шагов) = (измеренная длина) х (новое количество шагов)
Мы знаем три значения в данной пропорции, так что мы легко можем получить новое количество шагов. Оно будет обозначать количество шагов, которое на самом деле должен проделать шаговый механизм экструдера, чтобы выдавить 1 мм. В самом начале мы экструдировали 100 мм, потому что, чем больше длина, тем меньше ошибка измерения.
- Решаем пропорцию и в нашем случае получаем: (новое количество шагов) = (100 * 113,68) / 105,03
- Таким образом, (новое количество шагов) = 107,958
- Вводим новое значение в поле Steps per mm и жмем Save to EEPROM.



Очистим экструдер от всего лишнего и соберем принтер. Приберемся.
Заключение
Если вы внимательно следовали этому руководству, ваши распечатки должны стать значительно лучше. Как видно на этой картинке, всего каких-то 5 мм невероятным образом изменили результат. Если вы теперь повторите эти шаги с самого начала, то при экструдировании 100 мм не должно оставаться никаких хвостов.
Читайте также: