
Fep пленка для 3d принтера чем заменить
Пока мы готовим видео-инструкцию о том, как правильно трактовать наш тест для калибровки принтера, хотим поделиться с вами самыми распространенными проблемами, с которыми встречается наша техподдержка.
Таких проблем много, и зачастую они встречаются не по отдельности, а в совокупности и распознать их причину не всегда бывает легко. Не легко - не значит невозможно, поэтому начнем с деления проблем по типам:
- Подготовительные, связанные с полимером
- Программные, связанные с подготовкой изделия
- Программные, связанные с настройками печати
- Связанные с постобработкой
Использование соответствующего принтеру полимера
В мире существует большое количество различных принтеров, отличающихся по многим параметрам. Помимо разницы в параметрах существуют так называемые закрытые и открытые принтеры. Для открытых систем можно использовать любые полимеры, т.к. они позволяют изменять настройки печати и добиваться хороших результатов. Закрытые же не позволяют менять параметры печати, а значит требуют использования полимеров, разработанных специально под эти принтеры. В большинстве случаев данные полимеры не взаимозаменяемы.
Правильное хранение полимера
Фотополимеры имеют защитную упаковку, защищающую содержимое от ультрафиолета. К сожалению, защитить от перегрева или переохлаждения она не в состоянии. Для полимеров HARZ Labs рекомендуемая температура хранения от 5 до 30°С.
Помимо этого, стоить обращать внимание на срок годности. Наши фотополимеры имеют срок годности 2 года, хотя у большинства производителей срок годности составляет всего один год.
Тщательное взбалтывание полимера
Полимеры содержат в себе различные пигменты и наполнители, придающие ему соответствующие свойства и цвет. Все это влияет на настройки печати. Несмотря на то, что все наши материалы стабилизированы, наполнители чаще всего намного плотнее полимера и склонны к выпадению в осадок. Поэтому мы настоятельно рекомендуем взбалтывать наш полимер перед каждой печатью. Особенно это касается непрозрачных полимеров.
Расположение модели на столике
Важным критерием, влияющим на качество получаемой поверхности, является расположение модели на столике. Если плоские части не удается расположить идеально горизонтально, то лучше печатать их под углами 30-90 градусов – это позволит избежать заметной слоистости.
Отверстия и цилиндры, требующие высокой точности печати, стоит располагать вертикально, соосно оси Z. Если необходимо отпечатать несколько отверстий под разными углами стоит выбрать наиболее критичные и расположить вертикально их.
Если требуется получить изделие с аккуратной поверхностью, то стоит располагать ответственную криволинейную поверхность близко к вертикали, что позволит избежать ступенчатости.


Расстановка поддержек
Расстановка поддержек уникальна для каждой модели. Тем не менее есть несколько общих правил:
Поддержки должны располагаться на той части детали, к которой не требуется высокое качество поверхности.
Поддержки должны подходить ко всем минимумам изделия, чтобы избежать ситуаций, когда часть детали «начинается» из воздуха и никак на связанна со столиком.

Верный подбор толщин и качество слайса изделий
Правильно подобранная толщина слоя – важный критерий печатаемости детали. Выбор толщины зависит не только от требуемой точности детали, но и от технической возможности принтера и точности полимера. Стоит учесть, что не все полимеры одинаковы.
Полимеры светлых тонов зачастую подвержены большей паразитной засветке по осям XY, что обусловлено наличием в них белого пигмента, рассеивающего свет.
Прозрачные полимеры страдают от паразитной засветки по оси Z, т.к. не содержат пигментов, способных ограничить проникновение света в глубину.
Наиболее точными являются черные и темные полимеры, т.к. они содержат в себе темный пигмент, поглощающий часть светового потока, таким образом ограничивающего паразитную засветку и дающего высокую точность.
Время засветки слоев
Переходя к настройкам печати в первую очередь стоит упомянуть время засветки слоев. Это основной параметр, с которым предстоит работать. Ниже на примере нашего теста хотим продемонстрировать что происходит случаях если неверно выбрать экспозицию.
Время засветки базовых слоев
Другой важной настройкой является время засветки базовых слоев. В первую очередь эта настройка влияет на прилипание детали к столику. При малом времени засветки базовых слоев печать может оторваться от столика и остаться на пленке. Пересвет базовых слоев может привести к прилипанию первых слоев и низкой адгезией к ним последующих слоёв, в результате чего произойдет отрыв детали, чаще всего таким образом отрываются поддержки у основания.

Скорость поднятия и опускания детали
Параметр скорости поднятия столика очень важен для получения качественной боковой поверхности. Плавный отрыв позволит сохранить поддержки в целости и не допустить разрушения модели в процессе печати. Наиболее актуально это для мягких материалов, таких как HARZ Labs Dental Cast, Dental Pink Soft и Industrial Flex в которых природа материалов требует от них быть достаточно мягким.

Высота поднятия столика
Время задержки перед печатью
Многие пользователи пренебрегают данной настройкой, недооценивая ее влияния на результат печати. Для оценки влияния ее на качество печати необходимо немного разобраться в механике процесса. При опускании столика создается некоторое давление полимера на кювету, хоть оно и не велико, его хватает чтобы выгнуть экран принтера и увеличить зазор между столиком и пленкой кюветы. Соответственно если в этот момент начать печатать можно получить шершавую боковую поверхность изделия. Это связанно с тем, что материал все еще продолжает вытекать из-под столика, хотя при этом уже происходит засветка слоя.
Качество слайса детали
Проблема слайса детали в большинстве случаев возникает с моделями, полученными путем 3D-сканирования. На некоторых слайсах модели можно наблюдать перемычки и плоскости, которых быть не должно. В таких программах как, например, Exocad подобная проблема может возникать если экспортировать файл не для 3D печати, а например, для фрезеровки. В таком случае слайсер может трактовать оболочки не верно и начнет неверно интерпретировать модель.

Количество базовых слоев
Количество базовых слоев один из тех параметров, который зачастую переоценивается пользователями, и в большинстве случаев количество этих слоев завышается. Мы рекомендуем использовать 2-3 базовых слоя. Такое количество слоев необходимо чтобы компенсировать неидеальную параллельность столика и кюветы. Большее количество лишь увеличит длительность печати.
Аккуратное удаление изделия со столика
Аккуратное удаление модели со столика позволит сохранить ее форму и размеры для дальнейших операций, особенно это касается выжигаемых полимеров, таких как HARZ Labs Dental Cast, которые ввиду своей природы являются мягкими и могут быть легко повреждены при неаккуратном удалении со столика. Для отделения моделей от стола мы рекомендуем использовать тонкие канцелярские ножи.

Аккуратное удаление поддержек
Удаление поддержек прямо влияет на качество поверхности получаемого изделия. В первую очередь стоит обратить внимание на то, что поддержки удаляются перед дозасветкой. Если же удалять их после, то велика вероятность образования скола на поверхности изделия поскольку материал становится более твердым и хрупким.

Верный режим промывки изделия
Тщательная промывка изделия – важная часть процесса постобработки. Особенно важно это для стоматологических изделий, т.к. недопустимо попадание жидкого полимера в ротовую полость пациента.
Мы рекомендуем промывать модель в спирте, разделив эту операцию на 2 этапа:
• Промывка в грязном спирте
• Промывка в чистом спирте в ультразвуковой ванне
Разделение этой операции на два этапа позволяет экономить спирт и лучше отмывать детали

Прогрев модели заданное время в печи при необходимой температуре
Прогрев печатаемой модели позволяет снять внутренние напряжения, неизбежно возникающие в процессе печати. Помимо этого, прогрев способствует испарению спирта из модели после промывки, что так же положительно влияет на механические характеристики получаемой детали. Перегревать или передерживать деталь в печи также не стоит, это приводит к появлению трещин.

Правильная дозасветка изделия
Дозасветка – ключевой параметр постобработки полученной модели, если провести ее правильно, то изделие в полной мере набирает свои физико-механические свойства и может быть использовано по назначению.
Данная процедура позволяет окончательно полимеризовать весь объем материала в глубине детали, что обеспечивает необходимую прочность и твердость. Но дозасвечивать модель стоит в тех режимах, в которых рекомендует производитель полимера, так как излишнее время выдержки или неправильно подобранная длинна волн может погубить полученное изделие, сделать его хрупким или изменить цвет. Примером могут быть такие полимеры как Model White и Dental Clear. Если слишком длительное время засвечивать данные полимеры, то они могут изменить свой цвет, а именно пожелтеют.

Особое внимание стоит уделить таким ответственным моделям как временные коронки. Данные изделия изготавливаются из прочного и твердого материала HARZ Labs Dental Sand, что позволяет пациентам благополучно ожидать изготовления коронок длительного ношения без потери возможности принимать пищу. Но, если провести постобработку временных коронок неверно, например недосветить модель, то коронка не будет обладать требуемой прочностью и может разрушиться у пациента во рту.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Добрый день коллеги!
Тут надо немного сказать об терминологии – у нас обычно используется термин «пленка для ламинирования», термин «пакет» используется крайне редко, и только для пакетов из двух пленок для двухстороннего ламинирования, но в некоторых европейских странах для обозначения этой пленки используется именно термин «пакет» - см.фото.

Фото 1. Надпись на упаковке пленки для ламинирования. Хорошо видно, что на двух языках она именуется термином, который переводится на русский язык как «пакет».
Поскольку тема очень актуальная, интересная, и необходимость поменять пленку на ванне уже назрела – на выходных занялся «запеканием» «пакета для ламинирования». Так же попробовал другие способы, возникшие при обсуждении темы. То ли пленка у меня не та, то ли духовка и утюг (ламинатора нет) не тот, то ли я не понял каких-либо ньюансов – но ничего не получилось.
Фото пленки прилагаю:
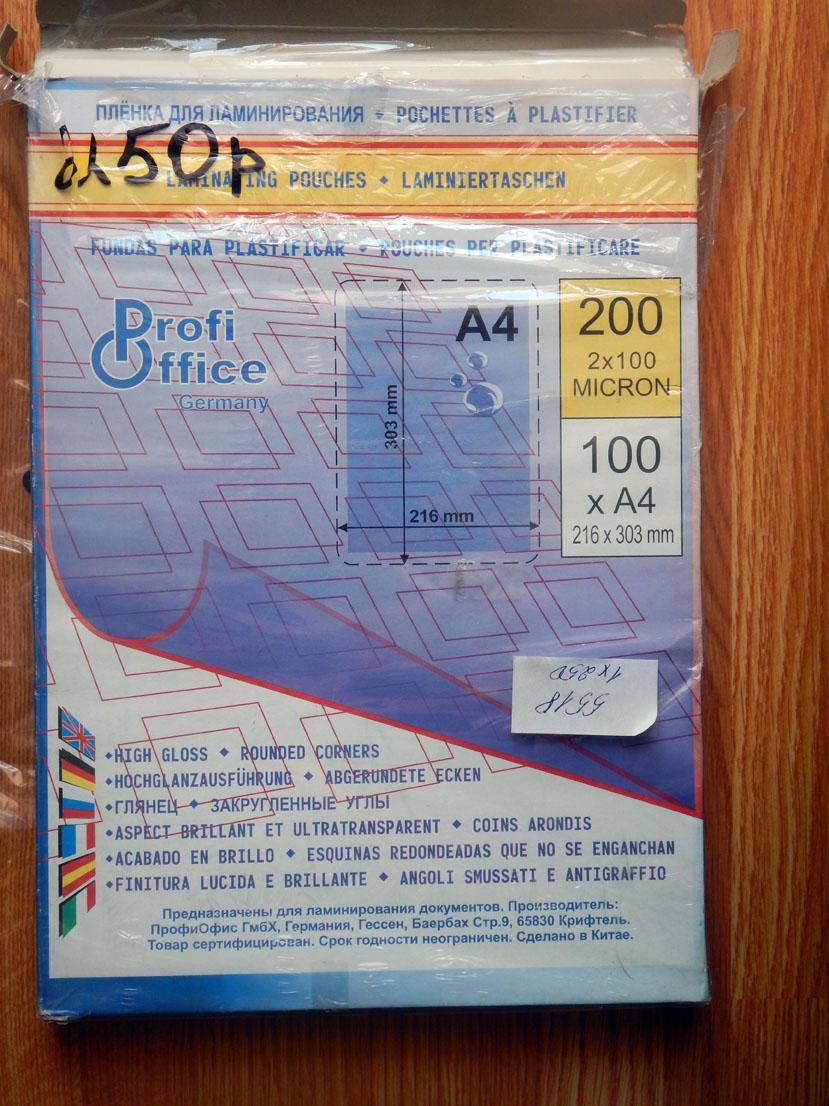
Фото 2. Фотография пленки, которую я использовал.
Но при разрыве двух пленок обнаружил, что если потянуть пленку не аккуратно в стороны, а одну вверх, а вторую – вниз – разрыв получается не аккуратным, и слой EVA на одной из пленок отходит от слоя PET.
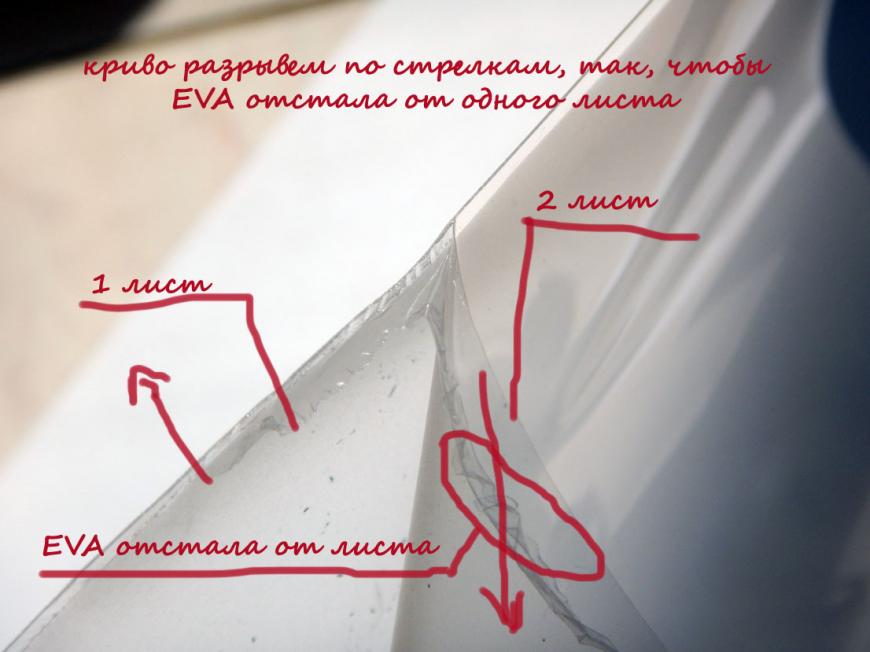
Фото 3. Если пакет из двух пленок разрывать неаккуратно – слой EVA отходит от слоя PET.
Далее, если аккуратно поддеть отошедший край и потянуть – можно аккуратно отделить слой EVA от слоя PET:
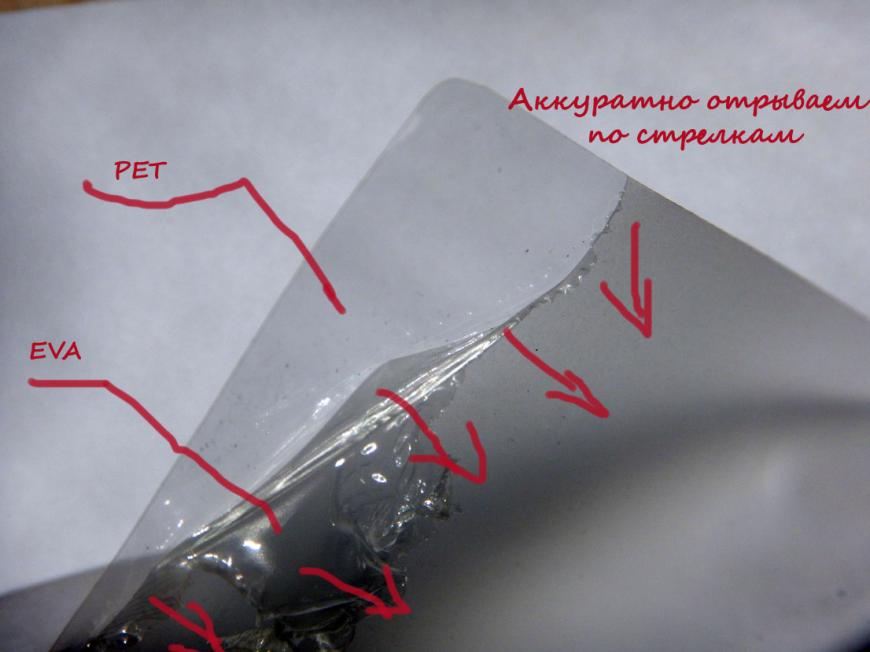
Фото 4. Аккуратно отделяем слой EVA от слоя PET
И в результате – имеем отдельно «чистый» лист PET и комок EVA:

Фото 5. Чистый лист PET и комок EVA, отделенный от листа.
Далее – вырезаем кусок площадью чуть больше ванны (чтобы было проще натягивать) и натягиваем на ванну. Получилось вполне сносно – пленка натянулась как барабан, несмотря на толщину 100 мкм.

Фото 6. Ванна от принтера JAP с PET пленкой. Ванна от принтера D7 смотрелась бы точно также.
Опытная печать показала, что ванна с PET пленкой вполне работоспособна – играет пленка хуже, но это, вероятнее всего из-за толщины – 100 мкм, отрыв от PET более жесткий, щелчком – но это встречается и на толстой FEP пленке, когда она хорошо натянута.
Ну а цена – 250р за 100 листов – это на два порядка дешевле FEP-пленок.
На этом пока все.
Надуюсь мое описание процесса для Вас окажется полезным.
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Все пользователи DLP/SLA/LCD 3D принтеров так или иначе сталкиваются с вопросом покупки плёнки для ванночки с фотополимерной смолой.
Набирая запрос в поисковике «fep film», «fep film for dlp 3d printer», «fep film для 3д принтера» в основном появляется ссылка на Aliexpress и статьи, форумы про использование плёнок и самих 3D принтеров.
На Aliexpress, в основной своей массе, предлагается к продаже плёнка от Anycubic, производителя LCD 3D принтеров Photon.
И неизвестного производителя, хотя судя по схожести упаковки его можно идентифицировать как Dotbit
Не секрет, что плёнка в ванночке важный элемент, как для качества печати, так и для сохранения работоспособности принтера. Она обладает следующими важными свойствами:
- коэффициент светопропускания (прозрачность плёнки, чем выше коэффициент, тем меньше искажений при печати);
- антиадгезионные свойства (слабое прилипание сполимеризовавшейся фотополимерной смолы к плёнке в процессе печати);
- защита поверхности экрана от фотополимерной смолы (сохранение целостности/прочности и эластичности плёнки при отрыве детали от неё в процессе печати).
И возникает вопрос, плёнку какого производителя выбрать и чем кроме цены они отличаются?
Вот как раз на этот вопрос мы и попробуем ответить в этой статье.
Нам любезно были предоставлены образцы плёнок вышеуказанных производителей для проведения сравнительного анализа.
Но забегая вперёд скажу, что интерес у нас был не праздный и в игре появится третий производитель.
Любая плёнка, будь то фторопластовая (FEP), полиэтиленовая (LDPE) или полиэтилентерефталатная (PET) имеет кроме показателя толщины ещё физико-механические показатели, а именно прочность при разрыве, измеряемую в МПа и относительное удлинение при разрыве, измеряемое в %.
Собственно, эти показатели мы и замерили в нашей лаборатории.
Но сначала о толщине.
Оба производителя на обратной стороне упаковки заявляют толщину плёнки 0,15-0,2 мм. Замер толщины плёнки микрометром показал следующие результаты:
- плёнка от Anycubic – 0,15 мм (150 мкм);
- плёнка от Dotbit – 0,10 мм (100 мкм).
При этом обе плёнки имеют отклонения по толщине в разных точках замера + 0,004 мм ( + 4 мкм).
В результате замеров видим, что плёнка от Dotbit не соответствует заявленной толщине, а плёнка от Anycubic на нижнем пределе заявленной толщины. Теперь можно определённо сказать, почему плёнка от Dotbit дешевле, чем Anycubic - цена напрямую зависит от толщины: чем меньше фторопласта, тем ниже цена.
А теперь самое интересное: какие же физико-механические показатели у этих плёнок?!
Испытания плёнок на показатели прочность при разрыве и относительное удлинение при разрыве проводились по широко распространённому стандарту - ГОСТ 14236-81 «Пленки полимерные. Метод испытания на растяжение».
Для испытаний вырезается 5 лопаток (прямоугольники) определённого размера, из каждого образца плёнки.

Где купить эту пленку подешевле? Или чем ее заменить?
на официальном канале Эникубик на Ютубе есть видео как плёнку менять, люди не умеют в Ютуб?А что за музыка играет?
проще видео скинуть которых сотни на ютубе
Подумалось тут.

Японская практичность в действии

Добрый КиШ

Ответ на пост «Не прокатило»
у всех есть такие родственники.
есть у меня замечательный дядя, которого я видел последний раз лет в 10. Спустя 20 лет он приехал в гости. По дороге его уставший от жизни жигуль тройка немного рыгнул трамблером. Приехал к нему с подкатом, жигуля погрузили и поехали на место семейной сходки.
по приезду дядя очень нахваливал мою машину, а потом, уже за столом, выдал что дарит мне свой жигуль: мол хоть и ломается, но это уже почти ретро и скоро я её смогу продать за все деньги мира. Ну пьяные базары, обычное дело.
после чего уже все тёти\дяди начали хором вещать что я должен в ответ отдать ему свою машину. На резонный вопрос "а схуяле я должен отдавать машину стоимостью на два ноля больше чем его отрыга" был получен ответ "он старый, хорошей машины уже не купит, а ты молодой и ещё на такую-же заработаешь. Да и ваще он твой дядя, семейные узы нужно чтить". Предложил им обменять их трёшку на мою дачу в 75км от города, почему-то отказались. Когда начал аппелировать к семейным узам - был послан нахуй. Послал всех в ответ, свалил. Бонусом получил пожизненный отпуск от всех обязательных семейных мероприятий, ведь мало того что отказался помогать родственнику, так ещё и после посыла нахуй не остался ночевать в летней кухне чтобы по утру за свои бабки чинить отрыгу и потом развозить всю эту пиздобратию по домам (как оказалось они на это расчитывали, ведь я хорошо зарабатываю, значит могу весь день быть бесплатным таксистом)
потому радуйтесь что проебали отношения с таким замечательнейшим родственником :)
Толерантность и терпимость

Особая проблема
Мотивации пост
. а в пустыне она вообще бесценна.
Рамзан Кадыров замечен в сепаратизме?
Как все уже знают, Кадыров пригрозил силой отнять у ингушей их земли.
Как это: часть страны решила отобрать территорию у другой части этой же страны?
Интересно, почему на него не заводят дело за призывы к силовому захвату или отчуждение территории?
А ведь это сепаратизм. Развал СССР тоже начался с взаимных претензий его республик. Если какой-то регион России, собирается силой захватить другой регион, то это уже не субьект Российской Федерации. Это самостоятельная государственная единица.
Как вы считаете, можно ли расценивать действия Рамзана Кадырова как прямой отказ подчиняться действущему законодательству России и проявлением сепаратизма?
В свете последних событий.


Форсаж в России

Галя! У нас отмена!


ХедХантер и кладмены
На днях листал ХХ.
Штук 5 вакансий курьера. От найка и адидас до ксиаоми и секс-шопа . Вакансии в самом верху в топе, смотрело со мной около 150 человек. Оклад 15к в неделю и 350 за точку. Нормально так для курьера?
В итоге все эти вакансии - кладмена. Работодатель зовёт в телегу.
Мне просто интересно , ХХ настолько похуй, что у него там творится? Очевидно вакансия левая, ибо заработок нереальный для курьера. Где пожаловаться не нашёл, выливаю свой гнев сюда. Вообще подозреваю, что все все знают.
Самосуд - напоминание из прошлого, особенно власти
Эта история, почему-то, Пикабу обошла стороной. Восполняю пробел. Если есть на Пикабу Харагунцы, очень хотелось бы услышать их мнение, и может какие еще подробности, и есть ли неточности. События датированы 2006 годом - но, являются ярким примером и напоминанием нашим органам власти, закона, исполнения - что нужно справедливо, непредвзято работать, а не делать вид. И в наше неспокойное время, особенно. Тогда и люди до крайностей доходить не будут. Текста много.
События, происшедшие недавно в Харагуне, были фактически проигнорированы абсолютным большинством СМИ. Не считая нескольких ссылок на интернет-страницах, разгром азербайджанцев Харагуне, в котором участвовала почти вся деревня, и последовавшие репрессии против русского населения остаются неизвестными даже патриотической общественности.
Между тем, именно сегодня все русские патриоты должны знать о случившемся, ибо от нашего участия и поддержки сейчас зависит судьба двух десятков деревенских парней, защитивших от азербайджанских бандитов своих родных и близких и за это брошенных властью в застенки читинского СИЗО.
Что же привлекло кавказцев в читинской глубинке? Лес! Русский лес — это деньги, это очень большие деньги. Азербайджанцы занялись массовой незаконной вырубкой местного леса.
Наемные рабочие, которых кавказцы привозили из соседних сел, оказывались на положении рабов: у них отбирали документы (чтобы не могли убежать), работать заставляли силой, а единственным вознаграждением была водка. Неудивительно, что в такой атмосфере столкновения между русскими и азербайджанцами случались очень часто.
Последняя капля
В итоге один азербайджанец от побоев все-таки скончался. Однако, можно с уверенностью сказать, что если бы русские мужики не сдерживались, в Харагуне кавказцев убили бы не меньше, чем в свое время евреев в Кишиневе. Примечательно и то, что били не всех подряд. Тех азербайджанцев, кто был известен своей порядочностью, вовсе не трогали. Например, азербайджанец — владелец местного магазина и сам не пострадал, и магазин его никто не тронул.
В итоге были сожжены несколько грузовиков, принадлежавших азербайджанцам, и подожжены несколько их домов. После этого все кавказцы, за исключением одного (женатого на русской) поселок покинули.
Однако местных жителей запугать было уже не легко. 20 мая 2006 года очередной сход принял резолюцию с такими требованиями к властям:
2) все судебные заседания проводить в селе (выездные) в присутствии жителей села Харагун с обязательным информированием о них;
3) найти и вывести из леса азербайджанцев;
4) пока не будут выселены все азербайджанцы — ОМОН не выводить из села;
5) закрыть спиртные точки и игровые автоматы;
6) усилить охрану школ, детсада и больницы;
Сегодня все Русские патриоты должны дать отпор кавказцам и продажным антинародным властям на этом маленьком и далеком, но значительном участке фронта Русского Национального Сопротивления.
Мы должны показать наше единство, свою готовность бороться везде и всегда за каждого Русского человека, должны сделать все, чтобы отстоять харагунских парней, которым грозит длительное тюремное заключение. Харагун далеко, но это — Русский поселок, на Русской земле и населенный Русскими людьми. И эти Русские люди нуждаются в помощи.
А закончилось всё это вот чем:
30 мая 2008 года в помещении Центрального районного суда г. Читы состоялось объявление приговора по делу о массовых беспорядках в с. Харагун Хилокского района Читинской области.
Подсудимыми были 33 жителя Харагуна, которые 17 мая 2006 года, когда кончилось терпение коренных харагунцев хамства, уничтожения леса, продажи спирта и наркотиков приезжими гражданами Азербайджана, просто взяли и выгнали их из села. Конечно, не обошлось без рукоприкладства, но азербайджанская сторона фактически спровоцировала стихийное выступление местных жителей, начав драку с вступившимися за женщину молодыми русскими парнями.
В результате драки, зачинщиков и многих участников которой следствие так и не выявило, незваные гости поселка, уже почувствовавшие было себя хозяевами, понесли некоторый имущественный ущерб и были вынуждены покинуть поселок.
Впрочем, ненадолго. Пока русские парни были под следствием и судом, многие из южан вернулись и снова продолжают заниматься варварской вырубкой леса. По-прежнему без гражданства, прописки и медицинских полисов, по-прежнему плюя на местные законы и местное население.
Текст приговора зачитывался целый день с перерывом на 30 минут. С каждой минутой нарастало ощущение, что это какой-то спектакль, настолько нелогичным, натянутым и предвзятым оказалось услышанное.
В ходе многомесячного судебного заседания все подсудимые отказались от прежних показаний, данных во время предварительного расследования, т. к. давали их под давлением следствия. Никто не признал свою вину. Но суд счел все обвинения доказанными на основании показаний, данных на предварительном следствии. Без затруднений проигнорированы доказательства алиби многих подсудимых. Возникают естественные вопросы: а зачем тогда вообще нужны судебные заседания, если показания, данные в суде, судьей проигнорированы?
По показаниям азербайджанцев, их всех избивали русские, каждого группой по 10-30 человек, нанося десятки ударов руками и ногами, штакетинами, деревянными и металлическими палками, железными прутьями, металлическими трубами, ружейными прикладами, били ногами лежачих, топтались и прыгали на спине.
А по рассмотренным в суде медицинским справкам и результатам медэкспертиз только один получил тяжелые травмы в виде переломов ребер и сотрясения мозга, еще несколько имели только синяки и ссадины. Какие крепкие джигиты, просто деревянные какие-то! Как в кино. Его лупили прикладами и железными прутьями, а на нем только ссадины. О чем это говорит?
Это уж ни в какие ворота! В деревне люди таких лозунгов не употребляют и не знают, у них вообще другие проблемы и заботы, а азербайджанцев явно кто-то подучил.
Но подучил плоховато, или отрепетировать не успели. Сложилось впечатление, что азербайджанцы приписывали харагунцам действия, которые, на взгляд азербайджанцев, погромщики в таких случаях обычно совершают:
— нападение толпой на одного;
— входя в дома, сразу требование денег;
— мародерство, рытье в сумках и домашних вещах;
— безсмысленное уничтожение домашнего имущества;
— убийство домашних животных;
— срывание с женщин украшений и драгоценностей; — наведение огнестрельного оружия на женщин и детей.
При чтении приговора постоянно упоминались автомашины, грузовые и легковые, принадлежавшие и принадлежащие азербайджанцам. Часть из них была сожжена, часть перевернута, у некоторых разбиты стекла. Но примечательно, что из длинного списка перечисленных машин только у четырех легковушек указан государственный регистрационный номер. Т. е. непрошенные гости с юга, приехавшие рубить забайкальский лес, не удосужились даже зарегистрировать свою технику. А может, она просто ворованная?
С машинами вообще все забавно выглядит. Все машины во дворах азербайджанцев стояли прямо в огороде, где часть из них и была сожжена. Хозяйством, получается, формально нигде не работавшие азербайджанцы не занимались. А чем же они тогда занимались? Понятно: либо лесозаготовкой (незаконной), либо торговлей (спиртом и наркотиками). Для следователя Хавкина и суда надежнее свидетелей и быть не могло.
Все свидетельские показания об имеющихся алиби подсудимых были судом отвергнуты только на основании показаний азербайджанцев. Непонятно вообще, какие свидетельские показания могли бы перевесить показания воров, насильников и спекулянтов? Более того, алиби некоторых подсудимых могли подтвердить и азербайджанцы, но, несмотря на просьбу подсудимого и его адвоката допросить их, этого сделано не было.
При объявлении приговора судья мотивировал суровость наказания и необходимость изоляции особой опасностью подсудимых, представляющих большую угрозу обществу. Для какого общества они представляют опасность, судья не уточнил, но очевидно, что не для населения Харагуна, которое в подавляющем своем большинстве было и остается на стороне осужденных. Тогда для кого? Для тех, кто продает наркотики и рубит лес? Для тех, кто пришел на русскую землю, чтобы украсть все, что удастся, а остальное загадить? Для тех, кто оскорбляет русских стариков и насилует русских девчонок? Или для тех, кто наживается на уничтожении русской среды обитания, поджигая и вырубая лес для продажи в Китай?
Приговор поверг в шок не только родственников осужденных, но и присутствовавших читинских журналистов:
Малютин — 6 лет строгого режима.
Кривоносенко, Бородкин, Роот, Тимофеев, Белов, Непомнящих, Коптев, Гаевский — по 5 лет и 6 месяцев строгого режима.
Шальгин — 3 года 6 месяцев строгого режима.
Филипушко и Трофимов — 3 года 6 месяцев и 3 года 3 месяца общего режима.
Шубин, Афанасьев, Болотнев, Фадеев, Машков, Мишин, Дубинин, Чугуевский, два брата Дудниковы, Горянов, Жамсаранов, Самойлов, Гайков, Носков, Щербаков, Шишкин, Кучин, Макаренко и Екатерина Писаренко осуждены условно.
На волне про не понятые намёки
Типичный пикабушник выглядит так:
Травма на всю жизнь.
Прошу юридической помощи, напали чеченцы в метро
Здравствуйте, я очень сомневался писать пост или нет, но сил уже нет бороться в одиночку с нашей правоохранительной системой. 30 августа я ехал на работу к 14:00, на выходе из метро Юго-Восточная на меня напали 2 чеченца ( https://www.m24.ru/shows1/14/308198 сюжет на Москва 24, правда они вырезали специально тот кусок, когда я отмахивался, разрывая дистанцию, уже после нескольких минут избиения в голову и назвали это "дракой", хотя ни одного удара я не нанес), я подбежал к службе безопасности метрополитена, одна из сотрудниц сразу убежала, вторая стояла и смотрела как меня избивают, ничего не делая. В итоге мне сломали нос и нанесли множественные повреждения в области головы. Когда они меня били они орали, что они из Чечни и всех русских вы**ут и ничего им не сделают, явный состав 282 статьи УК РФ, однако в итоге им инкриминировали лишь 115. После их задержания, когда я ждал скорую, полицейская сказала, что у них был нож и они орали, что воевали против русских в чеченскую войну, а также что они находятся под действием наркотиков (в таганском отделении опер потом также сказал). После меня отвезли в ГКБ им. Пирогова, в приемное отделение к нейрохирургу, где я пробыл более 6 часов, как в последствии выяснилось, принял со скорой меня санитар, а заключение выдал медбрат. В итоге в заключении прописаны препараты, которые мне якобы ввели, но их не вводили + заключение противоречит в некоторых моментах самому себе. Госпитализировать меня отказались, хотя по словам врачей скорой должны были госпитализировать на 10-14 дней. На следующий день я пошел в травмпункт рядом с домом, чтобы снять всё-таки побои, но травматолог сказал, что поставил бы ушиб мягких тканей только в случае наличия разрыва кожи (хотя это уже должно быть рваной раной, в моём понимании).
На данном этапе мне не дали ознакомиться с материалами уголовного дела, нож по словам дознавательницы в деле не фигурирует, я просил ознакомить меня с записями с камер видеонаблюдения, мне было отказано, а также с дозоров полицейских, тоже было отказано. Дознавательница не присылает никаких повесток по следственным действиям, я посмотрел, её действия нарушают 164, 188 и 192 статьи УПК РФ, когда на очередной встрече я хотел написать заявление на отвод дознавателя. Я думаю, что дознавательница ангажирована к этим чеченцам и/или диаспоре. При первой встрече, назначенной на 10:00, она отказалась меня принять к оговоренному по телефону (повестки не было) времени, а когда из кабинета выходил другой сотрудник, я слышал, как она говорит кому-то из своих "мариную **анного терпилу".
Прошу оказать юридическую помощь, что делать с этой дознавательницей? Что делать с врачами, которые отказались меня принимать и госпитализировать? Мне назначена очная ставка на 20 ноября, но я боюсь туда идти, потому что возможен вариант, что эти чеченцы придут туда с оружием.
Подбегая к сотрудникам безопасности метро, я включил камеру, думал это их вразумит, я стал кричать, что они хотят меня убить, но люди даже не обернулись. У меня сохранился кусочек видео, до того момента, как один из нападавших выхватил телефон (когда он выхватил телефон, то прервал запись) у меня из рук и начал меня избивать.


Здравствуйте! Это обзор доступных фотополимеров для стереолитографической 3D-печати. Стереолитография, по сравнению с FDM, дает куда большую точность и лучшее качество поверхностей, но сами стереолитографические 3D-принтеры и материалы для них были, до недавнего времени, непомерно дороги. Ситуация изменилась с появлением на рынке Wanhao Duplicator 7, самого недорогого фотополимерника. Вместе с ростом его популярности, повысился спрос и на недорогие фотополимерные смолы. Здесь мы рассмотрим несколько образцов таких материалов.
Мы решили сравнить три марки недорогих смол для стереолитографии: Fun To Do, Harz Labs и UV Res. Цены в статье приводятся ориентировочные и могут изменяться.
Параметр, который мы не укажем в характеристиках, так как у этих полимеров он одинаковый — длина волны, при которой происходит полимеризация — общепринятые и самые распространенные 405 нанометров.
Fun To Do
Fun To Do — фотополимерная смола голландского производителя, уже достаточно популярная среди любителей 3D-печати. Это недорогой и качественный продукт, который можно использовать с подавляющим большинством стереолитографических принтеров. К нам на обзор попало три материала этой серии: Standard Blend — для прототипирования и декора, Industrial Blend — для функциональных деталей и Castable Blend — выжигаемый полимер для литья.
Fun to do Standard Blend

Характеристики:
Емкость, л: 1
Технология печати: DLP/LCD/SLA
Производитель: Fun To Do
Твердость по Шору, D: 35
Страна производства: Нидерланды
Цена, руб: 4 900
Fun To Do Standard Blend отлично подойдет для бюджетной 3D-печати различного назначения. У смолы высокая скорость полимеризации. Материал совместим почти со всеми стереолитографическими 3D-принтерами. Минимальная толщина слоя — 20 микрон.
Полимер поставляется в трех цветах — красный, натуральный и черный.
Параметры засветки Fun To Do Standard Blend на Flashforge Hunter, а мы печатали именно на нем:
Слой, с: 2
Первый слой, с: 10
Толщина слоя, мм: 0,05
Отпечатанные изделия на ощупь резиноподобные, но хрупкие. Благодаря этому, поддержки очень легко отламываются, не нанося повреждений самой модели. После финальной засветки, “запекания” готовой модели, полимер становится твердым.
Если плохо взболтать черный полимер перед заливкой в принтер, изделия носят зеленоватый оттенок. Такой эффект обнаружился у нас ближе к концу бутылки. Очевидно, полимер надо встряхивать перед каждым применением. Впрочем, как и любой другой.
Если полимер оставить на две недели в принтере, то пигмент полностью осядет на дно. Вообще, конечно, никакой полимер лучше не оставлять на две недели в емкости принтера. Но, вот — есть у нас и такой опыт.
Полимер не прилипает к Fep-пленке, что порадовало, и достаточно легко смывается, модель без затруднений снимается с платформы построения.
Fun To Do Industrial Blend

Характеристики:
Емкость, л: 1
Технология печати: DLP/LCD/SLA
Производитель: Fun To Do
Цвет: Натуральный
Твердость по Шору, D: 75
Страна производства: Нидерланды
Цена, руб: 5900
Fun To Do Industrial Blend — промышленный фотополимер высокой прочности с широким температурным диапазоном. Напечатанные им детали не теряют свойств при температурах от -45°С до +225°С. Используется, помимо прочего, для создания мастер-моделей и литьевых форм для работы с силиконом. Поставляется в тех же цветах — красный, черный и натуральный.
Параметры засветки на Flashforge Hunter:
Слой, с: 1,5
Первый слой, с: 12
Толщина слоя, мм: 0,05
Полимер изначально обладает повышенной жесткостью и требует обязательного “запекания” изделий УФ-лампой или интенсивным солнечным светом — без этого они могут потрескаться и загнуться. Полимеризуется качественно и точно, модели внешне ничем не отличаются от Standard и Castable.
Fun To Do Castable Blend

Характеристики:
Емкость, л: 1
Технология печати: DLP/LCD/SLA
Производитель: Fun To Do
Цвет: Красный
Твердость по Шору, D: 73
Страна производства: Нидерланды
Цена, руб: 5900
Fun To Do Castable Blend используется для печати литьевых моделей применяемых при литье из различных металлов, в том числе благородных. Прекрасное подспорье в ювелирном деле, при изготовлении произведений искусства, игрушек или утилитарных металлических изделий. Полимер дает высокую детализацию и имеет низкую зольность.
Каких-то специфических требований по работе с Fun To Do Castable Blend нет. Основное отличие — самая долгая, среди полимеров Fun To Do, засветка.
Параметры засветки на Flashforge Hunter:
Слой, с: 2
Первый слой, с: 15
Толщина слоя, мм: 0,05
Все три вида полимеров Fun To Do отличаются высокой точностью, твердостью (после “запекания”), высокой скоростью полимеризации, приятными и яркими цветами.

На фото представлены Catable (красный полимер), Standard (черный) и Industrial (желтый полимер).



Усадка — в пределах заявленных производителем норм.

Модели со сложной структурой получаются хорошо.



Очень аккуратные фигурки.


Такие кубики мы использовали для замера отклонений в размерах.



Всё в пределах нормы.
UV Res

UV Res — фотополимер российского производства. Продолжаем успешное импортозамещение!
На тестах у нас было два полимера этого производителя, о чем читайте ниже.
Также компания выпускает инициатор для полимеров, значительно ускоряющий время полимеризации — на 40-50%, при добавлении около 1% от массы полимера.
Он доступен по предзаказу, ориентировочная цена за упаковку в 5г — 2690 рублей.
Пигментная паста для окрашивания полимера выпускается в упаковке по 10г, ориентировочная стоимость — 1090 рублей за упаковку. Также доступна по предзаказу.
UV Res M001

Характеристики:
Емкость, л: 1
Технология печати: DLP/LCD/SLA
Твердость по Шору, D: 55-60
Страна производства: Россия
Цена: по предзаказу, около 10 990 руб.
Фотополимер отечественного производства UV Res M001 предназначен для печати моделей различного назначения. Сохраняет идеальное соотношение жесткости и функциональности в готовых изделиях. Подходит для печати мастер-моделей. Сохраняет прочность и твердость при температуре до 120 градусов Цельсия.
Один из самых точных полимеров, что были на тестах.
Отличия от Fun To Do — прилипает к пленке, приходится использовать шпатель для слива полимера из ванны. Средний по густоте. Выпускается в одном цвете.
Параметры засветки на Flashforge Hunter:
Слой, с: 5
Первый слой, с: 20
Толщина слоя, мм: 0,05
UV Res M111

Характеристики:
Емкость, л: 1
Технология печати: DLP/LCD/SLA
Твердость по Шору, D: 75-80
Страна производства: Россия
Цена: по предзаказу, около 12290 рублей.
Отличие от полимера M001 — изделия из M111 способны сохранять прочность и жесткость при температурах до 200 градусов. Менее точный и более медленный.
Параметры засветки на Flashforge Hunter:
Слой, с: 8
Первый слой, с: 30
Толщина слоя, мм: 0,05







Harz Labs

HARZ Labs Model

Полимеры Harz Labs на тестах были представлены одним наименованием — HARZ Labs Model, но в трех цветах: Красный, Вишневый и Черный.
Характеристики:
HARZ Labs Model — один из самых твердых и жестких полимеров. Точность на высоте.
Если модель плохо промыта или полимер недополимеризован, то могут остаться белесые следы.
Параметры засветки на Flashforge Hunter:
Слои, с: 3,5-4
Первый слой, с: 15
Толщина слоя, мм: 0,05












Сравнение
Самые удобные в печати, из представленных — полимеры Fun To Do. У изделий из Standard Blend, например, очень легко удалять поддержки, а параметры для полимеризации этих смол уже заложены во многие принтеры, например — в наш тестовый Flashforge Hunter. Они не такие твердые и жесткие, как полимеры Harz Labs, и не липнут к пленке во время печати.
Самые точные — смолы UV Res. По твердости, на ощупь, они представляют собой нечто среднее между Harz Labs и Fun To Do. Очень высокая детализация. Минус — мало цветов.
Самые твердые принты получаются из Harz Labs Model — 87-92 D.
Представлены в нескольких типах и широкой цветовой гамме.
Сравнительная таблица:

Общие фото изделий из всех полимеров:
Слева-направо: UV Res M111, M001, Harz Labs Model Красный, Вишневый, Черный, Fun To Do Castable, Industrial, Standard Blend.





Используемые принтеры
Печатать этими материалами могут многие стереолитографические 3D-принтеры, фактически — все, которые производят засветку в требуемом диапазоне — 405 нм.
Назовем лишь несколько.
FlashForge Hunter

Рабочая камера, мм: 120 х 67,5 х 150
Технология печати: DLP
Толщина слоя, мкм, от: 25
Цена, руб.: 273 900


Wanhao Duplicator 7

Рабочая камера, мм: 120х68х200
Технология печати: LCD
Толщина слоя, мкм, от: 35
Цена, руб.: 31 553



Formlabs Form 2

Рабочая камера, мм: 145 x 145 x 175 мм
Технология печати: SLA
Толщина слоя, мкм, от: 25
Цена, руб.: 336 500



EGL 2

Рабочая камера, мм: 86.4 х 48.6 х 170
Технология печати: DLP
Толщина слоя, мкм, от: 10
Цена, руб.: 260 000


Выводы
Все представленные материалы отвечают требованиям, предъявляемым полимерам предназначенным для прототипирования — все они достаточно прочные, хорошо полимеризуются, дают качественные принты.
Отличия, обнаруженные во время тестов, обусловлены спецификой назначения каждого отдельного материала и изложены выше. Fun To Do Castable Blend, например, может использоваться для печати выжигаемых моделей для литья.
Поработав с этими материалами, мы делаем вывод, что доступные фотополимеры во многом не уступают фирменным смолам производителей 3D-принтеров, а если разница неочевидна, то зачем платить больше?
Это имеет смысл, если у вас дорогой брендовый принтер, типа Form 2, и вы хотите бесперебойности и простоты любой ценой.
Но, если вы готовы экспериментировать и экономить, доступные качественные полимеры — лучший вариант.
Читайте также: