
Fdm принтер что это
Последнее время мы часто слышим про 3D печать. Что это такое и может ли 3D принтер сделать всё? Мы занимаемся 3D технологиями не один год и попробуем рассказать о 3D печати простым и понятным языком.
3D принтер с кинематикой картезиан (Фото из свободных источников) 3D принтер с кинематикой картезиан (Фото из свободных источников)3D ПРИНТЕР. СТАРТОВЫЙ МИНИМУМ.
3D принтер работает по аддитивной технологии (от слова additive [ˈædɪtɪv] – прибавлять) Аддитивная технология — это послойное выращивание объекта. Самые простые и распространенные 3D принтеры строят модель послойно наплавляя пластик. Существует множество 3D принтеров , печатающих другими материалами и по разным ветвям аддитивной технологии, но все они послойно наращивают материал.
Схематическое изображение процесса 3D печати (Фото из свободных источников) Схематическое изображение процесса 3D печати (Фото из свободных источников)Любой 3D принтер – это станок с ЧПУ (Числовым программным управлением). Для того, чтобы 3D принтер понял, что именно печатать, ему необходима специальная управляющая программа, в которую преобразовывается 3D модель. Большинство управляющих программ для 3D принтера представляют собой специальный язык для станков с ЧПУ, который называется G-code . Лишь некоторые принтеры имеют свой, закрытый язык, но в большинстве случаев и он базируется на видоизмененном G-code.
Скриншот куска стартового G-code из слайсера. (Фото из свободных источников) Скриншот куска стартового G-code из слайсера. (Фото из свободных источников)Преобразование 3D модели в G-code выполняется в специальной программе – Слайсере , которая обычно поставляется вместе с принтером. Однако из-за универсальности управляющей программы Вам не обязательно работать именно в слайсере , предоставленным вместе с принтером. Вы можете использовать любой из множества слайсеров , которые в большинстве своем являются бесплатными. Вам необходимо лишь внести в слайсер параметры Вашего принтера. Подробнее мы рассмотрим слайсеры и G-code в одной из последующих статей.
Модель, печатавшаяся в одной из прежних статей, в слайсере Ultimaker Cura. (Собственный скриншот.) Модель, печатавшаяся в одной из прежних статей, в слайсере Ultimaker Cura. (Собственный скриншот.) Модель в слайсере Raise3d IdeaMaker, подготовленная для печати двумя экструдерами с защитной оболочкой (Собственный скриншот.) Модель в слайсере Raise3d IdeaMaker, подготовленная для печати двумя экструдерами с защитной оболочкой (Собственный скриншот.)Теперь давайте закрепим материал:
3D ПРИНТЕР – станок с ЧПУ, послойно выращивающий объект и управляемый G-code, подготовленным из 3D модели при помощи слайсера.
ТИПЫ 3D ПРИНТЕРОВ
Как мы уже писали выше, существует множество ветвей аддитивной технологии, а значит и множество основных типов 3D принтеров. Давайте познакомимся с ними.:
Из великого множества и подвидов 3D принтеров, наиболее доступными являются:
3d принтеры работающие по FDM технологии (Фото из свободных источников) 3d принтеры работающие по FDM технологии (Фото из свободных источников) 3d принтеры работающие по FDM технологии (Фото из свободных источников) 3d принтеры работающие по FDM технологии (Фото из свободных источников)Все принтеры из галереи выше, являются FDM принтерами . Корпус 3D принтера определяется его кинематикой, потому и выглядят они по разному.
FDM принтеры по праву можно назвать самыми распространенными. В данном типе принтеров построение модели происходит за счет послойного нанесения нагретого до температуры плавления филамента. Филамент представляет из себя пластиковый пруток, изготовленный из одного из многочисленных типов материалов, которые мы рассмотрим в отдельном разделе. Филамент подается экструдером , представляющим из себя в упрощенном виде подающую шестерню, прижим и двигатель.
Типичный представитель боуден экструдера. (Фото из свободных источников) Типичный представитель боуден экструдера. (Фото из свободных источников)Существует два основных вида экструдеров – Директ (Direct extruder) , устанавливающийся непосредственно на печатной головке и Боуден (Bowden extruder) , подающий филамент удаленно, через PTFE трубку. У каждого из них имеются как плюсы, так и минусы, по сравнению друг с другом.
Подаваемый экструдером филамент попадает в Хотэнд (hotend) – состоящий из радиатора охлаждения , ствола хотэнда, нагревательного блока с установленным нагревателем и сопла . Именно они отвечают за послойное наложение слоев на строящуюся модель. Ширина слоя зависит от установленного сопла.
Схематическое устройство хотэнда (Фото из свободных источников) Схематическое устройство хотэнда (Фото из свободных источников)Модель, в свою очередь располагается на столе . Чаще всего используется подогреваемый стол, также иногда именуемый хотбэдом (heatbed)
Стол 3D принтера с печатающейся на нем деталью (Фото из свободных источников) Стол 3D принтера с печатающейся на нем деталью (Фото из свободных источников)Как я уже говорил выше, корпус FDM 3D принтера в основном определяется его кинематикой, особенностям которых в скором времени мы посвятим отдельный пост.
Я думаю что на первую дозу информации о 3D печати хватит с лихвой. В следующей нашей публикации мы рассмотрим другой распространенный тип 3D принтеров - Фотополимерные принтеры.
Для начала немного истории. Основоположниками современной настольной 3D-печати принято считать две американские компании – MakerBot (основана в 2009 году) и Formlabs (основана в 2011 году). Каждая из этих компаний пошла своим путем, и результаты по истечении 10 лет у них разные. Первой на Олимп поднялась MakerBot, выпустив по-настоящему массовый, а главное доступный, с точки зрения простоты использования, принтер MakerBot Replicator 2. Его продажи росли бешеными темпами, и в 2013 году на пике успеха компанию решили продать за фантастические по тем временам деньги в 400 млн. долларов. Покупателем выступил ветеран 3D-печати, компания Stratasys, где молодой и энергичный стартап был скоро «похоронен» в корпоративных интригах. Другим путем пошла Formlabs. Компанию решили развивать, последовательно привлекая инвестиции. В итоге ее капитализация достигла 2 млрд. долларов, что существенно превысило стоимость Stratasys, вместе с купленным MakerBot. Обо всем этом в 2014 году Netflix снял очень интересный документальный фильм, который называется Print the Legend. Рекомендую всем, кому интересны темы предпринимательства, стартапов и технологий, его посмотреть.
На протяжении последних 10 лет две самые популярные технологии 3D-печати – FDM и SLA (для простоты будем называть так всю фотополимерную 3D-печать) развивались параллельными курсами и мало влияли друг на друга. И хотя можно припомнить успешный опыт, совмещающий обе эти технологии, каждый производитель 3D-принтеров выбрал одну, чтобы добиться наилучшего результата именно в ней. Так поступили, в частности, сегодняшние лидеры продаж FDM - голландская компания Ultimaker и китайская Raise3D. В этом же направлении развивается Formlabs, который является безоговорочным многолетним лидером по продажам SLA 3D-принтеров, неустанно развивая свой ключевой продукт. И тем не менее, начиная с 2019 года ситуация начала меняться, технологии начали конкурировать между собой, давайте рассмотрим, почему это произошло.
FDM/FFF технологии
Чтобы понять, как это случилось, нужно оценить базовые достоинства и недостатки обеих технологий. Начнем с более распространенной FDM/FFF технологии. Её принцип очень прост: пластиковая нить подается в экструдер, где плавится при определенной температуре в зависимости от типа используемого материала и через маленькое сопло (обычно диаметром 0,4мм) наносится слоями, формируя твердую 3D-модель. Технология настолько проста, что сейчас на рынке представлены устройства вполне приемлемого качества по цене до 15000 рублей. Это делает такой принтер максимально доступным широчайшему кругу покупателей, ибо пластиковая нить для печати также стоит вполне приемлемых денег - в среднем 1500 рублей за килограмм. Профессиональные 3D-принтеры можно купить в диапазоне от 100 тысяч до 1 млн. рублей, что также является доступным ценовым уровнем для подобного оборудования. Приемлемая цена - это конечно хорошо, но возникает резонный вопрос: что вы за нее получите? К сожалению, за 10 лет все минусы и плюсы FDM 3D-печати остались неизменными…
Плюсы
Это наилучший способ для быстрого прототипирования. Десятки прототипов своего будущего устройства вы можете напечатать разными видами пластика, разными цветами. Вы также можете создавать функциональные прототипы, свойства которых будут близки к свойствам конечного изделия. Себестоимость этих прототипов может быть очень низкой по сравнению с классическими технологиями фрезерования или использования пресс-форм. Вы можете быстро создавать модели сложных геометрических форм, используя растворимые субстанции в моделях принтеров с двумя экструдерами. Их широкий выбор позволит вам найти материал, изделия из которого после печати будут обладать необходимыми свойствами: повышенной термостойкостью, устойчивостью к низким температурам, масло-, бензо-, износо-, ударостойкостью.
На рынке доступны сотни материалов для 3D-печати, за 10 лет накоплена огромная база знаний по ее применению для различных задач. Вы также можете печатать модели больших размеров, так как сейчас доступны модели принтеров с областью построения 1 метр по длине, ширине и высоте. Еще одним плюсом является то, что изделия после печати не требуют постобработки, они сразу готовы к использованию. Но если вы хотите улучшить их внешний вид, вы легко сможете их шлифовать, грунтовать, красить, склеивать между собой, сверлить в них дырки, делать резьбу и многое другое. Кроме прототипирования FDM принтеры чаще всего используют для мелкосерийного производства небольших элементов, ради производства которых нет смысла заказывать пресс-форму, так как общий тираж не оправдает затрат, а себестоимость при этом будет очень низкой.
Еще одним популярным применением FDM 3D-печати является макетирование, создание уникальных архитектурных, выставочных, демонстрационных или сувенирных макетов. Сейчас рынок предлагает большое количество декоративных материалов, не имеющих специальных свойств, но которые выглядят как дерево, сталь, бронза, мрамор, серебро или золото. Это позволяет создавать макеты без, либо с минимальной постобработкой, что существенно экономит затраты и время при их создании. Ну и конечно, не стоит забывать о самом популярном социальном сегменте таких принтеров – домашних пользователей, которые используют их как хобби, печатают детям фигурки, вазы для цветов, крючки, полочки и другие полезные или просто красивые модели. Себестоимость таких изделий низкая, и даже при среднем объеме печати покупка принтера окупается очень быстро. При этом вам не надо ничего моделировать, все модели доступны для бесплатного скачивания либо за символическую плату.
Минусы
Самое больное место технологии – низкая скорость печати. Увы, за 10 последних лет в этом направлении мало что изменилось. Чтобы напечатать, например, 15-ти сантиметрового гномика, придется ждать результата часами. Большие модели печатаются, соответственно, днями, а иногда неделями. Это значит, что о серийном производстве чего бы то ни было пока речи быть не может. Единственное нововведение в этой области, это создание ферм 3D-печати, которые решают проблему скорости количеством используемых принтеров. Назвать это решение технологичным язык не поворачивается, но, к сожалению, ничего другого производители FDM-принтеров пока не придумали. Низкая скорость - низкая производительность, а значит не стоит рассчитывать на FDM 3D-печать как на производственное оборудование.
Еще одним минусом является финишное качество моделей. Даже при самой низкой толщине слоя вы будете видеть слои на модели. И это не позволяет использовать 3D-печатные модели как конечный продукт. Вы вряд ли купите неприятный на ощупь чехол для мобильника и не захотите давать ребенку игрушку, которую не особо приятно держать в руках.
Ну и, пожалуй, последний существенный минус технологии FDM - оборудование не всегда абсолютно универсально. На практике это означает наличие многих «если». Так, если принтер в открытой камере, то его способность печатать высокотемпературными пластиками минимальна. Возможно, удастся напечатать маленькие, невысокие модели, но на большее рассчитывать не стоит. Если ваша модель принтера обладает максимальной температурой нагрева экструдера 260С, то пластики с более высокой температурой плавления вам будут недоступны. Если у вас цельнометаллический экструдер, могут возникнуть проблемы с печатью PLA-пластиком, а если тип подачи «боуден», то будет сложно печатать мягкими материалами и т.д. и т.п.
Еще один нюанс этой технологии – слабая адаптация оборудования к новым материалам. И если таковой появляется на рынке и вызывает ваш интерес, то с большой долей вероятности вам придется покупать и новый принтер. Этот минус не был таким явным до последнего времени, но именно развитие фотополимерной 3D-печати в последние году высветило и его.
Подводя итог анализу плюсов и минусов технологии FDM стоит отметить главное: она находится в застое и после прорыва, который был 10 лет назад, производителям не удалось существенно продвинуться. Удалось лишь снизить стоимость самих принтеров, что конечно же повлияло на их доступность и распространенность. Конечно, большинство моделей сейчас оснащено цветными дисплеями, Wi-Fi, встроенными веб-камерами, датчиками окончания нити, возможностью продолжить печать после отключения электричества, системами автокалибровки площадки и т.д. Все это упрощает работу с устройством, но, увы, не сделает FDM 3D-принтер производственным оборудованием.
Фотополимерная 3D-печать
Фотополимерная 3D-печать развивалась параллельно, но совсем другим путем. Принцип формирования объекта здесь основан на том, что фотополимерная смола становится твердой под воздействием источника света и формирует 3D-модель. Интрига заключается в том, что источник света может быть разный: SLA (лазер через систему зеркал), DLP (цифровой проектор), LCD/mSLA (LED лампа через LCD дисплей). На протяжении 10 лет шли эксперименты с этими тремя ветвями одной технологии. В итоге в 2019 году верх стала брать технология LCD/mSLA, главные преимущества которой - высокая скорость, появившаяся с внедрением монохромных дисплеев, низкая стоимость в силу простоты конструкции, высокое финишное качество, точность после внедрения дисплеев с разрешением 4K и, наконец, возможность делать принтеры с большой областью печати за счет наличия больших дисплеев. Еще одним важным преимуществом этой технологии является производительность: слой засвечивается целиком, вне зависимости от того, сколько моделей вы печатаете одновременно. Причем не важно, одинаковые это модели или разные. Это существенно влияет на производительность принтера, а следовательно, и на окупаемость. Стоимость подобных принтеров сейчас также начинается от 15000 рублей, а цена фотополимерной смолы в среднем составляет 4500 рублей за кг., что делает такие принтеры вполне доступными для широкого круга потребителей. Пионером в этих инновациях стала Тайваньская компания Phrozen, сделавшая себе имя именно на этой стезе.
А теперь давайте также рассмотрим плюсы и минусы этой технологии. Со временем они претерпели серьезные изменения.
Плюсы
Важнейшим плюсом фотополимерной печати является качество финишных изделий. Особенно это стало заметно в последнее время, когда произошел переход на дисплеи 4K с разрешением по XY от 32 до 50 микрон (в зависимости от размера дисплея). Это позволяет печатать модели по качеству сопоставимому с промышленным литьем, а также дает возможность соблюдать высокие требования по точности. Отмечаем также успешные разработки по увеличению скорости печати. Уже сейчас гномик высотой 15 см может печататься за час и выглядеть существенно лучше, чем при печати на FDM. Причем вы можете напечатать 5 одинаковых или разных гномиков за то же время, что делает производительность такого принтера существенно выше, чем у конкурента - FDM. Еще одно преимущество – это абсолютная универсальность вашего принтера: он может печатать любой смолой с длинной волны вашего принтера (обычно 405 нм). И даже если завтра появятся совершенно новые смолы с интересными свойствами, вы сможете спокойно использовать их на своем принтере, нужно только подобрать соответствующий профиль печати.
В реальности так и происходит: появляются новые смолы с интересными свойствами и улучшенными формулами, и пользователи активно начинают их применять для своих задач. Производители делают их под конкретную, узкую задачу и таким образом гарантируют покупателю результат при правильном ее использовании. Примером тут могут служить смолы для хирургических шаблонов, временных коронок, элайнеров, ювелирных выжигаемых моделей и многие другие.
Минусы
К главным минусам фотополимерной печати стоит отнести, прежде всего, то, что в определенном смысле это «грязная работа». Связано это с тем, что сама печать является только первым из трех этапов получения готового изделия. Вторым этапом является промывка модели в спирте для удаления остатков смолы, а третьим - дозасветка в УФ-камере для окончательного отверждения. Сама смола может иметь неприятный запах, а процесс промывки в техническом спирте также не самая приятная процедура. Но получение качественного результата как искусство, которое требует жертв. Тем более, сейчас уже появляются смолы, которые можно промывать в обычной воде, хотя сам процесс промывки по-прежнему необходим.
Еще к одному минусу можно отнести стоимость смолы. С ростом объемов производства она дешевеет, и потребитель вправе ожидать дальнейшего снижения ее стоимости. Но сейчас она в 3 раза дороже пластиковой нити и это, безусловно, сказывается на себестоимости изделий. Также к минусам можно отнести недостаточно широкий ассортимент смол с различными важными свойствами, например мягкими (типа резины), жесткими, износостойкими, прочными и т.д. Рынок постепенно выравнивает предложение, но в этом направлении многое еще надо сделать.
К минусам смол необходимо отнести и их качественные характеристики. В процессе печати с большими процентами заполнения в модели возникает напряжение, модель может крутить, разрывать в местах сильного сопротивления и т.д. Кроме того, при печати сложных деталей и соединений смола дает усадку. Очень важно в данном случае ее правильно расположить, подобрать подходящий для этой задачи материал. Еще один подвох - невозможность печать двумя цветами или печатать с растворимыми поддержками. После их снятия на модели остаются заметные следы, которые надо убирать механическим путем, т.е. еще увеличивать процесс ручной постобработки. Этот недостаток пока технологически никак нельзя преодолеть.
Процесс фотополимерной печати может быть очень прост для типовых задач, особенно в сфере стоматологии, где опыт использования уже очень большой, но при решении нестандартных задач, в частности с допусками по точности моделей есть риск столкнуться с большим количеством подводных камней и ограничений.
Какая технология победит
Мы рассмотрели основные достоинства и недостатки FDM и SLA технологий, а теперь вернёмся к теме этой статьи, а именно конкуренции между ними. Почему почти десять лет они существовали параллельно, а теперь мы вдруг начали говорить о наметившемся соперничестве? К этому привело активное развитие SLA 3D-печати в последние 2 года, которое позволило создать принтеры достаточно дешевые, быстрые и большие. Изначально фотополимерная печать развивалась в парадигме решения задач конкретных индустрий, в первую очередь стоматологии и ювелирного производства. Это ставило перед производителями принтеров конкретную задачу, которую они должны были решить, чтобы быть успешными на рынке. В процессе поиска решения они смогли создать оборудование, которое способно решать гораздо более широкий круг задач: печатать быстрее, качественнее и создавать большее количество моделей за единицу времени, чем конкурирующие с ними FDM принтеры. Ну а для примера, давайте сравним флагманы от таких лидеров рынка, как Phrozen и Raise3D, чтобы сделать всю эту теорию наглядной.
Мы уже довольно подробно рассмотрели FDM-технологию 3D-печати (Fused Deposition Modeling — послойное наплавление или моделирование методом осаждения расплавленной нити) и используемые расходные материалы, а также выяснили причины, по которым FDM-принтеры стали в настоящее время столь распространенными и популярными. Теперь пришло время познакомиться с принятой терминологией и рассмотреть составные части и особенности конструкции таких 3D-принтеров.
Печатающая головка: экструдер и hot-end
Наиболее важная часть любого принтера, будь то струйный 2D или Fused Deposition Modeling 3D, это печатающая головка. В данном случае она состоит из нагревателя, в котором пластиковая нить (иногда используется не нить, а пруток) расплавляется и затем выдавливается через сопло с отверстием малого диаметра — обычно в пределах 0,15–0,5 мм, а также механизма, обеспечивающего дозированную подачу нити в нагреватель. Подающий механизм принято называть экструдером (от англ. extrude — выталкивать, т.е. extruder — толкатель), а нагреватель с соплом называют хот-энд (hot-end; по аналогии экструдер иногда называют cold-end). Порой всю печатающую головку, включая hot-end и cold-end, для краткости называют экструдером, что не совсем правильно: экструдер лишь самая крупная часть головки.
Напомним, что нить или прутки поставляются двух диаметров: 1,75 и 3,0 мм. Экструдер может работать только с каким-то одним диаметром, который надо уточнять в спецификации принтера и учитывать при покупке расходных материалов. Для подачи нити используются шаговый двигатель и система шестеренок и валов. Управляющий двигателем контроллер обеспечивает не только нужную скорость подачи нити, но и обратное действие — ее извлечение, например, при смене материала.
Естественно, температура hot-end контролируется термистором, поэтому к этой части головки всегда подходят четыре провода: два потолще к нагревателю и два потоньше к термистору.
Трубки из PTFE или PEEK используют еще и для снижения трения между нитью и стенками отверстия нагревателя, на входе в которое пластик нити еще твердый, затем, по мере продвижения к более нагретой зоне, он проходит температуру стеклования, и лишь в области с наиболее высокой температурой переходит в расплавленное состояние. В зоне стеклования, где материал нити уже не твердый, но еще не жидкий, наблюдается высокое сопротивление проталкиванию нити, поэтому крайне желательно, чтобы трубка доходила до точки, в которой нить уже расплавлена.
Сопло считается расходным материалом: его отверстие со временем засоряется, покрываясь нагаром, и приходится либо чистить (что непросто, особенно если отверстие диаметром 0,15 мм), либо заменять сопло. Поэтому крайне желательно, чтобы сопло было не просто сменным, а еще и заменялось без особых хлопот, для чего используют резьбовое соединение. Сопла разных принтеров далеко не всегда взаимозаменяемы: шаг и диаметр резьбы могут быть разными, к тому же сама резьба на сопле может быть не только внешней, как на фото, но и внутренней.
Печатающая головка не обязательно бывает одна: есть немало принтеров с двумя головками. Они позволяют использовать при печати сразу два материала — например, один для собственно модели, а второй, легко удаляемый, для поддерживающих структур, о чем мы писали в обзоре технологий.
Рабочий стол
Следующая важная деталь — рабочий стол или платформа (print bed), на поверхности которой и формируется создаваемая модель. Для рабочего стола нужно обеспечить возможность достаточно точной юстировки, чтобы расстояние между его верхней плоскостью и выходным отверстием сопла по всей рабочей площади было одинаковым. С другой стороны, стол должен двигаться, поэтому к нему нужно жестко крепить конструктивные элементы, обеспечивающие перемещение. Поэтому часто платформа представляет собой двухслойный «бутерброд», к нижней части которого не предъявляется особых требований — она лишь служит для крепления таких элементов и является основой, на которой располагается юстируемая рабочая поверхность, на которой как раз и будет создаваться 3D-модель. Именно об этой части платформы мы и будем говорить далее. Добавим лишь, что в некоторых прототипах, созданных в рамках проекта RepRap, нижняя часть рабочего стола может изготавливаться из самых доступных материалов — МДФ или фанеры.
Очень желательно, чтобы крепление верхней части стола было не жестким, а подпружиненным: при этом, в частности, не так критичны небольшие ошибки в юстировке, когда в какой-то позиции зазор между выходным отверстием сопла и поверхностью платформы становится слишком малым, а то и вовсе переходит в область отрицательных величин.
В качестве материала для платформы используют разные материалы: стекло, акрил, алюминий. И почти всегда приходится решать одну из самых частых проблем FDM-печати — надежную фиксацию первого слоя модели на платформе, поскольку используемые для печати пластики плохо прилипают к алюминию или стеклу. Это решается разными способами: перфорацией платформы, нанесением покрытия, подогревом стола, а также комбинацией этих методов.
Другой распространенный вариант — синий скотч или Scotch Blue Tape на основе полипропилена, выпускаемый фирмой 3M. Вообще-то он предназначен для малярных и упаковочных работ (им, например, часто защищают глянцевые детали различных изделий), но высокая термостойкость сделала его пригодным для FDM-печати.
Для справки: артикул синего скотча 2090, а последующие цифры определяют примерную ширину рулона в дюймах: 2090-.75A — 18 мм, 2090-1А — 24 мм, 2090-1.5А — 36 мм, 2090-2А — 48 мм; есть еще 2090-CM, предназначенный для углов. Длина рулона 55 м.
Достоинство покрытия, состоящего из отдельных полос, в том, что его по мере износа или при повреждениях можно заменять частями, а не целиком.
Есть и другие варианты, включая «доморощенные» — нанесение лака для волос. Еще один материал, самоклеящаяся пленка для лазерных принтеров, использован в принтере PrintBox3D One, о чем мы расскажем в свое время.
Но даже наличие покрытия не обеспечивает должную адгезию для большинства расходных материалов, поэтому платформу приходится подогревать, для чего в ряде моделей на нижней части рабочего стола размещается электрический нагреватель — из нихромовой проволоки, или выполненный в виде печатных проводников, или даже просто в виде нескольких мощных низкоомных резисторов.
Этот нагреватель также контролируется термистором. Прогрев платформы должен быть равномерным, что может обеспечиваться достаточной толщиной самой платформы, но при этом желательно, чтобы рабочий стол нагревался достаточно быстро — не за секунды, конечно, но хотя бы в пределах минуты-двух. А такой популярный пластик, как ABS, требует подогрева до температуры свыше ста градусов, поэтому нагреватель должен быть достаточно мощным.
Подогрев стола нужен еще и для уменьшения температурного градиента между первыми из напечатанных слоев и теми, которые созданы только что. Нижние слои начинают остывать, и особенно быстро, если они соприкасаются с гораздо более массивной платформой, имеющей комнатную температуру. При этом возникают деформации, из-за которых модель может начать выгибаться, а порой и просто отрывается от стола. Поэтому подогрев желателен даже при работе с материалами, адгезия которых к поверхности стола мало зависит от температуры этой поверхности.
Отметим, что и нагреватель, и термистор располагаются с нижней стороны платформы, поэтому контролируется температура именно этой стороны, а деталь будет располагаться на верхней. Поэтому лучше не торопиться и подождать немного, чтобы платформа прогрелась целиком, особенно если она сделана из достаточно толстого материала.
Механизмы перемещения
Во время печати и головка, и платформа должны двигаться. Для этого нужны как механизмы, реализующие собственно перемещение (двигатели), так и направляющие, обеспечивающие точность перемещения.
Обычно головка перемещается по одной из горизонтальных осей, а движение по вертикали и по второй горизонтальной оси обеспечивается движением рабочего стола. Таким образом, нужны три двигателя. Как и в экструдере, используются шаговые двигатели, обычно имеющие шаг в 1,8 градуса, т.е. 200 шагов на полный оборот. Это полношаговый режим, есть еще полушаговый и микрошаговый, который и используют для повышения точности перемещения — управляющая двигателем электроника добавляет некоторое количество промежуточных шагов, причем зачастую значительное: наиболее популярные контроллеры обеспечивают деление шага двигателя на 4, 8 и даже 16 частей, и тогда полный оборот ротора двигателя будет соответствовать уже 3200 микрошагам.
Вращение роторов двигателей нужно преобразовать в поступательные движения головки и рабочего стола. Для этого используются либо системы шкивов и зубчатых ремней, либо валы с резьбой. Передача с помощью вала обходится дешевле, но она не может обеспечить точность позиционирования при высоких скоростях, поэтому чаще всего ее используют для вертикального перемещения платформы, которое происходит достаточно медленно, и лишь в дешевых моделях применяют еще и для движений в горизонтальной плоскости.
Направляющие используют цилиндрические в дешевых моделях и линейные в более дорогих. Материал, естественно, сталь, а к точности изготовления и чистоте обработки предъявляются высокие требования, потому что от этого напрямую будет зависеть точность печати.
Сложная по конструкции и прочная платформа будет иметь немалую массу, что создаст серьезную нагрузку на двигатель, обеспечивающий ее перемещение в горизонтальной плоскости (в вертикальном направлении перемещение и более медленное, и не постоянное). Двигатель будет нагреваться, из-за чего в какой-то момент могут начаться пропуски шагов и другие неприятности. Поэтому рабочий стол стараются максимально облегчить — конечно, не в ущерб прочности, скорость печати порой приходится ограничивать и принимать меры к нормализации теплового режима двигателя (например, обеспечив тепловой контакт с массивной металлической рамой).
Крайние позиции перемещения как головки, так и платформы контролируются установленными в соответствующих местах датчиками. В простейшем случае датчиком может быть механический замыкатель или размыкатель, но и точность, и надежность такого датчика не всегда достаточны, поэтому порой используют оптические (светодиод и фотодиод, в нужный момент зазор между ними перекрывается шторкой) или магнитные, на датчиках Холла.
Температурный режим модели
Есть и еще один момент, который учитывается во многих принтерах. Он связан с тем, что пластик, вышедший из сопла, застывает не сразу, а потому подвержен деформациям. Особенно это критично при наличии так называемых «мостов» — протяженных горизонтальных перемычек, имеющих опоры только по краям: нити еще не застывшего пластика неизбежно провисают, что потребует создания дополнительных поддерживающих структур, которые потом придется удалять. Но даже если «мостов» в модели нет, то может возникать заворачивание углов с малым радиусом кривизны (curling corners), а на элементах небольшого размера — оплывание предыдущего слоя, который не успел отвердеть до момента нанесения следующего.
До известной степени избежать подобных проблем можно, если принять меры к скорейшему отверждению пластика, а это можно сделать одним способом: охлаждением с помощью дополнительного вентилятора, одного или нескольких. Выбрать вентилятор несложно, есть множество моделей разного размера, предназначенных для компьютеров; управлять скоростью их вращения тоже не составляет труда, зато выбор места размещения самого вентилятора и правильного направления потока воздуха от него — это целое искусство. В этом отношении FDM-печать имеет неприятную двойственность: с одной стороны, нужно быстро охладить выдавленный из сопла пластик, а с другой — делать это нужно равномерно, чтобы одна сторона модели не охлаждалась быстрее другой, иначе неизбежны термические деформации. К тому же охлаждающий поток воздуха не должен заметно влиять на те элементы принтера, которые должны иметь постоянную высокую температуру: хот-энд и подогреваемый стол.
Поэтому FDM-принтер «боится» сквозняков, и некоторые модели даже снабжают защитным кожухом, который при домашнем использовании заодно помогает ограничить доступ детей к опасным частям аппарата. Но под кожухом образуется замкнутое пространство, подогреваемое и хот-эндом, и нагретой платформой, и работающими двигателями, и остывающим пластиком уже созданной части модели, что замедляет отверждение выдавленной нити и приводит к еще большим деформациям.
Конечно, все перечисленные компоненты должны располагаться на достаточно прочной и жесткой раме, обеспечивающей в долговременном плане сохранение геометрии и отсутствие люфтов независимо от различных неблагоприятных условий — температуры и влажности окружающей среды, а также вибраций, возникающих во время печати.
Зачастую для рамы используют недорогой алюминиевый профиль, например, используемый в качестве мебельной фурнитуры, а порой и обычные стержни с резьбой, которые можно купить в магазинах стройматериалов. Они соединяются в единое целое с помощью изготовленных из пластика муфт, хомутов и других элементов, скрепляемых гайками и болтами. Подобное допустимо лишь в самодельных принтерах, где во главу угла ставится минимальная себестоимость конструктивных элементов и их максимальная доступность в продаже.
В некоторых моделях, в том числе «заводских», рама сделана из оргстекла или фанеры, причем особо подчеркивается, что фанерные элементы сделаны лазерной резкой; конечно, никакой лазер не сделает фанеру металлом, поэтому весьма сомнительны и долговечность подобных конструкций, и отсутствие проблем при работе с такими принтерами.
Электронные блоки
Теперь переходим к управляющей электронике.
Управляет работой всех компонентов принтера контроллер, в который поступает программа на языке G-code. Она генерируется на основе подготовленного в каком-либо 3D-редакторе STL-файла, описывающего будущую модель. G-code достаточно прост для восприятия: в строчках программы содержатся команды на перемещение головки и платформы, включение-выключение нагревателей и вентиляторов, поэтому для более-менее опытного специалиста не составляет проблемы внести правку в готовый код.
Подавляющее большинство контроллеров 3D-принтеров работает на платформе Arduino, имеющей открытые архитектуру и программный код. Язык программирования основан на C/C++ и прост в освоении, а среда программирования Arduino подразумевает работу через USB-порт без всяких дополнительных программаторов.
В качестве аппаратной части Arduino с самых ранних версий использовались и до сих пор используются распространенные и относительно недорогие микроконтроллеры Atmel: ATmega32u4, ATmega328, ATmega2560, ATmega1280 и т.п., а в последних разработках применен 32bit-микропроцессор Cortex-M3 ARM SAM3U4E. В FDM-принтерах чаще встречается ATmega2560.
Для управления различными устройствами (в 3D-принтерах это двигатели, нагреватели, вентиляторы) и получения данных (с термисторов и датчиков крайних положений) используются дополнительные модули, прежде всего драйверы шаговых двигателей, способные обеспечить соответствующие выходные токи и работу в микрошаговом режиме.
Для удобства сопряжения таких модулей с платой микроконтроллера используются промежуточные платы RAMPS (RepRap Arduino Mega Pololu Shield, где Pololu — название фирмы, специализирующейся на выпуске комплектующих для робототехники). Эти платы бывают разных версий, в настоящее время самой распространенной является RAMPS 1.4 с smd-компонентами. Такая плата с одной стороны имеет группы штыревых разъемов для соединения с платой микроконтроллера, а с другой — разъемы для подключения модулей и внешнего оборудования (двигателей, нагревателей, термисторов). В результате получается единый компактный блок, который после загрузки в микроконтроллер управляющей прошивки готов работать в составе FDM-принтера.
Некоторые принтеры управляются только через компьютер (обычно через USB-порт, но встречаются модели с подключением по сети Wi-Fi), а другие имеют собственную панель управления, с помощью которой в простейшем случае можно осуществлять контроль температур по ЖК-индикатору, запускать и останавливать печать, а в более продвинутых вариантах еще и производить калибровку, загружать и выгружать пластиковую нить. Встречаются принтеры со встроенным картоводом для SD-карт или портом для накопителей USB-флэш, через которые можно загружать файл с последующей печатью модели без участия компьютера. Всё это обеспечивается «навешиванием» на микроконтроллер соответствующих модулей и, конечно, реализацией на микропрограммном уровне в прошивке.
От контроллера к печатающей головке, даже если она одна, подходит толстый пучок проводов: к шаговому двигателю, к нагревателю и термистору хот-энда, возможно — к вентилятору экструдера (при наличии). Еще один подобный пучок соединяет контроллер с рабочим столом. Конечно, можно просто стянуть провода стяжками, что и делается в самых бюджетных самодельных конструкциях, но главное: оба эти элемента постоянно перемещаются, и даже при достаточной длине пучков есть реальная опасность, что какой-то провод либо попадет в движущиеся части, либо через какое-то время просто перетрется или обломится. Поэтому эти провода укладывают в специальные гибкие оболочки, обеспечивающие свободное перемещение головки и рабочего стола, но в то же время страхующие от обрывов и замыканий.
Понятно, что принтер не будет работать без питания. Причем если для питания электронных схем зачастую вполне достаточно возможностей USB-порта, к которому обычно подключается принтер, то для двигателей и особенно нагревателей (хотя бы hot-end, если подогрев стола не предусмотрен) без блока питания соответствующей мощности не обойтись.
Поскольку процесс печати бывает очень длительным — время изготовления сложных моделей может занять 10–15 часов и более, то желательно позаботиться и о бесперебойном питании как самого принтера, так и компьютера, к которому он подключен (если, конечно, рабочие коды не загружаются с встроенного в принтер картовода). Понятно, что суммарное потребление энергии будет немалым, и подобрать ИБП, способный обеспечить работу в течение многих часов, и непросто, и дорого, но нужно хотя бы принять меры против сильных импульсных помех на линии электропитания, к которой подключен принтер, и отключить в управляющем компьютере переход в режим энергосбережения — кроме, конечно, гашения экрана.
В этой статье о 3D-печати мы рассмотрим основные принципы технологии FDM (Fused Deposition Modelling). Разберёмся с основной механикой этого процесса. Его преимуществами и ограничениями.
FDM технология

Печать методом послойного наложения (FDM) представляет собой процесс аддитивного производства, который реализовывается благодаря экструзии материалов. В FDM, объект строится путем нанесения расплавленного материала по заранее установленному алгоритму, слой за слоем. Используемые материалы представляют собой термопластичные полимеры и имеют форму нити.
FDM – это наиболее широко используемая технология 3D-печати. FDM принтеры в большом многообразии представлены на рынке. В основном это первая технология, с которой сталкиваются люди, когда начинают работать с 3D. Далее будут представлены основные принципы и ключевые аспекты этого способа печати.
Инженер, который занимается проектированием 3D модели должен учитывать возможности технологии при изготовлении детали с FDM, эти знания помогут ему достичь наилучшего результата.
Процесс FDM печати

Вот как работает процесс FDM:
Катушка из термопластичной нити загружается в принтер. Как только сопло достигнет необходимой температуры, нить подается в экструдер и в сопло, где она плавится.
Экструдер прикреплен к 3-осевой системе, которая позволяет ему перемещаться в направлениях X, Y и Z. Расплавленный материал выдавливается в виде тонких нитей и наплавляется послойно в заранее определенных местах, где затем охлаждается и затвердевает. Иногда охлаждение материала ускоряется благодаря использованию вентиляторов, прикрепленных к экструдеру.
Для заполнения печатной области, экструдеру требуется несколько проходов. Когда слой закончен, платформа перемещается вниз (или, как в некоторых моделях принтеров - экструдер перемещается вверх), и новый слой наплавляется на уже схватившийся. Этот процесс повторяется, пока модель не будет напечатана целиком.

Характеристики FDM принтеров
Большинство систем FDM позволяют регулировать несколько параметров процесса печати. Такие как температура сопла, платформы, скорость печати, высоту слоя и скорость вентиляторов охлаждения. Они обычно устанавливаются оператором принтера, и не беспокоят моделлера.
Что важно с точки зрения моделирования, так это учитывать размер стола и высоту слоя самой детали:
Стандартный размер печатной области настольного 3D-принтера обычно составляет 200 x 200 x 200 мм, в то время как для промышленных машин он может достигать 1000 x 1000 x 1000 мм. Если настольный 3D принтер предпочтительнее (например, из соображений экономии), большУю модель можно разбить на более мелкие части и затем собрать/склеить.
Типичная высота слоя, используемая в FDM, варьируется от 50 до 400 микрон и может быть определена на этапе программного слайсинга. Меньшая высота слоя обеспечит более гладкую деталь и более точно отразит сложную геометрию, в то время как большая высота слоя, дает детали распечататься быстрее и с меньшими затратами. Высота слоя 150-200 микрон является оптимальной по соотношению времени печати и её качеству.
Деформация детали
Деформация является одним из наиболее распространенных дефектов в процессе FDM печати. У некоторых видов пластика во время охлаждения после экструзии, происходит усадка. Поскольку разные участки охлаждаются с разной скоростью, их размеры также могут меняться с разной скоростью. Дифференциальное охлаждение вызывает накопление внутренних напряжений, которые вытягивают слой, тот, что снизу – наверх, деформируя его, как показано на рисунке ниже. С технической точки зрения, деформацию можно предотвратить путем более тщательного контроля температуры платформы и камеры в целом. За счет увеличения адгезии между деталью и платформой.
Моделлер также может снизить вероятность отклеивания и других дефектов, связанных с деформацией:
Большие плоские области (например, прямоугольная коробка) более склонны к деформации, и следует избегать такого рельефа, если это возможно.
Тонкие выступающие элементы (например - зубцы, шпили) также склонны к деформации. В этом случае можно избежать её, добавив немного материала поддержки по краю тонкого элемента (например, прямоугольник толщиной 200 микрон), чтобы увеличить площадь контакта.
Острые углы деформируются чаще, чем закругленные формы, поэтому слегка сгладив углы, можно добиться хорошего результата.
Разные пластики более восприимчивы к деформации: ABS, как правило, более чувствителен к данному фактору, чем PLA или PETG, из-за более высокой температуры стеклования и относительно высокого коэффициента теплового расширения.


Адгезия между слоями
Хорошая адгезия между слоями очень важна для детали, напечатанной по технологии FDM. Когда расплавленный пластик выдавливается через сопло, он прижимается к предыдущему слою. Высокая температура и давление вновь расплавляют поверхность предыдущего слоя и позволяют связать новый слой со старым.
Прочность связи между различными слоями всегда ниже, чем базовая прочность материала.
Это означает, что детали произведённые по технологии FDM, по своей природе анизотропны: их прочность по оси Z всегда меньше их прочности в плоскостях X/Y. По этой причине важно помнить об ориентации деталей при проектировании.
Например, образцы для испытаний на растяжение, напечатанные горизонтально пластиком АБС с заполнением 50%, сравнивали с образцами для испытаний, напечатанными вертикально, и обнаружили, что их прочность на растяжение почти в 4 раза выше в осям X, Y по сравнению с осью Z (17,0 МПа по сравнению с 4,4 МПа). Растягивается такая деталь до разрушения, почти в 10 раз больше (4,8% по сравнению с 0,5%).
Более того, поскольку расплавленный материал прижимается к предыдущему слою, его форма деформируется до овала. Это означает, что детали всегда будут иметь волнистую поверхность, даже при небольшой высоте слоя, и что мелкие элементы, такие как небольшие отверстия, могут нуждаться в последующей обработке после печати.


Поддержки
Структура поддержки имеет важное значение для создания геометрий с выступами. Поскольку пластик не может быть нанесён на воздух, для некоторых геометрий требуется опорная конструкция.
Поверхности, напечатанные с поддержками, обычно имеют более низкое качество, чем остальная часть детали. По этой причине рекомендуется, чтобы деталь была смоделирована таким образом, чтобы минимизировать потребность в поддержке.
Опоры обычно печатаются из того же материала, что и деталь. Существуют также специальные материалы, которые растворяются в жидкости, но в основном они используются в настольных или промышленных 3D-принтерах высокого класса. Печать на растворимых поддержках значительно улучшает качество поверхности детали, но увеличивает общую стоимость печати, так как требуется специальный принтер с двумя печатающими головками и потому что стоимость растворимого материала относительно высока.
Заполнение и толщина оболочки
Детали по технологии FDM обычно не печатаются заполненными, чтобы сократить время печати и сэкономить материал. Вместо этого внешний периметр делается с помощью нескольких проходов, он называется оболочкой, а внутренняя часть заполняется структурой низкой плотности, называемой заполнением.
Заполнение и толщина корпуса сильно влияют на прочность детали. Для настольных FDM-принтеров в основном подходит плотность заполнения 25% и толщина корпуса 1 мм. Обычно, это стандартные настройки для быстрой печати и хороший компромисс между прочностью и скоростью.
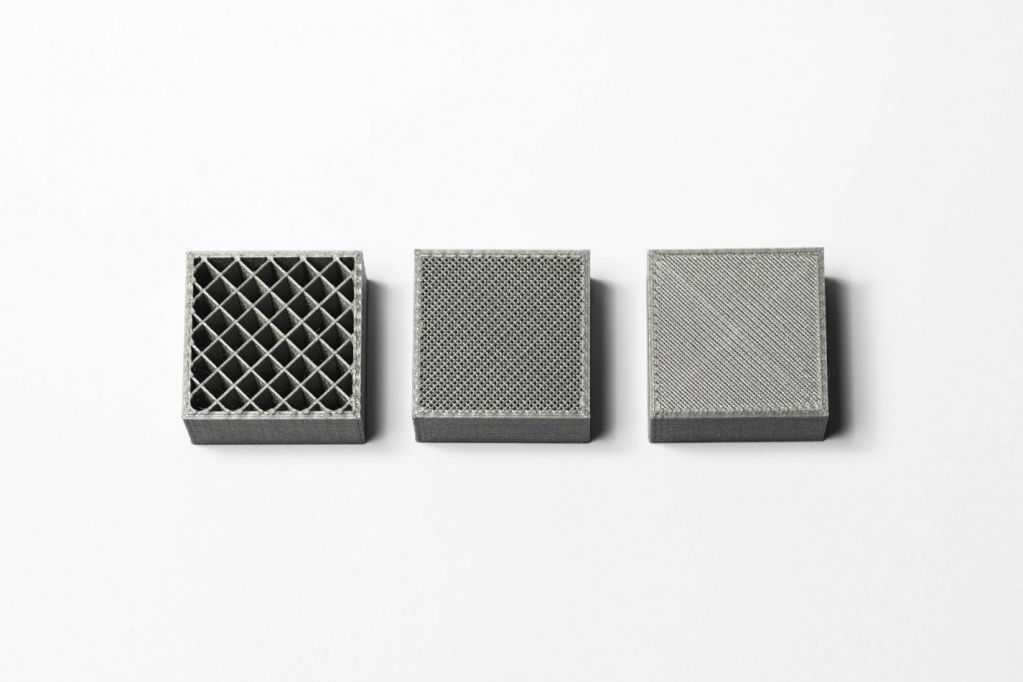
Выше вы видите внутреннюю геометрию деталей с различной степенью заполнения
Основные расходные материалы FDM
Одной из сильных сторон FDM печати является широкий ассортимент доступных материалов. Они могут варьироваться от обычных пластиков (таких как PLA и ABS) до инженерных (таких как, TPU и PETG) и высокопрочных материалов (таких как PEEK).
Ниже изображена пирамида материалов, наиболее доступных в FDM печати.

Используемый материал напрямую влияет на механические свойства и точность печати, а также на ее цену. Наиболее распространенные материалы FDM-печати приведены ниже. Так же рассмотрим плюсы и минусы тех или иных пластиков. Обзор основных отличий PLA и ABS, и подробное сравнение всех распространенных видов филамента – тема очень обширная и с ней можно ознакомиться в специальных статьях в интернете и на тематических форумах.
Читайте также: