
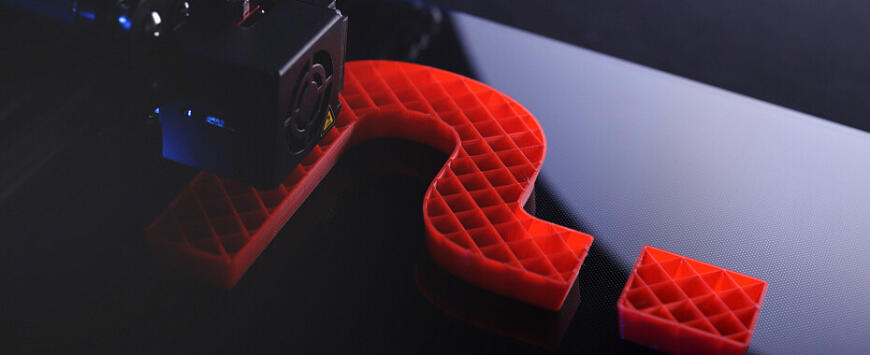
Что можно печатать на промышленном 3d принтере
Прошедшая в начале января выставка CES повергла нас в шок. Основой шоу, которое в начале каждого года проводится в Лас-Вегасе, служили несколько десятков стендов компаний, выпускающих 3D-принтеры. Много времени было уделено корпоративному сегменту. Однако большинство игроков на 3D-рынке представили и «обычные» пользовательские модели, о которых мы обязательно расскажем далее.
Неужели эра 3D-печати настала?
Что такое 3D-печать?
Что же такое 3D-печать? В металлургии и машиностроении, как известно, деталь получают путем вычитания материала. То есть рабочий берет заготовку, устанавливает ее на станок и при помощи режущего инструмента (резцов, фрез, долбяков, шлифовальных кругов и так далее) удаляет лишнее. Основой 3D-печати служит аддитивность, то есть сложение материала и создание определенной конструкции. Шаг за шагом, согласно трехмерному чертежу, 3D-принтер наносит слой пластика. То есть процесс происходит «с нуля». К 3D-печати относят и порошковое спекание полимерных элементов, а также металлических пудр.
Пример фигурки, напечатанной на 3D-принтере
Понятие «3D-печать» может завести неподготовленного пользователя в тупик, так как многие сразу же начинают проводить параллели с обычной бумажной печатью. Да, 3D-принтер создает предмет. Но для этого сначала необходимо разработать в одной из САПР-программ трехмерный чертеж. Затем его необходимо оптимизировать в приложении, с которым работает конкретный принтер. Следом нужно откалибровать само устройство. И только потом начать печатать. То есть процесс создания полноценного предмета состоит из нескольких нетривиальных этапов, просто нажать на кнопочку «печать» не получится.
А раз так, то очевидно, что 3D-принтер дома вряд ли пригодится какой-нибудь домохозяйке. Да и дети, очевидно, вряд ли будут развлекаться с такой дорогой «игрушкой». Круг людей, которым может пригодиться 3D-принтер, достаточно узок. В первую очередь, это инженеры, архитекторы, дизайнеры и ювелиры. Очень часто случается так, что проектируемую вещь необходимо подержать в руках. В быту 3D-принтер может пригодиться в качестве ремонтного станка. Например, когда потребуется сделать какую-нибудь деталь, которую просто так не купишь в магазине: отломавшуюся ручку мебельного гарнитура или еще что-то. Вопрос заключается в том, будете ли вы с этим «заморачиваться»?
3D-печать — это модный тренд! Появление общедоступных 3D-принтеров называют третьей промышленной революцией! И не зря. Последнюю сотню лет промышленность держится на эффекте масштаба. Правило машиностроения незыблемо: чем больше вещей сделать в партии, тем дешевле будет стоить один экземпляр. Однако конечную стоимость продукта определяют не только производство, но и логистика с транспортировкой. С повсеместным применением 3D-принтеров от этой длинной цепочки можно будет отказаться. Будет достаточно раздобыть чертеж (например, купить его) и напечатать у себя дома или в каком-нибудь центре 3D-печати. Можно наладить и небольшое штучное производство.
Эволюция 3D-печати. Начало эпохи DIY
Принято считать, что эпоха «домашней» 3D-печати началась в 2010 году, когда была выпущена модификация 3D-принтера Prusa Mendel, разработанная чешским инженером Иосифом Прусса. Однако сама технология берет свое начало еще в 80-х годах прошлого века. Это так называемая стереолитография SLA (Stereo Lithography), разработанная Чарльзом Халлом в 1984 году и запатентованная двумя годами позже. В 1986 году был собран и первый 3D-принтер, а также основана компания 3D Systems.
Prusa Mendel 2010
Примечательно, что понятия «3D-печать» среди энтузиастов и технологов не существовало вплоть до 1995 года. А пока в том же 1986 году была разработана технология селективного лазерного спекания полимеров — SLS (Selective Laser Sintering).
Два года спустя Скоттом Крампом была изобретена технология послойного наплавления FDM (Fused Deposition Modeling). Именно она является самой распространенной, потому что имеет относительно небольшую стоимость как материалов, так и амортизации оборудования. На сегодняшний день именно FDM-принтеры наиболее часто применяются в домашних условиях. Считается, что первое подобное устройство было выпущено в 1991 году.
На протяжении десятилетия в индустрии 3D-печати происходило относительное спокойствие. В 2000 году была разработана технология PolyJet.
В 2005 году было создано сообщество энтузиастов RepRap. В основе проекта лежат две идеи:
- любой принтер RepRap может напечатать другой принтер RepRap;
- все разработки устройств 3D-печати находятся в открытом доступе.
«RepRap — изобретение, которое сметет глобальный капитализм, начнет вторую промышленную революцию и спасет окружающую среду…» — было написано на первой полосе The Guardian. Не будем вникать в подробности, почему именно речь идет о второй промышленной революции. Здесь все зависит от того, от какого фундамента отталкиваться при синтезировании тех или иных определений.
За восемь лет было разработано четыре поколения 3D-принтеров RepRap. Однако даже сейчас задача воспроизводить одно RepRap-устройство другим не выполнена. Одно дело — печатать пластиковые детали; другое — создавать микроэлектронику и металлические элементы конструкции экструдера.
В 2010 году ученым удалось напечатать искусственный 3D-сосуд. Сейчас же идет разработка по созданию полноценных человеческих органов. В качестве «материала» используются стволовые клетки.
В то же время инженеры сумели разработать простенькие пищевые 3D-принтеры, которые могут печатать, например, конфеты или пиццу.
Уже известно, что, начиная с этого года, крупнейшие IT-компании начнут свою полномасштабную экспансию на рынке 3D-печати. Так, в Epson заявили о намерении производить в больших масштабах промышленные 3D-принтеры. А вот HP желает возглавить отрасль FDM-печати.
Основные технологии 3D-печати
На сегодняшний день существует множество технологий объемной печати, но все они так или иначе делятся на несколько методов.
В 3D-принтинге (для лучшего понимания) чертеж принято называть моделью, а полученный предмет — макетом.
Методы печати
Интересно, что методы 3D-печати чем-то напоминают методы обычной (читай — 2D) печати на бумаге.
- Спекание SLS (Selective Laser Sintering). Материал в виде порошка наносится тонким слоем, а затем спекается при помощи лазера. Так, слой за слоем, создается макет.
- Экструзия, или нанесение термопластов (FDM — Fused Deposition Modeling). Сопло принтера (экструдер) расплавляет материал до жидкого состояния и наносит его тонким слоем. Охлаждаясь, пластик вновь кристаллизуется.
- Фотополимеризация. Сопло принтера наносит тонкий слой жидкого фотополимера, который под действием ультрафиолетового облучения затвердевает.
- Стереолитография SLA (Stereo Lithography). Участок жидкого фотополимера засвечивается лазером и затвердевает. Затем образованный затвердевший слой снова помещают в жидкий полимер и засвечивают лазером. Так появляется второй слой.
В зависимости от метода 3D-печати устройство может быть как монохромным, так и цветным. FDM-принтеры, работающие по принципу экструзии, печатают макеты только одним цветом. Хотя есть модели с несколькими печатающими головками, в каждую из которых можно загрузить нить разного цвета.
3D-принтеры, работающие с порошками, могут печатать в цвете. На данный момент друг с другом конкурируют два промышленных типа устройств: ZPrinter (модели 650 и 850), позволяющие за счет пяти печатающих головок создавать 390000-цветный макет из материала на основе гипса, и Mcor Iris, поддерживающий один миллион цветов, у которого в качестве рабочего вещества используется бумага. С одной стороны, это хороший показатель. С другой стороны, современный TFT-экран может передавать до 16 млн цветов.
Пример напечатанного на 3D-принтере цветного логотипа сайта
Принтеры, работающие по SLS- и SLA-технологии, могут печатать только белым или полупрозрачным. Хотя никто не запрещает потом самостоятельно покрасить макеты.
Пример моделей, напечатанных на цветном 3D-принтере
Еще примеры цветной 3D-печати
Сейчас существуют технологии, позволяющие печатать многоцветным пластиком. И компания 3D Systems, и Stratasys уже представили готовые решения. Однако назвать их надежными и безотказными пока рано, что и показала прошедшая в Лондоне выставка 3D Printshow.
Обычных пользователей больше всего интересует экструзивный метод. Поэтому предлагаем поговорить о нем более подробно. Начнем с материалов, которые используются в FDM-принтерах.
Используемые материалы
На сегодняшний день широко используются два типа материалов.
- АБС (акрилонитрилбутадиенстирол). Непрозрачный пластик, на производство одного килограмма которого требуется примерно 2 кг нефти. Эластичный и ударостойкий. Плавится при температуре 113 градусов Цельсия и застывает в диапазоне температур 90-103 градуса Цельсия. Из него, кстати, делают кубики LEGO.
- ПЛА (полилактид). Биоразлагаемый материал — полиэфир. Получают из кукурузы и сахарного тростника. Кристаллизуется уже при 60 градусах Цельсия. Характерен тем, что обеспечивает более высокое качество и точность печати, однако имеет более хрупкую структуру.
Подача АБС-пластика в печатающую головку принтера
Периодически можно встретить и третий материал — ПВС (поливиниловый спирт). Это растворимый в воде полимер. На данный момент используется не так часто, к тому же стоит дороже и АБС, и ПЛА.
Технология FDM
Итак, вот мы и добрались до технологии FDM — технологии, на базе которой работают все «домашние» 3D-принтеры. Основа работы — это подача материала в виде тонкого прутика в печатающую головку (экструдер). Под действием высоких температур вещество начинает плавиться и распыляться через сопло диаметром всего несколько микрометров. За счет электродвигателей будущий предмет «размазывается» по станине. Сначала делается опора, чтобы макет не сдвинулся. Затем создаются слои, слои, слои.
Принцип работы FDM-принтера
Китайская народная мудрость гласит, что человек может бесконечно на три вещи: как горит огонь, как течет вода и как работает другой человек. Мы бы добавили сюда еще и процесс 3D-печати.
Пример модели, напечатанной на FDM-принтере
Надо понимать, что у любой технологии существуют свои ограничения. Первое — это размеры. Каждый принтер имеет определенную область, в которой он может работать. Однако стоит учесть, что макет можно печатать по частям и потом соединить его при помощи бесшовного склеивания.
Второе ограничение — это конструкция макета. К сожалению, 3D-принтерам (в том числе и промышленным) не все подвластно. Если говорить о FDM-печати, то на таком принтере, например, нельзя напечатать макет, в который будет помещен еще один макет. Такие предметы «принтятся» только при помощи порошкового спекания.
Про цвет мы уже писали. FDM-принтеры могут печатать только в одном цвете или нескольких, если устройство оснащено дополнительным экструдером. К счастью, катушки с АБС-пластиком продаются, как говорится, на любой вкус. Повторимся, макет можно всегда покрасить.
Третье ограничение — это опыт проектировщика. Как ни крути, но необходимо работать с САПР. Одно дело — печатать простенькие 3D-модельки. И совсем другое — создавать по-настоящему сложные предметы. К тому же каждый 3D-принтер необходимо настраивать и калибровать. На настройку сверхдорогого промышленного оборудования может уйти до полугода.
Интересный факт №1
Не все, что создается при помощи 3D-печати, может пойти на пользу человечеству. Мы уже писали про первый пистолет, созданный при помощи принтера. Проблема заключается в том, что человек, раздобыв чертеж, может самостоятельно распечатать «ствол» и использовать его по назначению. Как показывает практика, прочности пистолета хватает, чтобы выполнить один выстрел. И этого достаточно, чтобы совершить преступление.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
У читателей блога и участников вебинаров компании iQB Technologies накопилось немало вопросов о самой популярной и доступной аддитивной технологии – моделировании методом послойного наплавления (FDM). Отвечает эксперт iQB Technologies по решениям 3D-печати Виктор Наумов.
⠀Когда FDM-печать выгоднее традиционных методов производства?
С каждым годом этот вопрос становится все интереснее, так как технологии развиваются, появляются новые полимеры, и все больше «узких мест» в производстве можно устранить с помощью 3D-печати.
Посмотрим, в каких случаях технология FDM будет выгоднее классических способов производства, а иногда станет единственным возможным решением:
- когда нет необходимости в 100% заполнении изделия;
- при создании деталей с сетчатой структурой, с прямыми или острыми внутренними углами (радиаторов и и тому
- если у детали сложная геометрия, в том числе сложные внутренние каналы;
- при изготовлении малой серии (до 500 единиц) или опытных образцов в НИОКР;
- при производстве литейных мастер-моделей, выплавляемых и выжигаемых моделей в ювелирной промышленности;
- при создании стоматологических шаблонов, элайнеров, временных коронок из биосовместимых материалов;
- когда функция важнее облика.
Все сказанное справедливо и для других технологий 3D-печати. Дополнительное преимущество FDM в том, что это самый доступный аддитивный метод в плане стоимости оборудования и расходных и материалов.⠀
Чем профессиональные и промышленные FDM-принтеры отличаются от настольных?
1. Качество комплектующих
Самые бюджетные 3D-принтеры (в обиходе их называют «дрыгостолы») – это машины, у которых двигается стол и экструдер перемещается вверх и вниз. Колебания на непрочной рамке исключают хорошее качество, и для достижения оптимального результата приходится выбирать очень низкую скорость печати.
Механика и кинематика в FDM-печати имеет наибольшее влияние на конечное качество деталей. Чем крепче механические компоненты, чем качественнее рельсовые направляющие и каретки, тем меньше будет огрехов. Стальной корпус и крупная платформа позволяют выполнять печать на больших скоростях с высоким качеством. Соответственно, стоимость производственных машин выше, так как комплектующие дороже.
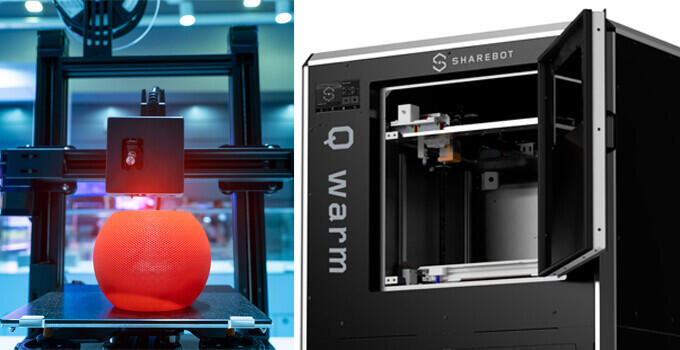
Закрытая рабочая камера – одно из преимуществ профессионального/промышленного FDM-принтера перед настольным⠀
2. Тип камеры построения
Домашние принтеры имеют открытую рабочую камеру, профессиональные и промышленные – чаще всего закрытую. Во втором случае внутри камеры обеспечивается обособленная среда, исключающая внешние воздействия, что дает возможность решать серьезные производственные задачи.
3. Подогрев платформы
Подогреваемая камера построения используется только в производственных машинах, и это еще одно их преимущество перед настольными. Высокотемпературные пластики (ULTEM, PEEK) имеют сильную внутреннюю усадку и внутреннее напряжение. Подогрев платформы – необходимое требование при использовании таких материалов, в противном случае модель отклеится от стола либо ее разорвет во время печати.⠀
Какова толщина напыляемого слоя?
Толщина слоя варьируется от 10 микрон до нескольких сантиметров – зависит от оборудования и решаемой задачи. Если нужна более высокая точность, то толщина будет меньше, и наоборот.⠀
Изделия каких габаритов можно напечатать на производственном FDM-принтере?
Минимальные габариты напечатанного объекта – 100 х 100 мм. Крупноформатные установки типа Super Discovery 3D Printer способны напечатать изделие размером до 2,5 м, поэтому идеальны для применения в таких отраслях, как авиакосмическая промышленность, судостроение, автомобильная индустрия. Самый большой объект, выращенный на этом принтере, – 11,25 куб. м, и это не предел.
Discovery 3D Printer, в отличие от большинства конкурентов, предлагает решения, которые могут быть кастомизированы под конкретное производство и задачи заказчика. Вы получите установку с необходимым именно вам функционалом и размером камеры построения (больше или меньше стандартной).
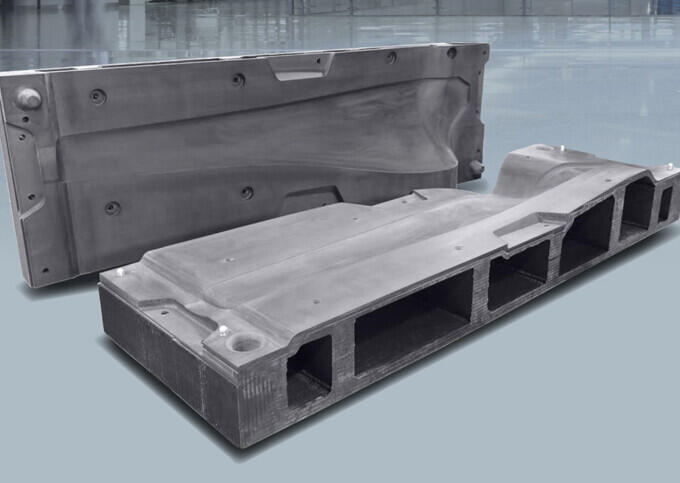
Кафедра проектирования легких полимерных конструкций Бранденбургского технологического университета применила установку крупноформатной 3D-печати и постобработки Super Discovery 3D Printer Workstation для выполнения проекта по оптимизации ветрогенератора.
Создав с помощью 3D-печати литейную форму для лопастей ветроустановки, исследователи хотят повысить эффективность их конструкции. Такие лопасти помогут значительно уменьшить скорость вращения турбины, что повысит ее производительность, рентабельность и экологическую безопасность.
Университет получил возможность создавать прототипы без помощи сторонних компаний, что существенно сокращает время простоя и стоимость прототипирования.
Как определить нужную скорость печати?
Чем меньше скорость 3D-печати, тем выше качество. Это связано с тем, что полимерная нить может не успевать охлаждаться и застывать, и каждый последующий слой будет создавать дефект на предыдущем. Это отразится на качестве всей поверхности.
Оптимальную скорость печати нужно подбирать исходя из механики оборудования, материала и диаметра сопла экструдера. Даже для одного и того же материала с разным красителем (допустим, PLA красного и синего цвета) настройки печати должны быть разными. Сужу по личному опыту.
Обратите внимание на решения с двумя экструдерами (Sharebot 43, Sharebot Q Dual). В принтере этого типа второй экструдер может печатать параллельно вторую деталь, что увеличивает производительность вдвое.⠀
Пластики в классическом и аддитивном производстве: что рентабельнее?
Материалы используются одни и те же, но 3D-печать пластиками – чаще всего выгодная альтернатива формовке или литью. Разберемся почему:
- необходимую вам форму можно напечатать без каких-либо дополнительных затрат (например, на утилизацию материала после фрезерования);
- себестоимость ниже, поскольку напечатанное изделие безотходное;
- при 3D-печати можно выполнить топологическую оптимизацию 3D-модели, снизив вес и улучшив прочностные характеристики.

Совместный проект компаний Sharebot и Colnago (Италия)
Задача: сокращение цикла разработки и повышение эргономичности гоночных велосипедов Colnago, выпускаемых для Тур де Франс
Решение: 3D-печать прототипа руля велосипеда в маcштабе 1:1 на 3D-принтере Sharebot Q из PLA-пластика
Результат: аддитивное производство дало возможность избежать неожиданных задержек и лишних трудозатрат, ускорить цикл разработки и оптимизировать продукт без необходимости вносить дорогостоящие изменения в производственную оснастку
Печать пластиковой нитью или гранулами. В чем отличие?
По сути, это одна технология, но есть нюансы. Различают:
- собственно FDM (Fused Deposition Modeling) – послойное наплавление при помощи прутка (нити);
- FFF/FGF (Fused Fabrication of Pellet / Fused Granular Fabrication) – метод прямой экструзии гранул полимера.
Как работает FDM-машина? Полимерный пруток диаметром 1,75 или 2,85 мм подается через несколько роликов, которые его зажимают и проталкивают в нагревательный элемент, где он начинает плавиться, и через горячее сопло материал выходит слоями.
В FGF-принтере вместо роликов, захватывающих пруток, предусмотрен шнек. Подача гранул выполняется с помощью компрессора, далее они загружаются в шнек, где полимер начинает расплавляться, и густая масса материала вытекает через сопло. Полимер плавится, еще не достигая сопла. Мягкий аморфный материал находится на одной из лопастей шнека, и через большое сопло продавливается большое количество материала.
Смотрите видео об уникальном проекте – создании беспилотного шаттла Rinspeed SNAP. 120 пластиковых деталей для этого автомобиля будущего были напечатаны компанией Techniplas на установках Sharebot Q и XXL+. Принтеры окупились на первом же проекте
Машины, печатающие гранулами:
- гораздо производительнее FDM-принтеров, работающих с нитями, и подходят не только для прототипирования, но и для серийного изготовления конечных изделий;
- не применяются для мелкогабаритной печати: размер платформ таких принтеров – от 1000 х 1000 мм, диаметр сопел – от 0,4 мм;
- всегда имеют закрытые камеры построения.
Добавлю, что нити производятся из гранул, поэтому гранулы как конечный расходный материал всегда доступнее.⠀
Как достичь ровной поверхности при 3D-печати пластиками?
Гладкость моделей – ахиллесова пята FDM-печати. Если требуется ровная поверхность, изделие нуждается в ручной механической обработке и/или фрезеровании. Также, в зависимости от поставленных задач, используются шлифовка, полировка, окраска и другие методы.
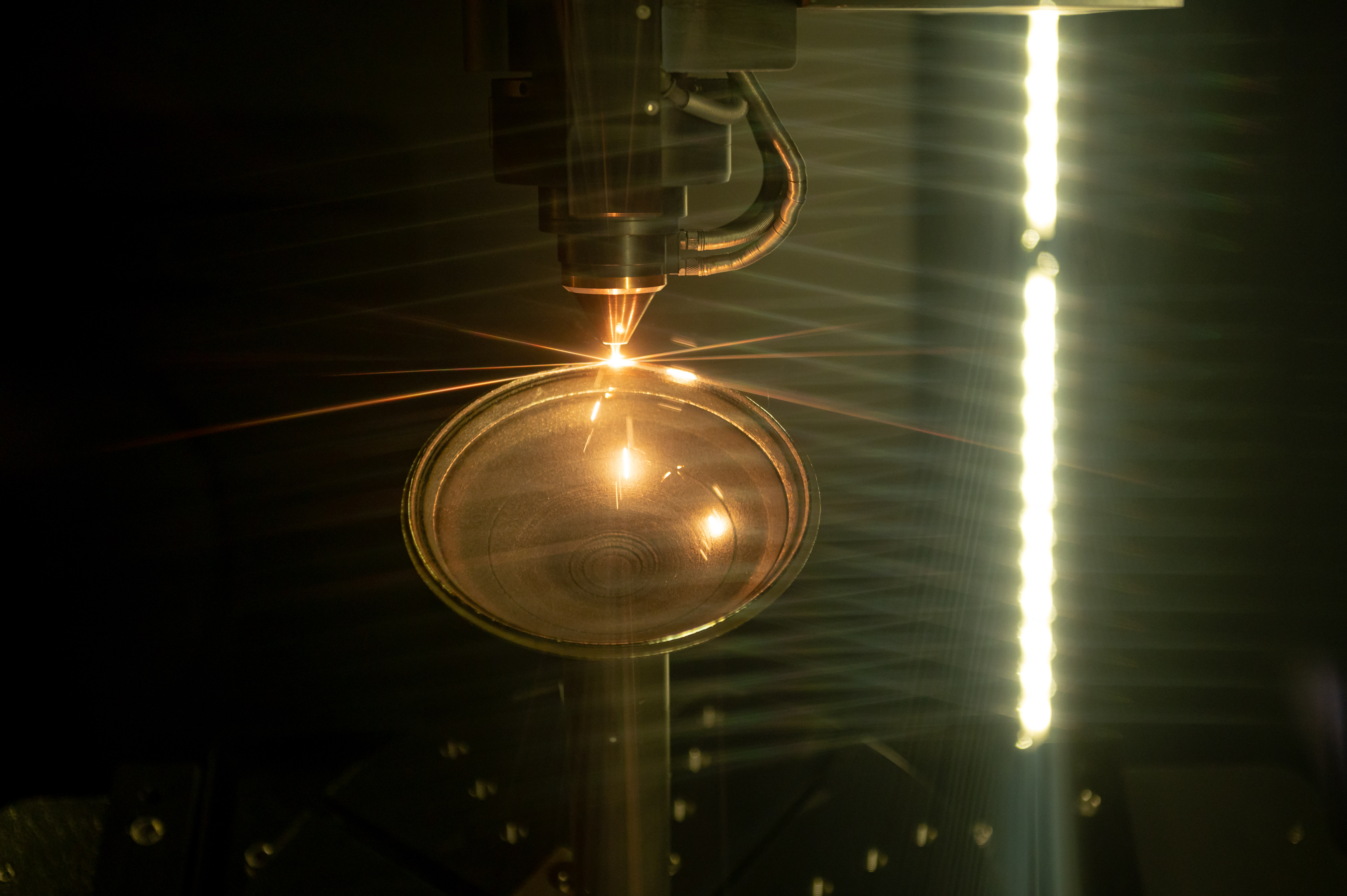
Для того чтобы упростить рабочий процесс и сэкономить расходы, выпускаются комбинированные решения – 3D-принтер на базе технологии прямой экструзии гранул полимера со встроенной системой постобработки. Пример такой установки – Super Discovery 3D Printer Workstation с камерой 1500 х 2000 х 1000 мм. На основе 3D-модели параллельно разрабатываются две программы, с некоторым запасом при печати. Модель печатается достаточно «жирным» слоем, и далее, запуская вторую управляющую программу, вы обрабатываете поверхность трехосевым фрезерным станком. Используя подобную систему «два в одном», вы получаете готовое изделие с требуемой гладкостью поверхности.В ролике показан процесс изготовления полусферы: сначала 3D-печать, затем трехосевая обработка фрезой
Какой пластик самый прочный? А какой обеспечивает максимальную твердость поверхности?
Самые жесткие материалы на сегодня – это ULTEM и PEEK. А твердость зависит от геометрии вашего изделия.
ULTEM (PEI) имеет невероятно широкий диапазон свойств и решает десятки различных задач – в пищевой промышленности, медицине, авиакосмической отрасли, при создании штамповой оснастки и выкладки композитных материалов.
PEEK и PEKK – тугоплавкие пластики, которые применяются в авиа- и судостроении. Максимально прочные и жесткие, в отдельных случаях могут быть альтернативой алюминию или даже титану, но легче металлов. Выдерживают высокие температуры (до 400 градусов).

Слева направо: изделия, напечатанные из пластиков PEEK Carbon, PET-HTC, PLA, TPU
Полипропилен (PP), нейлон, полилактид (PLA), полиэтилентерефталат (PET/PETG) – жесткие, крепкие материалы с высокой устойчивостью к трению. Подходят для изготовления шестеренок, кареток, направляющих. PLA и PETG – очень жесткие по структуре, неупругие полимеры, используются повсеместно вследствие доступности. Отличаются минимальной термической усадкой, печатать ими можно на максимальной скорости.
TPU, TPE – гибкие материалы, аналоги жесткого силикона или каучука.
Также стоит упомянуть полимеры для литейного производства – выплавляемый восковой WAX и выжигаемый PMMA. Что касается ABS, сегодня этот популярный пластик сам по себе уже не интересен. Имеет смысл использовать ABS-CF и ABS-PC – наполненные углеволокном или поликарбонатом. Дисперсия включена в нити или гранулы и таким образом армирует их.
Смотрите видеозапись выступления нашего эксперта на международной конференции «Индустрия-3D»:
Расскажите, пожалуйста, о создании поддержек в FDM-печати.
В большинстве аддитивных технологий поддерживающие структуры необходимы для выступающих элементов геометрии. В FDM используются два типа поддержек – нерастворимые и растворимые.
При помощи поддержек, растворимых в воде или иных жидкостях, можно воспроизвести абсолютно любую геометрию. Для их создания применяется материал, отличный от основного (например, для ABS или TPU требуется материал поддержки HIPS, для PLA – PVA), поэтому их можно использовать только в принтере с двумя и более экструдерами.
Нерастворимые поддержки печатаются тем же материалом, что и модель. Удалять их, разумеется, сложнее, и качество поверхности будет более низким. Но этот вариант в целом экономичнее, так как машины с одним экструдером стоят дешевле.

3D-печать с растворимыми поддержками дает возможность работать со сложнейшей геометрией. Отливать такое изделие не имеет смысла: здесь очень составная пресс-форма, а печатается такое изделие быстро.
⠀Какое программное обеспечение выбрать для подготовки модели к печати?
Очень важно иметь представление о ПО для аддитивного производства методом FDM. В большинстве других технологий 3D-печати используются закрытые системы настроек и собственное ПО. В FDM мы можем «поиграться» с параметрами и подобрать именно то, что нам нужно.
Вот три программы, которые я рекомендую использовать.
1. Simplify3D
Универсальное ПО, позволяющее разбивать печать на подпроцессы. К примеру, нижние 5 мм модели можно печатать со скоростью 60 мм/с, а верхние – со скоростью 30 мм/с. Это дает возможность где-то сэкономить время, где-то поменять температуру. Я успешно применял Simplify3D в своей практике.
2. Cura 4.2
Также универсальная программа, предлагает самое большое число настроек профилей. Несомненный плюс – ПО бесплатное.
3. KISSlicer
Программное обеспечение для продвинутых пользователей. Имеет не самый удобный интерфейс, множество настроек – на английском. Я бы рекомендовал использовать его для художественных объектов, так как есть много настроек для максимально качественной детализации внешней стенки.⠀
Есть ли опыт применения FDM-печати для создания запасных частей и материалов для обслуживания оборудования?
Опыт есть, и очень интересный. Если оборудование, для которого узловые соединения не продаются отдельно, выходит из строя, на помощь приходят 3D-технологии. Это особенно актуально для химической и нефтегазовой промышленности.
Так, компания «СИБУР Холдинг» готовит специалистов по 3D-сканированию и 3D-печати и открывает по всей России аддитивные центры для решения своих внутренних задач, в том числе аддитивного производства комплектующих по технологиям FDM, SLA и DMLS. Дефектные запчасти сканируются, выполняется реверс-инжиниринг, и здесь же печатаются новые изделия. Компания также выполняет проекты 3D-печати для сторонних заказчиков. Некоторые пластики типа PEEK, не говоря уже о фотополимерах и металлах, прекрасно взаимодействуют с различными химикатами и топливом.
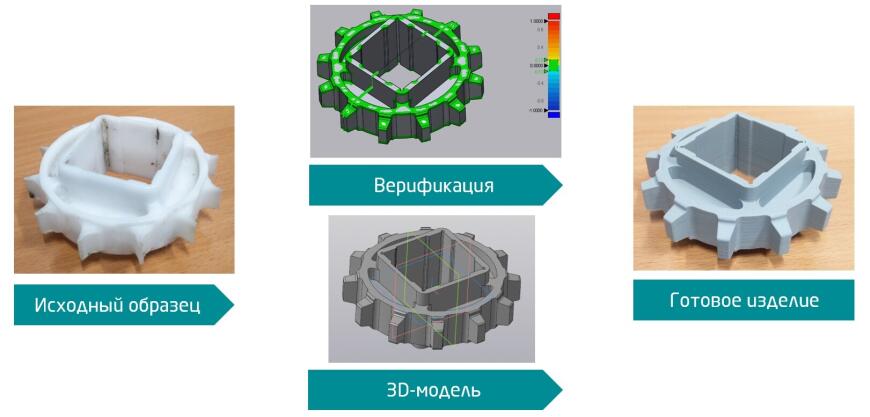
Зубчатое колесо конвейерной ленты (проект «СИБУР Холдинга»)
С помощью 3D-сканера и CAD-систем спроектирована 3D-модель для восстановления исходных геометрических размеров. Тестовая партия была изготовлена из ABS-пластика методом FDM-печати, пройдены успешные испытания.
Как бороться с термоусадкой материала при печати деталей больших размеров?
Как реализован подогрев платформы?
При нагреве до больших температур тепловые деформации в зоне размещения нагревателей будут больше, следовательно, платформа потеряет плоскостность, и это скажется на качестве изделия?
Вся платформа целиком усеяна нагревательными элементами, и тепло распределяется по ней равномерно. Деформируется платформа только тогда, когда ее температура выше определенной нормы. Это не настольный принтер, в котором алюминий толщиной 3 мм, и при 120 градусах он будет гнуться. В нашем случае алюминиевая плита очень массивная. Слои в таких установках достаточно «жирные», т.е. высота слоя примерно в 0,5 мм, поэтому высота слоя нивелирует минимальную деформацию, которая может образоваться на поверхности.
У вас есть вопросы по применению FDM-принтеров или по другим аспектам трехмерных технологий? Задайте их нашему эксперту онлайн!
Аддитивные технологии постепенно меняют промышленный уклад. Изделия, которые можно изготовить с помощью 3D-печати, становятся функциональнее и крупнее. Растет количество таких деталей в составе сложной техники. Все больше предприятий дополняют свое производство аддитивным оборудованием. 3D-принтеры позволяют экономить средства и время на изготовление деталей, они более экологичны, чем традиционные станки. На примере 3D-печати металлом, которая активно применяется на предприятиях Ростеха, рассказываем о преимуществах промышленных принтеров и принципе их работы.
Аддитивное производство на основе металла (от лат. addere «добавлять») – одна из наиболее быстро развивающихся технологий в обрабатывающей промышленности. Это способ создания деталей методом поэтапного добавления материала на основу, также называемый промышленной 3D-печатью. В отличие от традиционного производства (например, токарного или фрезеровочного), где от заготовки отсекается все лишнее, в аддитивном производстве объект, наоборот, постепенно создается из нужного материала, как бы выращивается. Основные сферы применения трехмерной печати металлом – прототипирование, авиакосмическая промышленность, машиностроение, изготовление инструментов, медицинских имплантов и т.д.
Основные преимущества 3D-печати металлом – возможность создания объектов сложных форм, снижение веса деталей без снижения прочности, более короткий срок производства, экономичность и экологичность метода. Действительно, 3D-принтеры работают с минимумом отходов, а специальные технологии очистки позволяют вторично использовать остатки исходных материалов.
Трехмерная печать металлом позволяет создавать сложные цельные конструкции. Это дает возможность исключить многие технологические операции, такие как сварка, сборка. 3D-печать позволяет объединить в одном узле 30-40 элементов без потери функциональности и создавать такие детали, которые получить на обычных станках просто невозможно.
Как работает 3D-принтер
3D-печать металлом – общее определение для ряда технологий. В целом так можно назвать любую технологию, когда металлический объект создается слой за слоем с помощью процессов спекания, плавления или сварки. Распространенным видом 3D-печати металлом является селективное лазерное сплавление (SLM, Selective laser melting), когда металлический порошок сплавляется с помощью мощного лазера. Рассмотрим работу промышленного принтера на примере этой технологии.
При использовании любого вида печати до начала работы с 3D-принтером по металлу нам нужна трехмерная модель изготавливаемой детали. Она создается с помощью программ САПР – систем автоматизированного проектирования. Затем цифровая модель переводится в стереолитографический формат STL и загружается в специальное программное обеспечение, которое делит модель на очень тонкие, толщиной от 20 до 100 мкм, горизонтальные слои, определяет необходимые опоры и проводит другие подготовительные работы.

Далее мы переходим непосредственно к самому принтеру. Камера устройства сначала заполняется инертным газом (например аргоном), чтобы минимизировать окисление металлического порошка, а затем нагревается до оптимальной температуры.
Тонкий слой металлического порошка распределяется по платформе построения, и лазер высокой мощности проходит с заданной скоростью поперечное сечение компонента, сплавляя металлические частицы вместе и создавая слой. Когда процесс сплавления завершен, платформа перемещается вниз на толщину одного слоя, а устройство распределяет еще один тонкий слой металлического порошка. Процесс повторяется до тех пор, пока деталь не будет построена полностью.
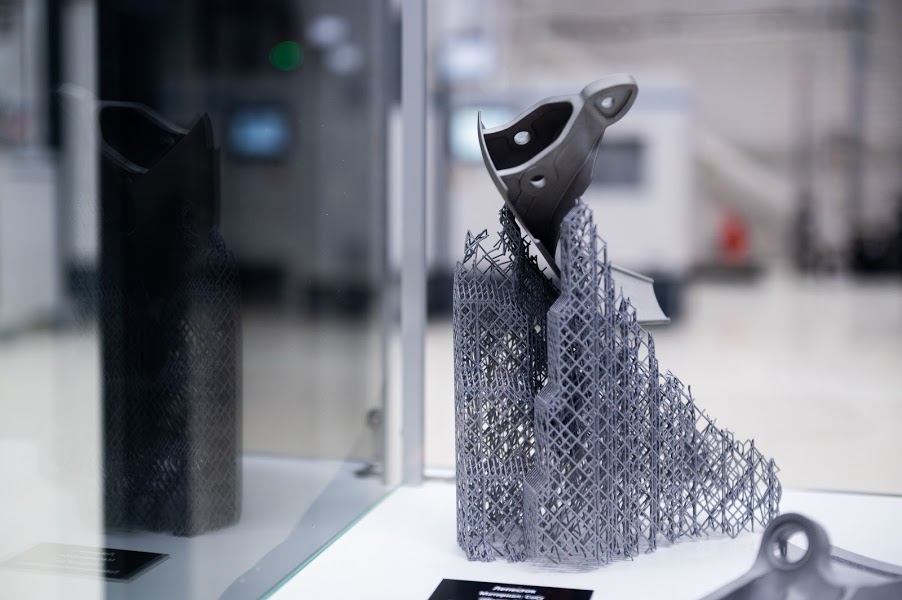
Детали, как правило, прикрепляются к платформе сборки через опорные конструкции − поддержки. Поддержка необходима для уменьшения деформации, которая может возникнуть из-за высоких температур обработки, а также отводит излишки тепла. В 3D-печати металлом поддержка изготавливается из того же материала, что и деталь, и обычно представляет собой ажурную конструкцию, которая удаляется после создания детали.
После завершения печати камера охлаждается до комнатной температуры, излишки порошка удаляются вручную. Затем деталь вместе с платформой извлекается из камеры, подвергается термообработке и механическим способом отделяется от платформы. После этого проводятся все необходимые действия по финишной обработке детали.
О Центре аддитивных технологий Ростеха
3D-печать металлом и другие виды аддитивного производства активно развиваются на предприятиях Госкорпорации. Интеграцией этих процессов в рамках Ростеха занимается Центр аддитивных технологий (ЦАТ), созданный на базе холдинговых корпораций авиационного комплекса. Акционерами организации выступают холдинги ОДК, «Технодинамика», КРЭТ и «Вертолеты России».
Центр работает уже более трех лет и сегодня является крупнейшим в России предприятием, специализирующимся на промышленной 3D-печати полного цикла. Здесь создаются детали для самых масштабных проектов отечественной авиации, таких как двигатели ПД-14, ПД-35, ВК-650В, ВК-1600В, вертолет «Ансат» и др.
![Демонстратор нового двигателя ВК-1600В готов к испытаниям]()
Двигатель-демонстратор ВК-1600В на МАКС-2021. Фото: Виктор Молодцов
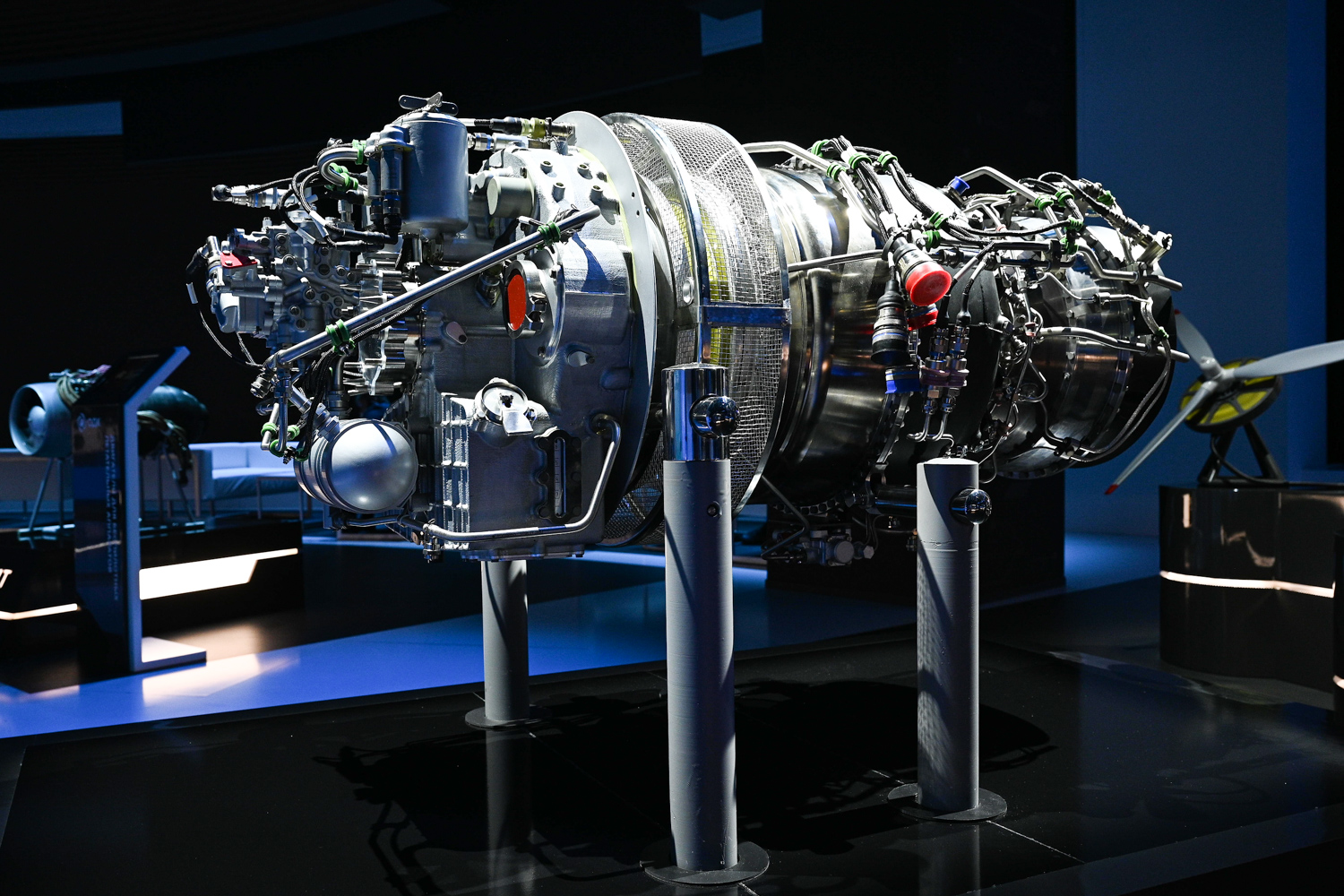
На недавно прошедшем в подмосковном Жуковском Международном авиакосмическом салоне МАКС-2021 было представлено сразу несколько разработок, использующих созданные в Центре детали. Одной из премьер салона стал двигатель-демонстратор ВК-1600В для вертолета Ка-62, около 10% деталей которого были напечатаны на 3D-принтере. А в двигателе-демонстраторе ВК-650В для вертолета Ка-226Т доля напечатанных в ЦАТ деталей составит уже около 15%. Также на МАКСе были продемонстрированы вертолеты Ми-8/17 и Ми-171А3, заготовки для деталей которых создавались силами Центра. В результате оптимизации удалось добиться сокращения до 30% массы деталей и на 50% уменьшить расчетное время финишной механической обработки в сравнении с традиционными методами.

Аддитивное производство за последние 7 лет получило невероятный толчок развития. Возможность создавать изделия сложных геометрических конфигураций открыло перед трехмерной печатью дорогу в промышленные и научные сферы. Модели, построенные по цифровым аналогам, не уступают по качеству традиционным деталям. Стоит ли утверждать, что за такой инновационной технологией стоит будущее? Попробуем проанализировать все факты и разобраться о перспективах технологии 3D-печати.
В этой статье будет рассказано о том, где и как применяется 3D-печать в промышленной сфере. Сумеет ли она заменить традиционные механические способы обработки или останется полем для тестирования? Прочитайте статью до конца и получите ответы на эти вопросы.
Цены на 3D- принтеры
Какие принципы лежат в основе работы 3D-притнера?
Работа промышленного 3D-принтера строится на обработке трехмерных графических файлов с геометрическими параметрами будущего объекта. Создаются они инженерами вручную на компьютере или путем сканирования реальных прототипов.

Устройство обрабатывает данные с файлов и формирует структуру из слоев жидкого, порошкообразного или листового материала. Будущая деталь образуется последовательным соединением слоев через поперечные сечения. Каждый микрон поверхности соответствует виртуальным параметрам графической модели и сплавляется воедино в цельную модель готовой формы.
В каких отраслях применяется трехмерное производство?
Технология 3D-печати стала противоположностью привычным фрезеровальным и режущим станкам. В стандартном производстве детали формируется путем удаления лишних слоев. В 3D-принтерах ситуация строится противоположным способом. Здесь отсутствуют отходы материалов и достигается максимальная точность изготовления. Именно это позволяет коммерческим предприятиям и заводам обращать все большее внимание на экономически выгодную технологию производства.
Трехмерная печать успешно закрепились в 5 отраслях:
- строительной;
- автомобильной;
- аэрокосмической;
- медицинской;
- военной.
Связанно это с тем, что методика позволяет создавать геометрические формы неограниченной сложности. Таких результатов невозможно достичь с ограниченностью стандартного производственного оборудования. Перед инженерами и конструкторами открываются новые возможности и перспективы развития революционных технологий. Но какие материалы получается обрабатывать?
Из каких материалов делаются изделия на 3D-принтерах?
К 2017 году для аддитивного производства в промышленной сфере доступно больше 10 методов. Отличаются они технологией формирования слоев и обрабатываемых материалов. Каждый отдельный способ открывает возможности создания моделей из термопластиков или даже титановых сплавов.
Рассмотрим детально 5 основных методик:
- Моделирование методом послойного наплавления. Экструзионная методика позволяет использовать для работы термопластики, включая полилактиды.
- Моделирование форм методом электронно-лучевой плавки. Проволочный и порошковый методы дают возможность создавать изделия из большинства стандартных сплавов металла.
- Прямое лазерное спекание металлов. Технология порошкового метода позволяет создавать титановые сплавы, которые отличаются высочайшей прочностью и свойствами
- Выборочная лазерная плавка. Кроме титановых изделий можно создавать объекты из сплавов кобальт-хрома, нержавеющей стали и алюминия. Изделия отличаются высокой плотностью и не уступают механически обработанным аналогам.
- Выборочное лазерное спекание. Методика вместе с металлами позволяет изготавливать модели из полистирола, армированного стекловолокна, полиамидов и армированного углеволокна.

С 3D-технологией промышленное производство получило возможности значительно ускорить рабочие процессы, а затраты на реализацию готового изделия снизить в разы.
Перспективы и инновационные разработки на 3D-принтерах
Современные гиганты промышленной индустрии давно взяли себе на вооружение технологию 3D-печати. Если останавливаться подробнее, то стоит отметить достижения отдельных компаний.
В 2015 году General Electric успешно запустило производство сопел для ракетных двигателей. Крупногабаритные принтеры выпускают инновационную продукцию для двигателей нового поколения из композитного углеродного волокна и композитов с керамической матрицей (CMC). Этапы тестирований уже доказали, что полученные сопла в 5 раз прочнее предшественников. Достигается это за счет того, что конструкция имеет цельную монолитную форму. Больше не требуется собирать детали из 30 отдельных частей и постоянно добавлять сварные швы и припои.
Британская компания Rolls-Royce использует 3D-технологию для создания авиадвигателей, наравне с другими авиастроителями. С помощью инновационных методик запущен процесс создания отдельных элементов и деталей для двигателей. Руководители проектов видят перспективы и говорят о возможностях экспериментировать с параметрами изготавливаемых конструкций. Принтеры позволяют легко изменить геометрические параметры деталей, не меняя при этом всю производственную линию.
Аналогичным образом используют аддитивные технологии трехмерной печати компании NASA и AirBus. Если последняя использует принтеры для изготовления авиационных деталей, то космический гигант нацелен на покорение космоса. В 2016 году был запущен проект Sinterhab, который позволит «печатать» базы прямо на поверхности луны. В качестве строительного материала будет использоваться лунный реголит, из которого будут создавать цельные строительные блоки. NASA также рассматривает перспективы автономной печати ремонтных частей и деталей прямо с орбиты корабля. В будущем на этом планируется сэкономить миллиарды вместо затратных транспортировок грузовых шатлов.
Будущее уже наступило. Применение 3D-принтеров в коммерческой сфере
Самое главное – технология трехмерной печати уже доступна обычным коммерческим предприятиям. Если раньше позволить себе крупногабаритный 3D-принтер могли только крупные компании, то сейчас стоимость оборудования доступна и обычным фабрикам. Средняя цена промышленного принтера находится в диапазоне от 5000 до 15000$.

На рынке промышленного оборудования в свободном доступе уже представлены свыше 100 моделей. Основные отличия заключаются в размерах печатных изделий, материалах для изготовления, скорости создания и технологии нанесения слоев.
- 3D-принтерыBetAbramиWinSun. Используются в строительных компаниях для создания настоящих полноразмерных домов. Проекты пользуются большой популярностью в Европе и Америке. Он создает отдельные элементы для каркасных домов со сложной архитектурной формой.
- 3D-принтерConcept Laser X-Line 2000R. Позволяет плавить металл и создавать из него промышленные компоненты для деталей машиностроения. Полученные изделия ничем не отличаются по свойствам от деталей, сделанных на обычных станках. При этом скорость производства увеличивается на 35%.
- 3D-принтерStratasys Rortus 900mc. С его помощью компании создают сверхточные детали, инструменты и прототипы для других заводов. Методика позволяет изготавливать сверхточные шаблоны для литейного производства, запчасти и прототипы многих устройств.
Если обобщить информацию, то появляется смелый вывод. 3D-печать нашла активное применение в промышленности. Технология была доступна еще 30 лет назад, но высокая себестоимость не позволяла предприятиям в полной мере использовать возможности аддитивных разработок. Результаты 2017 года говорят о том, что промышленная 3D-печать не остановиться на достигнутом, а станет революционным методом в решении сложных инженерных задач.
Видео 3-D печать металлом
Читайте также: