
Чем заправляют 3д принтер
Мой первый пост, не судите строго.
Много читаю статей здесь и в соц сетях, о том, что купить, где, а почему то или иное. И решил немного собрать все в кучку, кратко и по сути.
Какое устройство выбрать?
Всё просто, если Вы хотите бизнес построить смотрите на готовые устройства заводской сборки - они как правило хорошо собраны, часто "работают из коробки" (но не всегда, как в моем случае), есть адекватные люди в тех поддержке, которые 90% проблем знают как решить, ну а кроме того эти устройства очень хорошо печатают.
Если руки не из жопы и мало денег, то добро пожаловать в reprap проекты, есть полностью открытые. Самый дешёвый вариант, вполне хорошее качество печати. Готовьтесь что этот принтер Вы будете строить все время, каждый раз что-то новое придумывается обществом или создателем принтера, и у Вас уже есть принтер нормально печатающий, но Вы себя ловите на том как покупаете новые платы на али или заказываете японские подшипники, и это невозможно остановить, только если продать принтер.
Всем остальным, желающим печатать бирюльки берите б/у принтеры, многие из них доведены до ума, и прослужат для Вас достаточно. И деньги сэкономите, и не получите головную боль от не работающего принтера.
На сегодняшний день их огромное количество, каждый из них по своему хорош и плох. В общем и целом, если у Вас открытый принтер то смело берём Pla, Sbs (он же ватсон), ПЭТГ, тотал cf-5 и большая часть арт пластиков типа имитация дерева, меди, бронзы, так как они сделаны на основе Pla. Все эти материалы самые простые и лёгкие в печати, с маленькой усадкой, требуют охлаждения. В общем Pla жёсткий, но термически не стабилен (после 60 начинает плыть), поэтому применения бытовое, шестерни печатать только для образца, в работе при первой же нагрузке съест зубья. СБС отличный материал для прототипов, одна небезызвестная компания делала имитацию стеклянных бутылок с идеально прозрачными стенками (в один проход с обработкой d-лимоненом). ПЭТГ крутой материал, минимум усадки, бешеная межслойная адгезия, в ряде случаев можно делать шестерни, будут жить, вообще хороший материал на замену ПЛА и Абс, вроде термически не стабилен с 90 градусов (но это не точно). Тотал cf-5 крутой материал, на основе полиуретана с добавлениями углеволокна. Прочный материал, можно делать не нагруженные и средненагруженные шестерни, идеально подходит для роликов работающих на трение качения. Соплом 0,4-0,5 печатается, меньше затруднительно, забивает сопло. Да и он очень хорошо "рассверливает" сопло - углеволокно агрессивно к латуни, выход ставить нержавейку (сопла).
Для закрытых принтеров подходят все вышеперечисленные и другие более вредные материалы, такие как АБС, АСА, нейлон. Все при нагревании источают вредные запахи, имеют большую усадку. Если начнёте печатать из этих материалов на открытом принтере Вас постигнет деламинация - растрескивание, загибание, отрывание детали от стола. Основная причина изменения размеров пластика из-за резкого остывания пластика, он сжимается и либо рвёт в местах слабого спекания, либо тянет, термокамера снижает это пагубное влияние. Абс для промышленных деталей, корпуса, рычажки все, что не сильно нагружено, пластик боится лютых морозов ниже 30 и ультрафиолета (от последнего можно защититься защитным лаком). АСА улучшенный абс с меньшим значением усадки и стоек к ультрафиолету. Нейлон самый капризный, температуру подбирать экспериментально, от 240 до 265, нужно обязательно сушить, даже если Вы только распаковали его, дикая усадка, для внешних размеров на 0,1-0,2 мм, для отверстий на 0,4-0,5 мм (все это нужно держать в голове при моделирование. Обязательно перед началом использования печатайте кубики, и разламывайте их кусачками, когда будет монолитная структура (не слоистая), значит можно смело печатать на этой температуре высоконагруженные шестерни.
К каждой детали подходите продумывая, в каких условиях она будет работать, жить и в зависимости от этого подбирайте материал, очень часто мы сначала печатаем из дешёвого пластика (абс, Пла), сверяем визуально детали, обмеряем, а потом уже печатаем из нейлона или ПЕТГ, тотала, это позволяет избежать некоторых ошибок и растрат на дорогостоящий материал.
Есть ещё ряд материалов с интересными свойствами, например флексы и резиноподобные материалы, воск и пмма (служат для изготовления литьевых форм), всякие токопроводящие, ультраны, поликарбонат, о них в следующий раз (по ним не так много опыта).
Адгезия
Как люди только не извращаются с решением слабой адгезии,используют пиво, воду сахаром, пва, лак для волос, клей карандаш, растворы абс в ацетоне, ультрабазы всякие (последние не пробовал). Для меня есть 2 адекватных средства - клей для 3д печати, самый дешёвый уфимский около 400 р за 0,5 л спрей, они одни из первых его начали делать. Держит все кроме нейлона, этот не держится даже на плоту. Нейлон держит только клей бф-2 со спиртом (пропорция 1:3). Естественно все это наносится на стекло или зеркало (кому как удобнее), мы имеем 2-3 стекла, с заранее нанесенными средствами, и после печати просто меняем стекла. Детали сами отходят от стекла при температуре где-то 40-50 градусов. Клей для 3д печати смывается водой, его хватает на 2-3 распечатки, бф-2 нужно замачивать в тёплой воде, тогда отходит плёнкой, засохший клей ничего не берет, ни спирт, ни ацетон, ни сольвентом, только замачивание.
Очень часто проблема адгезии бывает в малом зазоре между соплом и столом (стеклом). Я калибрую по бумажке, по 4 точкам при каждой смене с абс на пла (разная температура стола, разное расширение основы стола от нагрева), так чтобы бумажка скреблась об сопло и двигалась с минимальными затруднениями. Это приводит к тому что первый слой немного раздавливается, и хорошо липнет к основе.
Директ или боуден
Боуден система с вынесенным двигателем и механизмом подачи, директ - с двигателем и механизмом на голове.
У меня нет опреденного ответа, 3 принтера с боуден системой и один с директом. На одном принтере с боуден подачей я печатал всеми пластиками, в том числе и флексами, но воск для литьевки он не смог затолкать. На директе с этим проще.
Бытует мнение что на боуденах можно печатать с большой скоростью, а на директах нельзя, не знаю не проверял.
Скорость печати 100 мм/с и более
Мне никогда непонятны были эти заголовки, куда Вы так спешите, зачем Вам такая скорость, как Вы боретесь с инерцией. Всегда печатали на скорости 50-60 для абс, Пла, нейлон 40, флексы 20-30. Мне нужна качественная, ровная, заполненная деталь, пусть больше времени, но нормальная.
3д печать как бизнес
Пассивное увеличение заказов
Тут подразумеваются различные способы рекламы.
Первое что, Мы сделали, это создали группу в вк, в ней есть вся контактная информация, есть примеры работы, и периодически мы добавляем свои работы в группу. Группа приносит периодически клиентов, половина из них неадекваты. Следом зарегистрировались в справочниках - яндекс, гугл и др. С отражением на карте, это работает, люди ищут, и даже бесплатная версия выкидывает нас периодически в топ. Пока этого достаточно. Объявления на авито/юла, люди периодически звонят, говорят "звоню по объявлению", так что отметать нельзя. И сайт, он нужен чисто для галочки, и работает как визитка, причём желательно чтоб на своём домене, выглядит более серьёзно. Если везде публиковать информацию, чётко, проблема-решение, и фото. То постепенно (у нас 2 года), это приносит стабильную занятость, но до прибыльности далековато. Но опыт сам по себе не появится.
Пока наверное всё, если кому-то понравится, можно будет пройтись подробнее по материалам, слайсерам, принтерам, разберём жизненные (3д печатные) ситуации.
Полимерные материалы
Для послойного создания трёхмерных объектов по их математической модели удобнее всего применять пластик. Он сравнительно легко плавится и быстро застывает, его нетрудно выдавливать из экструдера. Трёхмерные принтеры используют в своей работе следующие сорта этого материала:
- ABS-пластик. Обладает значительной механической прочностью. Отпечатанные из такого материала объекты практически не поддаются сжатию. Поверхность материала блестящая, причем яркость поддаётся регулировке. В то же время в качестве диэлектрика ABS-пластик очень плох. Кроме того, он чувствителен к воздействию ультрафиолета.
- PVA, или поливинилацетат. Используется как вспомогательный материал, представляет собой вариацию известного клея ПВА.
- Нейлон. Прочный и относительно тугоплавкий полимер. Его обычно применяют, если нужно напечатать какие-нибудь рычаги или шестерни. Основной недостаток нейлона – токсичность.
- PLA, он же полилактид. Его делают из биоотходов, благодаря чему материал получился довольно «экологичным». Он удобен для изготовления детских игрушек, но неустойчив к износу. Поверхность отпечатанных из PLA изделий скользкая, трение минимально.
- PETG - разновидность PET (полиэтилентерефталата), Один из самых популярных пластиков для 3д принтеров, им легко печатать как PLA, но при этом он такой же крепкий как ABS
- TPU/FLEX - другими словами резина.
- WOOD - обычно на основе PLA содержит древесную пыль при печати или поджоге пахнет деревом.
- Содержащие металлическую пыль так же как и в случае с WOOD на основе какого либо пластика.
Отдельно стоит упомянуть про фотополимеры. Они широко используются в стоматологии, в том числе при изготовлении коронок и зубных вкладок. Применение трёхмерных принтеров заметно снизило себестоимость таких работ, несмотря даже на то, что цена самих фотополимеров остаётся внушительной.
Металл и бетон
Полимеры обладают многими достоинствами, однако их прочность и уровень стойкости к воздействию высоких температур часто оказываются недостаточными. И если бюджетные 3D-принтеры могут использовать только пластик, то их более мощные «собратья» работают и с другими материалами. В частности, уже сегодня применяется металлический порошок. Исходным «сырьём» становится алюминий, медь и даже золото.
Самые крупные трёхмерные принтеры задействованы в строительстве. В этом случае расходным материалом может стать, например, бетон или выдавленный через экструдер расплавленный песок.
Для тех, кто планирует покупку трехмерного принтера или только задумывается о подобном приобретении, достаточно остро стоит вопрос обслуживания данного устройства. Ведь именно от его сложности и стоимости в основном и зависит принятие такого решения. В этой статье мы постараемся поподробнее разобраться с тем, какие материалы и знания необходимы пользователю для обеспечения работы 3D принтера.
Материалы, используемые для трехмерной печати
- АВС-пластик – данное название является упрощенным вариантом, так как химики именуют данное вещество акрилонитрилбутадиенстиролом. Такой материал отличается высокой прочностью и достаточным уровнем эластичности. В сфере трехмерной печати широко применяется порошковая смесь из АВС-пластика, когда объемные изделия выполняются методом заливки экструдируемого расплава. Пластик для 3D принтера является одним из наиболее долговечных производственных материалов, но под воздействием солнечных лучей он быстро разрушается. Такой материал совершенно не подходит для воссоздания прозрачных предметов. Пластик для 3D принтера купить можно в специализированных магазинах или заказать через интернет.

Рис. 1. Катушки разноцветного пластика АВС

Рис. 2. Материал поликапрлактон

Рис. 3. Полиэтилен низкого давления
Чем заправлять 3D принтер
Процесс заправки трехмерного принтера мало чем отличается от обычного двумерного устройства печати струйного типа. Стоит отметить, что «чернила» 3D принтерам хватает надолго, поэтому проводить такую процедуру часто вам не придется. Отвечая на вопрос, чем заправлять 3D принтер, стоит в первую очередь задуматься о цели использования данного устройства. Наиболее востребованным материалом всегда был и остается пластик для 3D принтера, купить который можно либо в специализированных магазинах, либо в интернете на сайтах производителей.
Заправляют трехмерное устройство печати и другими веществами, всё зависит от создаваемого объекта. Сегодня уже известны кулинарные 3D принтеры, которые заправляются пищевыми продуктами. Некоторые трехмерные устройства на основе стволовых клеток человеческого или животного происхождения воссоздают самые настоящие живые органы, готовые к пересадке. Понятное дело, что пластик для 3D принтера, производящего детали машин и металлоконструкций, не подойдет. Промышленные устройства объемной печати вообще могут «питаться» любыми материалами, а более простые агрегаты работают с ограниченным количеством веществ.
Как правило, струйный 3D принтер продают в комплекте с катушкой специализированного пластика и набором необходимых инструментов. В зависимости от того, сколько стоит 3D принтер, такие наборы могут быть достаточно впечатляющими или состоять только из самых необходимых элементов. Три рабочие платформы и специальные перчатки для безопасной эксплуатации аппаратов также нередко входят в данный комплект. Кроме того, каждая отдельная модель трехмерного печатного аппарата снабжена подробной инструкцией, в которой с помощью детального описания устройства и наглядных картинок объясняется процесс заправки агрегата и многие другие полезные моменты.
Программное обеспечение трехмерных принтеров
Само по себе устройство объемной печати работать не сможет, так как все процессы, происходящие в рабочей камере такого принтера, основаны на том или ином программном средстве. Специфика его работы заключается в том, что оно должно спроектировать объемное изображение или фигуру вместо плоской картинки. Более того, модели для 3D принтера должны представлять собой идеальную виртуальную версию будущего объекта, ведь именно ими и будет руководствоваться трехмерный принтер в дальнейшем. Каждая деталь и утонченный контур должны быть выполнены с максимальной точностью, так как от этого зависит качество производства.
Независимо от того, сколько стоит 3D принтер, он в любом случае нуждается в программном обеспечении, которое в свою очередь подразделяется на несколько видов:
- Программы для управления работой принтера;
- Трехмерные редакторы, которые отвечают за выполнение устройством конкретных заданий.
Важно, чтобы данные программы были выполнены в соответствии с существующими нормами и стандартами. От этого будет зависеть то, как собственно работает 3D принтер, изделия, а точнее их качество и точность, и многое другое. Среди наиболее важных особенностей такого программного обеспечения стоит отметить форматы данных, которые они должны читать и редактировать:
- STL – специализированный язык программирования, который для описания плоскостей заданного объекта пользуется треугольниками;
- X3D – этот язык основывается на так называемом стандарте XML, согласно которому отсчет ведется от заранее указанных данных профиля;
- VRML – за основу берутся треугольники, не имеющие совместных вершин.
Создание трехмерных фигур с помощью объемной печати начинается с того, что формируются STL модели для 3D принтера. Они снабжают оператора системы всей необходимой информацией о создаваемом объекте. Разработка STL модели для 3D принтера, как правило, ведется с помощью CAD программ. Надо сказать, что такое программное обеспечение стоит довольно дорого. Если хороший 3D принтер купить по невысокой стоимости может быть достаточно сложно, то с подобным программным обеспечением наблюдается немного другая картина. Конечно же, когда речь идет о масштабном производстве, нет смысла экономить на специализированных программах. Однако большую часть необходимых функций может выполнить и бесплатное приложение Google SketchUp.
Трехмерный редактор Google SketchUp
Как показывает практика, использование данной программы прекрасно подойдет для работы портативных и даже некоторых профессиональных трехмерных принтеров. Её особенность заключается в том, что все модели создаются в родном для программы формате, но по окончании всех работ они конвертируются в STL. Программное обеспечение от Google SketchUp отличается удобным интерфейсом и целым рядом результативных рабочих инструментов, благодаря которым работа 3D принтера в значительной мере упрощается:
- Имеется специальный программный инструмент, способный всего в несколько кликов превратить плоскую поверхность в объемное изображение.
- Высокая точность соблюдения внесенных данных и параметров позволяет создавать 3D принтер изделия с максимальным уровнем соответствия виртуальной модели полученному изделию.
- Данное программное средство поддерживает совместную работу со многими другими программами, например, AutoCAD, откуда можно переносить различные геометрические характеристики создаваемого предмета.
- При необходимости для преобразования двумерной плоскости в объемную фигуру можно воспользоваться функцией «выдавливания», что идеально подходит для 3D принтера, работающего на принципе экструзии.
- Пользователь может посмотреть, как выглядит та или иная часть создаваемой фигуры в разрезе.
- Еще одной интересной и востребованной функцией данного редактора можно считать расширенные возможности оператора по просмотру и отображению моделей. Любой избранный вид можно сохранить в отдельную папку, а также вращать полученную модель в самых разных плоскостях.
- Произвести внутренний осмотр воспроизводимого объекта можно абсолютно на любом этапе работы.
- С помощью этой программы можно создавать масштабные макеты с самыми различными элементами. Каждому такому участку можно присвоить отдельные параметры и физические качества. Подобные модели для 3D принтера вы можете увидеть на рисунке ниже.
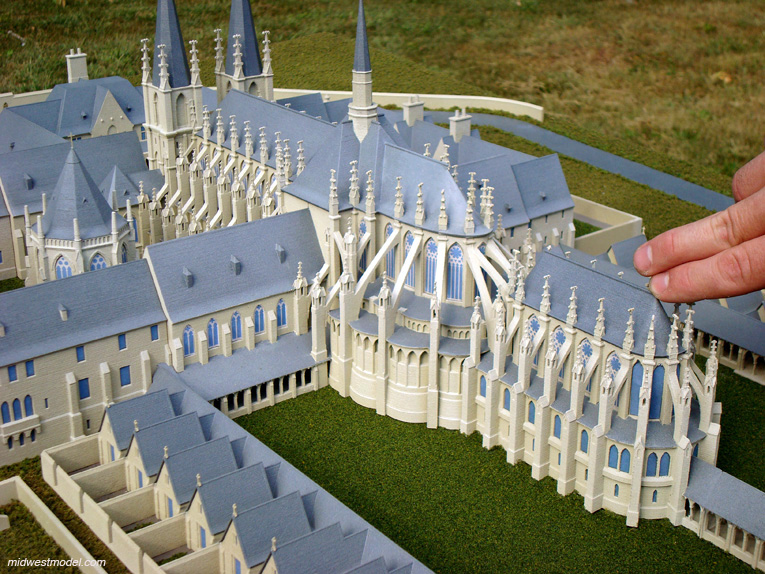
Рис. 4. Макет замка, выполненный с помощью трехмерного принтера
Наиболее популярные 3D редакторы современности
Кроме Google SketchUp существует еще немало полезных программ для осуществления трехмерной печати, которые соответствуют всем требуемым стандартам. Мы уже разобрались с тем, что 3D принтер купить значит сделать лишь половину дела. На сегодняшний день разработано достаточно много программных средств, которые помогают упростить и контролировать 3D печать:
- ZPrint – достаточно неплохая программка для объемной печати, обладающая стандартным набором функций. Поддерживает работу трехмерных принтеров производства Z-Corporation.
- ZEdit – с таким программным обеспечением возможности пользователя становятся намного шире благодаря дополнительным сервисам:
- Materialise Magics – служба, которая ведет контроль появления дефектов в изделиях и помогает устранить их. Исправление ошибок происходит еще на этапе воссоздания виртуальной модели. Если же STL модели для 3D принтера загружаются в программу в уже готовом виде, она также способна проанализировать их на наличие ошибок и неисправностей.
- Tinkercad – такая программка позволяет человеку воссоздать желаемый объект прямо в своем браузере, без необходимости установки того или иного приложения. Она работает с сами разными 3D принтерами, а также поддерживает мобильные устройства или планшеты. Что касается стоимости использования такого обеспечения, то оно совершенно бесплатное для любого пользователя.
- SolidWorks Standart – интересный рабочий инструмент позволяющий пользователю смоделировать объект или совокупность объектов различного уровня сложности. Разрешает планирование фигур и предметов с учетом характеристик будущих используемых материалов, например, металлоконструкции или пластмассовые детали. Считается одним из наиболее удобных программных средств в своей сфере и отличается простотой управления.
- OpenSCAD – специализированный рабочий инструмент, занимающийся исключительно изготовлением твердотельных объемных предметов и фигур. Данная технология чаще всего используется для проектирования и производства деталей автомобилей и самолетов. Поддерживает 3D принтеры, работающие на принципе экструзии.
- Компас 3D – универсальное программное обеспечение, которому нашлось применение главным образом в сфере моделирования коммуникаций. Программа позволяет одновременно вести наблюдение за изменением и работой каждого отдельного элемента системы, воссоздавать масштабные действующие макеты целых зданий или сложных машин, а в дальнейшем осуществлять их непосредственное строительство. Современные системы снабжения электроэнергией в большинстве случаев используют данное программное средство. С ним может работать практически любой 3D принтер, фото указанное ниже познакомит вас возможностями такой программы более подробно.
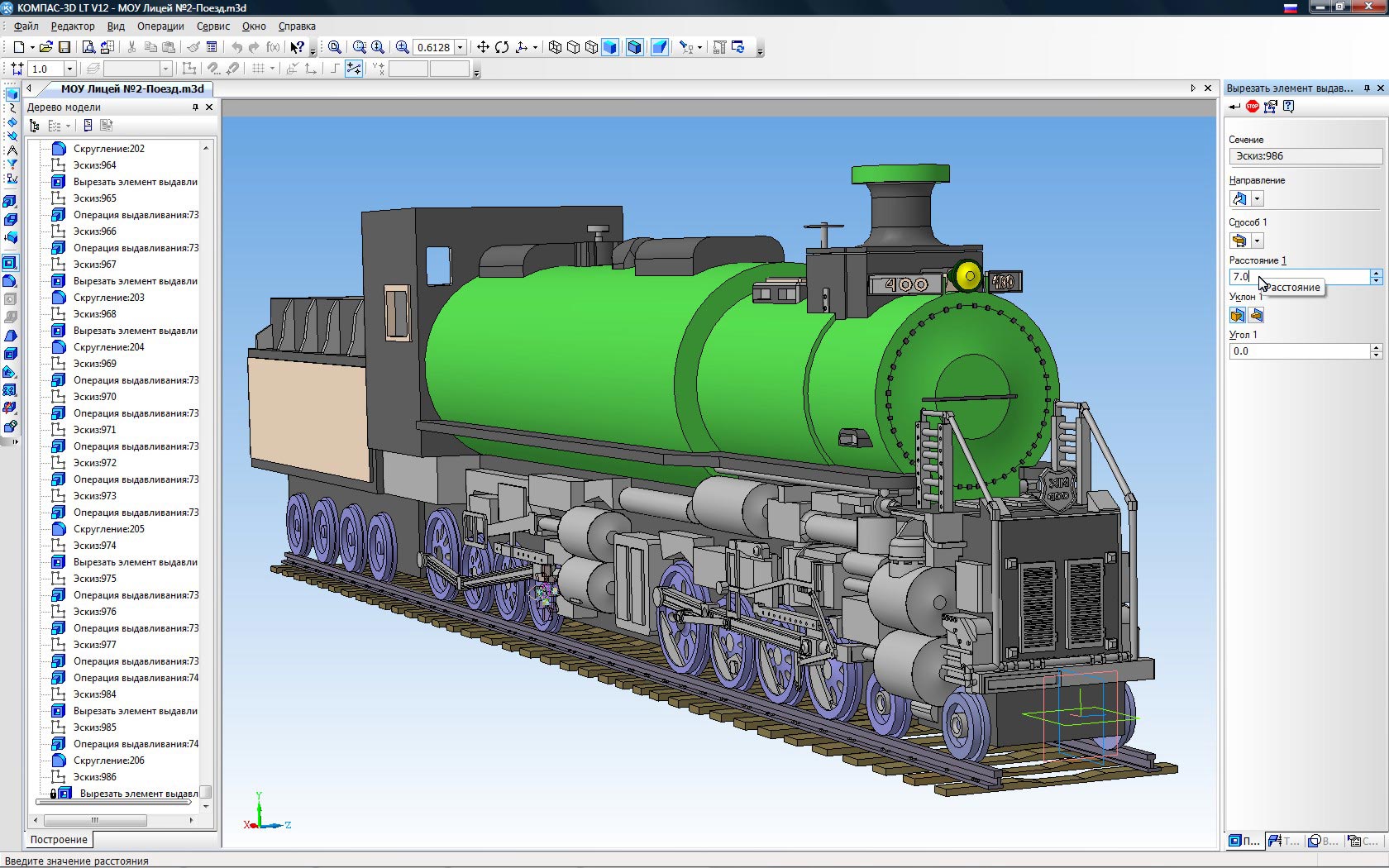
Рис. 5. Построение объемной модели в программе Компас 3D

Рис. 6. Промышленный 3D принтер
Человеку, который пытается подобрать подходящий трехмерный принтер для своего дела, стоит обратить внимание и на возможности программного средства, которые могли бы максимально удовлетворить его потребностям, ведь именно от него и будет зависеть качество и скорость выполнения будущих задач. Эффективность работы 3D принтера главным образом зависит от выбранного пользователем программного обеспечения.
Современная 3D-печать позволяет создавать предметы и модели удивительной сложности. Однако процесс требует опыта и знаний. Неправильное обслуживание оборудования, в том числе и смена пластиковой нити в случае необходимости, может повредить устройство или привести к потере качества при печати изделий. Для того чтобы подобная проблема не возникала, необходимо тщательно изучить нюансы процедуры перед тем, как приступить к смене филамента. Как правило, для домашней 3D-печати применяется пластик, которому производители придали форму нити, поставляемый в катушках. Именно о замене этого типа материалов и пойдет речь в нашей статье.
Как подготовить 3D-принтер к замене пластика?
Так как заправка – одна из самых сложных задач при трехмерной печати, ей стоит уделить повышенное внимание.
Ключевой задачей пользователя, которому необходимо сменить катушечный филамент в своем 3D-принтере, является подготовка устройства. Подготовка принтера должна осуществляться в строго определенном порядке:
- В первую очередь следует убедиться в том, что устройство подключено к компьютеру USB-кабелем. Необходимо проверить то, насколько плотно шнур вставлен в гнезда входа, а затем проверить работу устройства и его «видимость» для системы.
- С помощью управляющей панели 3D-принтера запустить прогрев устройства до рабочей температуры. Удалить старый филамент из неразогретого принтера практически невозможно, не повредив при этом механизм.
- После того как принтер будет достаточно разогрет, следует осмотреть выходное отверстие экструдера на предмет видимых повреждений и чрезмерных подтеков, а также подготовить необходимые для смены катушки материалы и инструменты.
Как извлечь пластик?
При смене филамента большинство поломок происходит в момент удаления остатков старой пластиковой нити из рабочей головки экструдера.
ВАЖНО! Удаление остатков филамента можно производить только после того, как принтер достаточно нагреется. В противном случае рабочий механизм может быть поврежден, а качество печати заметно снизится.
Для того чтобы удалить нить из экструдера, потребуется:
- Включить нагрев 3D-принтера.
- Дождаться достижения необходимой температуры. Параметры температурного режима должны быть выставлены исходя из характеристик сменяемого и заправляемого материалов. Например, пластики ABS и PLA имеют разные температуры плавления, поэтом замену необходимо производить предельно быстро. При воздействии повышенной температуры PLA быстро деформируется и может забить сопло.
- Далее, если установленное программное обеспечение поддерживает функцию обратного хода, необходимо запустить эту опцию и дождаться выхода нити из соответствующего отверстия.
- Если софт не имеет функции обратного хода, необходимо вручную очистить канал, максимально близко к выходному отверстию обрезав старую нить и вставив новую.
- В ходе прогона пластик со старой катушки постепенно выйдет из сопла экструдера, и его место займет новый филамент.
ВАЖНО! В момент, когда старый материал во время прогона сменяется новым, рекомендуется отрегулировать температуру нагрева головки, исходя из характеристик нового пластика.

Замена пластика
Для того чтобы заменить старую пластиковую нить в экструдере на новый материал, необходимо:
Возобновление работы
Для того чтобы возобновить работу после смены катушки с филаментом, необходимо вернуть 3D-принтер в исходное положение. Для этого потребуется повторно воспользоваться разделом управляющей панели RepetierHost и командой Home.
В том случае, если все действия были выполнены верно, печать может быть возобновлена.
Технология 3D-печати открыла новые возможности для пользователей по всему миру. Но оборудование, позволяющее осуществлять трехмерную печать, требует тщательной настройки и грамотного обслуживания. Замена катушечного филамента – важный этап работы. При смене пластиковой нити необходимо четко следовать рекомендациям производителя. Это позволит избежать множества ошибок, которые могут происходить из-за неправильной смены пластика, и некачественной печати впоследствии.
Недавно я стал владельцем 3D-принтера, до этого практически ничего не зная о 3D-печати, поэтому и решил поделиться своим опытом с такими же «чайниками», людьми, далекими от этой технологии. Моя статья предназначена именно и только для таких людей; советы же “3D-печатников» со стажем для начинающих могут оказаться бесполезными, в силу их сложности или определенной специфики. Я думаю, что мой пост, основанный личном опыте (и личных ошибках), не перегруженный техническими подробностями, будет весьма полезен широкой аудитории. Также, мое описание базируется на личном опыте использования 3D-принтера компании Creality Ender 3 Pro; возможно, сведения ниже будут бесполезны для моделей других компаний. К сожалению, я не в курсе нынешних российских реалий, и потому все, нижеописанное, касается моделей 3D-принтеров, популярных в США. Также заранее прошу прощения за некоторые слова и термины на английском; я честно пытался, но не всегда мог подобрать адекватный термин на русском.
Сначала приведу несколько «максим» и опровергнутых стереотипов (возможно, впрочем, лишь моих):
“3D-печать – дело сложное, дорогостоящее, и требующее специальных знаний” – это абсолютно не так! Возможно, так когда-то и обстояли дела, но в настоящий момент 3D-принтер – это консьюмерское устройство, которое не сложнее (а, скорее, даже, намного проще!) телевизора, смартфона, компьютера. Вдобавок, это достаточно дешевое, по современным меркам, хобби – одно из самых дешевых, наверное. Специальных знаний для 3D-печати дома не требуется, вернее, не более, что можно за небольшое время почерпнуть из FAQ на официальном сайте, а также в пользовательских формах.
“Для 3D-принтера требуется специальное помещение, потому что он воняет и сильно шумит” – это тоже не верно (или, точнее, не совсем верно). Существуют пластики, такие, как PLA и PETG, которые практически не выделяют запахов при печати, а также модели принтеров, снабженные практически бесшумными вентиляторами. Впрочем, и от entry level моделей шум не «фатальный», а, скажем, как от игрового десктопа/ноутбука в «навороченной» 3D-игре.
“На 3D-печати можно неплохо заработать, печатая дома и продавая на eBay-е забавные поделки, ну, или неплохо сэкономить, печатая нужные для дома вещи, типа автозапчастей и т.п.” – к сожалению, это тоже неверно. Да, на eBay продается много 3D-принтов, но, как вы понимаете, и конкуренция соответствующая. Простота и доступность этой технологии в настоящее время привели к появлению 3D-принтеров в миллионах домов; понятно, что и очень много людей сделали «гениальное открытие» о возможности заработать, продавая то, что они печатают. Рассматривайте 3D-печать лишь как интересное и малозатратное хобби (установите себе начальный бюджет, например, не выше $200-250), способное порадовать вас, вашу семью, а также друзей и знакомых оригинальными поделками и подарками.
“Для 3D-печати нужно обязательно владеть программой трехмерного моделирования или CAD системой – совершенно необязательно! Существует огромное множество сайтов, предлагающий всевозможные 3D-модели для печати: и сканы знаменитых и не очень скульптур, и бюсты исторических личностей, и всевозможные фигурки героев мультфильмов, фильмов и компьютерных игр, и оригинальные остроумные поделки, вроде солнечных часов, показывающих время в цифровом виде, и бо̀льшую часть моделей можно скачать бесплатно – максимум, вас попросят зарегистрироваться для скачивания! Впрочем, владение CAD программой – это весьма неплохой навык (и, в особенности, для DIY-щика – у меня это был один из «пунктов» для покупки принтера), но я пока еще до этого не дошел – но как освою, то обязательно опишу свой опыт 😊
Итак, как я писал выше, обзавелся я принтером модели Ender 3 Pro от компании Creality. Entry level принтеры этой компании – одни из самых популярных в Штатах, из-за неплохого качества, как изготовления, так и печати, низкой цены, а также широкой поддержки community. Ну, и еще, не скрою, немалую роль сыграл отличный «дил» в нашем локальном Microcenter-e (это компьютерный магазин, расположенный в Cambridge, MA): по акции их продавали за $99, плюс купон $10 off на filament (пластиковая нить для печати), которым мне удалось воспользоваться аж три раза 😊. За самим принтером тоже пришлось прокатиться пару раз в магазин: расходились они, по выражению классика, «как мясные пирожки на вегетарианском обеде»!
Принтер поставляется в виде аккуратно упакованного «конструктора сделай сам».

Впрочем, сборка, сильно облегчаемая видео (бумажная инструкция тоже полезна, но видео намного более наглядное), прилагаемом на идущей к принтеру micro SD-card, займет у вас не более часа-двух максимум, после чего принтер в буквальном смысле готов к работе! На что следует обратить внимание при сборке: это расположение «концевика» вертикальной оси (Z) – он норовит встать в, как бы, отведенное для него место, но все не так просто. Этот датчик очень важен (впрочем, все они важны, поэтому важно следовать инструкции по сборке пунктуально, и понимая, что именно ты делаешь), ибо он определяет расстояние сопла печатающей головки (hot end) от печатного стола (heated/print bed).

Основные элементы 3D принтера
А это расстояние весьма важно: если оно будет большим, вам никак не удастся правильно откалибровать положение печатающей головки, а если слишком малым, то печатающая головка может повредить покрытие печатного стола. Как сделал я (впрочем, это можно найти и в куче интернет руководств, и, наверное, на официальном сайте в FAQ – но я не искал): собрав принтер, я установил все четыре калибровочных «барашка» под печатным столом в «расслабленное» состояние, а «концевик» (endstop switch) оси Z закрепил на заведомо большем расстоянии, чтобы печатающая головка (hot end) гарантированно была на расстоянии от печатного стола. Затем включил принтер, и выбрал команду из меню “Auto Home”. После того, как принтер установил головку в «домашнее» положение, я его выключил, и вращая рукой мотор (stepper motor) оси Z, а также аккуратно перемещая «концевик», добился того, что «щелчок» «концевика» (а это и означает срабатывание датчика) был слышен по касанию головки поверхности стола, после чего закрепил «концевик» ключом намертво. Затем, взяв лист обыкновенной бумаги, и вращая «барашки» калибровочных винтов, а также перемещая печатающую головку по всей поверхности рабочего стола, добился того, что она перемещалась, слегка «царапая» лист. Но, к сожалению, подобной «холодной» калибровки будет недостаточно для удачной печати, потому я порекомендую способ «горячей калибровки», или «проверки боем». Вот в этом видео вы сможете увидеть, как происходит процесс калибровки, а также скачать необходимые файлы (ссылка есть в описании видео). Также там находится и ссылка на профили печати для Ender 3 Pro – также порекомендую их скачать (а для чего они нужны, расскажу позже).
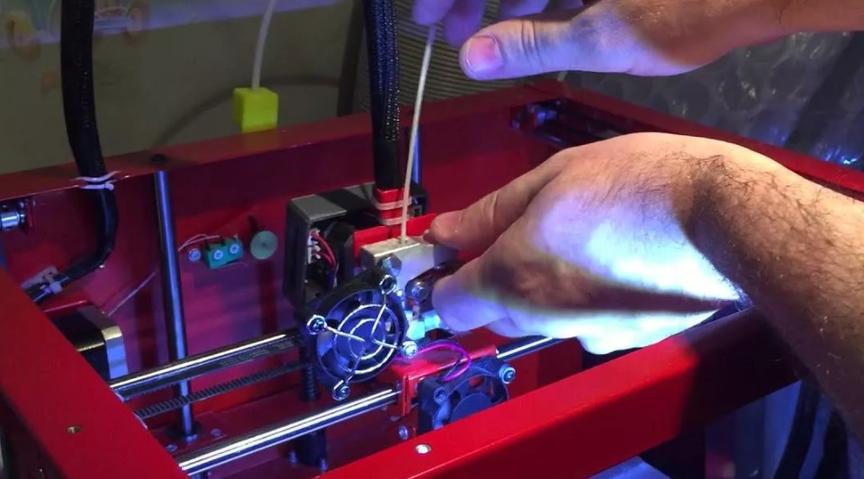
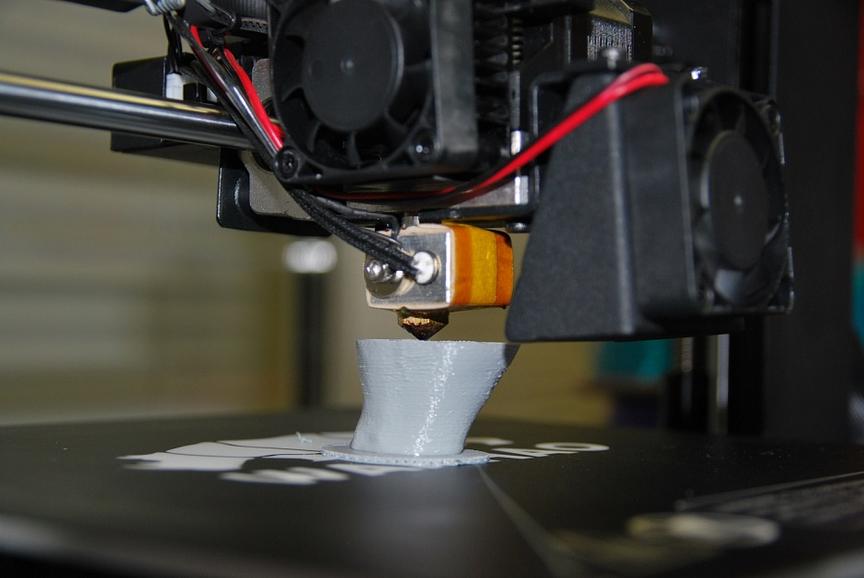
После завершения сборки и калибровки, ваш 3D-принтер готов к работе! Если вы заранее запаслись килограммовой катушкой с PLA пластиком (PLA filament, о пластиках, используемых для печати, подробнее будет в следующей части), то смело можете ее устанавливать, а если нет, то с принтером идет небольшой моток пластиковой нити (но лучше все-таки сразу купить катушку, ведь для калибровки тоже потребуется filament!). На micro SD card, идущей с принтером, есть несколько моделей, готовых для печати – это файлы с расширением .gcode (G-код - это язык программирования для устройств с ЧПУ, понимаемый большинством 3D-принтеров. Не беспокойтесь, вам не нужно будет изучать особенности этого языка – за вас об этом побеспокоятся специальные программы, называемые «слайсерами» (slicer) ), так, что зарядив filament (пластиковую нить с катушки) через экструдер (extruder, устройство подачи нити в печатную головку) через маленькое отверстие в экструдере (отжав рукой зажим и направив нить, через подающую трубочку, двигаем нить до упора в печатающую головку), вставив micro SD card в принтер, и выбрав модель в виде .gcode файла, можно смело приступать к печати!

Модели в gcode, идущие в комплекте с Ender 3D Pro
Печатать можно где угодно – в офисе, в столовой, в гостиной, в общем, там, где вы собирали дивайс. Позже я расскажу, где лучше разместить принтер на постоянной основе, но для пробной печати годится любое место – ни какого-то неприятного запаха, ни особого шума не будет.
Но тут вам нужно заранее учесть такую вещь: 3D-печать занимает чертовски много времени! Даже небольшая по размеру модель может печататься несколько часов (а большая – так и несколько суток!), в зависимости от выбранных настроек слайсера, скорости и настроек принтера. Так, что, начиная печатать, примите это во внимание – процесс печати, конечно, можно поставить на паузу (а потом возобновить), но для начала я бы порекомендовал довести процесс без перерывов – ну, чтобы увидеть реальный хороший результат, и почувствовать уверенность в своих силах, а также возможностях принтера.
Нужно заметить, что компания Creality в качестве firmware для своих entry level 3D принтеров использует открытое программное обеспечение Marlin, но, к сожалению, предустанавливает весьма устаревшую версию. Если вы – программист, или просто давно «на ты» с компьютером, то вам не составит труда собрать последнюю версию Marlin-а самому, например, через VSCode, а затем «прошить» ее через SD-card (нужно просто очистить карточку, и скопировать туда файл релиза с расширением .bin). Иначе вы можете воспользоваться моим билдом – скачайте, распакуйте, скопируйте на чистую SD-card, выключите принтер, вставьте карточку, включите принтер. Через небольшое время новое firmware установится на ваш Ender 3 Pro (под другие модели принтеров могут потребоваться другие билды). Впрочем, эту опцию вы можете отложить на потом – принтер готов к работе прямо из коробки.
Тут я хочу упомянуть еще о нескольких полезных усовершенствованиях принтера, которые будут полезны новичку (впрочем, эти усовершенствования опциональны).
Во-первых, я порекомендую вам установить и подключить к принтеру открытое программное обеспечение OctoPrint – для этого вам понадобится Raspberry Pi с камерой. Я использовал дешевый Raspberry Pi Zero W (со встроенным WiFi), который, хотя официально и не поддерживается, но работает великолепно. OctoPrint добавит вашему entry level принтеру далеко не entry level «фичи» - возможность удаленного контроля и управления принтером через веб интерфейс, а также с великолепного приложения для смартфонов.

Приложение это активно развивается и прекрасно поддерживается, обладает весьма обширной и дружелюбной комьюнити; множество полезных фич реализованы или прямо «из коробки», либо с помощью плагинов; документация также обширна и исчерпывающа. Инсталляция, а также подключение к принтеру, чрезвычайно просты: скачиваем образ sd-card, редактируем конфигурационный файл (указываем credentials своей точки доступа WiFi), копируем на карту, подключаем с помощью micro USB ↔ micro USB OTG кабеля к принтеру – и профит!
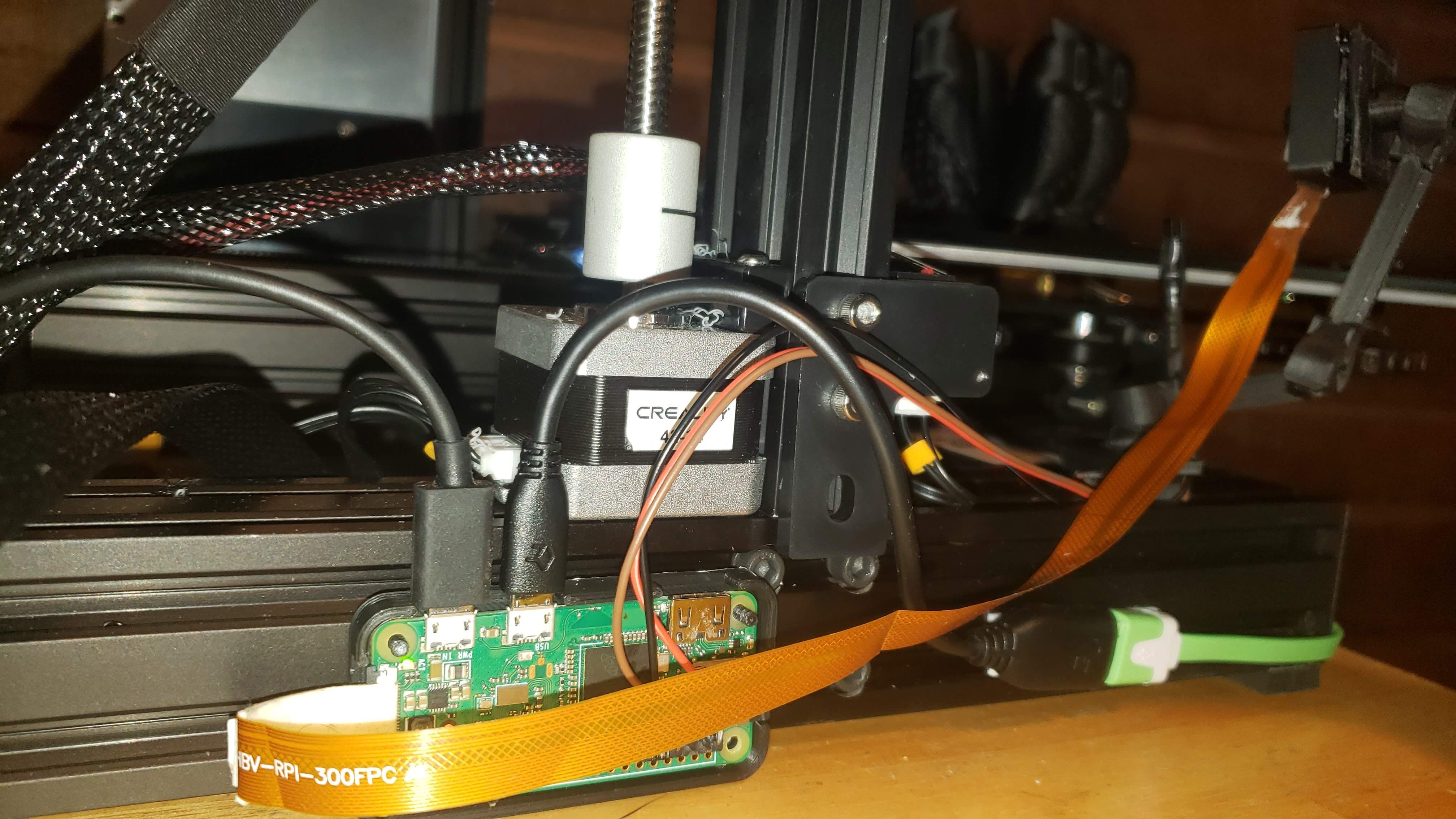
Мой RPi Zero W с камерой и температурным датчиком, подключенный к Ender 3D Pro
Во-вторых, я порекомендую вам сразу же обзавестись запасными поверхностями для печати (build surface plate, это съёмная поверхность, устанавливаемая на нагреваемый стол (heated bed), и на которой, собственно, и происходит печать). Принтер поставляется со «стандартной» гибкой магнитной поверхностью, и я вас уверяю: обзаводится новой вам придется достаточно скоро! Так, что лучше позаботиться заранее, ибо стоимость их невелика, на Amazon-е просят $9.99 за pack of two. Еще можно «проапгрейдиться» на стеклянную plate (стоит чуть дороже), у нее есть как свои преимущества, так и определенные недостатки, перечислю их вкратце. Достоинства стоковой гибкой магнитной plate: благодаря магниту, легко приаттачивается и снимается с heating bed для очистки, благодаря гибкости, очень просто снимать готовые модели. Недостатки: пластиковое покрытие, на котором, собственно, и происходит печать, достаточно легко повреждается и деформируется как самим «штатным» процессом печати, так и печатающей головкой, в случае неверной калибровки, а также чрезмерным нагревом heated plate – в общем, недолговечная деталь. Но, благодаря дешевизне, вполне может (и должна!) рассматриваться, как «расходник». К достоинствам стеклянной plate можно отнести большую долговечность, чистоту и «прилипающие» (adhesive) свойства этой поверхности. К недостаткам: чуть большую сложность крепления к heated bed (обычно для этого рекомендуют использовать обычные office clamps, но лично я не рекомендую из-за их размеров; куда проще купить специальные маленькие зажимы, стоят копейки на Amazon-е), и сложность открепления напечатанных моделей – стеклянную plate не согнешь. Кстати, и glass plates тоже весьма недороги, вполне можно купить долларов за 10-15 на Amazon (и, следовательно, тоже отнести к «расходникам»).
В-третьих (правда, немного забегая вперед), хочу порекомендовать вот такой небольшой «апдейт», а именно клей для «прилипания» моделей. Стоит такой клей дешево (за 6 «стиков» просят $13), он полностью экологичен, в отличие от популярных доморощенных средств (о них будет рассказ далее), смывается обыкновенной водой, не пахнет. При его использовании тоже есть пара «нюансов»: не стоит наносить на холодную поверхность, и не стоит наносить слишком мало, потому, что при нагреве утратит клеящие свойства, и требует определенной практики в определении оптимального количества, но удобства использования клея с лихвой перекрывают все это.
Теперь хочу поделиться своими соображениями о том, где лучше всего разместить ваш новый, только что купленный 3D-принтер. 3D-печать, вообще-то, процесс «теплолюбивый», поэтому весьма желательно размещение принтера в отапливаемом помещении с комнатной температурой (как минимум 20 °C – в 3D печати традиционно используется температура в градусах Цельсия – ну, или 70 по Фаренгейту). Как я уже писал, в самом начале, при печати некоторыми видами filament, например, PLA, нет никаких неприятных запахов, да и шум от вентиляторов сравним с шумом вентиляторов игрового десктопа или лэптопа при навороченной 3D игре. Т.е. при отсутствии специального помещения (мастерской в подвале или гараже), вполне возможна установка принтера в офисе, или даже детской игровой комнате, или family room. Более того, есть способ, путем покупки чехла для принтера (printer enclosure), уменьшить или вообще свести на нет как возможные запахи, так и вероятный шум. Об этом я расскажу подробнее позже.
Лично я установил принтер в своей «мастерской», в подвале. Там мы сильно не топим, но поддерживаем температуру чуть ниже комнатной. Учтите, что принтер, и сам по себе, занимает определенный объем; также вам понадобится место для размещения катушек с filament-ом, место для обработки моделей. Но, если же вы собираетесь работать с ABS пластиком, и заниматься «финишированием» ABS моделей путем «ацетоновой бани», то однозначно лучше работать в нежилом помещении. О свойствах некоторых пластиков, используемых при 3D печати, я расскажу в следующей части.
Дата-центр ITSOFT — размещение и аренда серверов и стоек в двух дата-центрах в Москве. За последние годы UPTIME 100%. Размещение GPU-ферм и ASIC-майнеров, аренда GPU-серверов, лицензии связи, SSL-сертификаты, администрирование серверов и поддержка сайтов.
Читайте также: