
3d принтер с чего начать
Трехмерная печать стала все чаще внедряться в нашу повседневную жизнь. Благодаря новым технологиям появилась возможность без особого труда напечатать от маленькой детали до крупного здания. Радует и ассортимент продукции — сегодня можно встретить модельный ряд, включающий как доступные по цене устройства, так и более дорогостоящие. Но как работать с 3D-принтером ? Этот вполне нормальный вопрос возникнет у любого новичка, именно по этой причине постараемся на него ответить максимально просто и доступно.
Что такое 3D-принтер и как он работает?
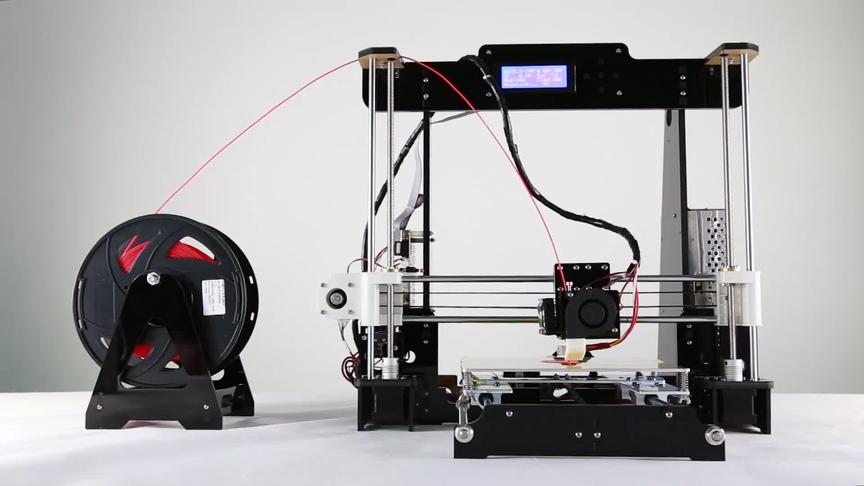
3D-устройство состоит из самого принтера и компьютера, который управляет всеми процессами. Принцип работы подобной конструкции состоит в создании 3D-моделей путем наложения слоев жидкого материала. Существует большое количество моделей принтеров — от больших промышленных до компактных, но у всех них один принцип работы и составные детали:
- Экструдер — печатная головка, через которую проходит нить. Головка разогревает нить до полужидкого состояния и равномерно подает материал на рабочую поверхность.
- Рабочая поверхность — платформа для печати, на которой формируется 3D-модель.
- Двигатели — механизмы, отвечающие за точность движения и скорость печати.
- Датчики — электронные устройства, которые ограничивают подвижные детали по заданным координатам.
- Рама — конструкция, соединяющая все детали принтера.
Принцип работы 3D-принтера: особенности
Работа с целью построения трехмерной модели начинается с построения эскиза, который создается в специальной программе. После чего ПО самостоятельно формирует план движения печатной головки и последовательность печати. 3D-модель воспроизводится путем сильного нагрева пластика и его равномерного распределения.
3D-принтер применяют во многих сферах. Перечислим некоторые из них:
- Архитектура — создание макетов зданий.
- Медицина — зубное протезирование, изготовление макетов органов для изучения.
- Строительство — изготовление домов по технологии 3D-печати.
- Образование — наглядное пособие для изучения трехмерной печати.
- Автомобилестроение — создание деталей тюнинга, макета прототипов и других изделий.
Это незначительный список отраслей, где активно применяется 3D-печать. Сегодня принтер может себе позволить практически каждый предприниматель и просто увлекающийся человек.
По особенности конструкции выделяют следующие принтеры:
- RepRap — самовоспроизводящие принтеры, способные создавать собственные копии.
- DIY-kit — аппарат приходит в разобранном виде с инструкцией, на сборку которого потребуется достаточное количество времени.
- Готовые — модели доставляются в собранном виде и уже готовые к эксплуатации.
- Коммерческие и промышленные — устройства, способные печатать металлом, бетоном, полимерами и другими материалами.
Как пользоваться 3D-принтером: советы новичкам, с чего начать
Установка принтера
Для начала вам потребуется аккуратно распаковать коробку и удалить все ограничители. Следующий этап — установление принтера на поверхности при помощи строительного уровня. Это позволит разместить устройство максимально ровно, что обеспечит более качественную печать.
На заметку. В комплект некоторых моделей 3D-принтеров входит уровень для установки.
Далее вам потребуется подключить принтер к компьютеру и установить необходимые драйверы. Диск с программным обеспечением идет в комплекте с 3D-устройством.
Подготовка к работе
Для начала работы необходимо сделать калибровку рабочей поверхности — без этого печать качественных изделий невозможна. Подобный процесс осуществляется автоматически или вручную. В приложенной инструкции есть подробная информация о том, как выполнить калибровку в ручном режиме.

Проверка проходимости экструдера
Следующий важный шаг — настройка экструдера. В первую очередь, вам потребуется проверить его сопло. Если принтером уже пользовались, следует очистить сопло от застывших частиц, которые будут мешать проходимости материала.
Заправка 3D-принтера
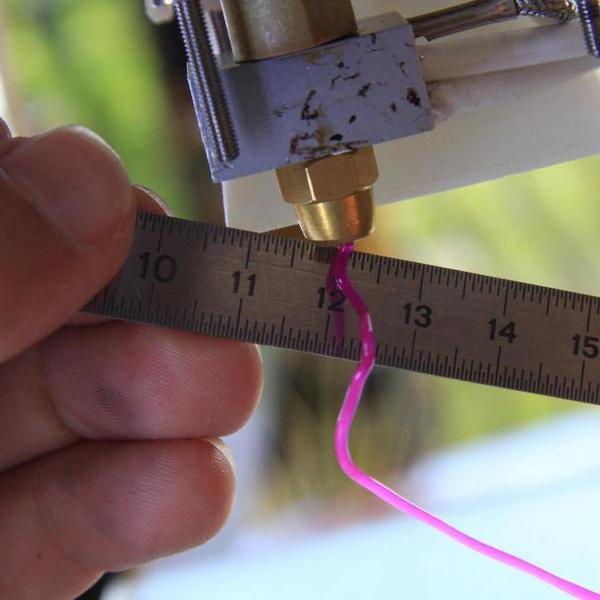
После того как экструдер освобожден от застывших элементов, наступает следующий этап — заправка принтера. Нить заправляется в экструдер напрямую с катушки. Но есть один нюанс — для этого необходимо сначала его прогреть. Для заправки нити придется приложить небольшие усилия с целью ослабить прижимной механизм.
Работа с моделями
Создавать модели можно в разных программах, предназначенных для трехмерного моделирования. Процесс изготовления трехмерных деталей — творческий, требующий тщательной подготовки. Чем качественнее и детальнее прорисовать модель, тем лучше на выходе будет 3D-макет.

Начало печати
Обработка готового изделия
3D-изделия, полученные в результате печати на принтере, обычно не радуют пользователя идеальным внешним видом: детали имеют неровную поверхность. Но это характерно для моделей 3D-принтеров на FDM, SLA- и DLP-устройства отличает более высокое качество печати. Владельцам принтеров FDM отчаиваться не стоит — простая обработка изделий придаст изделиям привлекательный внешний вид и сделает поверхность гладкой.

Несколько действенных способов для последующей обработки напечатанных 3D-деталей:
- Механический — осуществляется методом ошкуривания поверхности наждачной бумагой или специальной губкой для шлифовки.
- Химический — обработка поверхности агрессивными растворителями, такими как ацетон и дихлорэтан.
- Смешанный — в этом случае используются два вышеперечисленных способа обработки.
Какие могут быть ошибки и как их избежать?
Технологию 3D-печати под силу освоить даже новичку, но, несмотря на это, изготовление первых изделий вызывает у пользователя волнение. Простая эксплуатация, подробные инструкции и рекомендации в интернете позволят каждому человеку разобраться практически с любой моделью принтера. Но есть несколько полезных лайфхаков, знание которых поможет избежать типичных ошибок новичков:
- Откалибруйте и протестируйте 3D-принтер перед началом работы.
- Следите за правильным расширением файла для качественной печати.
- Не вынимайте готовое изделие из принтера сразу после его обработки: это может нанести вред детали и спровоцировать появление дефектов.
- При возникновении ошибок в процессе 3D-печати попробуйте перезапустить устройство – чаще всего это помогает.
- Если перезагрузка принтера все же не помогла, попробуйте изменить настройки или введите модель заново.
- При сборке устройств для трехмерной печати четко следуйте приложенной инструкции.
- Используйте только подходящие материалы для вашего 3D-принтера.
- Подписывайтесь на полезные каналы по теме трехмерной печати и читайте статьи.

Следование вышеперечисленным советам позволит вам настроить 3D-принтер, подготовить к его работе и, самое главное, — напечатать первые трехмерные изделия. Выбирайте модель в соответствии с бюджетом и возможностями, а освоить основы 3D-моделирования и получить первые детали будет несложно, если следовать инструкции и рекомендациям.
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
3D-печать шагает по планете семимильными шагами. Года три назад о технологии знали единицы, 2 года назад сотни, год назад тысячи, а сейчас почти каждый второй сможет рассказать о китаянке с титановым черепом, строительном 3D-принтере. не говоря уже про 3D-печатные чехлы для телефонов и пистолеты. Если говорить откровенно, то до 'массовости' 3D ещё очень далеко, но перспективы очевидны.

Ещё одной проблемой является техническая составляющая 3D-печати. Многие новички, которые загорелись 3D и приобрели свой первый принтер, сталкиваются с множеством проблем, когда дело доходит до более сложных для печати моделей. На страницах нашего портала мы дали возможность всем делиться своими историями, помогать другу другу и хотелось бы поблагодарить вас всех за то, что проект живёт вами, наполняется смыслом, помогает людям найти себя в мире 3D.
О чём сегодняшний пост.
Мы обратились к экспертам российского рынка 3D и попросили их поделиться своими знаниями, опытом и идеями, которые они накопили за долгое время работы с 3D-печатью. Мы хотели бы поблагодарить каждого из них за уделенное нам время.
Эти советы не относятся к каким-то конкретным принтерам, а дают общие рекомендации по применению технологии. Многие советы могут повторятся, мы решили оставить все рекомендации в неизменном виде. Если у Вас есть, чем дополнить слова специалистов - не стесняйтесь - пишите свои мысли в комментариях, а данный пост мы включим в нашу Вики.
Итак, поехали! Первая часть советов экспертов!
Василий Киселев. Компания Top3DShopЯ бы хотел адресовать несколько действительно важных советов начинающим пользователям персональных FDM 3D-принтеров:
:idea: Всегда следите не только за первым слоем, но и последующей печатью ваших моделей. Иногда первые миллиметры получаются отлично, но позже сопло принтера может их задеть и опрокинуть со стола, особенно это касается узких и высоких ABS-деталей.
:idea: Всегда используйте лак для 3D-печати. Он существенно повышает адгезию и у вас будет больше законченных принтов как на PLA так и ABS.
:idea: Никогда не ставите принтер к окну, особенно открытого типа. Если вы будете печатать ABS-пластиком, то малейший сквозняк или ночное понижение температуры могут повлиять на коробление детали.
:idea: Учитывайте возможную усадку ABS-пластика при печати деталей с малыми допусками.
:idea: Снимайте готовую модель только со снятого стекла или печатного столика, а не внутри самого принтера на закрепленном столе (стекле).
:idea: Следите за чистотой рабочего стола принтера. Это тоже очень важно для хорошей адгезии деталей с большой площадью основания.
Ненад Митрович. Сервисный инженер компании iGo3D Russia.Проблематика работы с принтерами и печатью всегда была и остается насущной, например, всем известная недоэкструзия, проблемы с механизмом подачи (перемалывания пластика), засорением сопла, Temp Sensor error, адгезий, печатью с АБС и т.д.
Порой проблем и недостатков было так много, что я нередко задавался вопросом, как такое возможно? Но чем больше я разбирался и разрешал различные проблемные ситуации, то понял, что эти машины пока еще очень далеки до совершенства! Но во всем всегда есть рациональное зерно и отправные точки для дальнейшего совершенствования. Мы признаем и исправляем ошибки, слушаем, учимся, решаем проблемы и делимся опытом (этого особенно требует 3D печать). Всегда приятно удивляет терпение, интерес и желание самих клиентов совместно решать возникшие проблемы.
Постоянный поиск решений различных видов проблематики в интернете, обучение от компании Ultimaker, чтение западных форумов, блогов, хотя в начале 2014 г. в России информативные сайты, форумы, блоги от 3D технологиях - это была редкость, привели к получению ценного опыта. Полученный опыт позволил оперативно и успешно разрешать различные технические проблемы, с которыми сталкиваются клиенты, и в итоге снижать количество проблемных ситуаций.
3D печать становится все популярнее, развивается, постоянно организуются выставки, мероприятия, фаблабы, хакатоны, появляются форумы и блоги, в которых есть возможность общаться с единомышленниками, опытными специалистами, а также любителями и новичками.
Мои советы для новичков, использующих 3D принтеры, а в том числе Ultimaker:
:idea: Перед приобретением 3D-принтера, необходимо проконсультироваться для каких целей будете использовать данный принтер, какой тип расходного материала вам подойдет.
:idea: Посетить демо зал компании, которая реализует данный принтер, выставки или мероприятия, где демонстрируется работа, печать, качество и обслуживания принтера.
:idea: Прочитать различные статьи, которые сегодня публикуются и пишутся не только модераторами, а также опытными пользователями принтеров. Там же можно прочитать обо всех преимуществах, недостатках, проблемах с которым сталкиваются пользователи, сравнения определенных моделей принтеров и т.д.
:idea: Заказать тестовую печать (по вашему выбору – некоторые компании ограничиваются размерами объекта), чтобы убедится в том, что принтер подходит вашим требованиям и уровню качества.
:idea: Обязательно пройти обучение по работе с 3D-принтером. Обычно компания, которая продаёт вам оборудование, должна обеспечить Вам обучение по начальному включению, настройкам и использованию принтера, а также подготовке объектов в специализированном ПО, обслуживанию, сопровождающие руководства и советы по самим частым проблемам, которые возникают во время использования.
:idea: Обязательно изучайте и руководствуйтесь инструкциями по использованию принтера, ПО и расходных материалов, прежде чем начать пользоваться принтером.
:idea: Перед началом использования принтера убедитесь, что Вы:
- загрузили материал и поставили соответствующие настройки (приблизительные настройки для разного типа материала, некоторые компании обеспечивают сами, но, информацию также можно найти в интернете – многочисленные форумы, блоги, на сайте производителя пластика и т.д.),
- настроили принтер (откалибровали платформу/стол, отрегулировали зажим механизма подачи, ремни хорошо затянуты, сопло очищенно атомик методом).
:idea: Модель в STL, OBJ формате всегда проверяйте на наличии ошибок (зазоры, незакрытые поверхности, неправильное расположение координат и т.д.). Самый распространенный и бесплатный сервис это NETFABB, который доступен для скачивания или проверке онлайн (потребуется одноразовая регистрация). NETFABB обнаруживает ошибки и исправляет их автоматически. Инструкции для работы с NETFABB можно найти в интернете через поиск в Яндексе или Google.
:idea: После проверки и исправления STL файла, загружаете модель в ПО принтера, для дальнейшей подготовки объекта к печати. Нужно обратить внимание на размеры, выступающих частей, где наверняка потребуется построить поддержки, правильно расположить объект на печатающей платформе, выставить параметры печати (толщина слоя – для получения соответствующего качества, толщины стенки – для получения высокой прочности, заполнения – для получения прочность стенки, скорость печати – низкой для получения высокого качества и высокой для получения невысокого качества поверхности объекта, Кайма – для улучшению адгезии (прилипания), Везде/от поверхности – для построения поддержек различной сложности и т.д.). Оптимальных настроек для печати объектов (это один из любимый запросов от многих клиентов), как таковых нет, так как объекты печати различны. Поэтому, если у Вас возникли вопросы, нужно обратиться в техническую поддержку компании или к опытным пользователям в блогах и на форумах.
:idea: Помните, что пластики одинакового типа, но, разного цвета, требуют различных настроек параметров печати. Понимание нарабатывается с опытом, либо информацию можно запросить в компании, где приобретали принтер или обратиться к опытным пользователям, а также воспользоваться интернетом, где рекомендуются настройки для печати с тем или иным типом материала).
:idea: Если возникают различные проблемы с печатью, обращайтесь в техническую поддержку компании, где приобрели принтер, зайдите на блоги и форумы, где уже существует большое количество информации о решении тех или иных проблем.
:idea: Если у Вас остановилась подача пластика, печать принтера, возникли механические/технические проблемы, всегда обращайтесь в техническую поддержку компании (тем более, если принтер находится под гарантией). Технические специалисты компании всегда вас проконсультируют, подскажут, что можно предпринять, чтобы решить ту или иную проблему.
Передовые 3D технологии сегодня являются незаменимыми помощниками в работе, в жизни и т.д. Продолжайте учиться, совершенствоваться, интересоваться, не стесняйтесь принимать помощь и использовать советы профессионалов, таким образом Ваши знания и умения также будут совершенствоваться.
Вячеслав Никонов. Маркетинг-менеджер компании АСКОН.:idea: Прежде чем начать моделировать что-то серьезное, изучите доступные мануалы по продукту. Это позволит вам в дальнейшем совершать меньше ошибок.
:idea: Всегда сохраняйте файлы сразу после создания. Не забывайте регулярно сохранять работу и делать резервные копии.
Весьма неприятно, если вся ваша работа пропадет из-за скачка напряжения.
:idea: Постарайтесь разбить сложную форму на простые составляющие, и комбинируя простые элементы получайте необходимую вам модель.
:idea: Всё время учитесь и делайте что-то новое. Стремитесь к совершенству!
Никита Гаврилов. Генеральный директор компании REC.:idea: Если вы занялись 3D-печатю и у вас не получается - это нормально, сделайте еще 50 попыток и результат превзойдет Ваши ожидания.
:idea: 3D-печать можно внедрить в большинство существующих бизнесов, что значительно повысит их эффективность. Ищите где можно применить 3Д печать, внедряйте и пользуйтесь этой золотой жилой пока вас не опередили.
:idea: Каждый материал имеет свои особенности, это нужно обязательно учитывать при 3D-печати.
:idea: Если вы новичек в 3D-печати, начните с материала PLA, с ним работать проще всего.
:idea: Учитесь 3D-моделированию, это будет самая востребованная профессия в ближайшие несколько лет.
:idea: Если у вас никак не получается начать печатать, не стоит налево и направо ругать всех производителей принтеров и пластиков, обратитесь к нам, мы всегда поможем разобраться в проблемах печати.
:idea: 3D-принтер это станок ЧПУ. И он требует обслуживания - очистки от пыли и смазки. Не пренебрегайте этим, иначе это может послужить причиной брака печати или даже поломки принтера.
:idea: На практике детали из PLA оказываются более прочными чем из ABS. Это происходит за счет более качественного спаивания слоев между собой.
:idea: Не надо торопится. Лучше медленно и качественно. Чем быстро и получить низкое качество, а то и брак изделия.
:idea: При печати гибкими пластиками - Rubber,Flex,Neylon. Низкая скорость - 20-30ммс и отключенный Retract. Иначе 100% брак
В данной публикации я хочу затронуть тему зд печати для новичков, а в частности с чего следует начать. Собрать основные понятия для тех, кто только что собрал кит набор 3д принтера или его купил готовы и не знает куда двигаться дальше. Я испытывал такие же чувства… пришлось перелопатить много информации, прежде чем напечатать свою первую модель. Сначала это может показаться все сложным, но только по не знанию. На самом деле все достаточно просто.
Итак поехали!
♦ 📍И да, если вам лень читать, то внизу статьи будет подробный ВИДЕО вариант!
Начнем с того момента, когда 3д принтер уже собран и готов к началу эксплуатации. Для наглядности все нюансы я буду показывать на своем принтере фирмы MY3D.
Все инструкции есть на файлообменнике производителя моего принтера. Там на английском языке, но по факту, по картинкам все доступно и понятно.
Все ссылки я буду вставлять в данной публикации, чтобы вам было проще все это найти.
👉1. Физическая настройка принтера и калибровка рабочего стола .
Первым делом следует отключить шаговые двигатели, отсоединив разъемы. Это простая мера безопасности вашей платы управления. Бывали случаи, что при ручном регулировании происходили выходы из строя драйверов платы, т.к. двигатель при ручном позиционировании превращается в генератор и вырабатывает ток, который убивает драйверы на плате.
После отсоединения следует в ручном режиме приподнять или отпустить стол.
Чтобы шпилька дошла до датчика оси Z.
Возможно у вас появится необходимость в регулировке данной шпильки, чтобы поближе подвести стол. Смысл такой - если шпильку опустить ниже то стол при автоматической калибровке поднимется выше, и наоборот т.к. стол останавливается когда датчик оси Z увидит данную шпильку. Думаю вы меня поняли.
Далее печатающую головку следует вручную перемещать по направлениям X, Y. Важно чтобы она не цепляла стол, т.к. в процессе калибровки можно испортить поверхность стола или саму головку.
Если цепляет, то следует подтянуть регулировочные болты, тем самым прижать стол ближе к основанию. Итогом работы является свободное перемещение головки по осям X Y
👉2. Загрузка или обновление прошивки 3д принтера.
В большинстве случаев этот шаг обязателен. Не пугайтесь, делается это все просто. Тем более есть подробная инструкция, как и что делать. Для этого захожу на сайт производителя и скачиваю файлы в количестве двух штук, согласно инструкции.
После чего копирую их на карту памяти и вставляю ее в 3Д принтер.
Запускаю его, обновление начинается автоматически, остается только немного подождать. По окончанию обновления, можно приступать к программной калибровке.
👉3. Программная калибровка стола.
На данном этапе производится точная калибровка осей 3д принтера. От этого зависит качество печати. Первым делом подключаем шлейфа к шаговым двигателям.
Согласно инструкции завода изготовителя зазор между столом и соплом печатающей головки должен быть не более 0,3 мм. Конечно, лучшим вариантом для настройки, является использование специальный щупов, но так делает один из тысячи, а может даже из миллиона пользователей. В основном калибровку производят с помощью листа бумаги, его толщина условно равна 0,1 мм.
Чтобы начать процесс калибровки, заходим в меню принтера и выбираем (в моем случае) – «Level bed». Нажимаем на переключатель. У вас может назваться как то по другому, но сути дело не меняет
Сначала принтер калибрует ось Z, поднимая стол вверх. Стол перестает подниматься, когда до датчика доходит шпилька.
Это происходит немного в стороне от стола, и мы можем оценить визуально насколько необходимо приподнять или опустить стол. Как я упоминал ранее шпильку можно подрегулировать, это даст возможность меньше крутить барашками.
Далее на столе калибруются четыре крайние точки зоны печати. Нажимаем еще раз на джойстик. Печатающая головка перемещается на первую точку и останавливается на небольшом расстоянии от стола. Наша задача приподнять стол с помощью регулировочных барашков до сопла печатающей головки, чтобы зазор между ними был не более 0,3 мм. С помощью листочка бумаги начинаем производить регулировку. Листок бумаги должен плотно проходить между ними, но не цеплять сопло.
Так поступаем с остальными тремя точками.
Потом еще раз повторяем процедуру для закрепления результата, т.к. в последствии регулировки могли перекосится другие стороны.
Лично я повторяю регулировку три раза.
После того как все стороны отрегулированы принтер готов к эксплуатации.
"Но с чего начать и как напечатать первую модель. " - Примерно такие вопросы возникли у меня.
Принцип работы 3Д принтера заключается в послойном выдавливании пластика по заданной системе координат.
Заправку произвожу следующим образом:
Беру катушку с материалом, устанавливаю на специально отведенное место, чтобы она могла самостоятельно разматываться.
Кончик отрезаю под углом, чтобы нить могла беспрепятственно пройти через все стыковочные места трубки.
Рекомендую сразу заказать на Али такие кусачки . Они стоят чуть больше 100 рублей, но очень полезны при работе со всякой мелочёвкой.
Заправка производится следующим образом
Сжимаю пружину на экструдере, чтобы отвести прижимной ролик от звездочки подавателя. Аккуратно завожу кончик в отверстие, пропускаю сквозь экструдер и попадаю прям в тефлоновую трубку.
Далее заталкиваю нить до упора, она должна достаточно легко пройти.
После чего включаю принтер, в меню принтера выбираю нагрев головки. Просто выбираю необходимый тип пластика с заданной температура, запускаю прогрев печатающей головки.
Жду когда наберется нужная температура и таким же образом проталкиваю нить дальше, до того момента пока не пойдет из сопла расплавленный пластик. Вот теперь все готово к печати.
👉Где взять модель и как печатать ?!
Здесь есть два пути.
Первый - это найти нужную модель в сети интернет. На сегодняшний день в сети есть много различный сайтов с готовыми моделями под разные нужды, в основном сделанные энтузиастами.
Если вы знаете хорошие обменники моделями, прошу написать о них в комментариях.
Второй вариант - это нарисовать самому нужную модель. Для этого есть также большое количество программ, как платных, так и бесплатных.
Попрактиковаться можно в бесплатной программе к примеру - FreeCAD
Остановимся все-таки на том, как распечатать свою первую модель. Традиционно все печатают тестовый вариант.
Для этого нужна сама 3д модель, возьмем самый распространённый формат STL
И нужна программа, которая преобразует данную модель в систему координат, в формат CUDA, он же слайсер. Данный принтер работает только с данным кодом.
Устанавливаю CURA. Все стандартно, как установка любой программы.
А дальше следует настроить слайсер под свой принтер.
Для этого просто следую инструкции.
Захожу в настройки, в частности параметры.
Далее добавить принтер не подключенный к сети. Из списка не следует ничего выбирать, лучше самостоятельно задать все параметры.
Для этого справой стороны прописываем любое имя принтера, какое вам придет в голову. Я назову его SPV PROJECT
После чего снова заходим в параметры, и выбираем управление принтерами.
Выбираем из списка созданное вами название и приступаем к настройке.
Открывается окно, где необходимо задать все параметры.
Теперь открываем инструкцию по ссылке: и переносим в настройки всю информацию из инструкции.
На вкладке принтер задаем поле печати, это длины осей x y z и параметры головы.
Копируем код в соответствующие окна, и выставляем параметры которые указаны в инструкции.
Левое окно это стартовый код при начале печати, правое код по окончании.
Что обозначают данный код можно почитать в интернете. По сути это команды принтеру сделать то или иное действие. Все есть в открытом доступе. Довольно занятное дело, можно изменить под себя. Я останавливаться на этом не буду, перейдем к следующим действиям.
Переходим к следующей вкладке Экструдер. Здесь необходимо лишь прописать диаметр пластика который используется. В моем случае это 1,75 мм.
После этого нажимаем ок и переходим к настройкам слайсера.
Заходим в настройки и выставляем галочки аналогично моим. В будущем подробнее с ними разберемся, а пока поспешим, ведь нам так хочется уже что-нибудь распечатать. В статью я вставлять скриншоте не буду, т.к. очень большой объем информации, советую посмотреть видео в конце статьи, там все показано.
Эти галочки необходимы для того, чтобы пункты настройки параметров появились в окне быстрых настроек слайсера.
С галочками думаю вы справились теперь переходим к настройкам самой печати.
Рекомендую для первой модели выставить такие показатели как у меня. Так же посмотрите их в видео варианте. В будущих видео мы вместе пройдемся по настройка и разберемся, что за что отвечает, и почему лучше поставить именно такое значение.
Для примера, чтобы просто так не переводить пластик я решил напечатать коробочку под smd компоненты.
Мой первый пост, не судите строго.
Много читаю статей здесь и в соц сетях, о том, что купить, где, а почему то или иное. И решил немного собрать все в кучку, кратко и по сути.
Какое устройство выбрать?
Всё просто, если Вы хотите бизнес построить смотрите на готовые устройства заводской сборки - они как правило хорошо собраны, часто "работают из коробки" (но не всегда, как в моем случае), есть адекватные люди в тех поддержке, которые 90% проблем знают как решить, ну а кроме того эти устройства очень хорошо печатают.
Если руки не из жопы и мало денег, то добро пожаловать в reprap проекты, есть полностью открытые. Самый дешёвый вариант, вполне хорошее качество печати. Готовьтесь что этот принтер Вы будете строить все время, каждый раз что-то новое придумывается обществом или создателем принтера, и у Вас уже есть принтер нормально печатающий, но Вы себя ловите на том как покупаете новые платы на али или заказываете японские подшипники, и это невозможно остановить, только если продать принтер.
Всем остальным, желающим печатать бирюльки берите б/у принтеры, многие из них доведены до ума, и прослужат для Вас достаточно. И деньги сэкономите, и не получите головную боль от не работающего принтера.
На сегодняшний день их огромное количество, каждый из них по своему хорош и плох. В общем и целом, если у Вас открытый принтер то смело берём Pla, Sbs (он же ватсон), ПЭТГ, тотал cf-5 и большая часть арт пластиков типа имитация дерева, меди, бронзы, так как они сделаны на основе Pla. Все эти материалы самые простые и лёгкие в печати, с маленькой усадкой, требуют охлаждения. В общем Pla жёсткий, но термически не стабилен (после 60 начинает плыть), поэтому применения бытовое, шестерни печатать только для образца, в работе при первой же нагрузке съест зубья. СБС отличный материал для прототипов, одна небезызвестная компания делала имитацию стеклянных бутылок с идеально прозрачными стенками (в один проход с обработкой d-лимоненом). ПЭТГ крутой материал, минимум усадки, бешеная межслойная адгезия, в ряде случаев можно делать шестерни, будут жить, вообще хороший материал на замену ПЛА и Абс, вроде термически не стабилен с 90 градусов (но это не точно). Тотал cf-5 крутой материал, на основе полиуретана с добавлениями углеволокна. Прочный материал, можно делать не нагруженные и средненагруженные шестерни, идеально подходит для роликов работающих на трение качения. Соплом 0,4-0,5 печатается, меньше затруднительно, забивает сопло. Да и он очень хорошо "рассверливает" сопло - углеволокно агрессивно к латуни, выход ставить нержавейку (сопла).
Для закрытых принтеров подходят все вышеперечисленные и другие более вредные материалы, такие как АБС, АСА, нейлон. Все при нагревании источают вредные запахи, имеют большую усадку. Если начнёте печатать из этих материалов на открытом принтере Вас постигнет деламинация - растрескивание, загибание, отрывание детали от стола. Основная причина изменения размеров пластика из-за резкого остывания пластика, он сжимается и либо рвёт в местах слабого спекания, либо тянет, термокамера снижает это пагубное влияние. Абс для промышленных деталей, корпуса, рычажки все, что не сильно нагружено, пластик боится лютых морозов ниже 30 и ультрафиолета (от последнего можно защититься защитным лаком). АСА улучшенный абс с меньшим значением усадки и стоек к ультрафиолету. Нейлон самый капризный, температуру подбирать экспериментально, от 240 до 265, нужно обязательно сушить, даже если Вы только распаковали его, дикая усадка, для внешних размеров на 0,1-0,2 мм, для отверстий на 0,4-0,5 мм (все это нужно держать в голове при моделирование. Обязательно перед началом использования печатайте кубики, и разламывайте их кусачками, когда будет монолитная структура (не слоистая), значит можно смело печатать на этой температуре высоконагруженные шестерни.
К каждой детали подходите продумывая, в каких условиях она будет работать, жить и в зависимости от этого подбирайте материал, очень часто мы сначала печатаем из дешёвого пластика (абс, Пла), сверяем визуально детали, обмеряем, а потом уже печатаем из нейлона или ПЕТГ, тотала, это позволяет избежать некоторых ошибок и растрат на дорогостоящий материал.
Есть ещё ряд материалов с интересными свойствами, например флексы и резиноподобные материалы, воск и пмма (служат для изготовления литьевых форм), всякие токопроводящие, ультраны, поликарбонат, о них в следующий раз (по ним не так много опыта).
Адгезия
Как люди только не извращаются с решением слабой адгезии,используют пиво, воду сахаром, пва, лак для волос, клей карандаш, растворы абс в ацетоне, ультрабазы всякие (последние не пробовал). Для меня есть 2 адекватных средства - клей для 3д печати, самый дешёвый уфимский около 400 р за 0,5 л спрей, они одни из первых его начали делать. Держит все кроме нейлона, этот не держится даже на плоту. Нейлон держит только клей бф-2 со спиртом (пропорция 1:3). Естественно все это наносится на стекло или зеркало (кому как удобнее), мы имеем 2-3 стекла, с заранее нанесенными средствами, и после печати просто меняем стекла. Детали сами отходят от стекла при температуре где-то 40-50 градусов. Клей для 3д печати смывается водой, его хватает на 2-3 распечатки, бф-2 нужно замачивать в тёплой воде, тогда отходит плёнкой, засохший клей ничего не берет, ни спирт, ни ацетон, ни сольвентом, только замачивание.
Очень часто проблема адгезии бывает в малом зазоре между соплом и столом (стеклом). Я калибрую по бумажке, по 4 точкам при каждой смене с абс на пла (разная температура стола, разное расширение основы стола от нагрева), так чтобы бумажка скреблась об сопло и двигалась с минимальными затруднениями. Это приводит к тому что первый слой немного раздавливается, и хорошо липнет к основе.
Директ или боуден
Боуден система с вынесенным двигателем и механизмом подачи, директ - с двигателем и механизмом на голове.
У меня нет опреденного ответа, 3 принтера с боуден системой и один с директом. На одном принтере с боуден подачей я печатал всеми пластиками, в том числе и флексами, но воск для литьевки он не смог затолкать. На директе с этим проще.
Бытует мнение что на боуденах можно печатать с большой скоростью, а на директах нельзя, не знаю не проверял.
Скорость печати 100 мм/с и более
Мне никогда непонятны были эти заголовки, куда Вы так спешите, зачем Вам такая скорость, как Вы боретесь с инерцией. Всегда печатали на скорости 50-60 для абс, Пла, нейлон 40, флексы 20-30. Мне нужна качественная, ровная, заполненная деталь, пусть больше времени, но нормальная.
3д печать как бизнес
Пассивное увеличение заказов
Тут подразумеваются различные способы рекламы.
Первое что, Мы сделали, это создали группу в вк, в ней есть вся контактная информация, есть примеры работы, и периодически мы добавляем свои работы в группу. Группа приносит периодически клиентов, половина из них неадекваты. Следом зарегистрировались в справочниках - яндекс, гугл и др. С отражением на карте, это работает, люди ищут, и даже бесплатная версия выкидывает нас периодически в топ. Пока этого достаточно. Объявления на авито/юла, люди периодически звонят, говорят "звоню по объявлению", так что отметать нельзя. И сайт, он нужен чисто для галочки, и работает как визитка, причём желательно чтоб на своём домене, выглядит более серьёзно. Если везде публиковать информацию, чётко, проблема-решение, и фото. То постепенно (у нас 2 года), это приносит стабильную занятость, но до прибыльности далековато. Но опыт сам по себе не появится.
Пока наверное всё, если кому-то понравится, можно будет пройтись подробнее по материалам, слайсерам, принтерам, разберём жизненные (3д печатные) ситуации.

FDM печатает детали с использованием термопластической нити , которая в основном представляет собой шнур из материала, который можно плавить, выборочно осаждать и охлаждать. Детали строятся путем сложения слоев друг на друга.
Эта технология была создана, потому что люди хотели быстро создавать прототипы деталей. Даже сегодня быстрое изготовление прототипов является одним из самых больших преимуществ FDM и 3D-печати в целом . Неудивительно, что 3D-печать также постепенно становится мощным производственным решением.

Теперь давайте посмотрим на основные компоненты 3D-принтера:
Как печатает 3D-принтер
Процесс начинается, когда вы отправляете файл G-кода детали на 3D-принтер. После запуска задания на печать, рабочий стол и сопло начинает нагреваться. Когда сопло достигает температуры, необходимой для плавления филамента, экструдер втягивает нить в хотенд для плавки и укладывания.
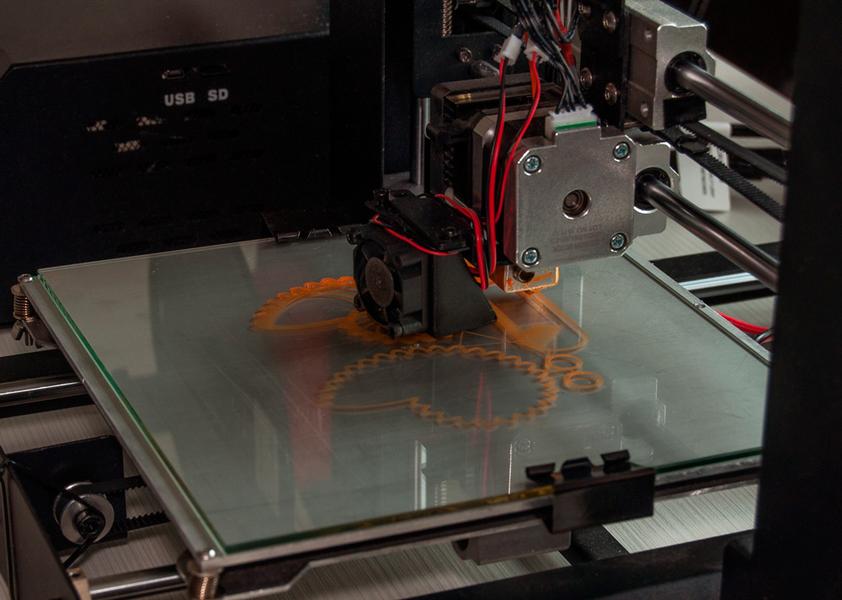
Теперь принтер готов начать 3D-печать детали. Печатающая головка опускается на платформу сборки и начинает укладывать расплавленный пруток, который затвердевает вскоре после выхода из сопла благодаря частичному обдуву. Филамент укладывается по одному слою и после того, как один слой будет завершен, печатающая головка перемещается вверх по оси Z на небольшое расстояние, и процесс повторяется до тех пор, пока деталь не будет завершена.
Приобретение или создание 3D-моделей

В Thingiverse большая библиотека бесплатных 3D-моделей.
Если вы хотите напечатать деталь на 3D-принтере, у вас должна быть трехмерная модель этой детали. Трехмерные модели создаются с помощью программного обеспечения для трехмерного моделирования, которое обычно называют программным обеспечением САПР . Вот несколько популярных программ для 3D-моделирования:
Однако у большинства новичков в 3D-печати нет навыков, необходимых для использования такого программного обеспечения. Если это так, не волнуйтесь, потому что есть другие решения.
Для начала, есть более простые варианты программного обеспечения САПР, такие как Tinkercad программа, которую может использовать почти каждый без опыта. Это онлайн-приложение, разработанное Autodesk, одним из ведущих разработчиков программного обеспечения САПР.
Скачивание файлов
В связи с тем, что в последние годы так много людей получили доступ к 3D-принтерам, несколько сайтов стали репозиториями для 3D-моделей . Вот некоторые из самых популярных:
-
(все бесплатно) (многие бесплатные, некоторые платные) (бесплатная и платная) (несколько бесплатных и большинство платных) (все бесплатно)
Таким образом, любой может заполучить модель без каких-либо навыков моделирования.
Подготовка моделей

3D-модель необходимо подготовить для 3D-печати с помощью специального программного обеспечения, которое переводит модель в машинные код, понятный принтеру. Это делается с помощью программного обеспечения для нарезки 3D-модели, также называемого слайсером. 3D-модель импортируются в слайсер, который затем виртуально «нарезает» модель на слои. Полученный файл состоят из G-кода, который по сути представляет собой длинный список инструкций, который 3D-принтер выполняет построение модели.
Поддержка

Если вы все еще решаете, какое программное обеспечение для нарезки выбрать, ознакомьтесь с нашим руководством по программному обеспечению для нарезки, которое поможет вам выбрать!
Подготовка принтера

Перед печатью на 3D-принтере всегда необходимо сделать несколько вещей:
- Загрузка филамента: перед началом печати экструдер должен быть готов к выдавливанию прутка. Процесс загрузки начинается с нагрева горячего конца до температуры расплава прутка (выше 175 ° C, в зависимости от прутка), а затем загрузки нити в нагретый экструдер.
- Выравнивание стола: для того, чтобы принтер укладывал пруток и успешно строил объект, стол должен быть ровным. В зависимости от принтера выравнивание может быть ручным или автоматическим. Выравнивание стола очень важно, потому что если платформа для печати находится слишком далеко от сопла, первый и самый важный слой не будет прилипать к платформе, что приведет к автоматическому сбою печати.
Взгляните на наше руководство по выравниванию кровати, чтобы получить дополнительную информацию об этом важном шаге!
Филамент

Как мы уже упоминали, в 3D-принтерах FDM в качестве материала для деталей используются катушки с филаментом. Пруток в основном представляет собой термопласт, специально разработанный для плавления и охлаждения при сохранении своей структурной плотности.
Нити для 3D-печати обычно бывают двух диаметров: 1,75 мм и 3 мм (2,85 мм). Помимо диаметра, нити бывают разных размеров катушек. При более внимательном рассмотрении рынка выясняется, что наиболее распространенными являются размеры 500 г, 750 г, 1 кг, 2 кг и 3 кг.
Одна из лучших особенностей 3D-принтеров FDM заключается в том, что они могут работать с большим выбором волокон. Вот лишь некоторые из различных типов волокон, которые используются в 3D-печати FDM:
- Общий:
- PLA
- ABS
- Особый:
- Гибкий (TPU, TPE)
- Нейлон
- Наполненный (дерево , металл и др.)
- Поликарбонат (PK)
- Для опор поддержки:
- PVA
Филамент для FDM также один из самых дешевых материалов, используемых в 3D-печати.
Постобработка

Хотите узнать больше о постобработке? Ознакомьтесь с нашим руководством по постобработке, которое подходит для начинающих!
Поиск и устранение неисправностей
Давайте обсудим некоторые из наиболее распространенных проблем, с которыми могут столкнуться новички при использовании 3D-принтера.
Поддержание порядка
3D-принтеры, как и любой другой инструмент, требуют регулярного обслуживания для продолжения работы.
Чистка стола: после печати всегда рекомендуется протирать печатную платформу хлопчатобумажной салфеткой. Если остались более тяжелые следы или клей на платформе для печати, не стесняйтесь использовать кухонную губку и мыло, чтобы избавиться от него.
Очистка сопла: перед тем, как начать печать, просто очистите сопло с помощью ватного диска. Это гарантирует, что вокруг не останется твердой нити, которая может вызвать проблемы с будущими отпечатками. Однако иногда может потребоваться что-то посерьезнее. Ознакомьтесь с нашим руководством по очистке форсунок, чтобы узнать больше.
Место хранения

Хранение в основном относится к филаментам, а не к 3D-принтерам. Тем не менее, всегда полезно хранить свой 3D-принтер, если вы не планируете его использовать какое-то время.
На рынке имеется множество контейнеров для филаментов, а также вакуумных пакетов для филаментов. Все эти продукты предотвращают запыление волокон и их заполнение влагой.
Читайте также: