Вырубка шайб из металла
ОСОБЕННОСТИ КОМПЛЕКТАЦИИ ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ШАЙБЫ И СЛОЖНЫХ ДЕТАЛЕЙ
КОНСТРУКЦИЯ ОБОРУДОВАНИЯ И ТЕХНИЧЕСКАЯ СПЕЦИФИКАЦИЯ ЕГО КОМПОНЕНТОВ
Принцип действия пресса
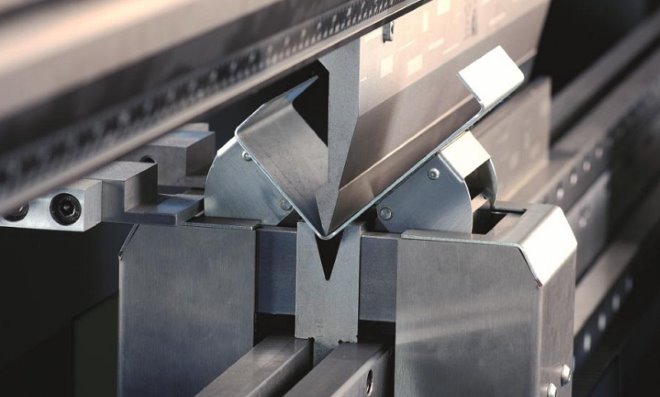
Оборудование представляет собой механический пресс с ЧПУ, для производства шайб из металла, методом холодной штамповки. Принцип его действия основан на преобразовании вращательного движения привода в возвратно-поступательное движение ползуна. Рабочей частью пресса является штамп, он состоит из двух половин. Верхней подвижной (пуансон) и нижней неподвижной (матрица). Матрица крепится к столу, пуансон к ползуну пресса. В состав пресса входит механизм автоматической подачи металла в рабочую зону, а так же калибровочное устройство для придания листовому прокату более прямолинейного вида, конвейер для удаления металлической стружки из-под рабочей зоны. Главный двигатель пресса снабжен радиатором масляного охлаждения для защиты от перегрева. Управление прессом осуществляется через сенсорный монитор оператора, на котором производится задание и ввод параметров режима обработки. Монитор вмонтирован в металлический корпус.
Код товара по ТН ВЭД ТС: 8462 10 100 9
Конструкция корпуса
Корпус сконструирован по типу коробки и обладает хорошей жесткостью. Деформация при штамповке сведена к минимуму. Повышена точность нижней мертвой точки. По бокам корпуса имеются отверстия для более удобной установки дополнительного оборудования.
Привод
Привод полностью скрыт внутри корпуса. Ползун приводится в движение с помощью сервопривода, шестерней и эксцентрикового вала, скрепленных коленно-рычажными соединениями.
Защитный тормоз
Применяются сухие фрикционные колодки. После того как главный двигатель начнет работать, тормоз может быть автоматически задействован: если в течение 30 секунд не проводилось никаких операций, защитный тормоз автоматически отключает подачу электричества на главный двигатель и сразу же останавливает механизм.
Дополнительное оборудование
По требованию заказчика на данный механизм может быть установлено различное оборудование для автоматизации, защитное оборудование и т.д. Для получения большей информации, пожалуйста, свяжитесь с техническим персоналом нашей компании.
СЕРВОДВИГАТЕЛЬ KINGSERVO ТАЙВАНЬСКОГО ПРОИЗВОДСТВА

The best AC Servo System
Особенности сервопривода Kingservo
В данном механизме применяется сервопривод новейшего образца. По сравнению с традиционными прессами с переключателями, здесь ползун замедляется в нижней мертвой точке, что повышает точность формовки. Скорость сближения пресс-формы в такого рода прессах небольшая, что позволяет продлить сроки эксплуатации, а также сократить импульс и шум в момент соприкосновения. Таким образом, данный механизм особенно подходит для ковки, вырубки толстых листов и холодной формовки.
Сервопривод с управлением через отрицательную обратную связь, позволяет точно управлять параметрами движения. Важными характеристиками сервомотора являются динамика двигателя, равномерность движения, энергоэффективность. Пресса для холодной высадки шайбы и изделий оборудованы сервоприводом пр-ва Тайвань.
Возможность переналадки оборудования под высадку изделий из прутка (мотка проволоки) и из листа стали
Оборудование для производства шайбы холодным способом идеально подходят для высадки шайб и плоских изделий. Особенностью оборудования является способность высадки продукции плоской формы из металлического прутка а также листового металла.
Пресс формы изготовлены из высококачественного металла марки SKD-11 и S45C.
Стоимость комплекта инструмента сопоставима со стоимостью средней иномарки.
5 способов изготовления шайб из металла
Шайбы упрочняют и помогают контролировать резьбовые соединения — поэтому стали неотъемлемым элементом металлического крепежа. С их помощью увеличивают площадь опорной поверхности, защищают материал деталей от повреждения, удерживают сборный узел от раскручивания под вибрацией, уплотняют соединения, обеспечивают электрохимическую изоляцию или электрический контакт… В некоторых узлах их доля в используемом крепеже превышает 30 процентов.
Широта сферы использования шайб определила их многообразие. Многие типы шайб давно «числятся» в актуальных отечественных ГОСТах, но также востребовано изготовление шайб на заказ нестандартных форм и размеров — по чертежам потребителя.
Существуют десятки видов шайб по конструкции, а от того, в каких условиях будет эксплуатироваться соединение, и из чего изготовлены болты, гайки, винты, шпильки — зависит класс прочности и материал изготовления шайб (использоваться может: конструкционная углеродистая сталь, нержавейка, жаропрочная сталь, цветные сплавы…).
Современное производство шайб из металлов не менее разнообразно. И хотя все используемые на данный момент технологии базируются на традиционных принципах металлообработки, создатели оборудования находят возможность применить инновационные подходы, чтобы увеличить качество продукции, уменьшить количество отходов и ускорить/удешевить производственные процессы.
Метод холодной штамповки из полосы или листа
Резание металла для изготовления шайб используется только в исключительных случаях, когда необходимо сделать крепёж настолько большой толщины, при котором технология формования оказывается бессильной. В остальных случаях именно вырубка (штамповка) плоских шайб из металла показала себя как наиболее практичный метод массового производства.
Для этих целей используют механические прессы, которые работают по принципу холодной штамповки. То есть рабочей частью такого оборудования является штамп, состоящий их двух взаимно дополняющих частей: матрицы и пуансона.
Как правило, эти станки являются последовательными пресс-автоматами, которые выполняют шаговую работу по мере продвижения заготовки под оснастку пресса. То есть сначала пробивается внутреннее отверстие шайбы, а затем (после перемещения заготовки на величину шага штамповки) вторым ударом выполняется высаживание наружного диаметра шайбы, и готовое изделие падает сквозь матрицу.
Иногда механические прессы для холодной вырубки шайб оснащены системой позиционирования ЧПУ и возможностью передвижения полосы не только поступательно, но также вправо и влево. Это позволяет делать по несколько проходов по ширине полосы, тем самым максимально эффективно использовать материал заготовки.
Числовое программное управление станками — это возможность производить шайбы с высокой точностью геометрии. Например, это очень важно при изготовлении метизов, применяемых в шарнирных узлах: стальных шайб для пальцев, созданных по ГОСТ 9649-78.
По такой технологии изготавливаются плоские круглые шайбы:
Вырубкой делают метизы квадратной формы, стопорные шайбы с наружными и внутренними зубцами, а также изделия прочих конфигураций.
Аналогичным образом выполняется вырубка шайб стопорных со специальными отгибающимися элементами. Их форма разрабатывается для стабилизации резьбового соединения, работающего в условиях повышенной вибрации и механических нагрузок. На вырубных прессах делают метизы с лапками, а также производят стопорные многолапчатые шайбы — с той лишь разницей, что вместо округлого шайбы, штамп вырубает «на провал» изделие с куда более сложной формой.
Как и метизы с лапками, шайбы стопорные с носком также представляют собой пластину сложной формы, внутри которой имеется отверстие для прохода болта. Лепестки такой шайбы в момент монтажа подгибаются к шестигранной головке болта, входят в специальный паз и надёжно фиксируют ответственное соединение в затянутом положении.
Стопорные шайбы купить можно из широкой номенклатуры материалов — но это в любом случае будут изделия с размером внутреннего отверстия от 3 до 48 мм, и с наивысшим классом точности.
Холодное пластичное формование
В целом этот метод можно считать разновидностью штампования, так как он тоже предполагает использование прессов с матрицей и пуансоном, которые вырубают шайбы из металлической полосы. Оборудование пластичного формования применяется для создания:
- Сферических шайб, которые используются с винтами со сферической головкой, стержнями и гайками (нормальными и малой высоты), например в станкостроении для сборки станочных приспособлений.
- Конических шайб для комплектации станочных приспособлений, которые за счёт сужения рабочей поверхности более равномерно распределяет силы, действующие на головку болта, а также препятствует самопроизвольному отвинчиванию соединения.
- Шайб, изготовленных по ГОСТ 13977-74, для соединения трубопроводов (работают вместе с накидными гайками).
Сферические и конические шайбы кроме всего прочего дают возможность компенсировать отсутствие соосности в соединениях.
Особенность изготовления шайб сложной конфигурации заключается в применении пуансонов и матриц такой формы (радиусной, конической), чтобы на первом шаге работы пресса не только получалось отверстие для прохода болта, шпильки или винта, но также сразу задавалась проектная пространственная форма метиза.
Поэтому эти станки нередко функционируют по трёхоперационной схеме, когда на первом этапе пластичным формованием создаётся сложная конусная/сферическая конфигурация шайб, на втором этапе конический пуансон пробивает отверстие, а на третьем — готовое изделие полностью вырубается из заготовки по наружному контуру.
Применяется также немного другая вариация этой технологии для производства тех же видов шайб — когда сначала происходит деформация заготовки для придания сферической или конической формы, а уже потом происходит высадка внутреннего отверстия и окончательная вырубка шайбы по наружному контуру.
Методом холодного пластичного формования при помощи пресса создают насечки и зазубрины на контактных рифлёных шайбах, которые в момент закручивания гаек и болтов «продирают» окисленный слой материалов, обеспечивая хороший электрический контакт и защиту от раскручивания.
Также, используя объёмную штамповку, деформируют плоские круглые метизы, чтобы получать цельные пружинные шайбы, например, в виде волны или выпуклые (тарельчатые).
Изготовление косых шайб
Косые шайбы, созданные по ГОСТ 9649-78, производятся обычно из стали (могут делаться из алюминия, меди, латуни) и имеют класс точности «С». Они предназначены для установки под головки болтов или под гайки, чтобы с их помощью можно было компенсировать и выровнять 10-процентный уклон полки швеллеров и 12 процентов уклона полки двутавра.
Согласно строительным нормам, купить шайбы косые необходимо, чтобы крепёж получил максимально возможную площадь контакта с соединяемым металлопрокатом, и, таким образом, чтобы была обеспечена проектная надёжность резьбового соединения разборных конструкций.
То есть это не обычные плоские изделия с параллельными плоскостями. В основном речь идёт о четырёхугольных шайбах и метизах квадратной формы (существуют также сферические косые метизы, применяемые в тех местах, где квадратные шайбы по каким-то причинам не становятся), у которых на одной стороне имеется плоский скос, тянущийся от кромки до кромки. Внутри шайбы выполнено отверстие для шпильки или болта с резьбой М12–М36.
У этих метизов можно легко обнаружить ещё одну интересную особенность: на скошенной плоскости создана одна или две поперечные канавки. Функция этих незамысловатых элементов заключается в обеспечении дополнительного трения, за счёт которого косая шайба (и, соответственно, головка болта или гайка) не будет прокручиваться после затяжки.
Клиновидные косые шайбы могут производиться методом пластичного формования (иными словами штамповкой). Есть и другая технология, которая заключается в следующем:
- В металлической ленте прессом пробиваются отверстия под проход болта.
- Ножами станка вырезываются прямоугольные заготовки заданного размера.
- Каждая заготовка с одной стороны обрабатывается механическим способом (по факту, снимается лишний материал), чтобы получился скос с определённым градусом и фрикционные канавки.
Высадка шайбы из прутка
Данная технология примечательна очень рациональным использованием материала. Изготовление плоских шайб из прута осуществляется на оборудовании, в состав которого входят приспособления для выполнения нескольких подготовительных операций. То есть, прежде чем пресс вырубит в шайбе отверстие под резьбу конкретного размера — сначала отрезное устройство ножом отделяет от металлического прутка заготовку, а другое устройство эту заготовку сплющивает при помощи пресс-формы.
Изготовление шайбы гровера навивкой
Гровер — это пружинная круглая шайба в виде разорванного кольца, концы которого разведены в разных плоскостях. В основном шайба Гровера представляет собой один виток пружины, но существуют также двухвитковые экземпляры, которые используются, например, на железной дороге. Как мы все знаем, создавались такие метизы с целью устранить самопроизвольное отвинчивание резьбовых соединений из-за вибрации.
Производятся гроверы из высококачественных пружинных сталей и сплавов. Для этого используется проволока прямоугольного, трапециевидного или квадратного поперечного сечения. Некоторые виды станков для изготовления шайбы-гровера могут использовать пружинную проволоку круглого сечения и в процессе работы сплющивать её. В остальном технология достаточно стандартная: выполняется навивка проволоки, затем производится нарезка шайб и их формование. Станки могут быть настроены на опрессовку гровера, также заинтересованные лица могут купить шайбы ГОСТ с отогнутыми концами.
Прочие операции
Наряду со стандартизированными типоразмерами металлических метизов, наша компания может предложить изготовление специальных уникальных шайб под заказ. Для этого нам понадобятся следующие данные:
- Чертежи с указанием толщины, диаметра, формы, типа насечки…
- Марка металла и тип защитного покрытия.
- Необходимое количество изделий.
В процессе производства шайб различного назначения используемые заготовки могут подвергаться закаливанию и ковке для работы с болтами повышенной прочности, шлифоваться для получения параллельных или особо плоских поверхностей, антикоррозионной обработке (цинкование, гальванизация т.п.). Всё это делает шайбу ещё более эффективной и ещё более выносливой.
Штампы для листовой штамповки
К первой группе относятся штампы простого действия, выполняющие какую-либо одну операцию. Пуансон и матрица этих штампов получают оформление в зависимости от выполняемой операции и конструкции детали.
Приведенный на рис. 181 штамп простого действия предназначен для вырубки кружков. Штамп состоит из пуансона (верхняя часть) и матрицы (нижняя часть). Пуансон 3 крепится к верхней плите штампа 2 с помощью пуансонодержателя 4, хвостовик которого 1 крепится к ползуну пресса. Матрица 9 крепится к нижней плите 7 штампа с помощью матрицедержателя 8, а нижняя плита — к столу пресса. Соосность пуансона и матрицы достигается при помощи направляющих колонок 6 и втулок 5.
Рис. 181. Штамп для вырубки.
Заготовка в виде полосы, направляемая с боков двумя планками 10, подается по матрице 9. При обратном ходе ползуна съемник 12 снимает полосу с пуансона, а затем полоса подается вперед до упора 11. После очередной операции вырубки полоса приподнимается и подается вперед таким образом, чтобы перемычка прошла над упором, а затем полоса опускается и подается до вперед упора для осуществления очередной вырубки.
Ко второй группе относятся многооперационные штампы. Особенность этих штампов заключается в том, что они за один ход ползуна пресса выполняют не одну, а несколько операций.
Многооперационные штампы, в свою очередь, можно разделить на две подгруппы: штампы последовательного и штампы совмещенного действия.
Штампы последовательного действия за один ход пресса выполняют несколько операций листовой штамповки при последовательном перемещении заготовки от одной позиции штампа к другой.
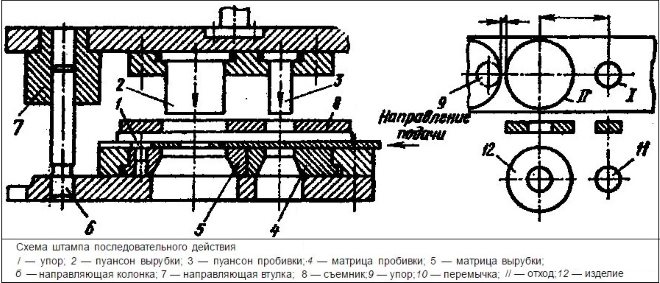
На рис. 182 представлена схема штампа последовательного действия для изготовления шайбы, в котором за один ход ползуна пресса осуществляются операции пробивки и вырубки. Пуансон вырубки 1 снизу имеет ловитель 2 (фиксатор) для центрирования отверстия относительно контура вырубки. Пробивкой пуансон 3 по высоте должен быть короче вырубного, это даетвозможность пробивку осуществлять после того, как полоса сцентрирована ловителем, в противном случае центрирование невозможно.
Рис. 182. Штамп последовательного действия: 1 — пуансон вырубки; 2 — ловитель; 3 — пуансон пробивки; 4 — матрица пробивки; 5 — матрица вырубки; 6 — упор.
Штампы совмещенного действия выполняют за один ход ползуна несколько операций без перемещения заготовки. На рис. 183 приведен штамп совмещенного действия для производства полых изделий в виде стаканчика за две операции: вырубки круглой заготовки и вытяжки стаканчика.
Рис. 183. Штамп совмещенного действия: 1 — матрица вырубки; 2 — упор; 3 — съемник и прижим; 4 — выталкиватель; 5 — пуансон вырубки и матрица вытяжки; 6 — полоса; 7 — пуансон вытяжки.
Штампы последовательного и совмещенного действия за каждый ход пресса производят одну деталь, для которой требовалось несколько операций листовой штамповки.
При штамповке с автоматической подачей заготовки из рулонной ленты ( рис. 184 ) можно достичь высокой производительности. В приведенном устройстве рулонная лента 1 устанавливается с правой стороны пресса и подается в штамп с помощью валковой подачи 2. Автоматическая подача работает периодически от кривошипного вала. Подача осуществляется в момент, когда верхняя часть штампа находится вне рабочей зоны. Высечка, образующаяся в процессе штамповки, наматывается на барабан, устанавливаемый на противоположной стороне пресса.
Рис. 184. Устройство для автоматической подачи ленты.
Кроме валковой, применяют также клещевую, крючковую и другие подачи. Механизация подачи штучных заготовок осуществляется чаще всего с помощью бункеров. На рис. 185 показана автоматизация вытяжки с применением бункерного устройства. Механизмы подачи штучной заготовки весьма разнообразны, но все они осуществляют ориентировку штучных заготовок в пространстве и подачу их на линию действия рабочего инструмента.
Рис. 185. Бункерная подача штучных заготовок: 1 — ползушка; 2 — бункер; 3 — ползун; 4 — пуансон; 5 — матрица .
Наибольшую производительность обеспечивают поточные автоматические линии, в которых механизирована не только подача заготовок из бункера к рабочему инструменту, но и передача от одной машины к другой при помощи всевозможных транспортеров.
Холодная штамповка металла: технология, виды, оборудование
Холодная штамповка (ХШ) считается наиболее передовой методикой обработки металлов давлением. Ее квалифицированное применение позволяет получать изделия различных форм и размеров. Что важно, изделия, изготовленные по данной технологии, отличаются точностью своих геометрических параметров и высоким качеством сформированной поверхности, поэтому не нуждаются в дальнейшей доработке. Процесс выполнения холодной штамповки можно легко автоматизировать, что дает возможность изготавливать продукцию с его помощью с высокой производительностью.

Эти детали были изготовлены методом холодной штамповки
Тонкости технологии
Штамповка, или штампование, как часто называют такую технологическую операцию, – это процесс, при котором заготовка из металла под воздействием давления подвергается пластической деформации. В результате такого воздействия, для оказания которого используется специальное оборудование, из заготовки формируется готовое изделие требуемых размеров и формы. Деформирование металлической заготовки может выполняться с ее предварительным нагревом, тогда такой процесс называется горячей штамповкой. Если же никакого предварительного термического воздействия на заготовку не оказывается, тогда выполняется холодная штамповка металла.
Классификация основных операций штамповки
При выполнении холодной штамповки металла используется специальная технологическая оснастка. При этом металл, из которого сделана заготовка, подвергается дополнительному упрочнению. Между тем при выполнении холодной штамповки металла ухудшается его пластичность. Повышение прочности заготовки при выполнении холодной штамповки приводит к увеличению хрупкости металла, что является достаточно негативным фактором. Чтобы избежать этого, между технологическими операциями, из которых состоит штамповка деталей в холодном состоянии, выполняют термическую обработку заготовки – рекристаллизационный отжиг. В готовых изделиях, которые в процессе производства были подвергнуты такой термической обработке, оптимально сочетаются параметры прочности и пластичности.
Виды холодной штамповки
Для того чтобы изменить изначальные геометрические параметры металлического листа в нескольких направлениях, применяется холодная объемная штамповка. Чтобы не увеличить сопротивление металла и, соответственно, не снизить его текучесть, такую технологическую операцию выполняют при температуре, которая не превышает ковочную.

Вырубка шайб – простейший пример холодной штамповки
Используя данную технологию, которая требует применения специального оборудования, изготавливают изделия повышенной точности, без таких дефектов, как горячие трещины, царапины, заусенцы и риски, участки, подвергнутые усадке металла. Однако из-за того, что штамповочный пресс, используемый для выполнения объемной ХШ, вынужден преодолевать огромное сопротивление ненагретого металла, получить с его помощью детали сложной конфигурации проблематично. В таких случаях лучше использовать не холодную, а горячую штамповку.
Еще одним видом обработки металла давлением, при выполнении которой заготовки не подвергаются предварительному нагреву, является холодная листовая штамповка. При выполнении обработки по данному методу в качестве заготовок могут выступать лист, лента или полоса, изготовленные из металла. Толщина стенок обрабатываемой детали при использовании такой технологии практически не изменяется, а получить пространственные изделия можно только из пластичных металлов.
Этапы изготовления штампов
Большую роль в обеспечении требуемого качества готового изделия играет проектирование штампов для холодной штамповки, за счет которых и происходит формирование детали с требуемыми геометрическими параметрами. Выполняться рабочие чертежи таких рабочих инструментов, устанавливаемых на штамповочных прессах, могут как в двух-, так и в трехмерном формате. Для решения этой задачи требуются соответствующие знания и навыки.
Разработка чертежа и последующее изготовление штампа, используемого для холодной штамповки, выполняются в несколько этапов:
- составление эскиза будущего штампа;
- изучение схемы, по которой будет выполняться раскрой материала, проверка такой схемы посредством специальной компьютерной программы;
- редактирование эскиза, если в том есть необходимость;
- окончательная проверка размеров разработанного штампа;
- обозначение положения и точных размеров отверстий, которые будут выполнены на рабочей поверхности штампа.
При разработке штампов часто приходится выбирать между качеством будущей детали и экономичностью производства
Разрабатывая штампы для холодной штамповки, необходимо разбить чертеж готового изделия на отдельные части и внимательно изучить их. После того как такая процедура будет выполнена, осуществляют производство штампов. При этом необходимо уделить особое внимание требованиям, которые предъявляются к параметрам готового изделия. Для каждого этапа технологического процесса холодной штамповки разрабатывается маршрутная карта, в которой учитываются как время выполнения отдельных операций, так и характеристики поковок на отдельных этапах обработки.

Большая часть штампов изготавливается из углеродистой или легированной стали, но иногда используются и сплавы алюминия и меди
В таком вопросе, как выполнение холодной штамповки металлической заготовки, значение имеют очень многие параметры, к которым, в частности, относятся последовательность выполнения технологических операций, распределение материала в полости рабочего инструмента, используемое оборудование и режимы обработки.
К процессу изготовления штампов для холодной штамповки также предъявляются серьезные требования, поскольку именно от точности данного инструмента зависит качество формируемого изделия.
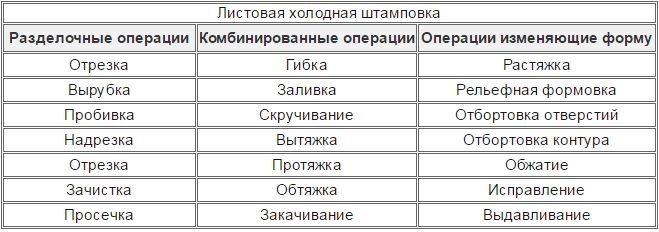
Штамповка деталей, при которой в качестве заготовки используется листовой металл, может включать в себя целый перечень механических операций. Такими операциями, в частности, являются резка, вырубка, выдавливание, гибка, холодная высадка, формовка, обжим и вытяжка. При этом резка, вырубка и ряд других технологических операций относятся к разделительным операциям, а холодная высадка, формовка, гибка и др. – к формоизменяющим.
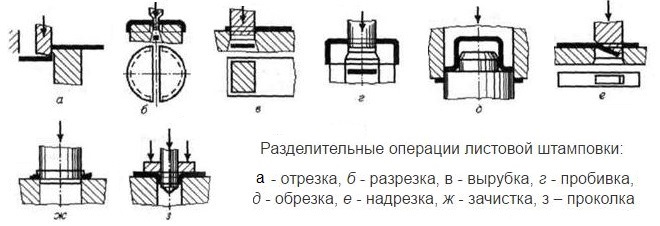
Типы разделительных операций листовой штамповки

Типы формоизменяющих операций листовой штамповки
После штамповки изделие может быть подвергнуто и ряду вспомогательных операций, к которым относятся отжиг и травление. При помощи таких операций готовому изделию придаются требуемые механические характеристики. Чтобы повысить износостойкость изделий, полученных методом холодной штамповки, на их поверхность наносят различные защитные покрытия.
Если заготовку из листового металла необходимо подвергнуть объемной штамповке, то такая операция может выполняться по двум технологическим схемам.
Первая из них состоит из трех операций:
- предварительной термической обработки заготовки (это необходимо для того, чтобы снизить прочность металла);
- подготовки поверхности заготовки к выполнению штамповки;
- непосредственно самой штамповки.
При выполнении холодной штамповки по второй технологической схеме к трем вышеуказанным этапам добавляется еще один – предварительная подготовка мерных заготовок, из которых и будут формироваться готовые изделия.
Штамповка металла – технология, разновидности, оборудование, ГОСТ
Штамповка как технологический процесс обработки заготовок, изготовленных из металла, позволяет получить готовые изделия плоского или объемного типа, отличающиеся как своей формой, так и размерами. В качестве рабочего инструмента при выполнении штамповки может выступать штамп, закрепленный на прессе или оборудовании другого типа. В зависимости от условий выполнения штамповка металла бывает горячая и холодная. Эти два вида данной технологии предполагают использование различного оборудования и соблюдение определенных технологических норм.
Штамповка – пластическая деформация металла, изменяющая форму или размеры материала
Особенности технологии
Ознакомиться с требованиями ГОСТ к обработке металла штампованием можно, скачав документ в формате pdf по ссылке ниже.
Кроме разделения на горячую и холодную, штамповка изделий из металла подразделяется и на ряд других категорий в зависимости от ее назначения и технологических условий. Так, операции штамповки, в результате которых происходит отделение части металлической заготовки, называются разделительными. Сюда, в частности, относятся резка, рубка и пробивка деталей из металла.
Другой категорией таких операций, в результате которых штампуемый лист металла изменяет свою форму, являются формоизменяющие штамповочные операции, часто называемые формовкой. В результате их выполнения детали из металла могут подвергаться вытяжке, холодному выдавливанию, гибке и другим процедурам по обработке.
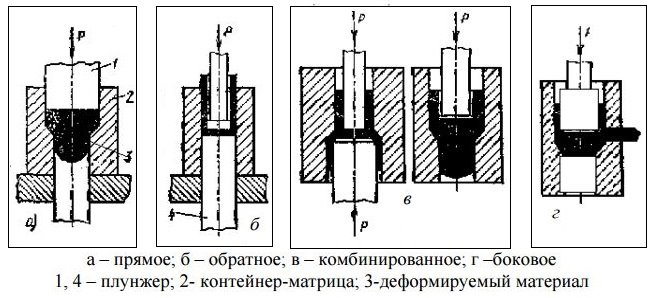
Схемы и разновидности выдавливания (прессования)
Как уже отмечалось выше, существуют такие виды штамповки, как холодная и горячая, которые, хотя и реализуются по одному принципу, предполагающему деформирование металла, имеют ряд значимых отличий. Штамповку деталей, предполагающую их предварительный нагрев до определенной температуры, применяют преимущественно на крупных производственных предприятиях.
Это связано прежде всего с достаточно высокой сложностью такой технологической операции, для качественного выполнения которой необходимо сделать предварительный расчет и точно соблюсти степень нагрева обрабатываемой заготовки. С помощью штамповки, выполняемой по горячей технологии, из листового металла различной толщины получают такие ответственные детали, как днища котлов и другие изделия в форме полусфер, корпусные и другие элементы, используемые в судостроении.

Характеристики и виды деталей, производимых на горячештамповочных прессах
Для нагрева деталей из металла перед их горячей штамповкой используется нагревательное оборудование, которое в состоянии обеспечить точный температурный режим. В этой функции, в частности, могут использоваться электрические, плазменные и другие нагревательные устройства. Перед началом выполнения горячей штамповки необходимо не только рассчитать нормы нагрева обрабатываемых деталей, но и разработать точный и подробный чертеж готового изделия, в котором будет учтена усадка остывающего металла.
При выполнении холодной штамповки металлических деталей процесс формирования готового изделия протекает только за счет давления, оказываемого рабочими элементами пресса на заготовку. За счет того, что заготовки при штамповке по холодной технологии предварительно не нагреваются, они не подвержены усадке. Это позволяет изготавливать изделия законченного вида, которые не требуют дальнейшей механической доработки. Именно поэтому данная технология считается не только более удобным, но и экономически выгодным вариантом обработки.

Методом холодной штамповки обрабатывают листовой металл толщиной до 10 мм
Если квалифицированно подойти к вопросам проектирования размеров и формы заготовок и к последующему раскрою материала, то можно значительно уменьшить его расход, что особенно актуально для предприятий, выпускающих свою продукцию крупными сериями. В качестве материала, заготовки из которого успешно подвергаются штамповке, может выступать не только углеродистые или легированные стали, но также алюминиевый и медный сплавы. Более того, оснащенный соответствующим образом штамповочный пресс успешно используется для обработки заготовок из таких материалов, как резина, кожа, картон, полимерные сплавы.
Разделительное штампование, целью которого является отделение от обрабатываемой заготовки части металла, – это очень распространенная технологическая операция, используемая практически на каждом производственном предприятии. К таким операциям, которые выполняются посредством специального инструмента, установленного на штамповочный пресс, относятся резка, вырубка и пробивка.

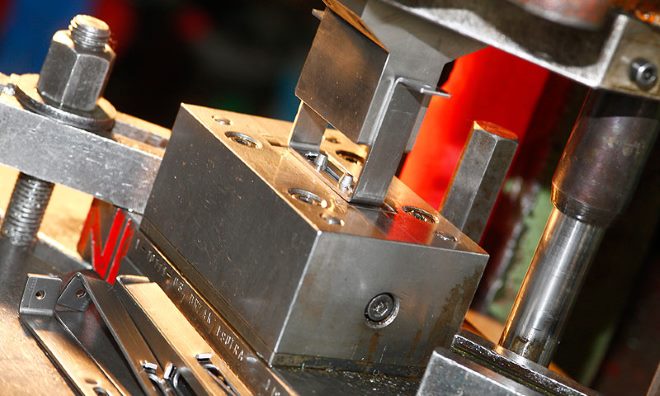
На этом прессе установлены специальные плунжеры для пробивки отверстий в заготовке
В процессе резки металлические детали разделяются на отдельные части, причем такое разделение может осуществляться по прямой или кривой линии реза. Для выполнения резки могут использоваться различные устройства: дисковые и вибрационные станки, гильотинные ножницы и др. Резку чаще всего используют для того, чтобы раскроить металлические заготовки для их дальнейшей обработки.
Вырубка – это технологическая операция, в процессе которой из металлического листа получают детали, имеющие замкнутый контур. При помощи пробивки в заготовках из листового металла делают отверстия различной конфигурации. Каждая из таких технологических операций должна быть тщательно спланирована и подготовлена, чтобы в результате ее выполнения получилось качественное готовое изделие. В частности, должны быть точно рассчитаны геометрические параметры используемого инструмента.
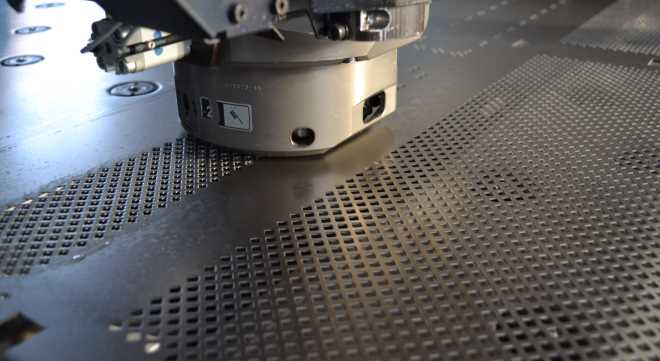
Перфорированный металлический лист получается в результате вырубки отверстий на координатно-пробивном прессе
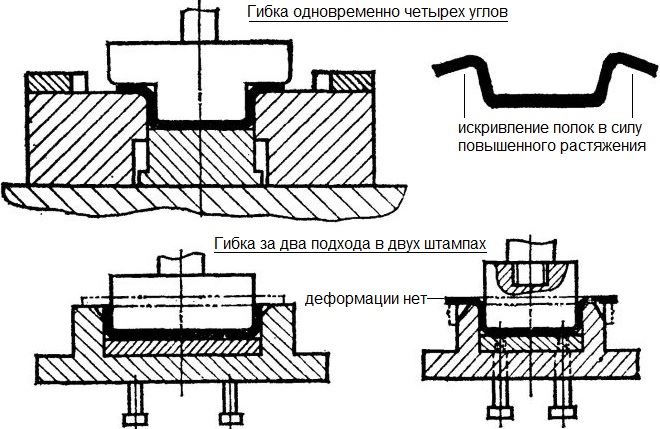
Технологическими операциями штамповки, в процессе которых осуществляется изменение начальной конфигурации металлических деталей, являются формовка, гибка, вытяжка, отбортовка и обжим. Гибка – это наиболее распространенная формоизменяющая операция, в процессе которой на поверхности металлической заготовки формируются участки с изгибом.
Вытяжка – это объемная штамповка, целью выполнения которой является получение из плоской металлической детали объемного изделия. Именно при помощи вытяжки металлический лист превращается в изделия цилиндрической, конической, полусферической или коробчатой конфигурации.
По контуру изделий из листового металла, а также вокруг отверстий, которые в них выполнены, часто необходимо сформировать бортик. С этой задачей успешно справляется отбортовка. Такой обработке, выполняемой посредством специального инструмента, подвергают и концы труб, на которые необходимо установить фланцы.

Отбортовка может выполнятся различными способами
При помощи обжима, в отличие от отбортовки, концы труб или края полостей в заготовках из листового металла не расширяют, а сужают. При выполнении такой операции, осуществляемой при помощи специальной конической матрицы, происходит наружное обжатие листового металла. Формовка, которая также является одной из разновидностей штамповки, предполагает изменение формы отдельных элементов штампованной детали, при этом наружный контур детали остается неизменным.
Объемная штамповка, которая может выполняться по различным технологиям, требует не только тщательных предварительных расчетов и разработки сложных чертежей, но и использования специально изготовленного оборудования, поэтому реализовать такую технологию в домашних условиях проблематично.
Инструменты и оборудование
Даже обработка мягких металлов, в частности штамповка алюминия, требует применения специального оборудования, в качестве которого могут выступать гильотинные ножницы, кривошипный или гидравлический пресс. Кроме того, необходимо умение производить расчеты расхода материала и разрабатывать технические чертежи. При этом следует учитывать требования, которые содержит соответствующий ГОСТ.
Штамповку, для выполнения которой не требуется предварительный нагрев обрабатываемой заготовки, выполняют преимущественно на гидравлических прессах, производство которых регулирует ГОСТ. Разнообразие серийных моделей этого оборудования позволяет подбирать станок для производства изделий различных конфигураций и габаритных размеров.
В мелком производстве часто используют эластичный метод штамповки, когда шаблон является металлическим элементом, а матрица – резиновым или пластиковым
Выбирая пресс для выполнения штамповки, в первую очередь следует ориентироваться задачи, для решения которых он необходим. Например, для выполнения таких технологических операций, как вырубка или пробивка, используют штамповочное оборудование простого действия, ползун и шайбы которого в процессе обработки совершают небольшой ход. Для того чтобы выполнить вытяжку, требуется оборудование двойного действия, ползун и шайбы которого в процессе обработки совершают значительно больший ход.

Кривошипный пресс КД-238 относится к категории простого оборудования. Предназначен для холодной штамповки: гибки, пробивки, вырубки и неглубокой вытяжки
По своей конструкции, как указывает ГОСТ, оборудование для выполнения штамповки делится на несколько типов, а именно:
- однокривошипное;
- двухкривошипное;
- четырехкривошипное.
- клиноременная передача;
- пусковая муфта;
- шайбы;
- кривошипный вал;
- шатун, при помощи которого можно регулировать величину рабочего хода ползуна.
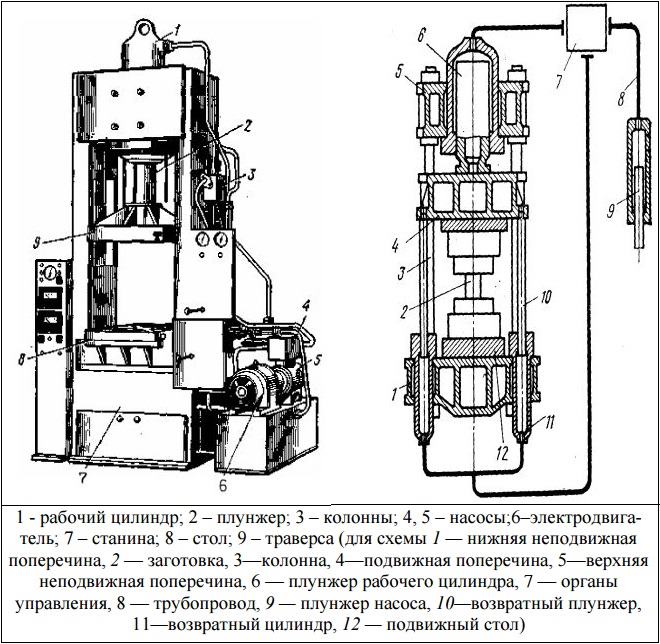
Схема гидравлического пресса
Для запуска ползуна, который совершает возвратно-поступательное движение по направлению к рабочему столу пресса, используется ножная пресс-педаль, напрямую связанная с пусковой муфтой.
Несколько другим принципом работы отличается четырехшатунный пресс, рабочие органы которого создают усилие с центром, приходящимся на середину четырехугольника, образуемого четырьмя шатунами. Благодаря тому, что усилие, создаваемое таким прессом, приходится не на центр ползуна, это устройство успешно используется для того, чтобы изготавливать изделия даже очень сложной конфигурации. Прессы данной категории, в частности, применяют для того, чтобы изготовить асимметричные изделия, отличающиеся значительными габаритами.

Промышленные четырехшатунные прессы могут развивать усилие в сотни тонн
Чтобы изготовить изделия более сложной конфигурации, используют прессовое оборудование пневматического типа, конструктивная особенность которого заключается в том, что оно может быть оснащено двумя или даже тремя ползунами. В прессе двойного действия применяются одновременно два ползуна, один из которых (внешний) обеспечивает фиксацию заготовки, а второй (внутренний) выполняет вытяжку поверхности обрабатываемого металлического листа. Первым в работе такого пресса, конструктивные параметры которого также регламентирует ГОСТ, участвует внешний ползун, фиксирующий заготовку при достижении самой нижней точки. После того как внутренний ползун выполнит свою работу по вытяжке листового металла, внешний рабочий орган поднимается и освобождает заготовку.
Для штамповки тонколистового металла используются преимущественно специальные фрикционные прессы, технические параметры которых также устанавливает ГОСТ. Чтобы обрабатывать более толстый листовой металл, лучше всего применять гидравлическое штамповочное оборудование, которое оснащено более надежными шайбами и другими конструктивными элементами.
Штамповка металла любой толщины должна производится с высокой точностью
Отдельную категорию составляет оборудование, при помощи которого выполняется штамповка взрывом. На таких устройствах, в которых энергия управляемого взрыва преобразуется в усилие, оказываемое на металл, обработке подвергают металлические заготовки значительной толщины. Работа такого оборудования, считающегося инновационным, даже на видео выглядит очень эффектно.
Чтобы получаемый сгиб и общая конфигурация готового изделия из металла отличались высоким качеством, в последнее время стали активно использовать прессы, оснащенные встроенными вибрационными ножницами. Использование такого оборудования с более короткими ножками позволяет изготавливать изделия практически любой конфигурации.
Таким образом, выполнение штамповки листового металла требует наличия не только специализированного оборудования, но и соответствующих навыков и знаний, поэтому реализовать такую технологию в домашних условиях достаточно сложно.
Читайте также: