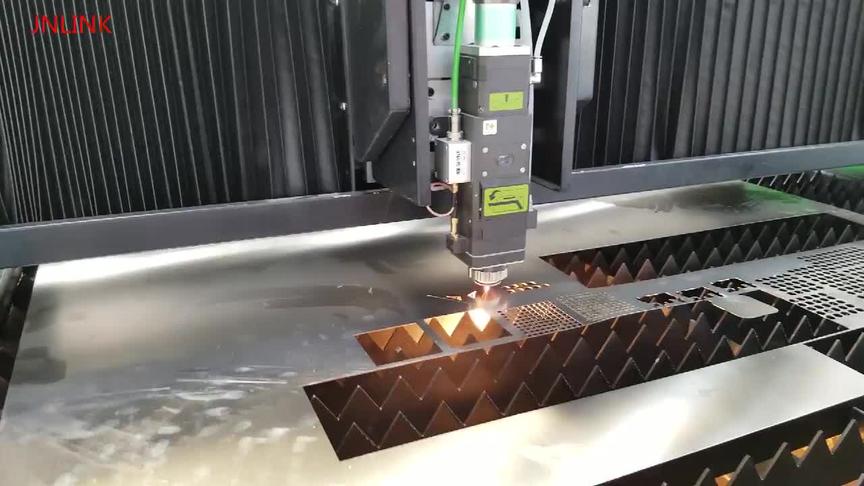
Выбор лазера для резки металла
Итак, лазерные станки по металлу могут резать: алюминий, нержавейку и медь (в том числе зеркальные), латунь, оцинкованную и углеродистую сталь, чёрный металл и другие металлы.
Как определить, качественное оборудование вам предлагают или нет? Обратите внимание на цену, за $5000 можно приобрести только бесплатную головную боль. Качественный станок, как правило, собирается из комплектующих лучших производителей, поэтому не может иметь низкую цену. Проверьте, оборудование каких известных брендов установлено на станке.
В конце — важное короткое видео на эту тему!
Преимущество лазерного станка по металлу
- Чистый рез. Изделия не нуждаются в постобработке, так как лазер даёт чистую и ровную кромку. Правильно вырезанное изделие можно сразу отдавать на сварку или покраску без дополнительной обработки;
- Cкорость перемещения лазера при резке может доходить до 50 м/м, это обеспечивает высокую производительность, недостижимую при использовании любого другого оборудования;
- Точность. Диаметр луча настолько маленький, что позволяет делать сквозные отверстия тоньше волоса;
- На оптоволоконном станке можно резать заготовки со сложным контуром благодаря высокой точности позиционирования;
- Заготовки на материале можно размещать встык друг к другу, вплотную заполняя ими листовой материал. Кстати, в металлорезах Wattsan есть специальная функция Nesting, которая помогает автоматически распределять детали максимально плотно друг к другу с минимальными потерями материал;
- Лазер режет бесконтактно, поэтому вам не нужны прижимные приспособления. И это исключает механическое воздействие на материалы и повреждение их поверхности;
- Станок управляется программой, и так как, человек практически полностью исключен из производственного процесса, то во-первых риск брака сводится к минимуму, во-вторых, гарантируется полная идентичность серийной продукции. Кроме того, это сильно ускоряет раскрой металла или выпуск изделий из него.
- И ещё один пункт — это низкие затраты на расходники. Из расходников у вас только газ, защитные стекла и сопла.
Где применяют лазерные станки по металлу
Лазерный луч в состоянии превратить лист металла в ажурное кружево, причем, все торцы будут абсолютно ровные, чёткие и чистые, а все отверстия и элементы останутся на своем месте с точностью до доли миллиметра.
Благодаря таким высоким качественным характеристикам, лазерные станки по металлу широко используются в авто-, судо- ракетостроении, военной промышленности, а также при изготовлении:
- лифтов,
- морских контейнеров,
- рекламных и строительных металлоконструкций,
- элементов торгового оборудования,
- электро- и бытовой техники,
- и многого другого.
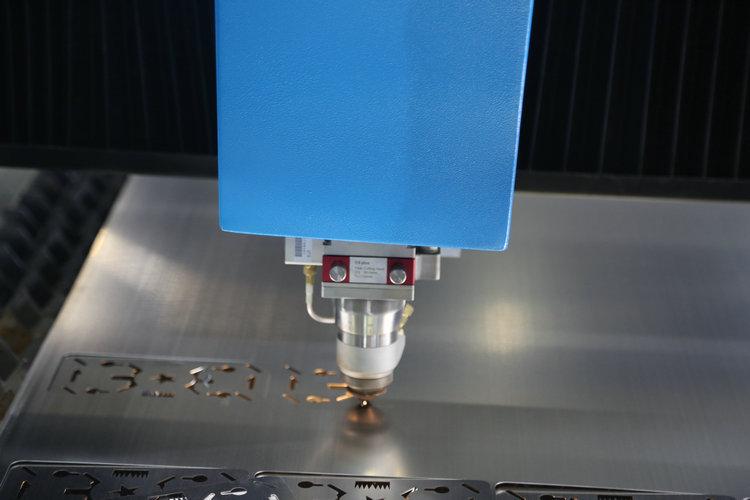
Как устроен металлорезчик?
Давайте рассмотрим основные составляющие станка, чтобы понять, как он устроен.
По каждому пункту мы выпустим отдельное видео, в котором разберём все подробно, а пока вкратце (из чего состоит лазерный станок):
- — здесь генерируется сам лазерный луч и по оптоволокну подаётся в лазерную голову. 90% компаний, и наша в том числе, на свои станки ставят излучатели IPG и Raycus, которые имеют свои преимущества: Raycus — относительно невысокую цену, а IPG — преимущество с точки зрения резки цветных материалов. (Сравнение волоконных излучателей разных производителей в этой статье). принимает и фокусирует лазерный луч. На наших станках мы используем в основном лазерную голову RayTools. Иногда по желанию клиента мы ставим голову WSX. О настройках, преимуществах, недостатках и некоторые заблуждениях клиентов мы расскажем в отдельной статье. Купить лазерную голову с гарантией производителя можете здесь. мы называем все узлы станка, которые отвечают за передвижение лазерной головы — это двигатели, рейки и направляющие. После длительного использования и тестов различных серводвигателей мы сделали выбор в пользу Mitsubishi, так как они компактны, у них меньше вибраций, они надёжны и легко заменяются в случае поломки. Хотя это редкая история, чтобы серводвигатель вышел из строя, но в таком случае по гарантии мы заменим его в течение 3-4 дней в зависимости от вашего местонахождения. Направляющие Hiwin — это зарекомендовавший себя во всём мире бренд, тоже всегда и везде есть в наличии. Косозубая рейка Lean В2 специально предназначена для серьёзных нагрузок.
- От системы управления и программного обеспечения зависит, насколько удобно вам будет работать со станком и каковы будут его параметры производительности. ПО мы также можем поставить по желанию клиента, но как правило, на наших станках используется CYPONE или CYPCUT. Эти программы поддерживают самые распространенные форматы векторных чертежей ADOBE ILLUSTRATOR и DXF, чего более чем достаточно для любого производства.
- От рамы станка во многом зависит, какие другие комплектующие можно будет поставить на станок. К примеру, если максимальная скорость резки не более 20 м/мин, а холостые перемещения — не более 50, вам нет смысла переплачивать и брать раму толщиной 15-20 мм или тем более покупать чугунину, которая вообще нецелесообразна на сегодняшний день. Об этом мы тоже поговорим подробнее, может быть даже поспорим с кем-то, в одной из следующих статей.
- Также есть чиллер — это обязательная система охлаждения, которая идёт в комплекте. Чиллер для металлорезов имеет два контура: для охлаждения излучателя и лазерной головы. . Бывает различных типов: первый — когда дым удаляется со всей площади станка одновременно, второй используется на более дорогих станках - там используются пневмозаслонки, благодаря которым вытяжка работает только в том месте, где сейчас находится лазерная голова.
- Также немаловажный элемент устройства лазерного станка по металлу — это электрика. На станках Wattsan используется фирменная электрика Schneider electric.
Критерии выбора лазерного станка по металлу
Что влияет на производительность лазерного станка? Что самое главное при выборе?
Если упростить, то от лазерного излучателя и головы зависят скорость резки и толщина материала, который вы сможете порезать, а рама станка, его двигатели, рейки, направляющие и ПО влияют на скоростные характеристики, точность и долговечность.
Толщина металла для раскроя
Очевидно, что чем больше толщина материала, который вы собрались резать, тем мощнее должен быть излучатель. А чем выше скорость станка, тем жёстче должен быть корпус, чтобы избежать вибраций, а также мощнее и надежнее двигатели и прочие показатели.
О каждом компоненте мы сделаем отдельное подробную статью на нашем сайте, поэтому не забудьте подписаться.
Какие задачи
Мы рекомендуем всем нашим клиентам при выборе станка и его характеристик руководствоваться принципом достаточности, который и сами используем в проектировании наших станков совместно с нашими китайскими коллегами с завода Wattsan.
Выбирайте все параметры станка в соответствии с задачами, которые необходимо решать вашему производству.
Сервис и техническая поддержка
Лазерный станок по металлу приносит большую прибыль для любого производства, где он установлен. Он может обрабатывать более 700 тонн металла в год. Поэтому для производств ОЧЕНЬ важна непрерывность его работы. Обычно его покупают в лизинг и деньги за его покупку нужно как можно быстрее отбить и здесь как никогда важна надежность и непрерывность работы иначе как вы будете платить за лизинг, если у вас пол месяца станок стоит в ремонте, а еще штат сотрудников содержать и прочие издержки.
Многие компании могут продать металлорез (привезти его из Китая), но не у всех есть такой опыт и багаж знаний как у наших менеджеров и сотрудников сервисной службы. Возможно в этой статье было много непонятных для вас терминов, не пугайтесь, мы доступно расскажем вам обо всех нюансах и научим правильно работать на станке.
Посмотрите на станины станка. От них также зависит срок его службы.
Литые или изготовленные из толстого стального швеллера станины прослужат долго.
Обратите внимание на способ перемещения каретки. Всегда предпочитайте серводвигатели вместо ручных шаговых — они дороже, но их не «заедает» при перемещении.
Не экономьте на системе дымоудаления и очистки газов, иначе при интенсивной работе рискуете получить отравление.
Обучение работы на лазерном станке по металлу
Наше обучение длится три дня, за это время вы узнаете всё что нужно о строении станка и его обслуживании, мы научим вас подбирать настройки под разные типы материалов разной толщины и покажем, как работать с режимами резки, которые упрощают работу и помогают экономить время и материалы.
Мы имеем успешный опыт работы с различными производствами и поэтому можем многому вас научить, поделиться опытом и дать вам уникальные советы, как оптимально настроить ваш производственный процесс.
Если у вас есть вопросы — задавайте их прямо в чат нашим менеджерам и мы вам обязательно ответим. Также не забывайте подписываться на наш канал, потому что это лишь первая статья о твердотельных станках, для вас мы готовим целую серию, которая в полной мере раскроет эту тему.
В следующей статье мы поговорим о раме станка и расскажем вам как выбрать станок с хорошим корпусом.
Как выбрать лазерный станок для резки металла?
Лазерные металлорежущие станки (резаки по металлу) по праву занимают одно из ведущих мест среди инновационного оборудования, используемого в различных отраслях народного хозяйства: металлургии, машиностроении, мебельном производстве и других. Все потому, что с их помощью можно получить детали самой сложной конфигурации с высокой степенью точности без необходимости дальнейшей обработки по контуру. При этом с учетом минимальной толщины реза и рационального раскроя листа можно добиться безотходного производства.
- высокую производительность;
- наличие автоматизированной системы управления;
- снижение себестоимости продукции
Многие руководители рано или поздно задумываются об обеспечении своих предприятий и компаний такого рода высокотехнологичными агрегатными механизмами. Ведь иметь на производстве хотя бы один лазерный станок для резки металла — это отказаться от устаревшего и малоэффективного оборудования и при минимуме энергозатрат обеспечить необходимым объемом деталей и заготовок участок сборки. Но поскольку существует несколько видов такой техники, да еще по высокой стоимости, к выбору модели для каждого определенного случая следует подходить индивидуально. Попробуем разобраться, на что обратить внимание, выбирая лазерный металлорежущий станок для конкретного производства.
Особенности работы лазерного резака
Для начала разберемся с конструкцией лазерного станка и с особенностями его работы. Лазерный резчик, тот же резак по металлу, состоит из следующих узлов:
- излучателя, который генерирует узконаправленный импульс или поток фотонов;
- системы перемещения газа, предназначенного для охлаждения излучателя и выдувания расплавленного металла из рабочей зоны;
- привода, используемого для перемещения излучателя над поверхностью резания;
- координатного стола, на который укладывается лист металла либо обрабатываемая заготовка;
- автоматизированной системы управления (АСУ) либо ЧПУ.
Разновидности лазеров: сравнение газовых и волоконных
Определимся с разновидностями лазеров, поскольку принцип работы лазерных установок заключается в фокусировке луча, обеспечивающего высокую концентрацию энергии на поверхности материала. Диаметр этого луча составляет всего несколько десятков миллиметра, что обеспечивает малую толщину реза. Процесс расплавления и изменения структуры металла происходит в случае достижения мощности луча до определенных значений.
- газовые, в которых роль активной среды играет смесь углекислого газа, азота и гелия;
- волоконные, использующие в качестве активной среды оптические волокна;
- твердотельные, где место активной среды занимают кристаллы и особые виды стекла.
- диодные.
- Эффективность резки какого-либо материала зависит от длины волны излучения. Так, волоконные лазеры с коротковолновым излучением показывают высокие показатели качества в случае с резкой тонколистового металла толщиной до 3 мм. Газовые лазеры, у которых волна излучения длиннее, демонстрируют отличные результаты при резке листов металла большой толщины.
- Волоконные лазеры имеют более высокую стоимость установки в сравнении с газовыми аналогами.
- Оборудование, оснащенное волоконными лазерами, отличается небольшими габаритами и продолжительным сроком службы в 100 тыс. часов, обусловленным качеством оптоволокна и отсутствием перегрева.
- Пятно, излучаемое световым лучом волоконного лазера, отличается небольшими размерами при хорошей глубине резкости по сравнению с газовым лазером.
- При обработке металлов при помощи волоконных лазеров можно добиться получения более точных квалитетов
При выборе лазерного металлорежущего станка также необходимо определиться и с размерами рабочего поля координатного стола. В случае с необходимостью выполнения раскроя материала, следует остановить выбор на модели с большим столом. Если же нужно воплотить идеи, связанные с декоративно-прикладным искусством, можно приобрести лазерный резак по металлу с габаритами поменьше.
Покупая лазерное металлорежущее оборудование, следует знать следующее: если мощность лазера можно увеличить, то стол поменять нельзя — он меняется вместе со станком.
Оборудование, используемое для управления лазерным резаком
Для управления лазерным резаком по металлу, как правило, используется компьютеризованная система управления АСУ либо ЧПУ. С ее помощью производится
контроль и управление параметрами лазера, передача команд на исполнительные модули координатного стола и системы перемещения и излучения газа.
Вывод
В последнее время металлообрабатывающая индустрия предлагает вместе с лазерным оборудованием множество видов металлообрабатывающих агрегатов, позволяющих проводить разделение даже самых твердых сплавов в считанные минуты и с минимальным участием человека в процессе.
Выбор параметров лазера для качественной резки металла
Мощность лазера для резки металла определяет его максимальные возможности. Одно из главных правил при покупке такого устройства — станок для резки металла лазером нужно покупать с запасом. Ведь наличие запаса силы гарантирует большую производительность и возможность дальнейшего развития организации.
Что это за показатель — мощность лазера для резки?
Мощность лазера для резки металла — золотая середина модельного ряда LaserFor BSR, которая находится в районе от 500 Вт до 3 кВт. Это оборудование — надежный инструмент, которому можно доверить большое количество работы и при этом не бояться подводных камней.
Лазерные установки включают в себя три главных параметра:
- рабочую среду;
- источник энергии;
- оптический резонатор.
По виду рабочей среды устройства для нарезания бывают следующих видов:
- Твердотельные . Их основной узел заключается в осветительной камере. В ней расположен источник энергии, а также рабочее тело.
Справка. К твердотельному типу относятся также и волоконные устройства. В них излучение становится выше, а в качестве источника энергии выступает полупроводниковый лазер.
- Газовые. В них рабочим телом выступает углекислый газ, который прокачивается насосом сквозь газоразрядную трубку и заряжается электрическими разрядами. Чтобы усилить излучение, ставят прозрачное зеркало.
- Газодинамические. Они являются самыми мощными. Рабочее тело в них — углекислый газ, который нагрет до 3000 градусов. Он заряжается маломощным лучом. Газ с большой скоростью прокачивается через узкий канал, резко расширяется и охлаждается. В итоге его атомы переходят из заряженного в простое состояние, и газ становится источником излучения.
Для резки металла

Мощность нарезания материала лазером зависит от его теплопроводности: чем она выше, тем эффективнее будет процедура, в среднем это 0,15–12,5 м/с. Мощностная характеристика определяется плотностью потока и достигает 10 в 8 степени Ватт на один квадратный сантиметр. Также она определяется в зависимости от толщины заготовки и в среднем достигает 0,5–1,5 кВт.
В зависимости от типа используемых материалов
Справка. Чтобы нарезать металл с помощью специального оборудования, потребуется сила, которая в среднем составляет 450–500 Вт. Эффективным данный способ считается при толщине заготовок не выше 6 мм. При 20–40 мм подобное оборудование используется редко. Для материала большой толщины резка не осуществляется.
Резка лучом возможна, если материалом выступает:
- Сталь. Максимальная толщина листа не должна быть выше 20 мм, иначе необходимо использовать другой метод.
- Нержавеющая сталь. В этом случае ограничение составляет 16 мм. При таких показателях удастся избежать появления облоя и его можно легко удалить.
- Латунь. Для резки этого материала подойдут 12 мм листы, так как его сопротивление достаточно большое.
- Алюминиевый сплав. Можно резать металлические листы толщиной не выше 10 мм.
Каждому из этих видов материала соответствует свой вид оборудования.
Справка. Нарезание материала лучом не используется на вольфраме, титане, молибдене. Они обладают высокой прочностью, которая приведет к выходу устройства из строя.
В зависимости от толщины
Для качественной нарезки материала нужно учитывать несколько факторов. К примеру, для малоуглеродистых сталей параметры будут такими:
- При толщине в 1 мм мощность должна быть 100 Вт, а скорость резки заготовки 1,6 м в минуту.
- Для изделий плотностью в 1,2 мм — 400 Вт, а скорость резки — 4,6 м в минуту.
- Изделия в 2,2 мм и выше нуждаются в оборудовании силой 850 Вт и резке около 1,8 м в минуту.
Если обработке подвержена нержавеющая сталь, то параметры следующие:
- Для заготовки в 1 мм хватит мощности в 100 Вт.
- Если заготовка имеет толщину 1,3 мм, то сила вырастает до 400 Вт.
- Изделия толщиной в 2,5 мм обрабатывают лазером такой же силы, как и в предыдущем пункте, но в этот раз скорость падает до 1,3 м в минуту.
При резке титана параметры следующие:
- Материал толщиной 0,6 мм обрабатывают устройством, имеющим силу 250 Вт.
- Заготовки толщиной 1 мм обрабатывают с силой в 600 Вт.
В зависимости от производительности

Чем мощнее источник лазерного станка, тем толще может быть лист материала. У лампового устройства мощностью 500 Вт есть два достоинства, которых нет у оборудования меньшей силы. Им можно разрезать латунь и алюминий, что нельзя осуществить оборудованием меньшей мощности из-за большой отражательной способности этого материала.
Если потребности в производстве и производственные задачи высокие, то вы свободно достигнете их, используя силу 250 или 500 Вт. Если предполагается нарезка металла, то понадобится 500 Вт мощности, а если нужен просто станок для резки деталей, то хватит и 100 Вт.
Станки для лазерной резки металла — современное решение, которое нацелено на будущее. Их главные отличия состоят в качестве и сбалансированности всех элементов вместе с современными разработками в области ПО.
Как подобрать мощность лазера для резки фанеры в зависимости от ее толщины?
Лазерные технологии все активнее внедряются в производство и становятся доступными для домашнего использования. Популярное применение — обработка фанеры и дерева. При выборе такого оборудования важнейшим параметром становится мощность лазера для резки фанеры, и этот вопрос заслуживает особого внимания.
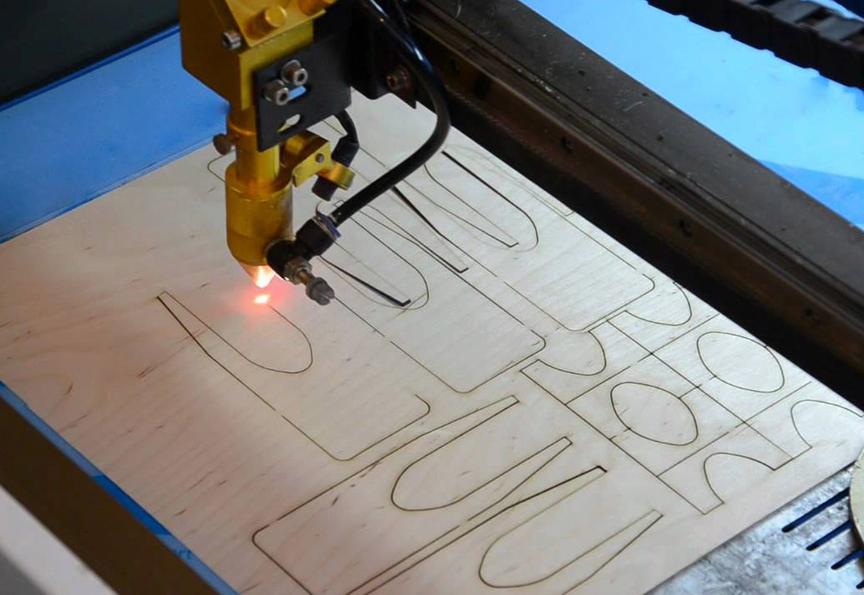
Какой лазер нужен для резки фанеры?
Лазерная резка работает по принципу выжигания материала направленным, концентрированным световым лучом повышенной мощности. Основные недостатки этого бесконтактного способа: ровные края, возможность получения сложных форм и заготовок разного размера, высокая точность раскроя, простота управления. Среди недостатков выделяется затемнение рабочего участка и высокая цена оборудования. На фото показана одна из моделей станка.

По функциональной способности различаются такие станки:
- Резательно-гравировальный станок. Он имеет небольшую мощность и предназначен для разрезания фанеры небольшой толщины и осуществления гравировки.
- Промышленный (профессиональный) лазерный станок. Он способен резать листы больших размеров любой толщины. Имеет рабочий стол увеличенного размера, усиленный корпус, большие размеры и повышенную мощность. Соответственно, выше и стоимость станка.
- Малогабаритные настольные лазерные резаки . Они могут использоваться в домашних условиях, имеют стол шириной не более 1 м, меньшую мощность и доступную цену.
- Универсальные фрезерные станки. Они способны не только резать материал, но и осуществлять фрезерные работы.
По типу управления выделяются такие варианты:
- Станки с ручным управлением. Это стандартное оборудование с электроприводом, управление которым осуществляется рабочим вручную.
- Станки с ЧПУ. Они имеют программное обеспечение, а управление осуществляется через компьютер. Достаточно ввести необходимую программу, и станок в автоматическом режиме обеспечит раскрой листа или гравировку точно по заданию.
Основные параметры, которые следует учитывать при выборе станка:
- Размеры рабочего стола. Они определяют габариты обрабатываемых фанерных листов. Для бытовых целей минимальное рабочее поле составляет 30 × 40 см, а для коммерческих целей следует выбирать не менее 60 × 90 см.
- Выходная мощность. От нее зависит глубина проникновения луча, а значит, и толщина разрезаемого листа. Для фанеры толщиной 1 мм нужно не менее 40 Вт.
- Ход рабочего стола. Важна высота его опускания для установки дополнительных приспособлений. Она рекомендуется не менее 15–20 см.
- Мощность лазерной трубки. От нее зависит скорость резки листа. Для производительного станка желательно иметь порядка 8–100 Вт.
Помимо указанных параметров следует принимать в расчет точность реза (отклонение), габариты и вес станка.
Лазерная головка для резки фанеры

Лазерная головка станка — это устройство, включающее сам источник лазерного излучения и оптическую систему для фокусировки луча. Выделяются такие ее разновидности:
- Газовый или СО2. Он работает на газовых смесях. Световой поток усиливается в результате вибрации при переходах в молекулах углекислого газа при прохождении света. Длина волны составляет 10,6 мкм. Головка с СО2-лазером наиболее часто используется в заводских станках для резки.
- Волоконный . В нем активная среда и резонатор составлены из оптических волокон. Такие лазеры обладают повышенной мощностью при небольших габаритах. Используются они для разрезания тугоплавких материалов и для фанеры экономически нецелесообразны, а потому используются редко.
- Твердотельный или полупроводниковый. В качестве активной среды применяется специальный полупроводниковый материал, находящийся в твердом состоянии. Лазеры имеют высокую цену и для резки дерева или фанерных листов не используются. Они устанавливаются в универсальных станках, способных обрабатывать металлы.
- Диодный. Это полупроводниковый лазер, основанный на светодиоде. Лазерный луч формируется за счет инверсии в зоне p-n перехода при прохождении света. Такое устройство широко используется в различных электронных системах. Мощность у них невелика, но вполне достаточна для резки фанеры. Используется такой источник чаще всего в самодельных станках.
Таким образом, для резки фанеры оптимальным вариантом признаются головки на базе СО2-лазера. В самодельных головках применяются светодиоды от различных устройств (принтеры, плейеры, лазерные указки и т. п.).
Лазерный модуль для резки фанеры
Основным узлом станка для резки фанеры является лазерный модуль, включающий источник излучения, оптические элементы, блок питания, систему регулировки, управления и охлаждения. Модули различаются по типу лазерной головки. Кроме того, они классифицируются по виду излучения: коллимированные и сфокусированные. В последнем случае луч собирается в точку. В коллимированном исполнении можно получить линию, решетку, окружность. Для резки и гравировки более подходит сфокусированный вариант.
Модули различаются по длине волны. Она может варьироваться в широком диапазоне — от ультрафиолетовой до инфракрасной зоны. В устройствах важно обеспечить стабильность этого параметра. Для этого качественные аппараты имеют систему термостабилизации излучателя. Для подстройки в небольших пределах применяются специальные механизмы.
Мощность лазера для резки фанеры
Резка материала осуществляется за счет значительного разогрева при воздействии сконцентрированного светового луча. Температура должна быть достаточной для сгорания волокон. Она же в свою очередь зависит от энергии, которой обладает световой поток. Энергия, выделяемая источником за единицу времени, называется мощностью излучателя.
Мощность лазера считается его важнейшей характеристикой. От нее зависят его функциональные способности. Только при определенном значении волокна начинают выгорать. При этом с повышением увеличивается и глубина резки. Так, при небольшом ее значении обеспечивается только поверхностная обработка — гравировка. Для разрезания материала необходимо, чтобы температуры хватило для выжигания волокон на всю толщину листа.
Мощность зависит, прежде всего, от его типа, т. е. активной среды, накачки и наличия резонатора. Выходная мощность зависит еще и от оптической системы. Повышенная мощность обеспечивается волоконным и твердотельным лазером, но у них высока стоимость. Для фанеры вполне подходит менее мощный, но более дешевый СО2-лазер.
Какая мощность лазера нужна для резки фанеры?
В готовых станках чаще всего применяются СО2-лазеры. Для резки минимальная мощность составляет 20–25 Вт. Выбор станка производится с учетом толщины фанерного листа. Для СО2-лазера рекомендуются такие правила выбора:
- лист толщиной до 6 мм — 50 Вт;
- лист толщиной до 8 мм — 60 Вт;
- лист толщиной до 10 мм — 80 Вт.
При гравировке используются СО2-лазеры мощностью 20–50 Вт.
В зависимости от назначения станки имеют индивидуальные пределы регулировки мощности. Настольные, бытовые аппараты выпускаются до 80 Вт. В профессиональных станках она может достигать 200–250 Вт.
Естественно, возникает вопрос о возможности использования диодных лазеров от бытовых приборов, которые имеют значительно меньшие значения мощности излучения. В принципе возможно применение для резки лазеров такого типа на 2–15 Вт. Мощность указывается на корпусе модели и в инструкции.
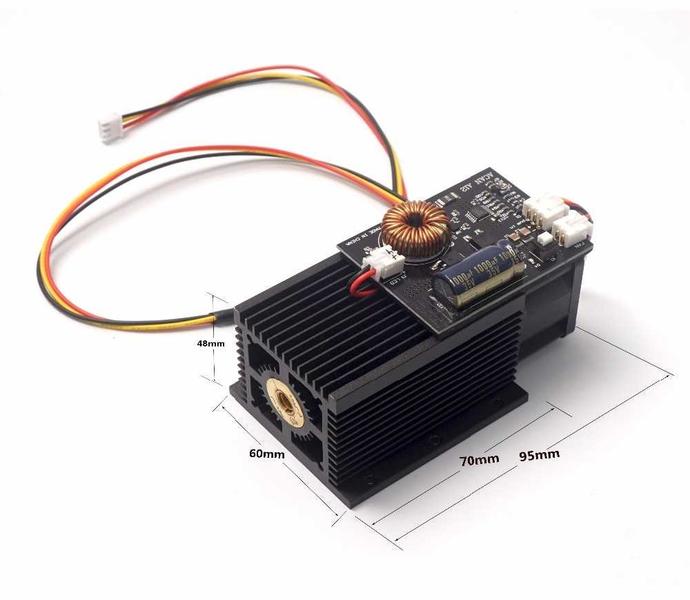
Лазер 2,1 Вт
Диодный лазер (2,1 Вт) способен разрезать картон и фанеру толщиной до 1–1,2 мм. Обычно его используют для гравировки, но и для резки он пригоден. Наибольший эффект достигается при работе с бумагой и картоном, которые не обугливаются после воздействия луча.

На фото показан готовый лазерный модуль такой мощности — Endurance 2,1. Он обеспечивает гравировку на дереве и фанере со скоростью до 20 мм/с. Может резать лист толщиной 1–2 мм в 5–30 заходов.
Лазер 3,5 Вт

Диодный лазер мощностью 3,5 Вт может резать фанеру толщиной 2–3 мм. При резке многослойной фанеры такой толщины потребуется 20–25 заходов. Программа CNCC LaserAxe может обеспечить скорость порядка 50–150 мм/мин. На фото показана шкатулка, изготовленная на станке с лазером мощностью 3,5 Вт.
Лазер с короткофокусной линзой 5,6 Вт

Лазер мощностью 5,6 Вт гораздо быстрее справляется с резкой фанеры. Он способен раскраивать листы толщиной 3–5 мм. Станок Endurance 5,6 может работать в таком режиме:
- фанера толщиной 3 мм — до 4 заходов на скорости до 250 мм/мин;
- при толщине 4 мм — 8 заходов на скорости до 200 мм/мин;
- при толщине 5 мм — 9–10 заходов на скорости до 100 мм/мин.
При установке такого лазера рекомендуется использовать короткофокусную линзу G-2.
Ультрамощный 8 Вт
Возможности по резке фанеры значительно расширяются при использовании устройства мощностью 8 Вт. На таком станке можно разрезать листы толщиной 4 мм (при установке линзы G-2) в один заход. Чтобы раскроить фанеру толщиной 6–8 мм потребуется до 5 проходов, а толщиной 10 мм — до 10 проходов. При этом обеспечивается вполне подходящая скорость.
Лазер для резки 10 Вт
Модуль мощностью 10 Вт пригоден для разрезания фанеры до 10 мм. При этом листы толщиной 6–7 мм режутся в 1–2 захода. Листы толщиной 9–10 мм требует 3–5 проходов. Наибольшей популярностью пользуются устройства производства КНР, обеспечивающих длину волны 445–450 нм. Диаметр фокусируемого пятна изменяется от 0,1 до 10 мм. Высокой надежностью отличается лазерный модуль РРМ-010С компании MH GoPower для передачи мощности по оптоволокну.
Лазер 15 Вт
Станок с диодным лазером мощностью 15 Вт приближается к оптимальному режиму резки. Он обеспечивает раскраивание листов толщиной до 10 мм в один заход, а до 12–15 мм — в 3–5 заходов. Из КНР поставляется достаточно надежная модель 570073. Длина волны — 450 нм. Фокусное расстояние —18 мм.
Нюансы лазерной резки фанеры
Лазерная резка имеет ряд особенностей:
- При резке обеспечивается минимальная толщина прореза, что позволяет оптимально кроить лист с максимальной точностью.
- В зоне работ лучом появляется затемнение на фанере. С ростом мощности его интенсивность увеличивается. Небольшая обработка шлифовальной шкуркой устраняет дефект.
- При работе не требуется прикладывать никаких физических усилий. Процесс обеспечивается бесконтактно, что устраняет риск деформации тонких листов.
- На качество конечного результата влияет структура фанеры. Необходимо учитывать многослойность и наличие древесной смолы.
- При длительной работе рабочее место обязательно оборудуется вытяжной вентиляцией.
- Во время работы не образуется стружка и опилки.
- Перед началом работы с поверхности заготовки необходимо убрать пыль.
- Не рекомендуется использовать лазер при резке фанеры с лаковым покрытием.
При использовании лазерных модулей следует прислушаться к таким рекомендациям. Для гравировки вполне подходит лазер 2,1 Вт. Листы толщиной до 2 мм можно резать устройством 3,5 Вт, толщиной до 3 мм — 5,6 Вт, толщиной до 5 мм — 8 Вт. При необходимости раскраивать листы толщиной до 10–12 мм следует применять модули 10–15 Вт.
Лазеры для резки фанеры значительно облегчают труд и повышают точность раскроя. С помощью таких станков можно вырезать детали любой сложной формы. Важнейший критерий выбора оборудования — мощность излучения. Она определяет возможности станка, его производительность, толщину листов. С ее ростом повышается и стоимость устройства, а значит, требуется оптимальный подход к выбору с учетом назначения и конкретных условий.
Как выбрать мощность излучателя лазерного станка по металлу
Современные лазерные станки для резки и обработки металлов комплектуются твердотельными иттербиевыми лазерными излучателями оптоволоконного типа различных брендов.
Какие факторы учитываются при выборе излучателя для станка
Компания Wattsan комплектует свои лазерные металлорезы продукцией, наиболее востребованной рынком, выпуск которой налажен производителями: IPG, MAX Photonics, Raycus.
Диапазон мощности упомянутых излучателей достаточно широк, 0.35-25.0 кВт. Заявленные изготовителем сроки службы изделий превышают 5 лет. Изделия отличаются существенной эффективностью и надёжностью, а КПД (соотношение энергии потребляемой и её результирующего значения) может достигать 30, а у отдельных моделей, 50%.
У станков линейки Wattsan просматривается прямая зависимость толщины рамы и мощности установленных на них излучателей:
- Оборудование с рамой, толщина которой не превышает (8.0-10.0) мм, чаще всего, получает излучатели, мощность которых не превышает 2кВт;
- Оборудование с более мощными (10.0-12.0) мм рамами комплектуется излучателями, мощность которых задаётся диапазоном (1.5-6.0) кВт;
- Самые прочные рамы, толщина которых составляет (12.0-16.0) мм получают излучатели с N≥4кВт.
Станки Wattsan спроектированы с учётом работы на максимально доступных скоростях с излучателями до 6 кВт (включительно). Даже когда в качестве заготовки выступает тонколистовой металл.
Взаимосвязь таких параметров оборудования, как корпус и максимальные разрешённые скорости, затронута в специальной статье и подробно рассмотрена в данном видео.
Практика показывает, что подавляющее большинство материалов заготовок, имеющих различную толщину, может качественно обрабатываться волоконным лазером подобной мощности. Поэтому более «крутой» станок приобретать экономически нецелесообразно.
Самый большой процент приобретённых станков имеет излучатели мощностью один-два киловатта.
Определяемся с выбором требуемой мощности
Для взвешенного принятия решения следует выполнить небольшой сравнительный анализ возможностей излучателей различной мощности. Пусть это будут устройства: 0.5Вт, 1.5Вт, 3.0Вт, 6.0Вт.
- Лазер мощностью 0.5 кВт способен резать металлический лист толщиной 1 мм, выполняя данную работу на скорости порядка 12 м/мин. Но предельная толщина заготовки, для подобного устройства, составляет 3 мм. При этом скорость реза упадёт до 0.7 м/мин.
- Более мощный излучатель в полтора киловатта с миллиметровым листом справится значительно быстрее. Обработка возможна на скоростях ≤26 м/мин. Заготовку толщиной в 3 мм он качественно режет, перемещаясь со скоростью 4 м/мин. Максимально доступной толщиной для этого устройства является 6 мм. Скорость реза упадёт, в данном случае, до 1 м/мин.
- Трёх киловатт достаточно, чтобы резать миллиметровую заготовку на скоростях до 34 м/мин. С листом в 3 мм подобный станок работает, перемещаясь со скоростью 8.5 м/мин. Толщина 6 мм поддаётся сложнее. Скорость падает до 3 м/мин. Максимально возможная для обработки толщина возрастает до 12 мм. а скорость реза падает до 0.5 м/мин.
- Шестикиловаттный излучатель является безусловным лидером «скоростных режимов». Лист в 1 мм режется на скоростях, которые могут достигать 41 м/мин. 3мм обрабатывается с перемещением на (15-16) м/мин. Толщина 6 мм обрабатывается медленнее, всего 5 м/мин. А предельная толщина заготовки в 16 мм, 0.6 м/мин.
Следует иметь в виду, что скорость обработки напрямую зависит не только от толщины заготовки, но и от материала, из которого она изготовлена. А также газа, применяемого в процессе работы.
- излучатель мощностью в 500Вт, выполняет рез листа нержавеющей стали толщиной 1 мм, перемещаясь с V≤12 м/мин;
- этот же лазер прорежет лист углеродистой стали аналогичной толщины (с кислородом) при V≤8 м/мин;
- если предстоит обработка миллиметрового листа меди, алюминия (азот) на этом же станке, скорость упадёт до 5 м/мин.
Ещё одно парное сравнение характеристик, которое рекомендуется оценить: размер обрабатываемой заготовки и её толщина.
Чтобы выйти на максимальную скорость реза, станку необходимо определённое время и свободное пространство.
Именно этим объясняется практически незаметная разница в работе 3.0 кВт и 1.5 кВт волоконного лазера при изготовлении средних и мелких деталей из тонколистовой заготовки. Оборудование не успевает выйти на максимально доступный скоростной режим.
Положение кардинально меняется, когда рез выполняется на длинной большой заготовке. В этом случае ощутимая разница видна даже при работе с тонколистовыми металлами.
А, при увеличении толщины обрабатываемого материала, различие становится колоссальным. Эту толщину предварительно следует пробить.
Зная соотношение между мощностью и скоростью реза и тем, какие предельные толщины может брать излучатель, можно определиться с тем какой выбор будет для вас оптимальным. Потому что иногда взять более мощный излучатель выгоднее так как он будет работать быстрее.
Несмотря на то, что для решения большинства задач достаточно 6 кВт, компания Lasercut готова изготовить станок с излучателем до 25 кВт.

Но здесь стоит отметить, что для подобного оборудования нужна специальная усиленная станина. Представьте, какие толщины такой станок будет брать. Соответственно нужно, чтобы он выдерживал этот материал.
Если вы из тех редких людей, которым нужно такое специфическое оборудование, обращайтесь по любому из контактов, указанных на сайте.
Защита волоконного лазера от отражённых лучей
Важно понимать, что отдельные металлы представляют определённую опасность для лазера, которым их обрабатывают. Это обусловлено свойственным им значительным коэффициентам отражения.
Достоинства продукции IPG заключается в том, что в ней конструктивно предусмотрена защита волоконных излучателей от возникающих отражённых лучей.
Лазеры данного бренда предлагаются в двух вариантах исполнения защиты:
- LK – имеют пассивную систему, датчики которой ловят переотражения и информируют оператора о выявленной опасности;
- LS – активная система. Позволяет нивелировать выявленные опасные отражения. Прерывать работу для этого не придётся.
Станки в исполнении второго типа являются лучшим решением для обработки заготовок из таких материалов, как алюминий, латунь, зеркальная нержавейка, медь.
Ещё одним бесспорным преимуществом продукции IPG является лучший Гауссов пучок, что обеспечивает более стабильный рез. Однако на толщину прорезаемых заготовок и скорость резки это не влияет.
Перспективы рынка
Аналитики компании выявили интересную закономерность. Большая часть наших клиентов осуществляет замену имеющихся лазерных излучателей на более мощные.
Сегодняшний рынок, усиливающаяся конкуренция требуют повышенных скоростей и большей мощности.
Поэтому решение приобрести сегодня лазеры, мощность которых меньше 1 кВт, дальновидным назвать нельзя.
Гарантии на оборудование
Практика подтверждает бесспорное мировое лидерство бренда IPG в сегменте изготовления лазерных излучателей любых типов. Этому производителю принадлежит внушительное количество запатентованных технологий.
IPG — единственный производитель, лазеры которого эксплуатируются свыше десяти лет. Бренд фактически подтвердил заявленную долговечность собственной продукции.
Lasercut даёт годовую гарантию на реализуемые станки. Любая проблема, возникающая у их пользователей, будет оперативно решена нашими специалистами.
Компания ведёт любую сделку до её логического конца.
Наши контакты с потенциальным заказчиком начинаются с предварительных бесплатных консультаций по любым вопросам, касающимся нашего оборудования и лазерных станков по металлу в целом.
Мы помогаем с выбором, доставляет приобретённые станки и запасные части к ним, выполняем установку и пусконаладочные работы. При необходимости, обучим персонал заказчика. в течение трёх рабочих дней ваши будущие операторы получат информацию о конструкции станка, основных моментах его эксплуатации, обслуживания.
Наши сотрудники научат их подбирать требуемые настройки с учётом толщины и марки материала. Продемонстрируют порядок и особенности работы на режимах, упрощающих процесс, обеспечивающих экономию материалов и времени.
Длительный успешный опыт сотрудничества с различными производствами существенно обогатил и разнообразил профессиональное мастерство наших сотрудников.
Что позволяет им надлежащим образом организовать обучение, передать собственный опыт и уникальные наработки, позволяющие оптимизировать производство с использованием лазерного оборудования.
Купить станок, предназначенный для лазерной резки металла, клиент может в различных организациях. Но таким багажом знаний, практического опыта, который накоплен нашими мастерами сервисной службы, менеджерами, обладают далеко не все продавцы.
Читайте также: