Виды соединений деталей из металла
Машины и станки, оборудование и бытовая техника - все эти механизмы в своей конструкции имеют множество деталей. Их качественное соединение – гарантия надежности и безопасности при работе. Какие виды соединений бывают? Их характеристики, достоинства и недостатки рассмотрим подробнее.
Классификация
Различные виды соединений можно поделить на две основные группы. Первая из которых по принципу действия:
- Подвижные. Детали могут производить движение относительно друг друга.
- Неподвижные. Обе части детали жестко закреплены между собой.
В свою очередь, каждый вид предыдущей классификации может осуществляться двумя способами соединения:
- Разъемное. Применяется, когда требуется периодическая замена деталей, сборка и разборка механизма в целом. Это следующие виды соединений: резьбовое (при помощи ходовых болтов), зубчатое, шпоночное и пр.
- Неразъемное. Такие соединения можно демонтировать только с помощью механического воздействия, при котором происходит разрушение сопряженных частей. Какие это виды соединений? Среди них - сварка, склейка, клепание, развальцовка, опрессовка, посадка с натягом, сшивание, кернение и т. д.
Итак, давайте рассмотрим подробнее основные виды соединений деталей.
Резьбовой метод
Старый и давно испытанный вариант крепления. Для него используются следующие элементы: болты, винты, шпильки, винтовые стяжки и прочие. Крепление осуществляется за счет резьбы на крепеже и в отверстии детали.

Спиральные выступы на стержне и в технологическом отверстии деталей называют резьбой. Рассмотрим основные крепежные изделия:
- Болт представляет собой резьбовой стержень, на одном конце которого находится крепежная головка. Ее форма бывает шестигранной, квадратной, круглой и т. д.
- Винт отличается от предыдущего изделия тем, что на головке располагается прорезь (шлиц) под отвертку. Он бывает шестигранным, прямым, крестовым и т. д. По типу головки изделия бывают потайными, цилиндрическими, полукруглыми, полупотайными.
- Шпилька – стержень с резьбой на обоих концах. В отличие от предыдущих вариантов не имеет головки.
- Установочная шпилька на одном конце имеет шлиц.
- Гайка – призма со сквозным отверстием или заглушенным с одной стороны.
К этим метизам выпускаются шайбы: плоская, пружинная, деформируемая. Такая фиксация применяется повсеместно.
Шпоночное
Шпонки фиксируют вал с деталями, которые передают вращение и колебание. Конструкция таких элементов может быть призматическая, клиновая, сегментная, тангенциальная. Такой крепеж образует следующие виды соединений:
- Ненапряженные осуществляются с помощью призматических сегментных шпонок. При сборке нет предварительного напряжения.
- Напряженные производятся тангенциальными и сегментными шпонками. При сборке появляется монтажное напряжение. Используются для сложных механизмов.
Зубчатые (шлицевые) соединения
Крепление происходит за счет выступающих зубьев на валу и углубления под них в ступице.

Здесь выделяют три варианта фиксации по жесткости: легкая, средняя, высокая. Отличие состоит в количестве и высоте зубьев. Оно лежит в диапазоне 6-20 штук. Форма зубьев:
- Треугольные маловостребованы. Используются для небольших неподвижных валов и с малым вращательным моментом.
- Прямобочные. Центрируются по боковым граням, по внутреннему и наружному диаметру.
- Эвольвентные. Применяются для больших валов.
Где используются эти виды? Назначение соединений такого плана – передача вращающего момента. Наиболее известное применение – электроинструменты.
Мы рассмотрели разъемные крепления. Далее изучим основные виды соединений неразъемных.
Сварочное
Чем они особенны? Такие виды соединений образуются за счет нагрева и наплавления материала в месте крепления с образованием сварного шва. Это сцепление считается одним из самых распространенных.
- Сварка электродугой. Можно выделить три основных подвида: автоматическая под флюсом (отличается высокой производительностью и качеством, используется в массовом производстве), полуавтоматическая под флюсом (используется для коротких прерывистых швов), ручная (пониженная скорость производительности, качество зависит напрямую от опыта сварщика).
- Контактная сварка. Применяется на массовом производстве для тонколистного металла. Шов выполняется нахлесточный.
Один из популярных вариантов крепления представлен на фото.

Пайка
В отличие от сварки в момент пайки поверхность металла не нагревается до температуры оплавления. Роль связующего выполняет расплавленный припой, который имеет более низкую температуру плавления.

Такой способ сцепления применяется для малых деталей. Связано это с ограничением зазора между поверхностями частей.
Клеевые соединения
Для такого крепления не требуется разогрев поверхностей.

Под каждый вид металла подбирается свой клей, который обеспечит плотное сцепление. Для таких операций детали подготавливаются. Поверхность шлифуется, обезжиривается, наносится специальная грунтовка, после этого производят операцию по склеиванию. Применяемые составы отличаются дополнительными свойствами и адгезией к различным поверхностям.
Клепочная фиксация
Этот способ сцепления применяется в основном для соединения листового металла и фасонных профилей. Технологическое отверстие в поверхностях осуществляют сверлением, далее вставляется клепка.

За счет механического воздействия стержень и головка деформируются, заполняют и фиксируют отверстие. Такую операцию производят ручным и механизированным способом. Клепками фиксируют материал, не поддающийся сварным работам, пайке, склеиванию, и к деталям, где надо оттянуть разрушающий процесс.
Соединения с натягом
Производится подгонкой посадочных мест деталей. Сцепка происходит за счет силы трения. В основном этот вид считается неразъемным. Но это условно. В практике все же производят демонтаж и замену деталей.
Достоинства, недостатки видов соединений
Каждый крепеж отличается своими характеристиками. Рассмотрим все варианты с точки зрения преимуществ и недостатков:
- Резьбовое. Выдерживает большие нагрузки, надежное сцепление, широкий ассортимент изделий, легкость монтажа и демонтажа, возможность применять механизацию, невысокая стоимость. Недостатки: повышенное количество концетратов напряжения, снижает сопротивляемость.
- Шпоночное. Несложная конструкция, легкий монтаж и демонтаж. Недостатки: паз для шпона за счет уменьшения сечения вала и ступицы ослабляет их. Также это происходит за счет концентраций напряжений кручений и изгиба. Трудоемкий процесс изготовления крепежа.
- Зубчатое. Образует хорошее сцепление и точное направление осевого перемещения, передает больший вращающий момент, меньшее количество деталей, надежность при реверсивных и динамических нагрузках, меньшее ослабление вала, уменьшение длины ступицы. Недостатки: повышенная цена, сложная технология производства.
- Сварочное. Невысокая стоимость работ, соединение получается герметичным и плотным, применение автоматизированных процессов, возможность работы с толстым профилем. Недостатки: при ручной сварке качество зависит напрямую от квалификации работника, деформация поверхности деталей при нагреве, низкая надежность при вибрациях и ударных воздействиях.
- Пайка. Нет деформации поверхностей деталей, высокая точность, возможность распайки. Недостатки: сложный процесс подготовки оснований, должен обеспечиваться минимальный зазор.
- Клеевое. Невысокая стоимость, не происходит ослабление рабочего сечения, возможность комбинированного использования с другими видами креплений, герметичность стыка, повышает антикоррозийные свойства шва, устойчивость к воздействию воды, химии, температурным перепадам, простата технологии нанесения. Недостатки: тщательная подготовка основания, при неправильном подборе состава могут снижаться прочностные характеристики.
- Клепочное. Возможность применения к материалам, которые не поддаются сварке, надежность, препятствует появлению усталостных трещин. Недостатки: трудоемкость, материалоемкость, при процессе появляется деформация поверхностей деталей из-за механического воздействия.
- Соединения с натягом. Конструкция достаточно проста, хорошее расположение деталей относительно друг друга, выдерживает большие нагрузки. Недостатки: непростая сборка, прочность рассеивается под воздействием вибраций и колебаний.
Как видно, каждый вид имеет свои преимущества и недостатки. Учитывая эти факторы, подбирают оптимальные виды крепежа в каждом конкретном случае. Рассмотрим, где применяются различные соединения.
Виды соединений. Примеры применения
Резьбовое, клеевое, сварное соединения встречаются повсеместно в любой отрасли. Например, строительной, мебельной, в тяжелой промышленности и так далее. Шпоночные и шлицевые фиксации широко используется в электроинструментах, оборудовании, машиностроении. Соединения с натягом устанавливаются на валы зубчатых колец, червячные колеса. Пайка часто применяется в работе с электронными системами, где требуется максимальная точность. Клепочное применяется для сшивания листов тонкого металла. Однако, как показано на последнем фото, при помощи заклепок можно скрепить достаточно крупные швеллера. Это лишь незначительный список применения отдельных вариантов крепления.
Можно сказать, что с техническим прогрессом технология сцепления бурно развивается, а это значит, что будут появляться новые виды соединений деталей. Современный мир наполнен агрегатами, машинами и механизмами. От того, насколько прочно закреплены детали, зависят качество и срок службы узлов. Также важно, чтобы соединение не искажало форму изделия и не вносило дополнительных изменений в конструкцию. Поэтому оно должно соответствовать технологическим нормам. Если их соблюдать, то количество аварийных ситуаций на предприятиях сократится в разы, а сами агрегаты прослужат очень долго.
Стыковое сварное соединение

Стыковое сварное соединение – простое, но при этом надежное. Две детали сваривают таким образом, что торцевые поверхности примыкают друг к другу, находясь в одной плоскости. Как правило, используется в конструкциях, подвергаемых переменному напряжению.
Технология широко применяется. С ее помощью, например, соединяют не только трубы встык, но и собирают сложные изделия в машиностроительной отрасли. Подробнее о стыковом сварном соединении читайте в нашем материале.
Применение стыкового сварного соединения
Стыковое сварное соединение становится оптимальным решением в ситуациях, когда необходимо добиться аккуратного внешнего вида изделия без выступающих кромок, а утолщение металла является недопустимым. Данный вид швов активно используется в авиакосмической, автомобильной промышленности для обеспечения неразъемного соединения деталей. При этом последние находятся в одной плоскости и примыкают друг к другу торцами.

Достоинства стыковых соединений сварных швов:
- меньший расход электродов;
- надежность изделий, возможность с легкостью контролировать процесс;
- относительно простая техника сварки в сравнении с методом формирования углового шва;
- обеспечение ровной и плоской поверхности;
- возможность скреплять заготовки, имеющие разную толщину;
- доступность соединения металлических элементов большой толщины односторонним швом.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Минусы данного подхода:
- не достигается дополнительной жесткости, которую обеспечивает, например, нахлесточный метод;
- есть вероятность серьезной деформации поверхности после обработки, что чаще всего происходит в результате сварки тонкого металла.
Все способы создания стыкового сварного соединения имеют определенные характеристики и свойства, от которых зависит сфера их использования.
Встык сваривают элементы трубопроводов, обечайку емкостей, например, баллонов, цистерн, а также листовые конструкции, швеллеры, уголки и фасонные профили других видов.
Одностороннее стыковое соединение, не предполагающее предварительного скоса кромок, чаще всего применяется для скрепления листов металла толщиной в пределах 4 мм.
Соединение без скосов кромок может быть и двусторонним – к данному варианту прибегают при сварке изделий толщиной до 8 мм. Стоит подчеркнуть: в этом случае между кромками металла оставляют зазор шириной в 1-2 мм вне зависимости от того, как расположены швы.
При работе с заготовками толщиной 4–25 мм опытные сварщики используют скосы кромок в сочетании с односторонним соединением. Сами скосы кромок делают V-образной или U-образной формы, причем вторая встречается реже. В любом случае кромки важно немного притупить, прежде чем приступать к формированию стыкового сварного соединения.
Для заготовок толщиной более 12 мм, которые планируется скреплять двусторонним соединением, рекомендуются X-образные кромки. Дело в том, что за счет использования такой формы удается почти вдвое сократить объем металла для заполнения разделки. А это отражается на стоимости и производительности сварочных работ.
Нужно понимать, что при выборе типа стыкового соединения, формы кромок, места расположения швов отталкиваются от характеристик металла, будущей конструкции и необходимого результата.
Виды стыковых сварных соединений
Стыковые сварные соединения отличаются от других видов в первую очередь расположением заготовок в пространстве. В данном случае элементы будущего изделия размещаются на одной плоскости и сварка ведется по расположенным смежно друг с другом торцам.

Принято выделять насколько видов стыковых сварных соединений в соответствии с формой свариваемых кромок:
- прямые – при этом скрепляемые кромки лишены скосов;
- V-образные – кромки имеет соответствующую названию форму скосов;
- Х-образные – со скосом кромок в виде буквы «Х»;
- Криволинейные – скосы кромок в соединении образуют латинскую букву «U».
Также выбор определенной разновидности скосов кромок должен соответствовать виду стыкового соединения. По расположению шва принято выделять такие соединения:
- односторонние – шов находится лишь с одной стороны соединяемых заготовок;
- двусторонние – формируется пара швов: один находится сверху, а второй снизу изделия.
Стыковые сварные соединения используются в процессе монтажа наиболее ответственных конструкций, поскольку превосходят другие способы сварки по механическим показателям. Также нужно учитывать, что выбор данного типа швов обусловлен необходимостью дополнительной подготовки кромок.
Еще одной особенностью, за которую специалисты ценят стыковое соединение, является высокая производительность работ в сочетании с экономичностью. Это объясняется тем, что формирование таких швов требует меньшего расхода металла и времени.
Разделка кромок под стыковое сварное соединение
Разделка для проведения сварочных работ обладает своими особенностями. В первую очередь, данный процесс влечет за собой расширение сварного шва, что в дальнейшем требует дополнительного расхода материалов. Иногда мастера отказываются от подготовительного этапа и сваривают заготовки без разделки кромок.

Когда планируется стыковое сварное соединение тонких деталей, используют отбортовку или загиб кромок соединяемых элементов. Ее выполняют ручным или машинным способом. В первом случае прибегают к использованию наковальни и молотка либо кувалды. Также возможно осуществление отбортовки при помощи строгания, фрезерования, долбления либо могут применяться абразивы. В этих случаях не обойтись без оборудования, такого как строгальные или фрезеровальные станки.
Строгальные станки довольно просты по своему устройству: резец высокой прочности под определенным углом проходит вдоль торца и за каждый проход снимает слой металла. Далее положение режущего элемента меняется, операция проводится вновь. Если поверхность детали отличается криволинейной формой, на помощь приходят фрезеровальные станки – фаска формируется фрезой, которая перемещается по линии шва.
Когда работа ведется с крупными конструкциями и трубопроводами, в ход идут кромкоскалыватели – в основе их принципа действия лежит метод долбления. Абразивная обработка, наоборот, используется для небольших заготовок, а также для финальной доводки после этапа строгания или фрезерования. Также кромка может удаляться посредством газового резака или зигмашины.
Фаски могут находиться на кромках с одной стороны или сразу с двух. За счет односторонних скосов на прямых деталях значительно упрощается работа сварщика. Тогда как для соединения элементов с двухсторонними фасками мастеру требуется доступ к обеим сторонам шва.
Технология выполнения стыкового сварного соединения
Любую сварку предваряет этап технологической подготовки: заготовки размечают, режут, с их поверхности удаляют грязь, следы коррозии, изделия сушат, если на них присутствует влага.

Элементы будущей конструкции располагают на ровной поверхности с зазором 2-3 мм друг от друга. Мастер зажигает электрод ударом либо, чиркнув, как спичку, после чего делает две прихватки. Данный прием позволяет избежать деформации изделия в процессе работы.
Электрод можно перемещать на себя, от себя, справа налево и в обратном направлении. Принцип движения электрода подбирается в соответствии с толщиной металла и необходимым положением электрода в пространстве. В результате должно обеспечиваться лучшее сваривание заготовок. Стоит отметить, что обычно электрод держат под углом 45°.
Когда стыковое сварное соединение готово, необходимо удалить шлак и зачистить поверхность. От возможных прожогов защищают подкладки – они обеспечивают более уверенную работу, позволяют увеличить ток и отказаться от проварки обратной стороны шва.
Сварка в нижнем положении.
В первую очередь сварщик зачищает заготовки. Если работы ведутся с тонким металлом, в разделке кромок нет необходимости. Между элементами оставляют зазор в пределах 1-3 мм и переходят к сборке будущей конструкции, делают прихватки и зачищают их. Сама сварка должна вестись с обратной стороны прихваток.
Максимальная толщина валика составляет 9 мм, высота – 1,5 мм. Сварка ведется слева направо, при этом мастер выполняет кольцевые колебательные движения против часовой стрелки. По аналогичному принципу работа идет и на другой стороне, правда, там допускается увеличение тока. Когда стыковое сварное соединение завершено, необходимо зачистить поверхности.
Во время формирования шва электродом совершают 2-3 движения. Его опускают по мере плавления, чтобы добиться непрерывного горения сварочной дуги. Перемещение электрода идет с одинаковой скоростью, при этом сам расходник должен быть наклонен под углом 15–30° относительно вертикали. В другой плоскости его располагают перпендикулярно поверхности шва.
Бывает, что нужно более широкое стыковое сварное соединение, тогда прибегают к разного рода колебательным движениям.
Рекомендуем статьи:
Сварка в вертикальном положении.
В данном случае необходимо снизить силу тока на 10–15 % по сравнению с показателем, используемым в нижнем положении, ведь важно обеспечить меньшую тепловую мощность дуги.
Сварку осуществляют снизу вверх с отрывом дуги, чтобы избежать вытекания горячего металла за пределы сварочной ванны. Электрод в одной плоскости находится перпендикулярно деталям, в другой – отклоняется чуть ниже горизонтали.
Либо работа может вестись в обратном направлении, сверху вниз или снизу вверх без обрыва дуги. Но в таком случае рекомендуется использовать определенную марку расходников, имеющих подходящее покрытие.
Когда предполагается стыковое сварное соединение с разделкой кромок, детали сваривают в несколько проходов. Каждый проход обязательно зачищается от шлака.
У недостаточно опытных мастеров электрод залипает во время зажигания дуги на металле – чаще всего эта проблема встречается при работе на сниженном сварочном токе. Чтобы избежать этого, стоит разжигать дугу на положенной рядом пластине, то есть разогреть кончик электрода. После чего нужно переместить дугу на место запланированного шва. При помощи плавного касания разогретого электрода о деталь удается добиться легкого зажигания дуги без залипания. Кроме того, этот прием является профилактикой непровара в начале сварки.
Заключительным обязательным этапом работ является контроль стыковых сварных соединений. Швы очищают от загрязнений, образовавшихся во время сварки, то есть шлака, брызг металла и копоти, после чего работу осматривают на предмет наружных дефектов.
Ультразвуковой контроль сварных соединений
В основе данного метода контроля лежит использование излучения ультразвуковых волн акустического типа. Они проходят через однородную среду и при этом не меняют свою прямолинейную траекторию.

Высокочастотные колебания (более 20 кГц) способны проникать в металл, не влияя на его структуру. Далее они отражаются от пустот, царапин, неровностей, разного рода включений. Акустическая волна проникает внутрь стыкового сварного соединения и, при наличии дефекта, отклоняется от своего нормального направления, что отслеживается на экране соответствующего прибора.
Сигнал на монитор поступает за счет использования усилителя. В результате формируется схема, по которой оператор определяет наличие дефектов и особенностей получившегося соединения. Установить размер дефектного образования удается при помощи оценки амплитуды отраженного импульса, а расстояние до него фиксируется по времени, затраченному на распространение волны.
Ультразвуковой контроль стыковых сварных соединений трубопроводов и иных конструкций осуществляется в соответствии с установленным стандартом. При этом необходимо выполнить такие этапы работы:
- Удалить со стыковых соединений следы коррозии, лакокрасочные покрытия минимум на 50–70 мм с обеих сторон шва. Обработать поверхность стыка и прилежащего металла машинным, турбинным, трансформаторным маслом, глицерином либо солидолом, чтобы обеспечить наиболее точные результаты проверки на наличие дефектов стыковых сварных соединений.
- Настроить прибор с учетом необходимых в данном случае параметров. Если толщина стыковых сварных соединений не превышает 2 см, используют стандартные настройки, тогда как к АРД-диаграммам прибегают, если работы проводились с более толстым металлом. Качество проверяют при помощи DGS или AVG-диаграмм.
- Перемещать излучатель по линии сварочного шва зигзагообразными движениями, поворачивая на 10–15° вокруг оси.
- Передвигать искатель по металлу до появления устойчивого, предельно четкого сигнала. Далее развернуть прибор и приступить к поиску сигнала максимальной амплитуды.
Нередко колебания отражения волн оцениваются как дефекты, поэтому любые сомнения должны стать поводом для дополнительной проверки. Обнаруженное повреждение необходимо зафиксировать, обозначив точное место нахождения.
Стыковые сварные соединения проверяют при помощи ультразвука в соответствии с нормами ГОСТа. Когда УКЗ не позволяет точно определить характер дефекта, прибегают к гамма-дефектоскопии или рентгенодефектоскопии как к более точным способам контроля качества.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Типы сварных швов

Различные типы сварных швов используются в определенных условиях для специфического соединения деталей. Пренебрежение к выбору наиболее подходящего варианта влечет за собой неизбежную потерю качества соединения вплоть до его полной отбраковки. Чтобы этого не произошло, нужно понимать отличия между сварными швами.
Не менее важным будет знание о том, чем отличается сварной шов от сварного соединения. В нашей статье мы расскажем об этом, приведем типологию соединений и швов и обозначим требования к качеству, которые обеспечиваются нормативными актами.
Требования к сварным швам
Сварка сегодня признается как самый популярный метод для производства различных металлических конструкций. Ее популярность объясняется в первую очередь надежностью и прочностью итогового соединения. Вполне очевидно, что сварка широко применяется в производстве таких металлических изделий, которые будут нести серьезную нагрузку.
Но стоит отметить, что не все типы сварных швов обладают долговечностью, обещанную стойкость могут гарантировать лишь соединения, при изготовлении которых были соблюдены все требования, указанные в ГОСТе.
- СП 105-34-96 – сводные правила, которые прописывают критерии качества для сварных швов, а также диктуют алгоритм проведения сварочных мероприятий;
- ВСН 006-89, ВБН А.3.1.-36-3-96 – инструкции по технологии проведения сварочных работ;
- ВСН 012-88 – инструкция, в содержании которой последовательно указаны все мероприятия по контролю качества выполненных работ.
Вышеперечисленные нормативные документы относятся к различным способам сварки и к различным типам швов сварных соединений.
Отличия сварных швов от соединений
Сварной шов и сварное соединение – понятия разные, но новички в сварке обычно путают эти термины. Шов – это место, где происходит стык заготовок, которые заблаговременно плавятся, а затем охлаждаются. Сварное соединение – это три участка, которые были подвержены воздействию высокой температуры. К последним принято относить:
- Швы, которые появляются в результате плавления основного материала. Также в ходе работы может добавляться присадочный металл.
- Зону сплавления. Территориально она располагается между сварным швом и материалом, из которого выполнены детали. Зона сплавления не подвержена нагреванию до высокой температуры. Здесь важно отметить, что она имеет свойство насыщаться элементами, которые участвуют в процессе присоединения, электродами или флюсом. По этой причине в составе будут присутствовать отличия от основного металла.
- Зону термического воздействия. Это полоса, которая соединяется с зоной сплавления. В месте соединения под воздействием высокой температуры происходит изменение первоначальных свойств.
Типы сварных соединений
Сварные соединения имеют некоторые различия, поэтому они классифицируются на следующие виды:
- Стыковые. Особенностью соединения является расположение деталей в одной плоскости.
- Угловые. Элементы, которые необходимо соединить, располагают под определенным углом. Чаще всего этот угол равен 90°.
- Тавровые. При таком соединении торец одного из элементов располагается под углом не более 90°.
- Нахлесточные. Элементы располагаются параллельно по отношению друг к другу.
- Торцевые. В этом случае два торца свариваются в один целый элемент.

Остановимся немного подробнее на этих типах швов сварных соединений.
Стыковой шов получил свое распространение в сварке таких конструкций, как трубопроводы, металлические листы и трубы различного назначения. В данном случае свариванию подвергаются поверхности торцов. Перед тем как начать сварку, необходимо выполнить подготовительные действия: подогнать поверхности друг к другу. Чтобы добиться максимальной точности, можно предварительно использовать подварочный шов.
Среди достоинств этого вида следует отметить, что необходимость использования дополнительных материалов является минимальной. Также важно, что все элементы не должны иметь одинаковую толщину.
Важно: во время сварки электроды нужно направлять к той детали, толщина которой больше. Таким образом, нагрев будет более значительным, а детали с наименьшей толщиной будут защищены от прожогов.
Угловые швы применяются для соединения составляющих разнообразных емкостей, а также резервуаров. Чтобы угловое соединение имело наиболее высокое качество, детали следует устанавливать «лодочкой».

Тавровый вид получил свое широкое распространение в сварке несущих конструкций. Отметим, что к тавровой сварке необходимо основательно подготовиться. Основные преимущества таврового вида: высокая прочная и возможность применения в трудных местах – там, где сварку другими способами применить крайне сложно.
Нахлесточный метод используют для сварки металлических листов. Применение этого способа возможно, если толщина листов не будет превышать 1,2 см и между поверхностями элементов будут отсутствовать зазоры. Преимуществом способа является его простота. Чтобы выполнить работу, сварщику необязательно иметь высокий уровень квалификации.
Также среди достоинств следует отметить, что швы находятся на расстоянии друг от друга, за счет чего значительно повышается прочность соединения.
Торцевые соединения, как это понятно из названия, служат для соединения торцов. Преимуществом метода является возможность качественной сварки элементов независимо от их толщины. Также здесь следует отметить, что деформация деталей при использовании этого способа является минимальной.
Основные типы сварных швов
Типы сварных швов имеют несколько классификаций:
По положению в пространстве
Здесь принята следующая классификация:
- Нижние сварные швы располагаются внизу по отношению к специалисту. В этом случае расплавленный материал не может вытечь из сварочной ванны. При этом подъем шлаков и газов происходит без препятствий. При нижней сварке проведение электрода или пламени происходит вдоль стыка, сварщик выполняет поперечные движения.
- Горизонтальные швы производятся в том случае, если сварке подлежат вертикальные элементы. Сварка выполняется по горизонтальной траектории: справа налево и слева направо. Для того чтобы расплавленный металл не стекал, необходимо обеспечить смещение горизонтальной заготовки на уровень 1 мм. На скорость сварки необходимо обратить особенное внимание. Если сварка происходит в медленном темпе, есть риск появления потеков, если в быстром – могут появиться непровары.
- Вертикальные сварные швы. Для этого типа характерно соединение элементов сверху вниз и снизу вверх. Чтобы минимизировать потеки, необходимо использовать малый ток и выполнять сварку прерывисто.
- Потолочные сварные швы применяются, когда стык находится над головой сварщика. Для удержания расплавленного материала применяется поверхностное натяжение.

По конфигурации
Типы сварных швов по конфигурации классифицируются как прямолинейные, криволинейные и кольцевые. Последние также именуются спиральными. Отметим, что конфигурация швов не имеет взаимосвязи с положением элементов в пространстве.
По степени выпуклости
По степени выпуклости швы бывают:
- Выпуклыми (усиленными). Они часто применяются, чтобы собрать узлы, которые будут нести высокую статическую нагрузку.
- Вогнутыми (ослабленными). Применяются для сварки металла, имеющего минимальную толщину.
- Нормальными (плоскими). Преимуществом нормальных швов является противостояние воздействиям, которые могут нести разрушительную силу.
- Специальными. Эти типы сварных швов имеют форму неравнобедренных треугольников. Чаще всего они используются в угловых и тавровых типах соединений.
По протяженности
В этом случае сварные швы классифицируются как сплошные и прерывистые. Последние типы выполняются отрезками, длина которых колеблется от 10 до 30 см. При расчете длины отрезка учитывается общая протяженность сварного соединения.
Сварные швы по протяженности бывают:
- Цепными. Они имеют одну или две стороны. Разрывы при таком соединении должны быть расположены равномерно.
- Шахматными. В данном случае отрезки с разных сторон сдвигают аналогично шахматному порядку.
- Точечными. Эти швы применяются при контактной сварке.
Сварные швы классифицируют и по их длине:
- короткие – до 25 см;
- средние – от 25 до 100 см;
- длинные – длина превышает 1 м.
По количеству проходов
Все типы сварных швов выполняются одним или несколькими проходами. Количество проходов рассчитывается в зависимости от толщины материала и характеристики необходимой прочности. Для любого прохода характерно наплавление одного валика. При одноуровневом расположении происходит образование слоя шва.

Если металл имеет толщину до 5 мм, соединение происходит с использованием одного прохода. Также один проход используется, если создаются угловые соединения, два прохода – для создания стыковых швов.
По направлению действующего усилия и вектору действия внешних сил
Тут сварные швы классифицируются как:
- продольные (фланговые) – усилие делается параллельно стыку;
- поперечные (лобовые) – направление вектора происходит под прямым углом;
- комбинированные – используются оба вышеперечисленных способа;
- косые – усилие имеет острый угол.
По виду сварки
Вид сварки имеет прямую взаимосвязь с использованием сварочного аппарата. Вот основные типы сварных швов по категории сварки:
- ручная;
- автоматическая;
- в среде инертных газов;
- плазменная;
- лазерная;
- газопламенная.
Контроль качества сварных швов
Государственный стандарт регламентирует механические свойства сварного соединения, его отдельно взятых участков, а также получившегося в итоге материала. Для того чтобы определить, насколько качественным является изделие, необходимо произвести его испытания.
ГОСТ прописывает следующие способы определения качества:
- Статический. В рамках этого метода происходит плавное увеличение нагрузки. На определение качества требуется длительное время, так как необходимо создать постоянное продолжительное напряжение.
- Динамический. В этом случае используются маятниковые копры. Здесь нет необходимости в длительном наблюдении. В короткий промежуток времени создается нагрузка максимальной силы.
- Усталостный. Нагрузка создается многократно. Ее сила имеет разное значение, количество циклов может достигать нескольких миллионов.
Рекомендуем статьи
Для определения твердости участков шва используются методы Роквелла, Бриннеля, Веклера.
Чтобы определить качество при приемке без разрушительной силы, используются следующие способы:
- Визуально-измерительный контроль. Для оценки качества производится внешний осмотр.
- Ультразвуковой метод. Оценка качества происходит с использованием ультразвуковых волн. Если в материале есть дефекты, участки с недостатками не будут отражать волну.
- Капиллярный метод. В данном случае используются жидкости с красящим пигментом. Если материал имеет микротрещины, жидкость проникнет в них и покажет наличие дефекта посредством окрашивания.
- Пневматический метод. Наличие дефектов определяется путем подачи воздуха под давлением и мыльного раствора. Низкое качество будет доказано образованием пузырей.
- Гидравлический метод имеет сходство с капиллярным. Здесь также заливается жидкость, затем выжидается время. Если в материале есть микротрещины, они будут заполнены. Затем специалисты будут обстукивать поверхность молотком. Если металл даст течь, значит, материал имеет дефекты.
- Магнитный метод применяется для контроля качества элементов из стали. В ходе проверки происходит намагничивание материала, а затем распыляется металлический порошок. При отсутствии дефектов порошок ляжет по рисунку магнитных полей.
- неоднородностей;
- трещин;
- раковин;
- свищей;
- сколов;
- непроваров;
- складок.
Знание основных типов и соединений сварных швов, а также способов и принципов их применения дает возможность максимально грамотно выбирать необходимый способ сварки.
Соединение деревянных деталей: виды соединения, назначение, техника выполнения, необходимые материалы и инструменты, пошаговая инструкция работы и советы специалистов

Деревянные детали используют во многих изделиях. И их соединение - важный процесс, от которого зависит прочность всей конструкции.
Для изготовления мебели и других изделий из дерева используют десятки различных соединений. Выбор способа соединения деталей из дерева зависит от того, каким изделие должно быть в итоге и какую нагрузку должно переносить.
Виды соединения
При соединении деревянных деталей нужно помнить важный момент - всегда тонкая деталь крепится к толстой, но не наоборот.
Согласно взаимному расположению элементов различают такие способы соединения деталей из дерева:
- наращивание - увеличение детали по высоте;
- сращивание - удлинение заготовки;
- сплачивание - увеличение элемента по ширине;
- вязка - соединение под углом.

Способы соединения деревянных деталей при изготовлении мебели чаще всего используют следующие:
- склеивание;
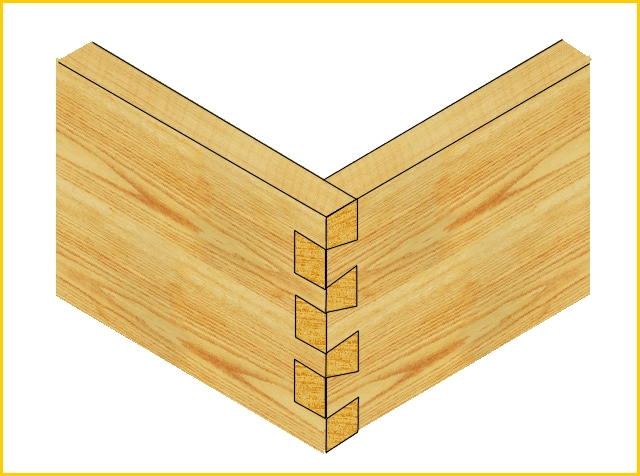
- "ласточкин хвост";
- встык;
- пазовое;
- внахлест;
- глухое на шипах;
- сквозное шиповое.
Рассмотрим технологии некоторых соединений более детально.
Сращивание по длине
Такой вид соединения деревянных деталей имеет некоторые нюансы. По своей сути это удлинение элементов в горизонтальном направлении. Сращивание может быть:
- Впритык - срезы концов выполняются под прямым углом и совмещаются друг с другом. В оба бруса (бревна) забивают скобу.
- Косой притык - срезы выполнены под углом, а концы скрепляют штырем или гвоздем.
- Торцевой притык с гребнем.
- Прямая накладка - длина вырубки в 1,5-2 раза больше, чем толщина бруса (бревна).
- Косая накладка - концы срезают под углом и фиксируют болтами.
- Накладка с косым прирубом - на концах деталей выполняют торцевые гребни, имеющие ширину и длину в одну треть толщины бруса.
Наращивание по высоте
Из названия понятно, что суть заключается в удлинении брусьев или бревен в вертикальном направлении. Оси элементов находятся на одной вертикальной прямой. Виды наращивания такие:
- Наращивание впритык. Для восприятия случайных нагрузок по бокам вставляется заершенный штырь.
- Наращивание с одним или двумя шипами. Ширина и высота одного шипа должны быть не меньше одной трети толщины бруса. Глубина гнезда - чуть больше высоты шипа.
- Наращивание в полдерева. Концы обоих бревен нужно срезать на половину их толщины на 3-3,5 диаметра в длину.
- Наращивание языком. В одном брусе нужно выпилить развилку, в которую нужно вставить соответственно срезанный конец другой заготовки. Само соединение необходимо обернуть жестью.
Сплачивание по ширине
Применяют для увеличения изделия по ширине. Используя способы сплачивания, важно обращать внимание на расположение годовых колец дерева. Важно чередовать доски в зависимости от их направления. Варианты сплачивания такие:
- Впритык - детали нужно обтесать и прифуговать по угольнику.
- В шпунт - высота и ширина гребня равняется 1/3 толщины доски.
- В ножовку - кромки нужно обтесать под острым углом к широкой плоскости доски.
- Гребнем с высотой от 1/3 до половины доски.
- Четверть с уступом, равным половине толщины доски.
- В шпунт с рейками - в каждой доске выбрать пазы, в которые нужно вставить рейку, имеющую ширину вдвое больше глубины паза.
Вязка
Вязку используют, когда возникает необходимость в соединении деталей под углом. Виды вязки такие:
- вязка в полдерева с использованием потайного шипа;
- вязка в полулапу;
- одиночный и двойной прорезные шипы;
- прорезная лапа.
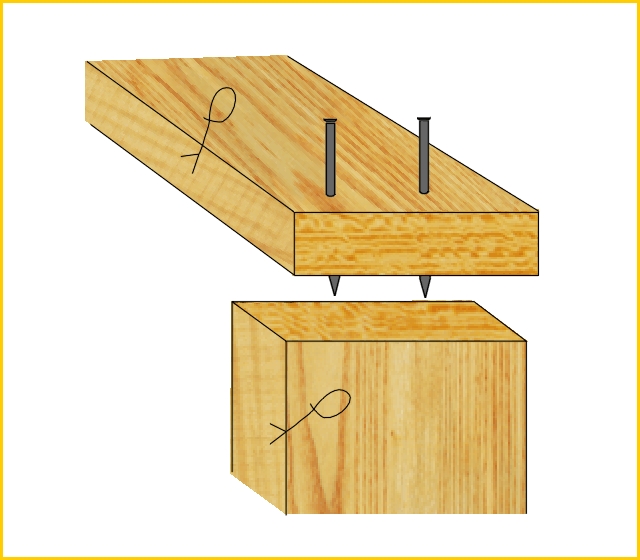
Соединение угловое в торец
Самый простой способ сплачивания двух деталей. Соединение деревянных деталей под прямым углом выполняется с использованием этого метода. Поверхности двух деталей тщательно подгоняют друг к другу и плотно прижимают. Происходит соединение деревянных деталей гвоздями или шурупами. Длина их должна быть такой, чтобы пройти через первую деталь и углубиться во вторую где-то на 1/3 длины.
Чтобы крепление было надежным, необходимо вбить не меньше двух гвоздей. Расположить их нужно по сторонам от осевой линии. Толщина гвоздя не должна вызвать растрескивание древесины. Поэтому рекомендуется заранее сделать отверстия в диаметре 0,7 от толщины используемого гвоздя.
Для усиления фиксации следует смазать поверхности, которые соединяются, клеем. Для помещений, которые не будут находиться под влиянием влаги, можно использовать столярный, казеиновый или мездровый клей. В случае использования изделия в условиях повышенной влажности лучше использовать влагостойкий клей, к примеру, эпоксидный.
Соединение Т-образное внакладку
Чтобы выполнить такое соединение деревянных деталей, нужно наложить одну заготовку на другую и скрепить их друг с другом, используя болты, шурупы или гвозди. Располагать деревянные заготовки можно как под определенным углом друг к другу, так и по одной линии.
Чтобы угол соединения деталей не менялся, применяют не менее 4 гвоздей. В случае если есть всего два гвоздя, то их вбивают по диагонали. Чтобы фиксация была более прочной, гвозди должны пройти сквозь обе детали, а выступающие концы необходимо загнуть и углубить в дерево.
Соединение вполдерева
Чтобы выполнить такое соединение двух деревянных деталей, требуются определенные навыки и наличие опыта. Выполняется оно следующим образом. В обеих заготовках выполняются выборки глубиной, которая соответствует половине их толщины. Ширина выборки должна быть равна ширине детали.
Способ соединения деревянных деталей вполдерева можно выполнить под разными углами. В таком случае важно следить, чтобы угол был одинаковый на обеих деревянных заготовках, а ширина соответствовала ширине детали. Благодаря этому детали плотно прижимаются одна к другой, а их кромки расположены в одной плоскости.

Кроме того, такое соединение может быть полным или частичным. В случае частичного соединения конец одной заготовки срезают под определенным углом, а на конце другой делают соответствующую выборку. К таким соединениям относят угловое в ус вполдерева. Суть заключается в подрезке обоих шипов под углом в 45 о , вследствие чего шов между ними располагается по диагонали. При использовании этого способа нужно быть особо аккуратным, а угловые надрезы выполнять специальным инструментом - стуслом.
Соединение в шпунт
Такой вид соединения деревянных деталей применяют для крепления досок обшивки или при настилке пола. Грань одной доски имеет шип, а грань другой - паз. Соответственно, крепление происходит, когда шип входит в паз. Такое соединение смотрится очень аккуратно, так как между досками нет щелей.
Выполнение шипов и пазов требует некоторого опыта. И кроме того, для изготовления потребуется специальный станок. Поэтому проще приобрести уже готовые детали.
Соединение "гнездо-шип"
Наиболее часто используемый способ соединения деревянных деталей. Такое сочленение прочное, жесткое и выглядит максимально аккуратно. Чтобы выполнить такое соединение, нужно иметь некие навыки и опыт, а также быть внимательным. Неправильно выполненное соединение "гнездо-шип" непрочное и выглядит некрасиво.
Суть его следующая. В конце одной заготовки высверливается или выдалбливается паз, а в конце другой - шип. Лучше, когда элементы имеют одинаковую ширину. Если толщина разная, то шип проделывают в тонкой детали, а паз, соответственно, в толстой.

Последовательность шипового соединения:
- Используя рейсмус, прочертить две параллельные друг другу риски сбоку одной заготовки. Расстояние должно быть по ширине будущего шипа. Для его ровности следует сделать разметку с двух сторон.
- Наиболее оптимальный инструмент для выполнения шипов - ножовка, имеющая узкое полотно и мелкие зубья, или лучковая пила. В процессе работы зубья инструмента должны проходить по внутренней кромке разметочной линии. Для удобства деталь лучше зажать в тисках. Лучше всего шип изготовить чуть больше требуемого размера. Тогда в случае необходимости можно убрать лишнее. А вот если шип окажется короче, то весь процесс потребуется повторить заново.
- Используя долото или стамеску, во второй детали делают гнездо (паз). Естественно, размеры паза должны соответствовать размерам шипа. Лучше всего перед тем, как приступить к долблению, по всему периметру паза просверлить отверстия. Края аккуратно обрабатываются стамеской.
Если соединение деревянных деталей выполнено правильно, то поверхности кромок шипов прилегают плотно к стенкам гнезда. Это дает хорошее сцепление при склеивании. Чтобы посадка шипов была более тугой, их размеры должны быть на 0,2-0,3 мм больше размеров гнезда. При превышении этой величины может произойти раскол тетивы, при допуске меньше крепление потеряет свою прочность в процессе эксплуатации.
Кроме того, такое соединение предполагает еще склеивание и крепление шурупами, гвоздями или деревянными нагелями. Для упрощения работы перед ввинчиванием шурупов следует просверлить отверстия. Головки шурупов скрывают в потай (выполненный с помощью зенковки). Направляющее отверстие должно быть равно 2/3 диаметра винта и быть меньше на 6 мм (приблизительно) его длины.
Склеивание
Склеивание деревянных деталей проводят следующим образом:

Необходимые инструменты и приспособления
Инструменты для выполнения отличаются большим разнообразием. Выбирают их в зависимости от типа выполнения работ. Так как в плотничном деле обрабатываемые элементы более крупные, чем в столярном, соответственно, и инструмент должен быть подходящий.
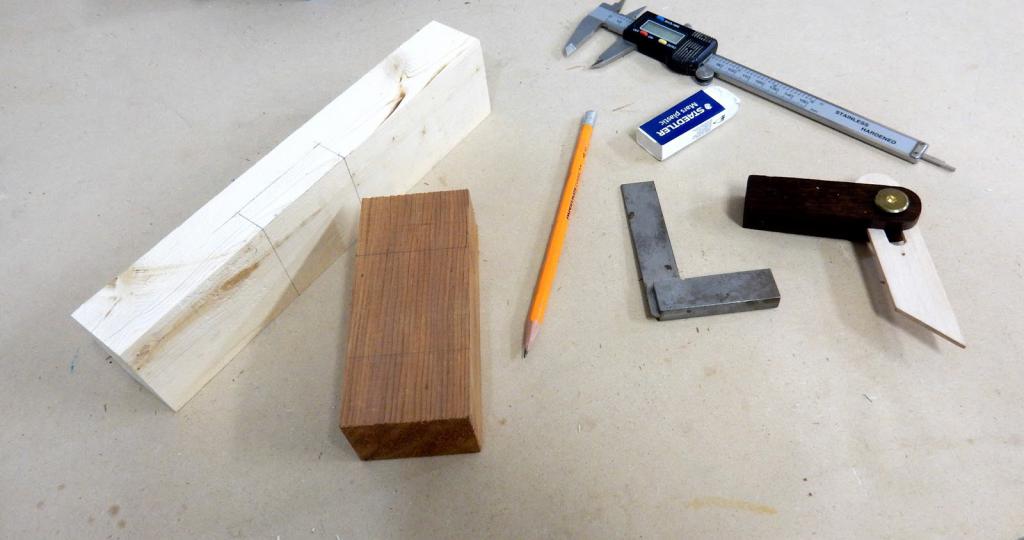
Для соединения деревянных деталей используют следующее:
- топор;
- рубанок, прямые и кривые струги, медведка, шерхебель - более тщательная обработка поверхностей;
- долото - долбление отверстий и гнезд;
- стамеска - для подчистки врубок;
- буры с различными наконечниками - для сквозных отверстий;
- различные пилы - для распиловки вдоль и поперек;
- молоток, молот, кувалда, киянка;
- угольник, циркуль, уровень и другие вспомогательные инструменты;
- гвозди, металлические скобы, болты с гайками, шурупы и другие изделия для крепления.
Заключение
На самом деле способов соединения деревянных деталей мебели или других конструкций существует гораздо больше. В статье описаны наиболее популярные методы и технологии выполнения. Важно помнить, что соединение деревянных деталей под покраску или покрытие лаком должно быть тщательно подготовлено, а все крепления должны быть прочными и выполненными на совесть.
Способы соединения металлических изделий

Сегодня строительная область предоставляет широкий выбор всевозможных крепежей и методов совмещения различных материалов. Но какие есть способы соединения металлических изделий, знают далеко не все, хотя эта информация может очень пригодиться, ведь сферы, где это актуально, многочисленны и разнообразны.
В нашей статье мы представили обзор основных способов, с помощью которых соединяют детали из металла, указав их ключевые особенности. Также перечислили главные крепежные изделия, которые применяются для этой цели, поэтому информация вас ожидает крайне полезная.
Разновидности крепежных изделий для соединения металла
Для соединения изделий друг с другом используется металлический крепеж, представленный на рынке в широком ассортименте. Крепежные элементы имеют разные размеры, форму и назначение. Чаще всего детали соединяют винтами, болтами, гайками, саморезами, шурупами, анкерами, заклепками, шпильками, шайбами и т. п.
1. Болт.

Одним из способов соединения металлических изделий является посредством болтов – стержней с наружной резьбой и четырех- или шестигранной головкой. Для соединения требуется гайка или отверстие с внутренней резьбой. Болт внешне напоминает винт, оба крепежных элемента широко применяются в машиностроении, строительстве и пр.
Различаются они по способу работы:
- болт проходит через соединяемые элементы насквозь, фиксируется гайкой или гаечным ключом;
- винт вкручивается в деталь с резьбой с помощью отвертки или торцевого ключа.
В отличие от второго, первый не прокручивается внутрь соединяемых элементов.
Рекомендуем статьи по металлообработке
2. Саморезы.
Для соединения деревянных деталей часто используются саморезы:
- крепежными элементами с мелкой резьбой соединяют металлические заготовки небольшой толщины с деревянными или пластмассовыми деталями;
- саморезы с крупной резьбой предназначены для фиксации деревянных деталей.
Острый наконечник, выполненный в форме сверла, самостоятельно проделывает отверстия в соединяемых заготовках.
3. Гайка.

Еще одним способом соединения деталей из металла является с помощью гаек – крепежных элементов с отверстием и внутренней резьбой. Используются в паре с болтами. Гайки различаются по форме (шестигранные, круглые с насечками, квадратные, T-образные, с выступами для пальцев и т. п.), а также по прочности.
4. Шуруп.
Этот крепежный элемент представляет собой стержень с наружной резьбой, острием конической формы и головкой. Способ соединения металла между собой с помощью шурупов заключается во вкручивании крепежа в готовое отверстие или мягкий материал (пластмассу, дерево). В этом заключается разница между ними и саморезами. Они менее универсальны по сравнению с последними, так как имеют меньшую высоту и шаг резьбы. Востребован этот вид крепежных изделий в строительных и отделочных работах.
5. Анкер.

Анкер крепится к опорному основанию и удерживает нужный элемент. Крепеж имеет две части:
- нераспорную, которая не участвует непосредственно в фиксации конструкций;
- распорную (рабочую), с изменяемыми размерами.
Помимо основных частей, может иметь манжету – кайму, препятствующую проникновению внутрь основания или фиксируемой конструкции. Анкеры используют для соединения металлических изделий из листовых материалов, а также для крепления тяжеловесных конструкций и фундамента.
6. Заклепки.
Делятся на два основных вида:
- Вытяжные, состоящие из алюминиевой головки и стержня из оцинкованной стали. Они предназначены для неразрывной фиксации двух или более металлических элементов. При работе с ними используются механические инструменты.
- Резьбовые заклепки широко применяются в машиностроении и электронике. На стержень этого крепежного изделия нанесена резьба, поэтому соединяемые с его помощью детали можно при необходимости разобрать.
7. Шпилька.

Это цилиндрический стержень без головки с резьбой по всей длине или только на концах. К такому способу соединения металлических изделий прибегают при отсутствии резьбы у фиксируемых деталей. Используется в паре с гайкой, может быть дополнен шайбой. Последняя представляет собой круглую пластинку, подкладываемую под гайку и повышающую прочность крепления, предотвращающую деформацию соединяемых заготовок. Это достигается за счет увеличения прижимной поверхности скрепляемых деталей.
С помощью шпилек скрепляют любые изделия и конструкции, включая высоконагруженные. Преимущество этого способа крепления металлических элементов заключается в том, что для его применения не требуются особые навыки.
В зависимости от наличия резьбы крепежные элементы делятся на:
- метрические, представленные винтами, болтами, гайками и шпильками;
- неметрические (приспособленные), представленные гвоздями, анкерами и т. п.
В зависимости от области использования они делятся на:
- высокопрочные резьбовые крепежи;
- элементы массового использования;
- изделия для безударной и/или односторонней фиксации;
- крепежи, предназначенные для герметизации изделий;
- детали, предназначенные для соединения полимерных композитных материалов и т. п.
Это условная классификация, поскольку крепежные изделия могут одновременно относиться к нескольким группам.
Рекомендации по выбору крепежа для соединения металлических изделий
Различные способы соединения металлических изделий используются в самых различных сферах промышленности и производства: от создания электронных устройств до строительства. После обработки специальными составами, повышающими их прочность и антикоррозионные свойства, крепежные элементы подходят для эксплуатации в агрессивной среде, в условиях повышенной влажности.

Срок службы готового изделия или конструкции зависит в том числе и от используемых крепежных элементов, поэтому при их выборе следует обратить внимание на следующее:
- прочность крепежа должна быть выше прочности соединяемых заготовок;
- высокая герметичность, не зависящая от того, на каком объекте используют тот или иной крепеж и/или способ соединения металлических изделий;
- качественные материалы, благодаря которым достигается высокая надежность и безопасность готовой конструкции;
- тип и диаметр крепежа выбирается в соответствии с предполагаемым характером воздействия (поперечным или продольным, статичным или динамическим).
6 способов соединения металлических изделий
Разные способы соединения металлических изделий имеют свои достоинства и недостатки. При выборе того или иного варианта необходимо, в первую очередь, исходить из предполагаемых условий эксплуатации будущей конструкции, а во вторую – из характеристик крепежных элементов.
1. Спайка.

Технологически этот способ соединения деталей из металла схож со сваркой, разница заключается в плавящемся материале:
- при спайке плавится присадочная проволока;
- при сварке – сам материал заготовки.
Спайка отличается меньшей надежностью по сравнению со сваркой.
Для соединения алюминиевых деталей, к примеру, велосипедных рам, больше подходит сварка, поскольку в данном случае требуются прочные сварные соединения.
Учитывая, что большая часть элементов велосипедной рамы изготовлена из алюминия, то сложностей при сварке не возникнет, главное, правильно выбрать технологию сваривания. Шов должен быть качественным и высокопрочным, устойчивым к деформациям и механическому воздействию.
Производители выпускают трековые велосипеды для скоростных гонок и шоссе, используемые на ровной поверхности. Для них важно, чтобы масса велосипеда была меньше, это достигается за счет использования при изготовлении рам трубок меньшего диаметра.
Такое решение приводит к сложностям при применении сварки как способа соединения металлических деталей. Высокая температура может стать причиной появлений трещин и деформации стальных элементов рамы. Вместо сварки в таком случае использовали спайку.
Хотя шов и получается более прочным, он все равно уступает по качеству сварным соединениям. Современные велосипедные рамы изготавливают из карбона, поэтому необходимость использования того или иного способа крепления металлических элементов либо полностью отсутствует, либо сводится к минимуму.
2. Склеивание.

Склеивание как способ соединения металлических изделий подходит для материалов, которые плохо поддаются сварке. Речь идет о таких металлах, как титан или магний. Во время склеивания мастера сталкиваются со следующими сложностями:
- склеиваемые поверхности должны быть точечно подготовлены к обработке;
- при склеивании внахлест требуется подгонка;
- для соединения характерна невысокая прочность;
- нельзя выполнять работу в несколько приемов.
Для повышения прочности крепления заготовок используют комбинированные способы, такие как заклепочно-клееные и сварочно-клееные.
3. Сварка.

Наиболее надежным способом соединения металлических изделий друг с другом считается сварка. Для фиксации элементов используют следующие ее виды:
- газовую ацетиленокислородную;
- контактную;
- электродуговую;
- электроннолучевую;
- лазерную;
- холодную.
При газовой сварке края соединяемых заготовок расплавляют в пламени кислородно-ацетиленовой смеси. Таким образом сваривают малоуглеродистые и низколегированные стали. Недостаток способа заключается в том, что сварной шов получается пористым, во время обработки из-за воздействия кислорода подвергается окислению, что отрицательно сказывается на его качестве.
Во время контактной сварки края соединяемых заготовок плотно прижимаются друг к другу и нагреваются за счет прохождения через них тока большой силы. Используется для соединения небольших по площади изделий, делится на шовную и точечную.
Электроды для электровакуумных изделий изготавливают при помощи точечной сварки. Крепление элементов друг к другу производится за счет импульсного тока, при этом изменяются такие параметры обработки, как продолжительность и сила воздействия, а также давление в точке сварки. Правильный подбор параметров позволяет соединять различные по типу и форме металлические заготовки, к примеру, вольфрамовую нить и никелевую фольгу.
4. Заклепывание.

Несмотря на широкое распространение сварки, заклепывание по-прежнему продолжает применяться как один из способов соединения металлических изделий. Его основной недостаток заключается в том, что шов может быть выполнен только внахлест. Однако он менее прочный, поскольку со временем заклепки расшатываются, а сверление отверстий может привести к дополнительной деформации материала заготовки.
Тем не менее, этот способ фиксации металлических деталей применяется в самолето- и мостостроении. Он долговечен и безопасен для конструкции, зачастую к заклепыванию прибегают при невозможности использования сварки.
Этот способ соединения деталей из металла также используется в производстве техники, автомобилестроении, при ремонте транспортных средств, однако он вытесняется технологией точечной сварки.
По мере развития технологий сварка все больше заменяет другие способы крепления металлических деталей. Уже сегодня она используется при возведении мостов, в строительстве авиатехники.
5. Шпоночное соединение.

Шпонки используют как способ соединения таких металлических изделий, как вал с деталями, передающими вращение и колебание. Элементы могут иметь различную конструкцию: призматическую, клиновую, сегментную, тангенциальную. Крепежные детали образует два основных вида соединений:
- Ненапряженные, для создания которых используются призматические сегментные шпонки. Во время сборки не возникает предварительное напряжение.
- Напряженные, для создания которых используются тангенциальные и сегментные шпонки. Подходят для соединения деталей сложных конструкций, во время сборки возникает монтажное напряжение.
6. Зубчатое (шлицевое).

Этот способ соединения металлических изделий предполагает фиксацию элементов путем попадания выступающих зубьев на валу в специальные углубления в ступице.
Размеры крепежных элементов устанавливаются отраслевыми стандартами. Способ подходит для создания подвижных и неподвижных соединений.
В зависимости от жесткости фиксации выделяют три варианта: легкая, средняя, высокая. Отличаются друг от друга высотой и количеством зубцов, варьирующимся от 6 до 20 штук. Зубцы могут иметь различную форму:
- Треугольные подходят для соединения небольших валов неподвижных или с небольшим крутящим моментом. Этот вид крепежных элементов используется редко.
- Прямобочные. Этот вид изделий для соединения металлических деталей центрируют по внутреннему и наружному диаметру боковых граней.
- Эвольвентные – используют для крепления больших валов.
Назначение зубчатых соединений – передача крутящего момента. В основном, их используют в производстве электроинструментов.
Области применения различных способов соединения металлических изделий
Различные способы фиксации металлических элементов применяются в разных сферах промышленности, а также в быту. Их используют при производстве мебели, в строительстве, тяжелой промышленности и т. п.
Шпоночные и шлицевые крепления распространены в сферах создания электроинструментов, оборудования, в машиностроении. Без соединений с натягом невозможно изготовить валы зубчатых колец, червячные колеса. Пайка необходима для работы над электронным оборудованием, требующем высокой точности. С помощью заклепок соединяют тонколистовые металлы.
По мере развития технического прогресса появляются и новые способы соединения металлических изделий. Современная жизнь невозможна без различных машин и механизмов. Для того чтобы они служили дольше, необходимы надежные крепежные элементы. От качества крепежа зависят также форма готового изделия, качество его работы, риски возникновения аварийных и нештатных ситуаций на производствах и т. п.
В статье мы поговорили о видах и способах соединения металлических изделий и деталей. Прежде чем купить тот или иной крепежный элемент, следует его осмотреть на наличие дефектов. Деформированные в процессе работы детали можно использовать для наружных контуров металлических заготовок. Таким образом, возможна экономия на расходных материалах, но при этом без ущерба для качества готовой продукции.
Читайте также: