Виды переноса металла при сварке
Процесс сварки MIG/MAG, будучи процессом, при котором используется плавящийся электрод, характеризуется переносом электродного металла через дугу в сварочную ванну. Перенос металла осуществляется посредством капель расплавленного электродного металла формирующихся на торце электродной проволоки. Их размер и частота перехода в сварочную ванну зависят от материала и диаметра электродной проволоки, типа защитного газа, полярности и значения тока сварки, напряжения дуги, давления окружающей среды, и других факторов
Характер переноса электродного металла определяет, в частности, стабильность процесса сварки, уровень разбрызгивания, геометрические параметры, внешний вид и качество сварного шва.
При плавлении электрода капля подвергается воздействию нескольких сил. которые могут как способствовать, так и препятствовать отделению капли от электрода. Капля отделится от электрода когда суммарное воздействие сил, способствующих отделению, превысит суммарный эффект сил удерживающих её на торце электрода. Основными силами, действующими на каплю являются: сила тяжести, электромагнитная сила, сила поверхностного натяжения расплавленного металла, аэродинамическая сила и сила реакции струи паров с поверхности капли, эти силы показаны схематически, а ниже представлен их анализ.
Сила тяжести (Fg)
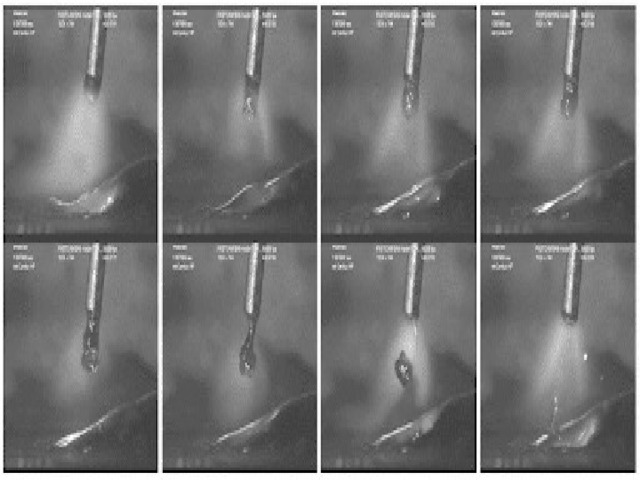
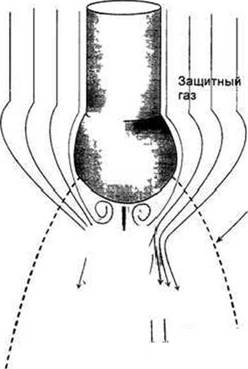
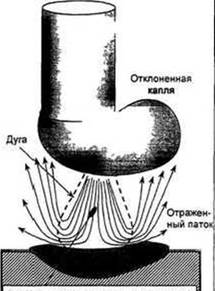
Эта сила вызывается эффектом гравитации и зависит от массы тела; в случае с каплей электродного металла, она зависит от её размеров и плотности жидкого металла. В зависимости от положения сварки сила тяжести способствует или препятствует отделению капли. В случае сварки в нижнем положении эта сила способствует переходу капли в сварочную ванну, в то время как при сварке в потолочном положении её осевая составляющая препятствует этому (Рис. 1.8.2). Хотя сила тяжести может быть разложена на две составляющие, осевую где: DK - диаметр капли, р - плотность жидкого металла капли. Электромагнитная сила (F3 M) Вокруг электрического проводника с током образуется магнитное поле, которое в свою очередь, взаимодействуя с этим током, порождает радиальные силы, направленные к центру проводника (силы Лоренца). Чем больше электрический ток, тем більшими эти силы. Однако применительно к твёрдым проводникам эффектом воздействия этих сил можно пренебречь. В случае же жидкого проводника (каким как раз и является капля жидкого металла) этот эффект может быть очень существенным, так как каждая единица его объёма подвергается воздействию электромагнитной силы (f3M), пытающейся переместить материал проводника к его центру: где: jj- магнитная проницаемость; J - плотность тока; В - интенсивность магнитного Если принять, что в капле цилиндрической формы плотность тока неизменна по всему поперечному сечению, то интенсивность магнитного поля в каждой определённой точке капли может быть определена с помощью следующей формулы: где: г- расстояние от оси жидкого цилиндрического проводника до искомой точки. Формула (1.8.3) показывает, что интенсивность магнитного поля выше на поверхности капли и равна нулю по её оси. Подставив параметр В из формулы (1.8.3) в формулу (1.8.2), получаем: Значение электромагнитной силы можно также выразить через градиент давления в направлении к оси цилиндра: Вычислив интеграл этого выражения от г до R (внешний радиуса цилиндра) получаем выражение для вычисления давления в любой точке внутри жидкого проводника цилиндрической формы (PlW): Из уравнения следует, что давление достигает максимума по оси проводника и равно нулю на его поверхности. Повышенное давление внутри капли цилиндрической формы вызывает сжатие жидкого металла и его вытеснение вдоль оси капли (капля стремится удлиниться). Если поперечное сечение жидкого проводника является переменным вдоль его оси, то линии тока внутри капли становятся либо расходящимися, либо сходящимися в зависимости от изменения поперечного сечения проводника. Применительно к капле расплавленного электродного металла эти варианты распределения линий тока внутри неё будут зависеть от размеров активного пятна снизу капли. Линии тока сходятся, если площадь активного пятна меньше поперечного сечения электрода и расходятся в противоположном случае. При этом воз никают осевая и радиальная (f3Mr) компоненты электромагнитной силы Радиальная компонента будет продолжать оказывать давление на жидкий металл в направлении от поверхности капли к её оси (но уже с меньшей интенсивностью по сравнению с тем, что имело место в случае цилиндрического жидкого проводника) и выжимать жидкий металл в осевом направлении (тем самым, косвенно, способствуя отделению капли). В то время как осевая составляющая будет стремиться переместить расплавленный металл из района с меньшим поперечным сечением, где давление выше, в район проводника с большим поперечным сечением, где, наоборот, давление меньше. Таким образом, каким будет направление результирующей осевой составляющей (Рзмг) - способствующей или препятствующей отделению капли - будет зависеть от распределения токовых линий (см. Рис. 1.8.4), и может быть определено вычислением следующей формулы (знак «-» будет означать, что сила будет направлена к электроду, т. е. будет препятствовать отделению капли): где: Ra n и /?э - соответственно, радиус активного пятна и радиус электрода. Радиус Ra n (и, следовательно, размер активного пятна на капле) зависит от материала электрода, состава защитного газа, полярности тока сварки и значения тока сварки. Анодное активное пятно больше, чем катодное (см. Раздел 1.4). Защитный газ с более низким потенциалом ионизации также способствует увеличению площади активного пятна. Она также увеличивается с повышением тока сварки. Всё это указывает на то. что лучшие условия, при которых осевая компонента электромагнитной силы F3.u. z будет направлена в сторону сварочной ванны, т. е. будет способствовать отделению капли, возникают при сварке MIG на обратной полярности высокими токами при использовании защитной газовой смеси на базе аргона. Влияние тока сварки заслуживает более детального анализа. По мере установки всё более высокого значения тока сварки, радиус активного пятна Ran повышается, пока, в определённый момент, не превысит радиус электрода R3. В этот момент осевая компонента электромагнитной силы F3M. z, которая действовала против отделения капли, меняет своё направление и начинает теперь уже способствовать этому. Вследствие этого, происходит существенное и резкое снижение времени формирования капли до её отрыва, что приводит к резкому возрастанию частоты перехода капель. В этих условиях капли не успевают вырасти до больших размеров Значение тока сварки, при котором происходит это явление, называется критическим током (1хр). Обычно, значение критического тока определяется экспериментальным путём посредством выполнения серии сварок каждый раз на все более высоком токе. Однако необходимо напомнить ещё раз, что каким бы ни был ток сварки, радиальная составляющая электромагнитной силы (F5wr) будет всегда способствовать отделению капли, облегчая образование шейки и способствуя ее сжатию вплоть до ее разрыва (Рис. 1 8.5). Кроме того, как было показано выше, эта сила способствует перемещению жидкого металла капли вдоль её оси в направлении дуги, созданием повышенного давления внутри капли. Из-за сжимающего эффекта, оказываемого этой компонентой электромагнитной силы, механизм воздействия этой силы на жидкий проводник получил название пинч-эффекта (английское слово “pinch" означает сжатие). Рис. 1.8.5 Схема действия сил FjMznF3MfB начале образования шейки - в случае расходящихся (а) и сходящихся (б) линий тока, а также перед самым разрывом шейки и отделения капли (в) В последний момент перед разрывом перемычки жидкого металла между каплей и торцом электрода, когда шейка уже очень тонка, возникают оба типа распределения токовых линий в переходе электрод - шейка - капля и обе осевые компоненты электромагнитной силы, которые действуют в противоположных направлени ях и ускоряют разрыв шейки жидкого металла (см. Рис. 1.8.5, в). Это явление имеет место всегда независимо от того, превышает или нет ток сварки значение критического тока. Сила поверхностного натяжения (FnH) Эта сила стремится удержать каплю жидкого металла в форме с минимально возможной свободной поверхностью, которая находится в контакте с окружающей газовой средой. Она определяется величиной поверхностного (межфазного) натяжения на границе металл - газ и геометрическими параметрами капли: где: а - коэффициент поверхностного натяжения, RK - радиус кривизны поверхности капли. До образования шейки местом приложения силы F„H можно принять плоскость, проходящую через границу между твёрдым и жидким металлом [Потапьевский. синяя брошюра]. После образования шейки жидкого металла таким местом можно считать плоскость, проходящую через минимальное сечение шейки. Силу поверхностного натяжения можно разложить на две составляющие: осевую, удерживающую каплю на торце электрода, и радиальную, стремящуюся сжать каплю Сила F„„ зависит от всех факторов, которые воздействуют на поверхностное натяжение, таких как форма и размеры капли (она уменьшается по мере роста капли), химический состав жидкого металла капли, температура и градиент температур на поверхности капли, а также состав защитного газа. Сила поверхностного натяжения уменьшается при образовании окислов на поверхности капли, как, например, при сварке в среде защитного газа с добавками активных газов (Ог и СОг). Вследствие этого, её значение подвержено существенным изменениям в течение формирования и отделения капли. Чем выше сила поверхностного натяжения, тем капля большего объёма может быть удержана на торце электрода. Благодаря тому, что свободная поверхность сварочной ванны мала (по сравнению с её объёмом), при возникновении контакта капли с поверхностью ванны сила поверхностного натяжения стремится втянуть каплю внутрь сварочной ванны. Дру гими словами, сила поверхностного натяжения препятствует отделению капли от торца электрода пока не установится её контакт с поверхностью ванны и становится силой способствующей переходу капли после установления такого контакта. Аэродинамическая сила (Fe d) Аэродинамическая сила порождается потоком плазы и газа внутри дуги, который обтекает каплю. При этом, согласно законам аэродинамики, снизу капли образуется зона пониженного давления (завихрения, как показано на Рис. 1.8.6), которая приводит к тому, что капля вытягивается Причем, чем крупнее капля и выше скорость плазменного потока, более существенной становится эта сила, которая всегда способствует отделению капли. Этим объясняется ТОТ факт, что на низких рис. 1.8.6 Иллюстрация механизма возникновения аэродинамической силы в результате режимах сварки, когда капли дости - обтекания капли потоком газа гают больших размеров, эта сила возрастает и её роль в переносе капель становится более значительной. Таким образом, аэродинамическая сила зависит от размера капли, плотности и скорости потока плазмы и газа и соответствующего коэффициента аэродинамического сопротивления системы. Сила реакции струи паров с поверхности капли (Fr) Сила реакции возникает в результате реактивного воздействия на каплю струи паров металла исходящего из активного пятна (участка поверхности капли с наивысшей температурой). Эта сила возрастает по мере повышения тока сварки и с увеличением содержания в электродной проволоке элементов с более высокой упругостью пара. Эффект воздействия силы реакции на каплю также возрастает по мере сжатия активного пятна и столба дуги (при сохранении одного и того же значения тока сварки). Суммарный плазменный поток (ионизированные газы + металлические пары + газы, увлеченные внутрь потока) Поперечные размеры столба дуги зависят от тока сварки, теплопроводности газа, заполняющего дуговой промежуток, и давления. Чем выше теплоотвод от столба дуги (как, например, в случае использования гелия в качестве защитного газа), давление и ниже ток сварки, тем меньше поперечные размеры столба дуги. При использовании молекулярных защитных газов (как, например, N2 или С02) сужение токопроводного канала дуги вызывается снижением температуры в периферийных областях дуги из-за диссоциации молекул газа. Диссоциация молекул газа (например, С02 -» СО + 'Л02), и, как следствие, образование двойного объёма газов, приводит к повышению давления в межэлектродном промежутке и к ещё большему сужению столба дуги. Приложение силы реакции к меньшему участку поверхности в нижней части капли может приводить к её отклонению от соосного с электродом положения. Этому также способствует и избыточное давление в зоне активного пятна, вызываемое диссоциацией многоатомных газов (в случае сварки в среде, N2 или С02), которое непосредственно воздействует на каплю. После того, как капля уже оказалась отклонённой, она может поддерживаться в таком положении теми же силами реакции и избыточного давления от диссоциацией многоатомных газов, а также потоками плазмы и газа отражёнными от поверхности основного металла, согласно схеме показанной на Рис. 1.8.7, случай типичный для сварки в среде С02. Сила реакции препятствует отделению капли от торца электрода, а будучи значительной. она может вызывать перенос металла с характерным отталкиванием капель в сторону от дуги, сопровождаемым большим разбрызгиванием металла. Действие этой силы в 4 . 5 раз ниже на обратной полярности (когда электрод является анодом), чем на прямой (когда электрод является катодом). Наиболее приемлемое объяснение этому основывается на том, что благодаря большей площади анодного активного пятна и меньшей плотности тока в нём по сравнению с катодным активным пятном (см. Раздел 1.4), интенсивность испарения с него меньше, и меньшей является результирующая силы реакции соосная с электродом. В результате этого, при прочих равных условиях, при сварке на обратной полярности капли электродного металла имеют меньшие размеры, по сравнению со сваркой на прямой полярности. В зависимости от условий сварки — силы, плотности, формы кривой тока н т. д. — можно назвать пять основных видов переноса электродного металла в дуге с плавящимся электродом (табл. 2.2). Характер переноса металла оказывает значительное влияние на устойчивость процесса, разбрызгивание металла, формирование шва и интенсивность металлургических процессов в дуге и ванне. В большинстве случаев, особенно при автоматизированных процессах сварки, предпочтителен струйный перенос, обеспечивающий лучшее формирование и качество шва. Таблица 2.2. Основные виды переноса металла при дуговой сварке Крупнокапельный с замыканиями Мелкокапельный с замыканиями ду гового промежутка Мелкокапельный без замыканий дуго вого промежутка Струйный Ручная сварка при /103 А/мм2 Сварка в инертных газах тонкой проволокой при у>103А/мм2 При всех видах сварки плавящимися электродами — как дополнение к другим видам переноса Перенос наблюдают обычно прн помощи скоростной киносъемки или съемки в рентгеновских лучах синхронно с осцилло - графированием. На расплавленный металл в дуге действуют следующие главные силы: силы тяжести; силы поверхностного натяжения; электродинамические силы в жидком проводнике; реактивные силы; электростатические силы; силы давления плазменных потоков н др. Силы тяжести способствуют переносу металла при сварке в нижнем положении и препятствуют при сварке в потолочном. Они оказывают наибольшее влияние на перенос электродного металла при сварке на малых токах, когда электродинамические силы еще сравнительно невелики. Силы поверхностного натяжения придают каплям жидкости сфероидальную форму, удерживают капли на «потолке», втягивают капли металла в жидкую сварочную ванну. Силы поверхностного натяжения создают внутри капли жидкости радиуса R избыточное давление где а — коэффициент поверхностного натяжения, который равен отношению силы AF, действующей на границу поверхностной пленки жидкости, к длине этой границы А/, т. е. Значения коэффициента поверхностного натяжения а для различных материалов приведены ниже: о, Н/м. 0,65 0,77 0,9 1,15 1,22 1,51 2,25 2,68 1,10/2,50 0,3--0,4 Рис. 2.44. Схемы перехода крупнопанельного переноса металла в струйный: а — малая точность тока; б — средние значения плотности тока; в — плотность тока выше критической (d9 dc — диаметры электрода н столба дуги) Электродинамике - ские силы пинч-эффек - та сильно влияют на перенос металла, особенно при больших токах, когда они способствуют появлению плазменных потоков от мест сужения столба. Поэтому, например, в слаботочных дугах, где эти силы малы, преобладает крупнокапельный перенос, а в ' сильноточных — струйный. Появлению струйного переноса способствует также перегрев капель, который достаточно велик при сварке, особенно на обратной полярности. Струйный перенос особенно характерен для газоэлектрической сварки. Он сопровождается образованием конуса жидкого металла на конце электрода. При этом средний размер капель монотонно уменьшается с увеличением тока примерно по гиперболической кривой. При некотором значении тока, называемом критическим, которое при сварке на обратной полярности ниже, чем на прямой, капельный перенос металла переходит практически в струйный (рис. 2.44). Охват дугой конца электрода способствует струйному переносу с анода. Реактивные силы, вызываемые давлением паров, обычно противодействуют начальному обрыву капли. Если реактивные силы имеют взрывной характер, то они могут сильно затруднить переход к струйному переносу. где коэффициент Аж (1 . 5) • 10-7 Н/А2— для прямой полярности и обычно А
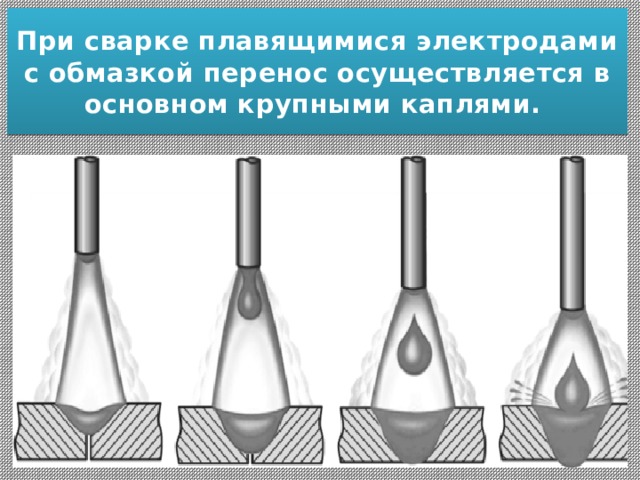
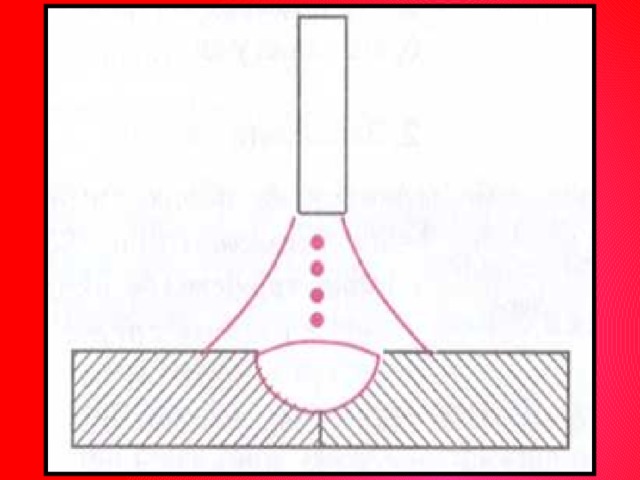
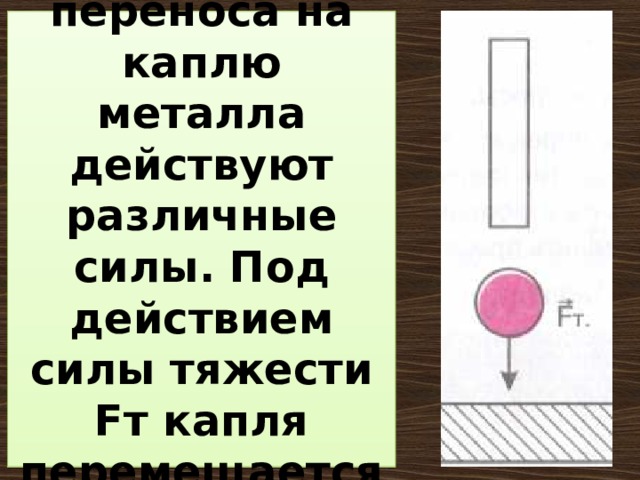
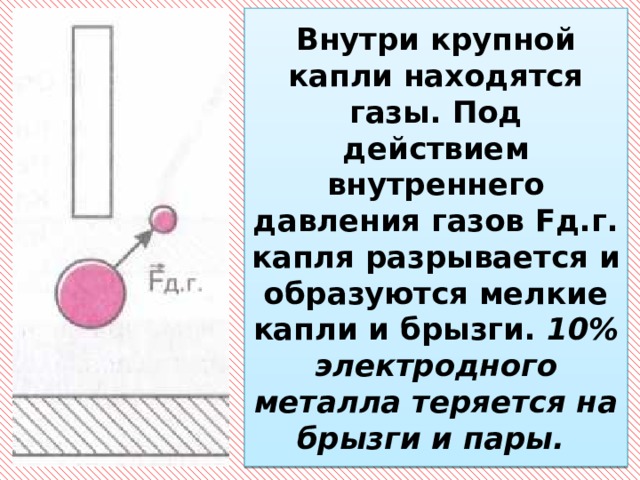
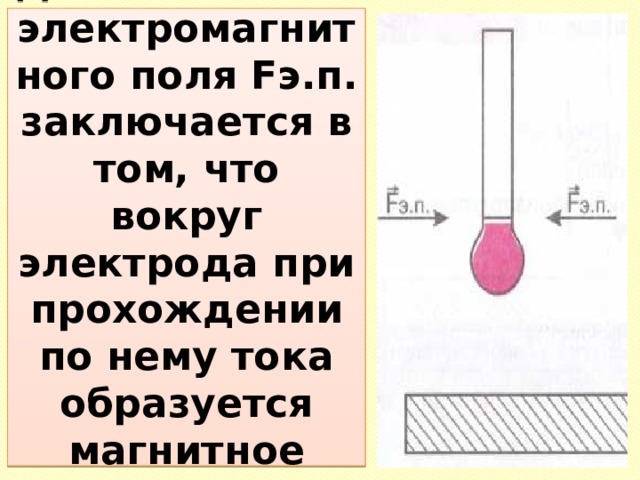
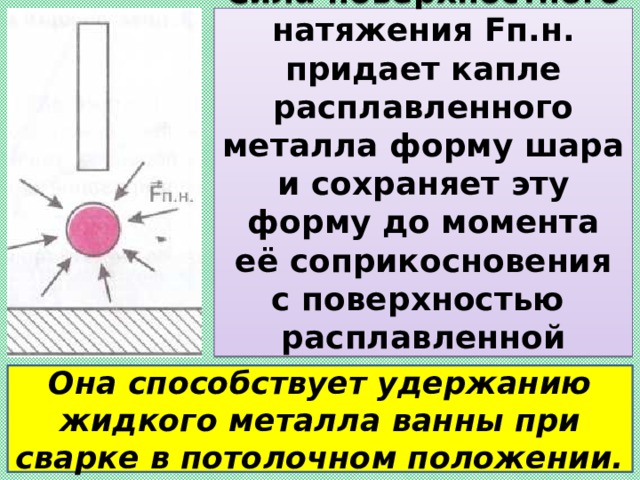
Электростатические силы возникают вследствие болы ого градиента потенциала (напряженности поля) в переходных об Др = РкаТ-РсТ=[1/(8л)](£*ат-£ст). (2.97) Давление Др достигает нескольких десятков паскалей. Например, электрическое поле высокой напряженности может деформировать металл ванны, вытягивая его в виде конуса от катода к аноду при обратной полярности. При сварке в среде молекулярных газов (азот, углекислый газ) практически получить струйный перенос металла очень трудно. Это можно объяснить «стягиванием» пятна на поверхности капли (см. рис. 2.44, а) и увеличением степени сжатия сварочной дуги из-за охлаждения ее при образовании стержня диссоциации, который в этих газах появляется при сравнительно низких температурах. Плазменные потоки также могут сильно влиять на перенос металла в дуге. В некоторых случаях, например в Ме-дугах, мощный катодный поток от электрода к изделию вызывает отраженный анодный поток, который, как отмечалось выше, может концентрически охватывать катодную струю. Такой анодный поток затрудняет перенос металла, вызывая сдвиг капли металла в сторону или даже подъем ее над уровнем торца электрода. Это особенно заметно, если катодный поток дуги не охватывает конец электрода (как на рис. 2.44, а), а стягивается в пятне на его конце, как, например, при сварке в СО2. ИМПУЛЬСНОЕ УПРАВЛЕНИЕ ПЕРЕНОСОМ МЕТАЛЛА В ДУГЕ Для того чтобы сделать перенос металла мелкокапельным или струйным, обычно требуются большие токи, особенно при Рис. 2.45. Осциллограммы тока и напряжения дуги при импульсном управлении переносом электродного металла сварке на прямой полярности. Электродинамические силы пропорциональны квадрату тока, поэтому, подавая периодически кратковременные импульсы увеличенного тока /д»ід (рис. 2.45), можно обеспечить мелкокапельный перенос металла порциями с частотой воздействия импульсов. При этом в несколько раз уменьшается нижний допустимый предел сварочного тока. Принудительный направленный перенос металла упрощает технику наложения швов, что особенно применимо для полуавтоматической сварки в вертикальном и потолочном положениях. Импульсное управление переносом металла позволяет влиять также При сварке плавящимся электродом открытой дугой перенос электродного металла представляет сложный процесс. Много факторов оказывает влияние на перенос: состав и свойства защитного газа, состав и свойства электродного металла, род тока и полярность, параметры режима сварки, вольт-амперная характеристика источника тока и его динамические свойства и др. Можно выделить следующие виды переноса электродного металла: - без коротких замыканий дуги и с короткими замыканиями; - крупно-, средне-, мелкокапельный и струйный; - без разбрызгивания и с разбрызгиванием. Наиболее благоприятные условия для переноса электродного металла наблюдаются при сварке в инертных одноатомных газах аргоне и гелии. В аргоне имеет место два вида переноса: крупнокапельный без коротких замыканий с небольшим разбрызгиванием на докритическом токе и струйный на токе больше критического. Вид переноса влияет на форму проплавления Сварка со струйным переносом рекомендуется на металле средней толщины. В гелии наблюдается капельный перенос с короткими замыканиями (к. з.) дупи (малые ток и напряжение) и без к. з. на повышенном токе и напряжении при незначительном мелкокапельном разбрызгивании. Форма валика в гелии имеет меньшую выпуклость, чем в аргоне, так как аргон повышает поверхностное натяжение в сталях. Применение смеси Аг+Не позволяет использовать преимущества обоих газов. При сварке в С02 имеют место перенос мелкокапельный с к. з. и небольшим разбрызгиванием, крупнокапельный с к. з. и без к. з. с большим разбрызгиванием. На больших токах, когда дуга погружается в основной металл, перенос становится мелкокапельным, разбрызгивание уменьшается (рис. 1.08.6), однако валик имеет чрезмерную выпуклость. Известно, что 02 понижает поверхностное натяжение металла. Поэтому его содержание в смеси с Аг обеспечивает мелкокапельный перенос с минимальным разбрызгиванием и высокой стабильностью процесса Смеси Аг + 02, Аг + С02і Аг + С02 + 02 находят широкое применение при сварке низко - и высоколегированных сталей, так как обеспечивают снижение критического тока и повышение стабильности, уменьшение разбрызгивания и улучшение формирования шва, предупреждают пористость. С этой же целью применяют смесь С02 + О. Однако в этом случае требуется проволока с более высоким содержанием рас- кислителей. Следует также отметить снижение приваривания брызг при окислительной защите и увеличение глубины проплавления (рис. 1.08.8). Конструкция стыковых, тавровых, угловых и на - хлесточных соединений при сварке в защитных газах регламентируется стандартом ГОСТ 14771-76. аргона такие соединения можно сваривать со струйным переносом. При многопроходной сварке лучше применять варианты сварки с капельным переносом электродного металла, обеспечивающим эллиптическую форму провара. б. Специальные способы сварки. Импульсная дуговая сварка выполняется в аргоне или гении. С помощью импульсов обеспечивается управляемый перенос электродного металла в различных пространственных положениях сварки. Сварка в С02 проволокой большого диаметра (3, 4 мм) на токах до 1000 А позволяет увеличить скорость сварки до 100 м/час при небольшом разбрызгивании. Сварка в С02 на форсированных режимах (плотность тока 350-450 А/мм2) увеличивает глубину провара, процесс осуществляется без разбрызгивания, однако валики чрезмерно выпуклые. Сварка в вертикальном положении с принудительным формированием шва может выполняться сплошной проволокой в С02, порошковой или активированной проволоками. Металл толщиной 20-60 мм сваривается за один проход. Сварка в смеси активных газов с увеличенным вылетом позволяет снизить разбрызгивание, уменьшить приваривание брызг и повысить производительность. Сварка в узкую щелевую разделку возможна на металле толщиной до 300 мм. При этом можно исключить дорогостоящую термическую обработку после сварки. Сварка порошковой проволокой под водой выполняется «мокрым» способом. Механизм подачи проволоки погружается к месту сварки, а источник тока находится на палубе судна. Здоровье и безопасность Основные вредные производственные факторы, которые могут воздействовать на сварщика при сварке в защитных газах: 1) выделение токсичных аэрозолей, в особенности при сварке порошковой проволокой: 2) скопление газов, имеющих плотность больше плотности воздуха; 3) взрыв баллонов, в которых начальное давление составляет Р=15 МПа; 4) излучение дуги; 5) поражение электрическим током; 6) взрыв во время ремонта сваркой емкостей и трубопроводов, в которых находились горючие материалы; При сварке процесс переноса капель электродного металла в сварочную ванну имеет следующие виды: Размеры капель в зависимости от условий сварки могут быть от 6-7 мм до тысячных долей миллиметра. На каплю в период формирования и переноса действуют следующие силы: Размер капли определяется соотношением сил, удерживающих ее на торце электрода, и сил, стремящихся ее оторвать. С увеличением силы тока дуги ускоряется отрыв и измельчение капель, так как растут электродинамические силы и сила давления газовых потоков, увеличивается испарение металла. На малых токах, наоборот, наблюдается крупнокапельный перенос. Перенос электродного металла в сварочной дуге. Виды переноса. Силы, действующие на каплю металла 1) Виды переноса электродного металла. 2) Силы, действующие на каплю электродного металла. 3) Влияние режимов сварки на перенос электродного металла. крупнокапельный с короткими замыканиями дугового промежутка; капельный без коротких замыканий; в виде паров металла. сила тяжести, способствующая отрыву капель при сварке в нижнем положении и препятствующая при потолочной сварке; электродинамические силы, сжимающие электрод и каплю (пинч-эффект) и способствующие отрыву капли; сила давления газового потока; сила реакции газов, отталкивающая каплю снизу, от сварочной ванны, препятствующая отрыву ее от электрода. Компоненты сварочных шлаков снижают поверхностное натяжение жидкого металла капель и уменьшают размеры капель. Применение при сварке под флюсом больших токов дает наименьший размер капель, а перенос становится струйным. - образовательная: изучить виды переноса электродного металла на изделие; - развивающая: развитие навыков применение теоретический знаний на практике; - воспитательная: воспитать трудолюбие и ответственное отношение к работе. Актуализация опорных знаний В зависимости от способа дуговой сварки существуют различные виды переноса электродного металла в сварочную ванну. От этого зависит производительность сварки и её качество. Квалифицированный сварщик обязан учитывать все нюансы сварочного процесса для выполнения своей работы, в том числе и вид сварки, от которого зависит перенос электродного металла на изделие. Дуга расплавляет электрод достаточно быстро, приблизительное время плавления электрода 3 мин. Расплавленный электродный металл переходит в сварочную ванну в виде отдельных капель. Количество капель зависит от диаметра электрода (Ø эл ) и силы тока (I св ). Возможен крупнокапельный и мелкокапельный (струйный) перенос металла. В зависимости от типа переноса металла изменяется производительность труда, характер формирования шва и качество сварного соединения, поэтому сварщик должен знать условия, при которых достигается нужный перенос электродного металла. При сварке плавящимися электродами с обмазкой перенос осуществляется в основном крупными каплями. Образование одинаковых капель с одинаковой частотой их переноса при сварке покрытыми электродами практически невозможно. Большую стабильность переноса электродного металла дает струйный перенос мелкими каплями Уменьшение тока при сохранении длины дуги приводит к увеличению объема капли. При этом уменьшается частота переноса, что снижает количество переносимого металла в единицу времени. И наоборот, чем больше ток, тем меньше капля и больше частота переноса. Таким образом, для увеличения производительности труда и улучшения процесса формирования шва необходимо при уменьшении тока уменьшать длину дуги. Во время переноса на каплю металла действуют различные силы. Под действием силы тяжести Fт капля перемещается вниз. Во время сварки в нижнем положении сила тяжести играет положительную роль при переносе капли электродного металла в сварочную ванну, а при сварке в вертикальном и особенно в потолочном положениях она препятствует процессу переноса капли на металл. Внутри крупной капли находятся газы. Под действием внутреннего давления газов Fд.г. капля разрывается и образуются мелкие капли и брызги. 10% электродного металла теряется на брызги и пары. Действие силы электромагнитного поля Fэ.п. заключается в том, что вокруг электрода при прохождении по нему тока образуется магнитное поле. Сила поверхностного натяжения Fп.н. придает капле расплавленного металла форму шара и сохраняет эту форму до момента её соприкосновения с поверхностью расплавленной ванны. Она способствует удержанию жидкого металла ванны при сварке в потолочном положении. С увеличением количества расплавленного металла на конце электрода под действием магнитных сил образуется перешеек. По мере уменьшения сечения перешейка плотность тока возрастает, магнитные силы увеличиваются и усиливают свое сжимающее действие, стремясь оторвать каплю от электрода. ЗАКРЕПЛЕНИЕ ПОЛУЧЕННЫХ ЗНАНИЙ: ДОМАШНЕЕ ЗАДАНИЕ Проработка изученного материала по конспекту с использованием рекомендуемых источников информации Читайте также: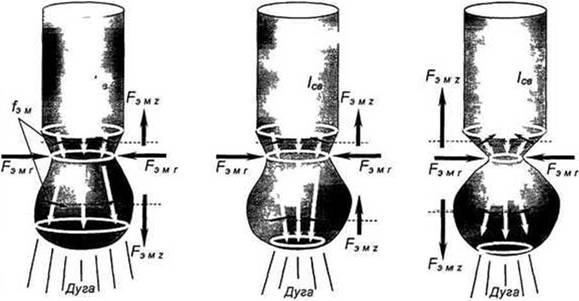
Перенос металла в сварочной дуге
ности тока, например при />20 А/мм, может наблюдаться так называемый электрока - пиллярный эффект, сопровождающийся понижением а и способствующий струйному переносу металла.
ластях дуги, особенно у катода, где Е может достигать 104. 106 В/мм. В столбе дуги Е ст-СЕ к (в тысячи раз), поэтому создается разность давлений и течение газа от катода (или анода) в столб дуги становится подобным «электрическому ветру» с заряженного острия. Разность давлений может быть оценена по формуле, аналогичной формуле (2.91) для магнитного давления
и на металлургию процесса, регулируя выгорание отдельных элементов.Типы переноса электродного металла и их применение
Перенос электродного металла в сварочной дуге. виды переноса. силы, действующие на каплю металла

Просмотр содержимого документа
«Перенос электродного металла в сварочной дуге. виды переноса. силы, действующие на каплю металла»
4.1 План лекцииПрезентация к уроку "Виды переноса электродного металла на изделие"