Виды метчиков для нарезания резьбы по металлу
Резьбовые соединения, как известно, надежны, универсальны и массово применяются в разных сферах и отраслях.
Для формирования такого соединения требуется нарезание резьбы, где в обязательном порядке необходим слесарный инструмент под названием метчик.
В зависимости от требуемых характеристик будущей резьбы и способа использования инструмента применяют различные его виды.
Следует сразу уточнить, что наружная резьба нарезается винторезными дисками, плашками, прогонками, а вот внутренняя резьба – это зона ответственности как раз метчиков.
Назначение и принцип действия
Метчик предназначен для создания внутренней резьбы в тупиковых и сквозных отверстиях с определенными геометрическими параметрами, либо же прогонки уже существующих резьбовых ниток.
Резьбонарезной инструмент применяют для работ по алюминию, меди, латуни и подобных вязких металлов.
Для этих целей обычно используют набор из 3-х единиц.

При обработке стали с высокими показателями твердости, например, нержавейки, в отдельных случаях пускают в ход до 5 метчиков.
В продаже можно найти метчики для работ специально по литому чугуну и бронзе, причем в процессе работы они не требуют охлаждающей смазки.
Метчиками также обрабатывают твердые и мягкие пластики.
В процессе работы метчик закрепляют в метчикодержатель, представляющий собой вороток, а затем вставляют инструмент рабочей частью в нужное отверстие.
Резьба нарезается путем проворачивания инструмента вокруг своей оси.
ПРИМЕЧАНИЕ:
В зависимости от задач резьба может быть как левой, так и правой, соответственно выбирается метчик, и проворачивание будет либо по часовой стрелке, либо против нее.
Естественно, профиль полученной резьбы полностью соответствует особенностям витков метчика.
При работе с конкретным материалом подбирают инструмент подходящей прочности, иначе возможна его поломка или повреждение.
Методы создания резьбы
В зависимости от типа метчика, резьба может быть сформирована несколькими способами:
- Нарезание резьбонарезными версиями инструмента, самый популярный и всем известный вариант.
- Раскатывание за счет пластического деформирования посредством раскатника (бесстружечного метчика).
Плюсы последнего варианта заключаются в том, что витки формируются не за счет срезания материала, а за счет его уплотнения, а следовательно в процессе работы не образуется стружка и нет необходимости создавать условия для ее отвода.

Кроме прочего, витки получаются надежными и прочными, обладают поверхностью лучшего качества.
Среди минусов следует отметить нарастание крутящего момента по ходу выдавливания и вероятность заклинивания метчика, что приводит к его поломке.
Устройство и характеристики метчиков
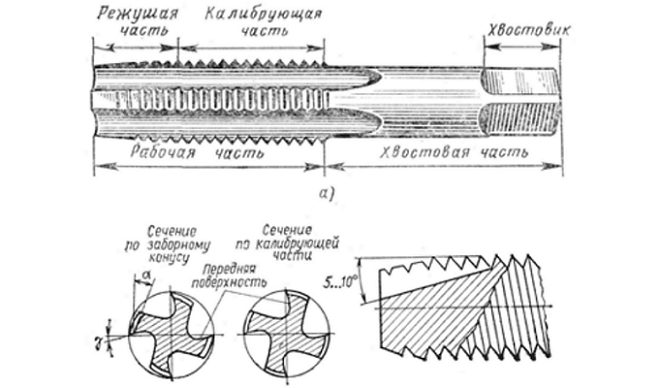
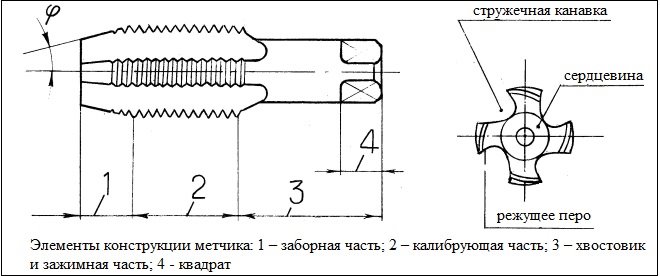
Конструкция метчика включает хвостовую часть с хвостовиком, посредством которого его фиксируют в станочном патроне либо метчикодержателе, и рабочей части с внешней резьбой, состоящей из:
- Заборного (режущего) фрагмента – крайний отрезок конической или цилиндрической формы, выполняет непосредственно формирование витков.
- Калибрующего фрагмента – перетекающее продолжение предыдущего фрагмента, зачищающее и калибрующее только что нарезанные витки отверстия.
Боковая поверхность рабочей части оснащена несколькими продольными или винтовыми канавками, разделяющими нити резьбы на так называемые перья или зубья, последние располагаются по окружности инструмента, и имеют форму резцов.
Именно перья, исходя из места своего расположения, режут, и калибруют резьбовые витки.
Канавки же выполняют функцию стружкоотводов, так как стружка неизбежно появляется в процессе работы.
Для формирования правой резьбы используют метчик правостороннего сверления, для левой соответственно левосторонний вариант его исполнения.
Материал
В производстве метчиков используют следующие материалы:
- Легированная сталь. Это, как правило, марки ШХ15, 9ХС и ХВСГ.
- Инструментальная сталь, зачастую, марок У11А и У12А.
- Быстрорежущая сталь – Р6М5Ф4, Р6М5К5, а также Р18 и Р6М5.
Современные метчики некоторые разработчики производят методом запекания из порошковой быстрорежущей стали.

Как известно, с повышением твердости снижается прочность, потому иногда твердосплавному инструменту этой прочности может быть недостаточно, несмотря на такие плюсы, как:
- Способность работать на очень высоких скоростях резанья станка.
- Красностойкость.
- Износостойкость.
- Жаропрочность.
Что касается быстрорежущей стали, кроме повышенной прочности, следует отметить схожесть с твердыми сплавами почти по всем характеристикам.
Метчики также производят с различным дополнительным покрытием для придания необходимых свойств инструменту.
Форма
Метчик по форме напоминает сверло, а разные модели между собой разнятся параметрами заходной части, которая выполняется в виде цилиндра или усеченного конуса.

Первая необходима для работы по глухим отверстиям, а вторая – для сквозных.
Размеры и вес
Общая длина гаечного метчика обычно составляет 35 – 240 мм, ширина – до 52 мм, высота рабочей части может достигать 15 – 20 резьбовых ниток.
Метчики нарезают мелкую, среднюю и крупную резьбу размерностями от М2 до М52.
Вес обычно не превышает 200 г.
ГОСТ 3266-81 разработан для ручных и машинных вариантов инструмента. Для гаечных моделей предусмотрен ГОСТ 1604-71, а ГОСТ 6951-71 создан для изделий с хвостовиком изогнутого типа.
Классы точности
Степень точности характеризуется, в первую очередь, допуском на средний диаметр резьбы.
Основываясь на информации, приведенной в ГОСТах, можно сделать следующие выводы касательно соответствия типа инструмента классу точности:
- Степень точности 1,2 и 3 – метрические метчики (как гаечные, так и машинно-ручные).
- Класс точности А2, А3, В1 – трубные модели.
- С и D – дюймовые.
- Класс 4 – ручной инструмент.
Маркировка
Надписи на инструменте указывают на основные и дополнительные характеристики метчика (в скобках приведен пример).
Маркировка начинается с типа и размера резьбы (М10), затем идет класс точности по PN-ISO (ISO2) или DIN (Н6).
Если резьба левая, добавляется аббревиатура LH. В случае, когда резьба имеет шаг нестандартной величины, после диаметра резьбы указывается обозначение шага.
Если инструмент изготовлен из закаленной нержавейки, он получает обозначение HSS.
Кроме основной маркировки, в хвостовой части может содержаться следующая информация:
- Сбег резьбы;
- Угол наклона канавок;
- Шаг спиральных канавок;
- Направление вращения канавок;
- Материал изготовления;
- Группа применения;
- Внутреннее охлаждение;
- Цифры номера производственной партии.
Виды метчиков
Профессиональные метчики делятся на большое количество видов по многим параметрам, включая назначение и конструктивные особенности.
Так, например, инструмент бывает с прямолинейной и винтовой канавкой, где последний вариант делится на:
- Правый спиральный – правозаходный инструмент, который используют в основном для работы с глухими отверстиями.
- Левый спиральный – для проходных отверстий. Тут стружка выходит в область перед метчиком, за счет чего сохраняется целостность сформированного только что профиля.
По типу резьбы различают следующий инструмент:
- Метрический (обозначается буквой М) – профиль представляет собой равнобедренный треугольник с 60-градусным углом у вершины.
- Дюймовый – с 55-градусным углом профиля. Шаг измеряется в количестве витков на один дюйм. Обозначаются иногда буквой –W.
- Трубный – с цилиндрической, либо же конической резьбой, может иметь разный наклон профиля, за счет чего предотвращается произвольное раскручивание соединения.

По количеству требуемых проходов для формирования готовой резьбы инструмент бывает:
- Однопроходный (одинарный) – имеет удлиненную рабочую часть, резьба начинается с «залысин» (сбега), что позволяет в один проход нарезать готовую резьбу с нуля.
- Многопроходные – продаются, как правило, комплектами, где для формирования резьбы используют последовательно каждый комплектный инструмент. Различают в основном двухпроходные (двухкомплектные) и трехпроходные (трехкомплектные) наборы.
Устройство метчика определяет его назначение, следовательно инструмент делится на:
Ручной (слесарный)
Предназначен для работы без использования станочного, либо другого оборудования, то есть вручную.
Как правило, поставляется комплектами.

Комплектные метчики включают черновой инструмент для работы начерно, средний для повышения точности витков, чистовой для доведения резьбы до окончательного вида и калибровки.
Машинный
Для установки в станковое оборудование, следовательно, нарезания резьбовых витков производят машинным методом.
Главное отличие от предыдущего варианта заключается в геометрии, которая обеспечивает более высокую скорость работы.

Сюда относится токарный метчик, разработанный специально для использования в центрах соответствующих станков, с хвостовиком другой формы.
Машинно-ручной
Может быть установлен как в патрон металлорежущего оборудования, так и использован в ручной работе.
В последнем случае резьба нарезается включительно с шагом до 3 мм.
В отличие от чисто ручного инструмента, этот вариант одинарный, но выполняется в нескольких исполнениях: для сквозных и тупиковых отверстий.
Отдельно чисто под установку в станок производятся метчики с укороченными и винтовыми канавками.

По сути, этот тип метчиков является универсальным.
Инструмент делится на следующие основные типы, исходя из конструктивных особенностей:
Конический
Применяется при формировании резьбы трубного, конического и метрического типа.
Характерной чертой является удлиненная заборная часть с неполными резьбовыми витками, плавно перетекающими в калибрующую часть, где уже наблюдаются полные резьбовые нити.
Конусный инструмент обычно устанавливают в станки, оснащенные системой автоостановки по окончании работы.
Цилиндрический
Применяется в основном для работы по глухим отверстиям.
Гаечный
Обладает удлиненной хвостовой частью, рассчитан на ручную или машинную работу посредством токарного станка.
Хвостовик получил функциональное удлинение, что позволяет выполнять нарезание нескольких последовательно подаваемых гаек без необходимости выворачивать метчик после каждой из них.

Инструмент с хвостовиком изогнутой формы применяют уже в полноценных гайконарезных автоматических станках.
В процессе работы гайки, по мере нарезания, сбрасываются без участия человека.
Плашечный
Используют для формирования резьбовых витков в плашках, причем всего за один проход.
Главное отличие от гаечных вариантов заключается в конусном заборном участке большого размера.
Маточный
Используется следом за предыдущим вариантом для зачистки резьбовых витков, причем как в только что подготовленных плашках, так и в уже использованных.
Тут канавки выполнены в виде правильной спирали.
Трапецеидальный
Предназначен для формирования резьбовых нитей трапецеидальной формы.
Такая резьба активно используется там, где требуется передать движение с высоким усилием.

Это, например, суппорты станочного оборудования, так как резьба без труда выдерживает серьезные нагрузки, являясь, к тому же, однозаходной.
Инструмент поставляется как комплектным, так и одинарным.
Бесканавочные
Отличаются отсутствием канавок, имеют короткую приемную часть конической формы.
На самом деле пара канавок есть, но они крайне короткие, находятся на конце резьбового участка, располагаются симметрично, а их ось наклонена относительно оси самого инструмента.
Следует отметить, что этот тип отличается повышенной прочностью, итогом чего становится почти полное отсутствие поломок, а также брака резьбы, обрабатываемой детали.
Еще один плюс – повышенный срок службы за счет рабочей части, которую можно несколько раз безболезненно перетачивать.
В отдельную категорию следует отнести специальные метчики, которые конструктивно могут сильно отличаться от классических вариантов, применяются они для выполнения специфической работы, а некоторые из них созданы для выполнения вполне конкретных задач:
Винтовые
Машинные варианты, предназначенные для скоростной обработки тупиковых отверстий.
Комбинированный метчик
Выполняет функцию одновременно нескольких инструментов, состоит из нескольких рабочих частей, разделенных между собой шейкой.
Яркий пример – метчик-сверло, где первая часть в прямом смысле является сверлом, за которым следом идет метчик.

При использовании такого инструмента нет необходимости заранее высверливать отверстие.
Ступенчатые
Модели, которые имеют сразу две рабочие зоны, где одна формирует резьбу, а другая ее сглаживает или калибрует.
Колокольные
Применяются, когда требуется сделать резьбу диаметром вплоть до 400 мм.
Шахматные
Снижают при работе трение из-за того, что на калибровочном участке зубья срезаны с пропусками, то есть, через один.

Метчик-протяжка
Для формирования резьбовых витков в сквозных отверстиях фактически любого диаметра посредством токарного станка.
Тут хвостовик инструмента фиксируется в резцедержателе, а сама деталь крепится в патроне.
Итогом деталь, подвергаемая обработке, вращается, в то время как метчик двигается посредством автоподачи суппорта.
Метчик-раскатник
Необходим для создания резьбовых витков методом пластического деформирования.
Учитывая, что при работе не образуется стружка, так как материал не режется, а, можно сказать, продавливается, такой метчик еще называют бесстружечным.
Применяется как для глухих, так и для сквозных отверстий.

Среди преимуществ следует отметить повышенный рабочий ресурс, возможность функционирования на больших скоростях, более качественную итоговую резьбовую поверхность за счет раскатывания, высокую прочность за счет большого диаметра сердцевины.
Полые
С полостью для подачи СОЖ, используется для тяжелой работы.
В итоге значительно повышается устойчивость инструмента, исключается его перегревание.
Свечной метчик
Изделие для восстановления свечных отверстий в свечных колодцах автомобильных двигателей.
В основном продаются в комплекте с футорками – это специальные элементы для обновления резьбы.

Обычно метчики имеют цельную конструкцию, однако, существует также сборный инструмент.
Конструкцией последнего предусматривается механическое крепление твердосплавных пластинок.
Они бывают регулируемые и нерегулируемые.
Диаметр последних не изменяется, в отличие от первых, которые способны компенсировать износ.
Также, если требуется нарезать резьбу большого диаметра, с целью экономии инструментального материала применяется именно регулируемый инструмент.
К регулируемым изделиям относятся и самовыключающиеся метчики, представляющие собой резьбонарезные головки для внутренней резьбы.
Кроме метчиков со стандартными хвостовиками, производится насадной инструмент с цилиндрическим посадочным отверстием и шпоночным, либо торцевым пазом.
ИНТЕРЕСНО:
Метчиками называется еще и другой специализированный геологоразведочный инструмент, предназначенный для вылавливания труб из скважин.
Ловильные метчики
Разработаны специально для вытаскивания из буровых скважин:
- Стальных труб ниппельного и муфтово-замкового соединения.
- Бурильных, утяжеленных, легкосплавных труб.
- Двойных, колонковых, обсадных труб и переходников к ним.

В нефтегазовой промышленности активно используется метчик-калибр освобождающийся (МКО), посредством которого выполняется ловля насосно-компрессорных труб за муфту.
Также он применяется для отвинчивания и подъема колонны труб по частям. В зависимости от модели варьируется и максимальный диаметр извлекаемых труб.
Корпус такого метчика представляет собой стальной стержень, в верхней части которого находится резьба замка бурильных труб, посредством которой выполняется соединение с последними.
Стоимость метчиков
Цена всех видов метчиков напрямую зависит от материала, из которого они изготовлены, размерностей резьбы, а также количества единиц в комплекте.
Для сравнения, одинарные модели М16 продаются по 200 – 300 рублей, а комплекты из 2-х штук по 300 – 900 рублей.
Свечной набор с футорками обойдется примерно в 1 т.р.
Ловильные метчики имеют более высокую цену, начинающуюся от 4,5 тысяч рублей.
Как правильно нарезать резьбу метчиком: алгоритм, рекомендации, таблицы размеров
Вопрос о том, как нарезать резьбу метчиком, возникает в тех случаях, когда предварительно выполненное отверстие необходимо подготовить для размещения в нем болта, винта, шпильки и резьбового крепежного элемента любого другого типа. Именно метчик в подобных ситуациях является основным инструментом, позволяющим быстро и точно нарезать внутреннюю резьбу с требуемыми геометрическими параметрами.

Ручная нарезка внутренней резьбы выполняется слесарными метчиками в комплекте с воротком
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.

Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
Подготовка к нарезанию внутренней резьбы
Для того чтобы процесс нарезания внутренней резьбы при помощи метчика не вызывал особых затруднений и завершился качественным результатом, необходимо правильно подготовиться к этой технологической операции. Все способы нарезания резьбы при помощи метчика предполагают, что в обрабатываемой детали уже выполнено отверстие с соответствующим диаметром. Если внутренняя резьба, которую необходимо нарезать, имеет стандартный размер, то для определения диаметра подготовительного отверстия может быть использована специальная таблица с данными по ГОСТу.
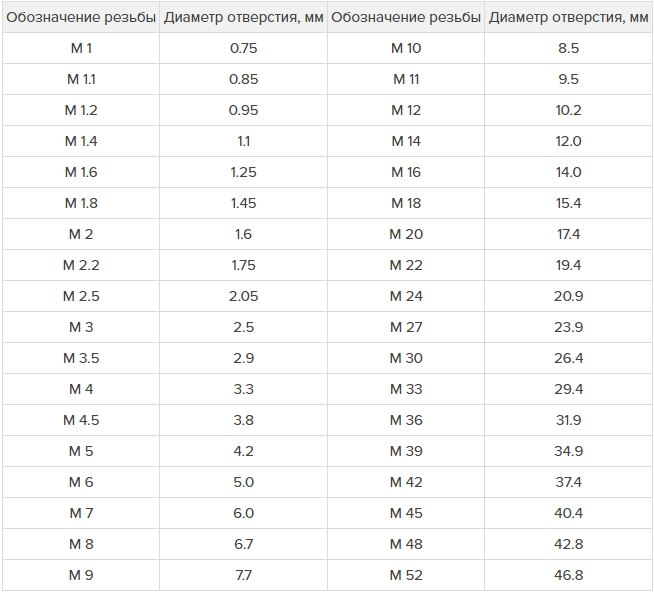
Таблица 1. Диаметры отверстий, высверливаемых под стандартную метрическую резьбу
В том случае, если резьба, которую надо нарезать, не относится к категории стандартных, рассчитать диаметр отверстия для ее выполнения можно по универсальной формуле. Прежде всего необходимо изучить маркировку метчика, в которой в обязательном порядке указываются тип нарезаемой резьбы, ее диаметр и шаг, измеряемые в миллиметрах (для метрических). Затем, чтобы определить размер поперечного сечения отверстия, которое надо просверлить для резьбы, достаточно от ее диаметра вычесть шаг. Например, если для нарезания нестандартной внутренней резьбы будет использоваться инструмент с маркировкой М6х0,75, то диаметр подготовительного отверстия рассчитывается следующим образом: 6 – 0,75 = 5,25 мм.
Для стандартных резьб, относящихся к категории дюймовых, также существует таблица, позволяющая правильно выбрать сверло, с помощью которого выполняют подготовительные работы.

Таблица 2. Диаметры отверстий, высверливаемых под дюймовую резьбу
Важным для получения качественного результата является вопрос не только о том, чем нарезают резьбу, но и о том, каким сверлом выполнять подготовительное отверстие. Выбирая сверло, необходимо обращать внимание на параметры и качество его заточки, а также на то, чтобы оно вращалось в патроне используемого оборудования без биения.
Угол заточки режущей части подбирается в зависимости от того, какой твердостью обладает материал, который необходимо сверлить. Чем выше твердость материала, тем больше должен быть угол заточки сверла, но это значение не должно превышать 140°.

При высверливании глухих отверстий контролируем глубину сверления
Как правильно нарезать резьбу? Для начала надо подобрать инструменты и расходные материалы:
- электрическую дрель или сверлильный станок, способные работать на низких оборотах;
- сверло, диаметр которого рассчитывается или подбирается по справочным таблицам;
- сверло или зенковку, при помощи которых с края подготовленного отверстия будет сниматься фаска;
- комплект метчиков соответствующего размера;
- ручной держатель для метчиков (вороток);
- слесарные тиски (если изделие, в котором надо нарезать резьбу, необходимо зафиксировать);
- керн;
- молоток;
- машинное масло или другой состав, которым в процессе обработки необходимо смазывать как метчик, так и нарезаемый им участок резьбы;
- ветошь.
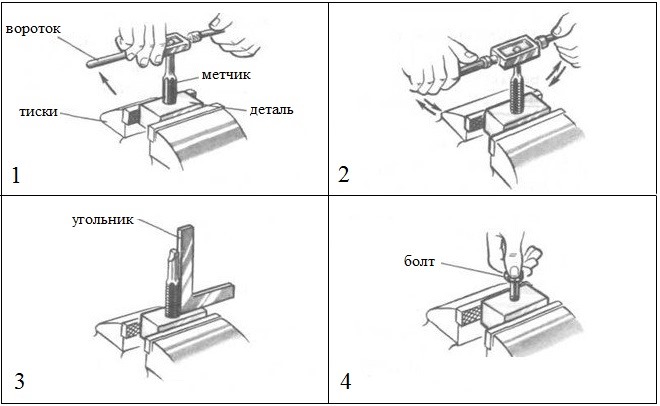
Схема нарезки резьбы метчиком
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.

Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Нарезание резьбы на токарном станке – резцы, метчики, плашки, головки и гребенки
Нарезание резьбы на токарном станке относится к тем операциям, для которых могут быть использованы различные инструменты. Решают эту задачу чаще всего с помощью резца. Помимо него используют также метчики, плашки, рабочие головки специального назначения. Кроме того, на токарных станках такую операцию можно выполнять по технологии накатки.
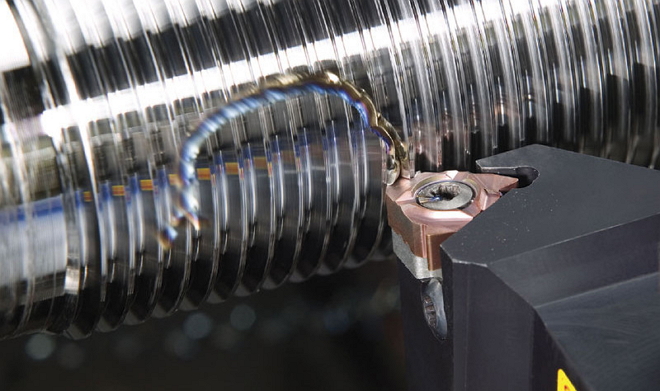
Процесс нарезания резьбы на токарном станке резцом
Нарезание резьбы с использованием токарного оборудования
При нарезании резьбы на заготовке, установленной на токарном станке, с помощью резца такой процесс выглядит следующим образом: инструмент, перемещающийся вдоль оси вращающейся детали (движение подачи), своей заостренной вершиной прочерчивает на ее поверхности линию винтового типа. Характерным параметром винтовой линии, формируемой резцом на поверхности заготовки, является угол ее подъема или увеличения. Величина данного угла, измеряемого между касательной, расположенной к винтовой линии, и плоскостью, которая перпендикулярна оси вращения детали, определяется:
- величиной подачи режущего инструмента, перемещающегося вдоль оси заготовки;
- частотой, с которой вращается деталь.
Не менее важным параметром винтовой линии является ее шаг, который характеризует расстояние между ее соседними витками. Измеряется это расстояние по оси обрабатываемой детали.
Перемещаясь вдоль оси вращающейся заготовки, резец врезается в нее и создает винтовую поверхность, которую и принято называть резьбой. Элементы с резьбовой поверхностью используют для решения различных задач: обеспечения перемещения элементов друг относительно друга, их сочленения и уплотнения формируемых соединений.
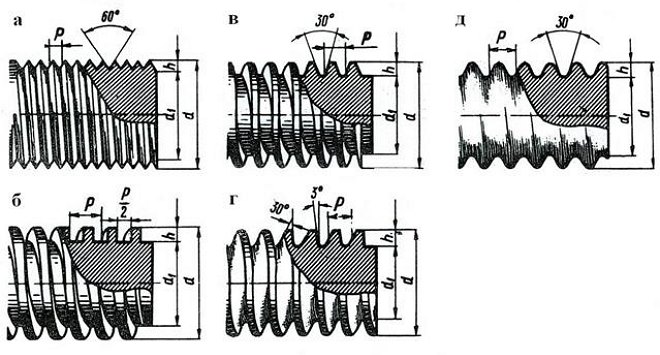
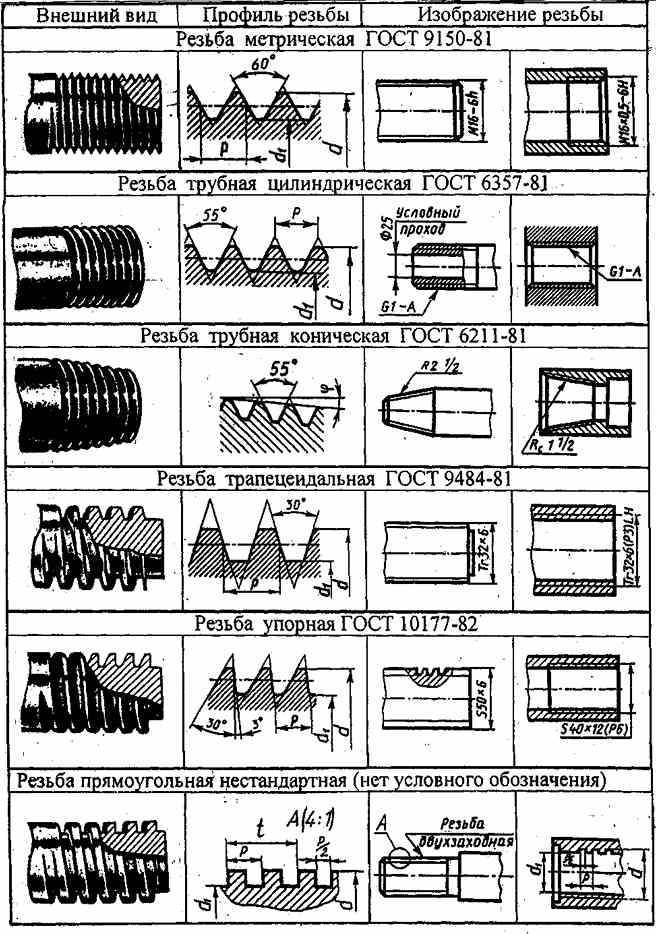
Наиболее распространенные виды профиля резьбы: а — треугольная, б — прямоугольная, в — трапецеидальная, г — упорная, д – круглая
Поверхность заготовки с резьбой может быть цилиндрической и конической. На характеристики резьбового соединения значительное влияние оказывает профиль резьбы, то есть ее контур в плоскости. Выделяют профили:
- треугольные;
- трапецеидальные;
- прямоугольные;
- упорные;
- круглые.
Резьба на поверхности детали может быть сформирована одной винтовой ниткой (однозаходная) или несколькими (многозаходная). Если нарезают несколько винтовых ниток, то их располагают эквидистантно по отношению друг к другу.
Посчитать количество ниток можно в начале резьбовой поверхности. Многозаходная резьба, кроме шага, характеризуется таким параметром, как ход. Это расстояние, измеряемое между двумя однотипными точками двух соседних витков, которые сформированы одной ниткой. Измеряется такое расстояние по линии, располагающейся параллельно оси резьбовой детали. У однозаходной резьбы, сформированной одной ниткой, ход равен шагу, а для многозаходной его можно вычислить, если умножить шаг на количество заходов.
Все разновидности резьбы со схемами, параметрами и регламентирующими их ГОСТ
Применение резцов
Для нарезания резьбы с помощью токарного станка необходимы резьбонарезные резцы. Изготавливаются они из быстрорежущей стали, а требования к их характеристикам оговариваются соответствующим ГОСТом (18876-73). По конструкции такие резцы подразделяются на следующие типы:
- призматические;
- стержневые;
- круглые (дисковые).
Винтовая резьбовая канавка на поверхности заготовки нарезается резцом отогнутой или прямой формы, а для формирования резьбы внутреннего типа требуются прямые и изогнутые инструменты, которые фиксируют в специальной оправке. Вершина токарного резца, которой и выполняется нарезание витков, должна иметь конфигурацию, полностью соответствующую профилю формируемой резьбы.
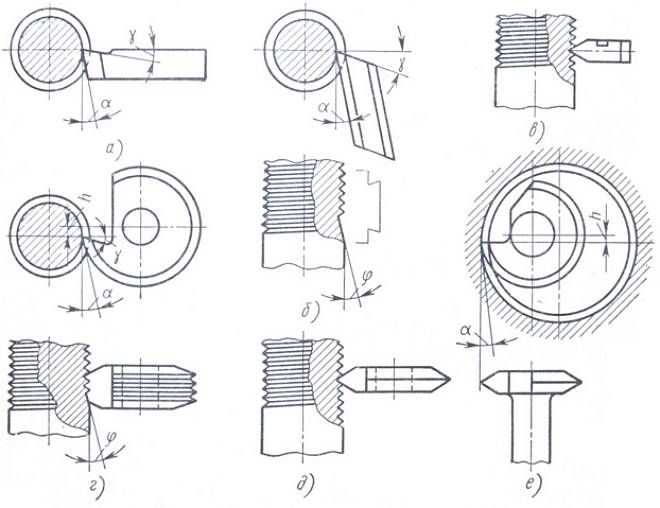
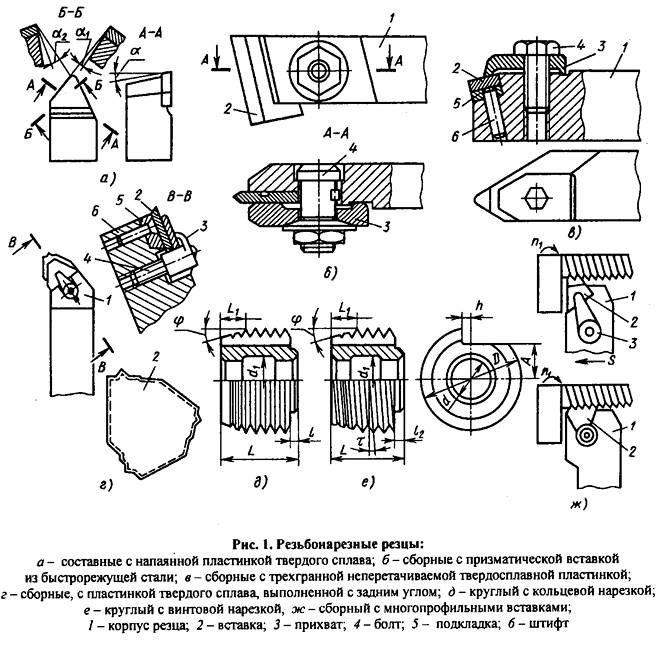
Резцы для нарезания резьбы: а — стержневой; б — призматический многопрофильный; в — призматический однопрофильный; г — дисковый многопрофильный; д — дисковый однопрофильный; е — дисковый для внутренней резьбы; α — задний угол; γ — передний угол; φ — угол заборного конуса; h — высота установки оси резца
При формировании резьбы резцом следует учитывать ряд особенностей такой технологии.
- Передний угол токарного инструмента для нарезания резьбы зависит от характеристики материала, подвергаемого обработке. Выбирать такой угол можно в достаточно широких пределах: 0–25 0 . Так, если резьба с помощью станка нарезается на заготовках из обычных сталей, передний угол должен составлять 0 градусов, для высоколегированных сталей, которые хорошо противостоят температурным нагрузкам, передний угол может составлять 5–10 0 . Он может быть тем больше, чем выше вязкость материала, и тем меньше, чем выше твердость и хрупкость металла, из которого выполнена обрабатываемая на станке заготовка.
- Вершина токарного резца, которая формирует винтовую линию на заготовке, должна иметь форму, идентичную профилю резьбы.
- Задние боковые углы инструмента выбираются такими, чтобы поверхности резца, которыми они сформированы, не терлись о только что сформированную винтовую канавку. Обычно эти углы с обеих сторон токарного резца делают одинаковыми. Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–5 0 , если больше 4 0 , то 6–8 градусов.
- Резьбу внутреннего типа нарезают в уже подготовленных отверстиях, которые получены расточкой или сверлением.
Заготовки, которые сделаны из стали, обрабатывают на токарном станке при помощи инструментов с пластинами, выполненными из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Если деталь изготовлена из чугуна, то для нарезания резьбы на ней используют инструмент с пластинами из следующих марок твердых сплавов: ВК4, В2К, ВК6М, ВК3М.
Технология использования метчиков и плашек
При помощи метчиков, представляющих собой винт с несколькими продольными канавками, которые формируют режущие кромки и способствуют отводу стружки, на токарном станке нарезают преимущественно метрические резьбы в отверстиях небольшого диаметра. Если для нарезания резьбы используются машинные метчики, то операция выполняется за один проход.
Машинные метчики отличаются от обычных тем, что они состоят из двух частей – заборной и калибровочной. Если для нарезания резьбы с помощью токарного станка используются обыкновенные метчики, то технология выполнения этого процесса предполагает применение набора инструментов. Набор для нарезания внутренней резьбы включает в себя три типа метчиков: черновой, который выполняет 60% работы, получистовой (30%), чистовой (10%). Иногда в таком наборе может быть два инструмента: черновой, выполняющий 75% работы, и чистовой, на который приходится 25% работы. Чтобы отличить черновой метчик от чистового, достаточно посмотреть на его заборную часть: она у него значительно длиннее, чем у чистового.
Конструкция метчика для нарезания резьбы
Скорость нарезания резьбы на токарном станке с использованием метчиков может быть достаточно высокой:
- 6–22 м в минуту – для деталей, изготовленных из чугуна, бронзы и алюминия;
- 5–12 м в минуту – для стальных заготовок.
При помощи плашек, представляющих собой кольцо с внутренней резьбой и несколькими стружечными канавками, наружную резьбу делают на винтах, болтах и шпильках. Поверхность детали должна быть предварительно обточена на величину требуемого диаметра, который обязательно должен учитывать допуск:
- 0,14–0,28 мм – для резьбы, диаметр которой составляет 20–30 мм;
- 0,12–0,24 мм – для резьбы с диаметром 11–18 мм;
- 0,1–0,2 мм – для резьбы, имеющей диаметр 6–10 мм.
Плашки, которыми нарезается наружная резьба, закрепляются в специальном патроне (плашкодержателе), расположенном в пиноли задней бабки токарного станка.

Плашки для нарезания резьбы
Используя плашки, резьбу нарезают со следующими скоростями (их настройка также учитывает минимальный износ инструмента в ходе работы):
- 10–15 м в минуту – на изделиях, выполненных из латуни;
- 2–3 м в минуту – на чугунных деталях;
- 3–4 м в минуту – на заготовках из стали.
Чтобы плашка беспрепятственно зашла на деталь, на торце последней снимают фаску, по высоте совпадающую с высотой профиля резьбы.
Применение резьбонарезных головок
При нарезании резьбы с применением токарных станков к специальным головкам обращаются значительно реже, чем к вышеописанным инструментам. Использоваться такие головки могут для нарезания резьбы любого типа. Их рабочими элементами являются гребенки: призматические применяются, когда нужно нарезать внутреннюю резьбу, для нарезания наружной необходимы радиальные, круглые и тангенциальные. Особенность таких головок заключается в том, что их рабочие органы автоматически расходятся при совершении обратного хода, таким образом, они не контактируют с только что нарезанной резьбой.


Гребенки для нарезания резьбы
Гребенки для нарезания внутренней резьбы (их количество в комплекте может быть различным) выполняются с заходным конусом. При нарезании наружной резьбы преимущественно используются гребенки круглого типа, которые отличаются простотой своей конструкции. Кроме того, гребенкам такого типа свойственна высокая стойкость, их можно неоднократно перетачивать, приводя их геометрические параметры к первоначальным значениям.
В том случае, если на токарном станке необходимо нарезать винтовую поверхность на червяках или винтах, отличающихся большой длиной, то резьбонарезные головки фиксируют на суппорте станка, что способствует повышению производительности технологического процесса. Оснащаться такие головки могут как обычными резцами, так и инструментом чашечного типа.
Понять технологию нарезания резьбы при помощи токарного станка можно по видео, на котором хорошо видно, как осуществляется этот процесс. Ниже приведено несколько видео, на которых запечатлен процесс изготовления резьбы разными способами.
Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
У многих технических устройств, а также у большинства предметов домашнего обихода есть резьбовые соединения, которые человечество начало использовать с древнейших времен. К основным инструментам, при помощи которых изготавливаются элементы таких соединений, относится метчик. Его применение позволяет быстро и без особых затруднений нарезать на внутренней поверхности отверстия точную и качественную резьбу.

Метчики для нарезки резьбы
Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
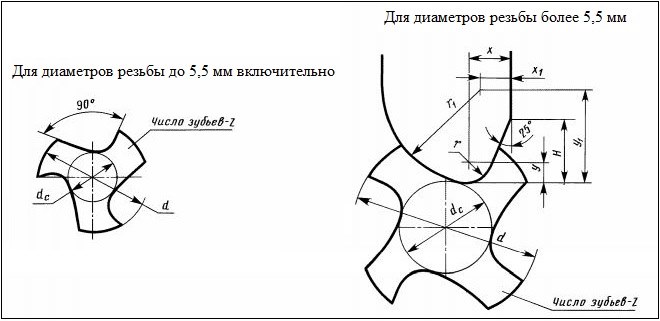
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
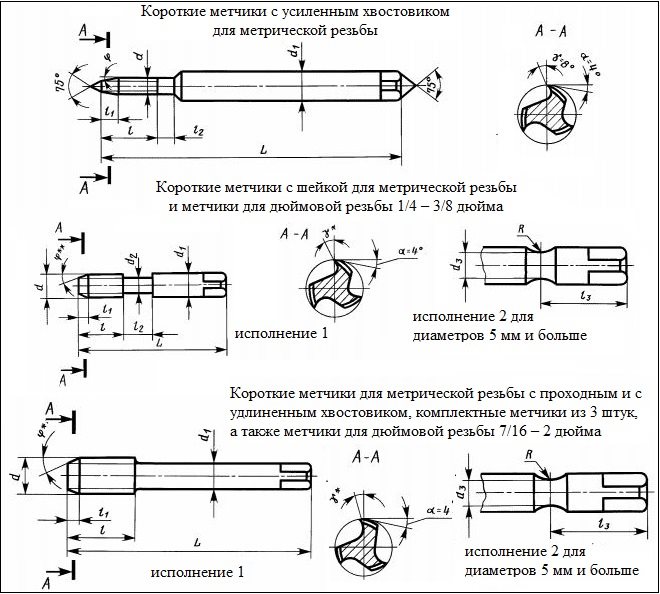
Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
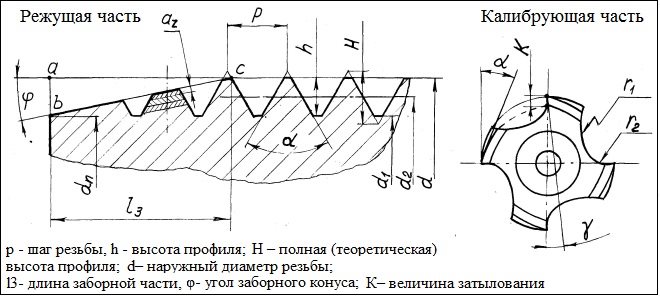
Геометрия режущей и калибрующей части метчика
Виды по назначению
Современная промышленность выпускает различные виды метчиков, которые отличаются друг от друга конструктивным исполнением и функциональными возможностями. Так, по своему назначению метчики могут относиться к одному из следующих типов.
Данные инструменты чаще всего являются ручными и используются в комплекте со специальным воротком, при помощи которого метчику сообщается вращение. Как правило, они выпускаются и используются комплектами, состоящими из двух-трех инструментов, каждый из которых снимает с обрабатываемой поверхности лишь часть припуска. Размеры метчиков, входящих в такой комплект (в частности, их рабочие диаметры), различаются. Первый из инструментов, на хвостовик которого нанесено обозначение в виде одной черточки, используется для выполнения черновой обработки, второй (с двумя черточками на хвостовике) – для промежуточной, а третий (соответственно, с тремя черточками) – для финишной обработки нарезаемой резьбы.

Метчики ручные комплектные
Это инструменты, при помощи которых резьба может нарезаться как вручную, так и на станках различного типа (токарных, сверлильных, агрегатных и др.). От слесарных такие метчики отличаются лишь несколько укороченной заборной частью и более высокой устойчивостью к механическим нагрузкам.

Метчики машинно-ручные тройные
При помощи таких инструментов, как следует из их названия, выполняют нарезание резьбы в гайках. Гайки, в которых таким метчиком уже нарезана резьба, не скручиваются с инструмента, а перемещаются на его удлиненную хвостовую часть. Хвостовики гаечных метчиков, при помощи которых резьба нарезается на сверлильных станках, имеют прямолинейную форму. Гайки с уже нарезанной резьбой, перемещенные на такой хвостовик, просто стряхиваются с него после извлечения инструмента из патрона станка. Для нарезания гаек на резьбонарезных автоматах используются метчики, хвостовки которых имеют изогнутую форму. При выполнении резьбы таким способом гайки под напором друг друга проталкиваются по изогнутому хвостовику инструмента, достигают его конечной части и падают в подготовленную тару.
Нарезание резьбы с помощью гаечного метчика
Требования к конструкции и размерам как ручных, так и машинных метчиков для нарезания метрической резьбы оговаривает ГОСТ 3266-81, который так и называется: «Метчики машинные и ручные. Конструкция и размеры».
Ознакомиться с требованиями ГОСТ к ручным и машинным метчикам можно, скачав документ в формате pdf по ссылке ниже.
Виды по конструкции
По своему конструктивному исполнению метчики также подразделяются на различные виды. Так, в зависимости от данного параметра различают инструменты:
- со стружечными канавками укороченной длины, которые также называют бесканавочными (конструкция таких метчиков специально разработана для того, чтобы нарезать резьбу в деталях из вязких низкоуглеродистых сталей, алюминиевых сплавов, а также высокопрочных легированных сталей);
- с канавками, расположенными по винтовой линии (устанавливают такие инструменты на обрабатывающие центры и используют для нарезки глухой резьбы);
- с режущими зубьями, размещенными в шахматном порядке (за счет того, что режущие зубья на калибровочной части такого инструмента срезаны через один, удается добиться уменьшения силы трения при обработке);
- ступенчатого типа с рабочей частью, разделенной на два участка, каждый из которых выполняет свою функцию (например, есть ступенчатые метчики, первый участок которых работает по генераторной схеме, а второй – по профильной; у ступенчатых инструментов других типов первый участок выполняет режущую функцию, а второй – выглаживающую);
- комбинированные (это фактически два инструмента в одном: их режущая часть, выполненная в единой конструкции, начинается со сверла, а заканчивается метчиком);
- метчики-протяжки, используемые для нарезания резьбы в сквозном отверстии любого диаметра (с их помощью резьба нарезается на токарных станках, в патроне которых закрепляется обрабатываемая деталь, а в резцедержателе – хвостовик используемого инструмента; перемещение метчика в процессе нарезания резьбы обеспечивается автоматической подачей суппорта станка, а вращение обрабатываемой детали – вращением шпинделя);
- с внутренней полостью, за счет которой происходит охлаждение инструмента в процессе обработки (использование таких метчиков, установленных на специализированном или многооперационном оборудовании, позволяет значительно повысить производительность нарезки резьбы);
- колокольные (такие метчики используются для нарезания внутренней резьбы большого диаметра (50–400 мм) и имеют сборную конструкцию, состоящую из отдельных режущих элементов).
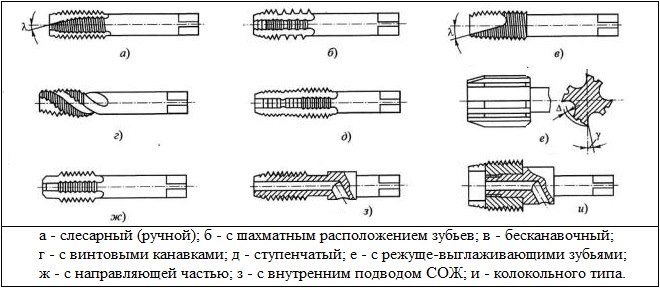
Конструкции основных типов метчиков
Конструктивно все перечисленные выше метчики настолько различаются между собой, что отличить их друг от друга можно даже по фото.
Типы нарезаемой резьбы
Используя метчики разных категорий, как и различные виды плашек, можно формировать на внутренних поверхностях деталей резьбу различных типов. В зависимости от типа нарезаемой резьбы метчики подразделяются на следующие категории.
Это метчики, при помощи которых нарезаются метрические резьбы. Нарезаемый элемент резьбы в таких случаях имеет форму равнобедренного треугольника, а все ее параметры измеряются в миллиметрах. В маркировке таких метчиков содержится буква «М». Для подбора метчиков метрических и диаметра подготовительного отверстия используется специальная справочная таблица.
Рабочая часть таких метчиков имеет коническую форму. Диаметр дюймовых инструментов измеряется в дюймах, а шаг – в количестве ниток на один дюйм (25,4 мм). Уклон средней поверхности метчиков данного типа составляет 1°47’24».
Сюда относятся цилиндрические и конические метчики, используемые для нарезки резьбы в элементах трубных соединений.
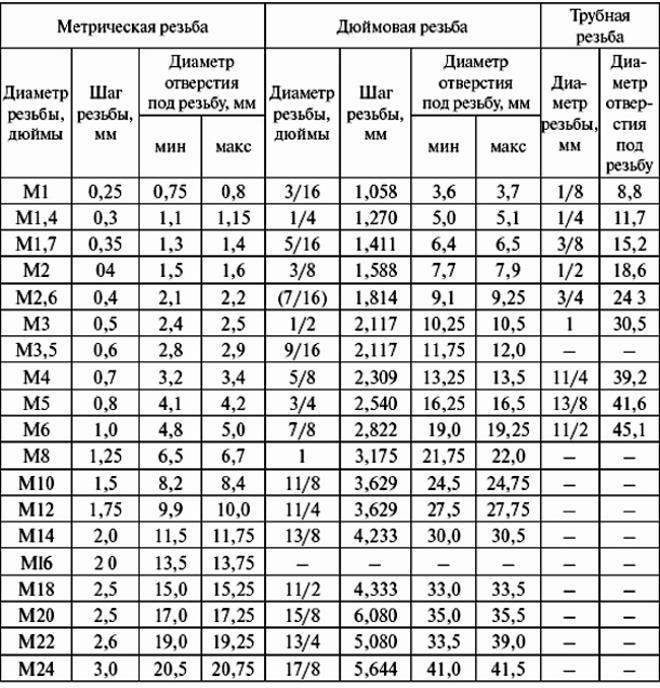
Таблица 1. Параметры метчиков и размер отверстия под резьбу
Метчики можно использовать для получения отверстий как с правой, так и с левой резьбой. Метчики для левой резьбы, если сравнивать их в реальности или по фото с инструментами правого типа, отличаются от последних только направлением подъема винтовой линии своей режущей части.
Материалы для производства метчиков
Для изготовления метчиков различных типов используются следующие материалы:
Инструмент для нарезания резьбы
Резьбовой тип соединения на сегодняшний день получил самое широкое распространение. Он применяется в машиностроении и других сферах производства, характеризуется высокой надежностью и простой в изготовлении. При желании можно провести нарезание витков при помощи специальных инструментов, которые характеризуются практичностью и универсальностью в применении.

Инструмент для нарезания резьбы
Общая информация о резьбонарезании
Выбирая инструмент для нарезания резьбы следует учитывать особенности резьбовых поверхностей. К ним можно отнести следующие моменты:
- Нарезание витков проводится механическим путем при применении специального оборудования. При снятии металла образуются канавки и витки, которые идеально сочетаются с поверхностью второго элемента.
- Все применяемые инструменты для нарезания резьбы и технологии можно условно разделить на две категории: ручные и автоматизированные. На протяжении длительного периода использовали станки токарно-винторезной группы.
- На момент использования ручных инструментов при резьбонарезании нужно использовать смазку. Она существенно продлевает срок службы приспособлений, упрощает сам процесс резьбонарезания.

Нарезание резьбы разными видами плашек
Стоит учитывать, что ручные варианты исполнения имеют внутреннюю поверхность, которая и определяет размеры витков и шах их расположения. В случае обработки на токарно-винторезном станке, параметры будущей резьбовой поверхности определяются подачей и скоростью перемещения суппорта.
Фасонные резцы для нарезания резьбы
При использовании токарно-винторезного оборудования для нарезания резьбы следует подобрать наиболее подходящий резец. Производители выпускают специальные варианты исполнения резцов для нарезки резьбы, которые характеризуются своими определенными особенностями:
- При производстве создается режущая часть определенной формы. За счет этого образуется канавка требуемой формы.
- Режущая часть изготавливается из инструментальной стали, которая подвергается закалке. За счет этого при работе исключается вероятность быстрого износа режущей кромки.
- Применение рассматриваемого метода позволяет обрабатывать поверхности крупных заготовок.

В производственных цехах часто используется именно токарно-винторезный станок, так как плашек и метчиков для работы с заготовками большого диаметра практически нет. Кроме этого, при резьбонарезании возникает серьезная нагрузка.
Резьбовые гребенки для повышения производительности труда
Некоторые инструмент для нарезки резьбы характеризуются высокой эффективностью при применении. Примером можно назвать резьбовые гребенки, которые можно использовать для получения витков практически любых размеров. Их достоинствам можно отнести следующие моменты:
- Простая конструкция.
- Универсальность в применении.
- Высокая эффективность.
- Технологичность.

Гребенки представлены многониточными фасонными резцами, которые бывают призматического, круглого и стержневого типа. Чаще всего они применяются для нарезания резьбы с мелким шагом и небольшой высотой профиля.
Метчики, плашки и головки для резьбонарезания
Наибольшее распространение получили ручные инструменты для резьбонарезания. Они могут применяться в промышленности и быту.
Наибольшее распространение получили следующие варианты исполнения:
- Подобные инструменты применяются для изготовления болтов и шпилек. Подобное изделие представляет собой шайбу круглой формы, внутри которой выступает несколько ребер. Внешняя резьба может формироваться и калиброваться всего за один проход. В продаже встречаются различные варианты исполнения инструментов, при изготовлении применяется закаленная инструментальная сталь.
- Метчики используются для получения внутренней резьбы. Он также изготавливается при применении закаленной инструментальной стали, которая характеризуется высокой износоустойчивостью. Метчик имеет форму стержня, рабочая часть которого имеет несколько впадин и выступающих граней. За счет этого существенно упрощается процесс резьбонарезания.
- Специальные головки также могут применяться для проведения рассматриваемой работы. Они могут иметь различные размеры, применяются в паре со специальной державкой.
Метчики Плашки для нарезания резьбы Головка для резьбонарезания
Стоимость ручных инструментов невысокая, при этом они характеризуются высокой эффективностью в применении.
Как правильно нарезать витки на водопроводной трубе
Рекомендации по нарезанию витков на водопроводной трубе во многом связаны с тем, какая именно технология применяется. Ручной инструмент для нарезания наружной резьбы должен применяться с учетом следующей информации:
- Нужно применять смазывающие вещества, которые добавляются в зону резания для снижения степени износа режущей кромки.
- На момент работы нужно следить за тем, чтобы инструмент был расположен строго перпендикулярно заготовке. При его смещении витки могут быть расположены друг относительно друга неправильно.
- При резьбонарезаии уделяется внимание тому, чтобы с зоны резания своевременно удалялась стружка.

Нарезание резьбы на водопроводной трубе
Рассматриваемая работа может проводится и в бытовых условиях.
Работа плашкой
Плашки применяются для обработки наружной цилиндрической поверхности. Среди особенностей ее применения можно отметить следующие моменты:
- Заготовка закрепляется в тисках. Во время работы она должна находится в неподвижном состоянии.
- Перед применением инструмента режущая кромка и обрабатываемая поверхность смазываются маслом.
- Как правило, на торцевой поверхности создается небольшая фаска. Она упрощает процесс навинчивания плашки на обрабатываемую поверхность.
- Во время работы нужно уделить внимание тому, чтобы плашка не смещалась. Из-за этого резьба может нарезаться неравномерно, ход плашки становится более тяжелым.
- На 2-3 витка по ходу резьбы делается один оборот в обратном направлении. Подобным образом обеспечивается удаление стружки с зоны обработки, повышается качество получаемой поверхности.

После завершения работы проверяется качество рабочей поверхности. Для этого достаточно накрутить гайку, у которой должен быть свободный ход.
Работа клуппом
Для проведения рассматриваемой работы может использовать клупп. Он напоминает плашку, но при этом имеет большие размеры. Зачастую он применяется для нарезания резьбы на трубах, поставляется в специальных наборах с рукоятками. Среди особенностей применения отметим:
- Клуппом характеризуется высокой эффективностью, поэтому процесс нарезания витков упрощается.
- Инструкция по использованию плашки и клуппа практически идентична, разница заключается лишь в том, какое усилие нужно прикладывать для получения требуемого результата.
Работа ручным клуппом Электрический клупп
Набор для нарезания резьбы зачастую представлен сочетанием насадок различных диаметров. При изготовлении рабочей части также используется износостойкий материал, который не тупится при длительном применении.
Читайте также: