Виды гибки листового металла
Изделия из стали применяются во всех сферах жизни человека, начиная с промышленности и строительства и заканчивая бытом. Чтобы стальной лист превратился, к примеру, в готовую деталь, его особым образом обрабатывают. На первый взгляд обрезка, сверление, шлифовка и другие виды обработки кажутся простыми механическими действиями. Однако на самом деле они являются сложными технологическими процессами.
Для изготовления металлического предмета требуется специальное оборудование и определенные навыки. Чтобы создать изделие высокого качества, необходимо строго соблюдать технологию. В частности, особого мастерства и точности требует гибка листовой стали .
Что такое гибка металла и в чем ее преимущества
Гибкой листовой стали называется разновидность обработки, при которой изделию придается желаемая форма. Результат достигается за счет того, что верхний слой материала растягивается, а внутренний – сжимается.
Существуют разные способы, с помощью которых можно сгибать металлический лист и менять его внешний вид. Технология позволяет за короткий срок получить качественный и прочный предмет необходимой формы. Можно выделить две разновидности технологического процесса, при котором делают гибку :
- Сгибание листовой стали вручную.
- Механическая обработка.
В первом случае применяются различные слесарно-монтажные инструменты (молоток, тиски, плоскогубцы и пр.), во втором – промышленное оборудование.
Ручную гибку листового металла можно выполнять, когда его ширина меньше 0,6 мм. В противном случае потребуются специальные станки: листогибочный пресс, вальцы, роликовый гибочный станок.

Металл видоизменяют не только сгибанием, но и другими методами – скручиванием, сваркой. С последней часто сравнивают гибку, поскольку одно изделие можно изготовить двумя способами: согнуть сталь под нужным углом или соединить между собой отдельные детали сварочным оборудованием. Однако если делать гибку, то процесс пройдет быстрее и проще. Именно в этом заключается основное преимущество первой технологии перед второй.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Другие аргументы в пользу того, чтобы для обработки листовой стали применять гибку:
- С помощью данного способа получается более качественное, прочное и долговечное изделие. Участки металла в местах сгибания остаются герметичными, поэтому предмет будет более устойчивым к механическому воздействию.
- Стоимость работ ниже, чем при сварке.
- Гибку выполняют за короткий промежуток времени.
- Если материал сгибается прессованием, то исключается риск появления повреждений. Технология позволяет получать желаемую форму без ущерба для качества. Сохраняются высокие технические характеристики изделия, в частности, прочность.
- Гибку листовой стали используют, чтобы исключить любые изменения физических или химических свойств сплава, поскольку не происходит какого-либо существенного вмешательства в состав.
- С помощью технологии можно изготовить ровные, бесшовные, аккуратные детали.
Перечисленные достоинства подтверждают, что для получения качественной и прочной металлической заготовки лучшие выполнять гибку листовой стали.
Способы гибки металла
Классификация видов сгибания металла:
- Толщина металла
- Угол загиба.
- Пластичность и хрупкость материала.Технологические особенности процесса.
- Ротационный листосгиб – станок, в котором происходит вращение нескольких валков, в результате чего заготовке придается округлая форма. При подобной гибке металл помещается между валками, затем перемещается между ними, приобретая необходимый изгиб. Вращение может осуществляться как вручную, так и с помощью гидравлики.
- Листосгиб с поворотными балками – станок состоит из прижимной балки и двух плит, неподвижной и поворотной. Оборудование подходит для изготовления небольших и несложных заготовок из листовой стали.
- Пневматические и гидравлические прессы (второй вариант встречается чаще). Используются на мелкосерийном производстве, когда делают гибку листовой нержавеющей стали или иных сплавов. Деталь, которая подлежит сгибанию, размещается между матрицей и пуансоном. Аппарат подходит для формообразования материалов даже с большой толщиной.
- Увеличивается объем выпускаемых изделий.
- Снижается себестоимость производства.
- Повышается качество готовой продукции.
- Уменьшается количество дефектных деталей.
- Анализ конструкции изделия.
- Расчет усилия и работы процесса.
- Подбор типоразмера производственного оборудования.
- Подготовка чертежа исходной заготовки.
- Расчет переходов деформирования.
- Оформление проекта технологической оснастки.
- Пластичность, то есть способность материала деформироваться под заданные условия без разрушения. В том случае, если металл или сплав малопластичен, производится несколько переходов и термическая обработка (отжиг).
- Возможность загиба под нужный угол или радиус без образования трещин в местах деформации.
- Риск искажения заготовки при гибке изделия со сложным контуром, если воздействие происходит с большим давлением.
- Выбирается более пластичный металл или сплав.
- Перед тем как производить гибку, материал подвергается термической обработке.
- Заготовка нагревается до нужной температуры.
- С изгибающим элементом, то есть лист размещается между фиксаторами и сгибается.
- С усилием – на финальной стадии технологического процесса изделие опирается на рабочую поверхность матрицы.
- цветные металлы;
- чугун;
- нержавеющую сталь.
- высокая производительность;
- автоматизация слесарной операции;
- бесшовное готовое изделие;
- устойчивость детали к коррозии;
- прочность полученных деталей.
- величина максимального радиуса гиба, его сравнение с фактической толщиной обрабатываемой детали;
- направление волокон прокатки;
- начальное значение предела текучести металла;
- возможные отклонения формы готовой детали после обработки.
- Продольная, при которой металл только изгибают.
- Поперечная (например, отгибают борта, перегибают, высаживают заготовки и т. д.), при которой металл также осаживают и вытягивают.
- в случаях небольшого радиуса искривления, если холодная обработка приведет к возникновению чрезмерных напряжений;
- при работе с толстыми металлическими заготовками.
- одноугловую или V -образную;
- дуговую или U-образную;
- многоугловую;
- криволинейную;
- позволяющую получать изделия типа труб.
- Свободной гибки, которая не требует фиксации центра симметрии детали. В процессе обработки рабочий инструмент – пуансон – воздействует на заготовку, итоговая форма которой зависит от конфигурации пуансона.
- Гибки калибрующим ударом, в процессе которой деталь располагают в матрице, определяющей конечную форму изделия.
- Гибка профильного металлопроката.
- тонкие листы и ленты (из-за высокой вероятности повреждения заготовки при неправильном расчете нагрузки);
- толстые и прочные заготовки (при неправильном расчете существует вероятность одностороннего разрыва металла);
- детали, имеющие разную толщину или показатели прочности на месте изгиба (гибка при в этом производится в несколько этапов).
- калибрующим ударом – способ предполагает фиксацию заготовки в матрице с последующим ударом по ней пуансоном, форма изделия зависит от формы матрицы;
- свободной гибкой, при которой изгибание заготовки происходит под воздействием пуансона, при этом конфигурация будущей детали зависит от формы гибочного инструмента;
- роликовыми матрицами, в которых ось заготовки изгибается за счет постепенного поворота рабочей части инструмента.
- вертикальными листогибочными прессами с механическим или гидравлическим приводом;
- горизонтальными гидропрессами с двумя ползунами;
- кузнечными бульдозерами (горизонтально-гибочными установками);
- трубо- и профилегибочным оборудованием;
- универсально-гибочными аппаратами.
- невысокой скорости изгибания заготовки;
- малых затратах электроэнергии (поэтому ручные листогибочные аппараты широко используются на небольших производствах и в быту);
- увеличенном штамповом пространстве.
- меняется толщина, что особенно заметно при работе с толстыми металлическими листами;
- конечный угол изгиба самопроизвольно изменяется (процесс носит название распружинивания, пружинения);
- на листе образуются складки;
- появляются линии течения металла.
- анализ конструкции изделия;
- расчет усилия;
- выбор подходящего оборудования и инструментов;
- разработка чертежа заготовки;
- расчет переходов деформации;
- проектировка технологической оснастки.
- Проверяют пластичность металла, сопоставляют ее с напряжением, возникающим в процессе изгибания заготовки. Если материал малопластичен, то гибка выполняется в несколько этапов, между которыми заготовку нагревают для увеличения степени пластичности.
- Выясняют, не возникнут ли трещины в металле заготовки при требуемом радиусе изгиба.
- Определяют возможные искажения профиля или толщины заготовки после гибки, в особенности, если готовая деталь должна иметь сложную конфигурацию.
- возможности выполнения требований технического задания;
- необходимости использования более пластичного материала;
- предварительной термической обработке области изгиба;
- прогреве заготовки перед началом процесса гибки металла.
- минимально допустимого угла изгиба;
- радиуса гибки;
- угла пружинения.
- пластичность материала, из которого выполнена заготовка;
- соотношение размера детали и скорости деформации (гидропрессы с более низкими скоростями перемещения ползуна показывают лучшие результаты, чем механические гибочные прессы).
- радиальных сил, меняющих сечение заготовки;
- тангенциальных сил, за счет которых появляются складки.
- горячей;
- холодной;
- с использованием наполнителя для трубы;
- без такового.
- Специфика процесса горячей гибки металла.
- изготавливают шаблон;
- полость трубы наполняют песком;
- размечают изгибаемую зону;
- нагревают заготовку;
- изгибают ее.
- мелкий песок, поскольку при нагревании он спекается и прилипает к стенкам;
- влажный песок, так как в процессе нагрева образуется пар, который может выбить заглушку.
- Высокая гибкость: без смены гибочных инструментов вы можете получить любой угол гибки, находящийся в промежутке между углом раскрытия V-образной матрицы.
- Меньшие затраты на инструмент, можно обойтись одним комплектом для многих задач.
- Меньшее требуемое усилие гибки по сравнению с другими методами гибки.
- Менее точные углы. В связи с тем что инструмент воздействует на металл только в трех точках то заготовка может повести себя непредсказуемо и угол гиба по всей длине будет неравномерный,
- Меньшая точность повторений, на которую сильно влияют различия в качестве материала заготовок.
- Больший эффект обратного пружинения за счет большей упругой деформации.
- Меньшая универсальность и качество гибки. Раскрытие матрицы при свободной гибке 10-15 толщин листа, это является причиной увеличения минимального отгиба. Отсутствие соприкосновения со стенками матрицы является причиной деформации отверстий («выворот») расположенных близко к линии гиба.
- Большая номенклатура изделий, мелкосерийное производство.
- Разные углы гибов (в том числе острые).
- Минимальные требования к точности и качеству гибов.
- Геометрия конечных деталей не содержит маленьких минимальных отгибов и допустимы внутренние радиусы гибов равные двум толщинам и более.
- Более точные углы по сравнению с «воздушной гибкой», теоритические значения ±300.
- Меньший эффект обратного пружинения и большая повторяемость за счет большего воздействия на металл и уменьшения упругих деформаций. Несмотря на это пружинение немного остается, поэтому если необходимо получать на готовой детали 90°, то инструмент следует выбирать 88°-85°.
- Лучшее качество гибки: «выворот» отверстия уменьшается при достижении пуансоном нижнего положения, относительно небольшие раскрытия матриц позволяют делать небольшие минимальные отгибы и довольно точные внутренние радиусы равные от 1 до 2 толщин металла.
- Большее требуемое усилие гибки по сравнению со «свободной», не применим для толстых металлов.
- Меньшая гибкость по сравнению с «воздушной гибкой», чтобы достичь всех преимуществ данного метода на другом профиле или угле необходим другой инструмент.
- Ограниченная номенклатура изделий, мелкосерийное и серийное производство.
- Повышенные требования к точности и качеству гибов.
- Внутренние радиусы гибов должны быть от 1 до 2 толщин металла.
- Часто используется один угол гибов, например 90° и изредка более тупые.
- Оптимальные минимальные отгибы.
- Точность углов гиба, несмотря на разницу в толщине и свойствах материала.
- Маленький внутренний радиус, до 0,5 толщины металла, бывает недостижим другими способами.
- Обратное пружинение практически отсутствует, максимальная повторяемость.
- Доступные специльные исполнения, например Z-гибка, U-гибка, несколько гибов за один раз, сложные формы.
- Максимальные требования по усилию, причем не только к станку, но и к инструменту и системе крепления.
- Отсутствие гибкости, один инструмент - один вид профиля.
- Только тонкий металл, в основном используют на толщинах до 2 мм.
- Повышенный износ инструмента и оборудования.
- Крупносерийное производство.
- Самые высокие требования к точности и повторяемости.
- Внутренние радиусы гибов должны быть меньше толщины металла.
- Необходимо не зависеть от качества заготовок.
- Сложная форма гибов, которую не получить другими методами.
- По виду конечного профиля.
Изделие может быть с одним углом (L), двумя (П) или несколькими (если металл пластичен). В последнем случае многоугловую гибку делают без нагревания материала.

Возможна гибка листовой стали по радиусу, при которой материал загибают на заготовке. Подобным образом изготавливают петли, оцинкованные хомуты и т. д.
Гибку можно делать свободной – профиль располагается между двумя опорными конструкциями, а на центральную точку происходит воздействие с усилием, в результате чего материал сгибается. Возможно сгибать листовой металл с калибрующим ударом. В данном случае под заготовку кладется подпружиненная опора, которая вместе со стальным листом перемещается вниз. Бывает, что последний метод упрощают – в конце рабочего хода гибочного станка изделие жестко чеканится.
На частоту переходов влияет такое свойство металла, как пластичность. Металлическое изделие без нагревания может сгибаться до угла, равного 120° (без образования трещин). Если предполагается более интенсивное формообразование, то выполняют гибку с двумя или тремя переходами. Если листовой материал отличается низкой пластичностью, то участки между переходами подвергаются термической обработке (отжиг).
Процесс может выполняться с помощью оборудования, на котором осуществляются возвратно-поступательные или вращательные движения. В первом варианте используется гидравлический горизонтально-гибочный станок (кузнечный бульдозер), если давление происходит по горизонтали, либо механический листосгиб – если по вертикали. Второй способ – когда гибку листовой стали производят на ротационных машинах, где деформация происходит между вращающимися валками.
Сгибание металла выполняется в холодном состоянии, поскольку для формообразования не требуются особые усилия. Исключение составляют сплавы, при которых необходима термическая обработка. С нагреванием происходит гибка листовой стали толщиной в 12–16 мм с большим процентом углерода, дюрмалюмина, титана и пр.
Нередко подобную гибку совмещают с другими видами механической обработки: резкой, вырубкой, пробивкой. Для изготовления сложных объемных изделий производится штамповка. Более редким случаем сгибания металла является растяжение для производства узкой вытянутой заготовки с большим диаметром.
Как происходит процесс гибки листовой стали
Технология формообразования деталей из листовой стали заключается в том, что между двумя участками листа образуется угол (градус строго задан), для расчета которого используются специальные автоматизированные программы. Важно понимать, что при сгибании материал деформируется до определенного предела, который индивидуален для каждого металла или сплава. Важно, чтобы процесс изготовления заготовки соответствовал требованиям ГОСТа гибки листовой стали. На степень деформации влияют следующие параметры:
Рекомендуем статьи по металлообработке
Для того чтобы выполнять гибку листовой стали без брака, используются промышленные листогибочные станки. Необходимо строго соблюдать особенности технологии, чтобы готовые изделия получились качественными. Любые отклонения могут привести к образованию дефектов, что скажется на качестве и прочности уже готовой металлической конструкции.

Промышленное оборудование позволяет выполнять гибку стального листа любой толщины. При этом, чтобы деформация была пластичной, достаточно только правильно рассчитать создаваемое оборудованием напряжение.
Оборудование для гибки листовой стали
На сегодняшний день существуют различные гибочные машины. Самые простые из них подходят для изготовления уголков, каркасных профилей и пр. Более усложненные, используемые в промышленных масштабах, делятся на несколько видов:
Наиболее современным оборудованием считается ротационная машина, на которой гибку выполняют в автоматическом режиме. Благодаря этой возможности нет необходимости в расчете прилагаемого усилия.
Листосгибы с поворотными балками также автоматизированы: работнику необходимо лишь правильно расположить лист на оборудовании. Подобные машины часто эксплуатируются на небольших производственных предприятиях.
Особенности гибки нержавеющей листовой стали
Нержавеющая сталь получила название благодаря своей устойчивости к коррозии. Это свойство обеспечивается сочетанием нескольких элементов, которые являются легирующими, то есть улучшающими качества основного материала. Помимо стойкости к разрушению от ржавчины, примеси добавляют сплаву и другие качества: прочность, пластичность и пр. Существует несколько разновидностей нержавеющей стали. Поэтому прежде чем выполнять гибку, нужно узнать состав сплава.
Перед тем как согнуть лист, его разрезают – применяется лазерная, водно-абразивная резка и пр. С помощью резки создается плоская раскатка будущего изделия.

Для формообразования лист подвергается сгибанию под заданные параметры. Обработка нержавеющей листовой стали происходит по тому же принципу, что и в случае с другими сплавами. Как уже было сказано, гибку производят на специальных автоматизированных или механизированных листогибах – станках, прессах и пр. Обычно металл сгибается в холодном состоянии. Однако если есть риск того, что заготовка будет повреждена, то происходит гибка листовой стали с предварительным нагревом.
В последние годы благодаря автоматизации процесса гибки стали предприятие получает следующие преимущества:

Для производства изделия достаточно настроить специальную компьютерную программу, и она в автономном режиме будет выполнять все стадии производства практически без участия рабочего персонала.
Последовательность операций при гибке листовой стали на заказ
Гибку листовой стали начинают с разработки технологического процесса, который предполагает несколько этапов:
Перед тем как выполнять гибку, листовой материал изучается на соответствие его возможностей заданным требованиям. Этот этап позволяет определить, что металл подходит для штамповки по параметрам, заданным по чертежу готовой детали. Изучаются следующие свойства:

Если по результатам анализа выясняется, что металл не соответствует требованиям, то принимается одно из следующих решений:
Технологический процесс формообразования требует некоторых предварительных расчетов, в частности, таких показателей, как угол сгибания, радиус сгибания, угол пружинения.
Радиус гибки листового материала рассчитывают на основании того, насколько пластичен металл, каково соотношение размера и скорости выполнения деформации. Чем ниже минимальный радиус, тем меньше первоначальная толщина листа. Уменьшение толщины называется утонение, коэффициент которого показывает, насколько меньше станет толщина заготовки. Если при расчетах выясняется, что показатель выше критичного, то используется листовое изделие с большей толщиной.
Минимальный радиус зависит от таких свойств стали, как пластичность, толщина листа, расположение волокон в сплаве. Если выполнять гибку металла, у которого небольшой радиус гиба, то возможна деформация верхнего слоя металлопроката, в результате чего пострадает качество уже готового изделия.По этой причине минимальные радиусы следует рассчитывать по наибольшим деформациям крайних частей заготовки, исходя из относительного сужения материала, который видоизменяется.
Пружинение при гибке рассчитывается на основе фактических углов пружинения. При сгибании стали необходимо принимать в расчет и усилия, которые прикладываются для деформации заготовки. Силовые показатели зависят от того, насколько пластичен металл и какова интенсивность его упрочнения при гибке. Как только прокатка завершается, материал приобретает свойство анизотропии, то есть меняются его физические свойства в зависимости от направления прокатки. Проще говоря, если сгибать профиль вдоль волокон, то вероятность образования трещины в местах деформации снижается.
Чтобы точность расчетов силовых показателей была высокой, необходимо учесть, как именно профиль будет деформироваться. Возможны два варианта:
Первая технология применяется, чтобы изготавливать детали с меньшими энергозатратами, вторая – при производстве деталей со сложным контуром.
Гибку листовой стали производят для формообразования практически любых сплавов, независимо от того, присутствуют в них легирующие примеси или нет. В этом заключается основное преимущество технологии перед другими методами обработки металла. Исключение составляют лишь материалы с повышенной хрупкостью и склонностью к деформации.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Виды гибки металла
Разнообразные виды гибки металла используются в тех случаях, когда обработать или изготовить изделия при помощи обычных тисков попросту невозможно. К примеру, трубу маленького диаметра можно согнуть, но для больших такой метод не сработает. Гибка металла позволяет сделать это без деформаций и повреждений материала, при этом с сохранением требуемого радиуса кривизны.
Существует ручная и автоматизированная гибка металла . Однако есть и иные виды, выбор которых определяется не только типом металлической заготовки, но и техзаданием. У каждого типа свои нюансы и особенности, которые стоит знать перед выбором и началом работы.
Суть любого вида гибки металла

В процессе гибки на листовой металл воздействуют определенным образом, придавая ему нужную форму в соответствии с чертежами. Эта слесарная операция не требует дополнительной сварки или других способов соединения деталей, изменяющих структуру металла и уменьшающих его прочностные характеристики и срок службы. Во время гибки наружные слои металла растягиваются, а внутренние – сжимаются.
Суть этого способа обработки материала заключается в изгибании листа на заранее определенный угол. Заготовка в процессе деформируется, при этом на степень деформации влияет толщина металла, угол изгиба, хрупкость материала и скорость изгибания.
Для операции гибки используют специальное оборудование, с помощью которого производится необходимая обработка заготовки, при этом готовое изделие не имеет дефектов. Неправильная гибка приводит к образованию множества микротрещин, ослаблению материала в зоне гиба, и, как следствие, к вероятности разлома детали в этом месте.
Существуют различные виды гибки металла в зависимости от толщины обрабатываемых металлических листов. Необходимо, чтобы напряжение изгиба было выше предела упругости. Для того, чтобы готовая деталь после снятия нагрузки, испытываемой в процессе гибки, сохраняла заданную форму, деформация должна быть пластической.
К достоинствам разных видов гибки металла в слесарном деле относятся:
Если в процессе обработки используют сварку, то со временем в свариваемой области возникает коррозия, которую невозможно полностью предотвратить даже при помощи специальных защитных покрытий. При гибке металлическая конструкция остается цельной, что защищает ее от коррозионных проявлений.
Не все заготовки могут обрабатываться посредством использования разных видов гибки металла в тисках и на другом оборудовании. Предварительному выяснению подлежат следующие моменты:
Эти данные необходимо учитывать при работе с тонколистовыми заготовками. При обработке труб и отдельных видов профильного металлопроката (круга, шестигранника, уголка и т. п.) учету подлежит также допустимая относительная деформация заготовки после гибки.
Основные способы и виды гибки металлов

Выделяют два вида гибки металлов в зависимости от ориентирования заготовки:
Для продольной гибки используются соответствующие станки, на которых работают с холодными металлами. Поперечная гибка возможна:
Нагревание заготовок большой площади повышает вероятность появления кривизны по сферической и винтовой поверхностям. При работе с холодными деталями она не образуется благодаря тому, что металл пружинит, препятствуя появлению кривизны.
Для поперечной гибки металл всегда нагревают. Кромки прямых листов (заготовки судовых корпусов) изгибаются в холодном состоянии без осаживания на специальных станках или прессах.
Если необходима обработка кромок и образование отверстий, заготовка изгибается в горячем виде, т. к. при нагревании меняется расстояние между отверстиями, а кромки в процессе вытягивания или осаживания теряют правильные очертания.
При использовании такого вида гибки металла, как холодная, в первую очередь обрабатывают кромки, далее проделывают отверстия, после этого сгибают.
В зависимости от того, каким будет контур готового изделия, выделяют несколько видов гибки листового металла:
Перечисленные виды обработки выполняются путем:
В роликовых матрицах ось заготовки формируется в процессе поворота подвижной части рабочего инструмента.
Гибка обладает характерной особенностью – сетка макроструктуры различается и зависит от направления изгиба. При работе с мало- и среднепластичными металлами и сплавами направление волокон имеет существенное значение. При его совпадении с направлением перемещения оси заготовки вероятность разрушения в процессе обработки минимальна. Иначе существует риск расслаивания частиц в определенных объемах детали, что считается неисправимым дефектом.
Виды гибки металлов также выделяют в зависимости от исходной заготовки:

Гибочные операции выполняются не только в отношении листовых металлов. Изготовление различных металлоконструкций может потребовать использования гнутых труб или профиля.
Радиусная обработка листового металла требует выбора правильного линейного размера заготовки. Существенное значение для проектировщика имеют размеры детали, так как длина обрабатываемой заготовки должна несколько превышать длину готового изделия. Такое требование обусловлено спецификой гибочной операции. В процессе изменения положения частей металлического листа относительно друг друга происходит сжимание внутренних слоев металла и вытягивание наружных. Следовательно, перед радиусной гибкой требуется тщательный просчет геометрических параметров обрабатываемой детали.
Чтобы рассчитать радиус изгиба, подойдут данные специальных таблиц, размещаемые в различных инженерных справочниках.

Изгибание труб производится согласно требованиям технической документации. Различают следующие виды гибки металлов:
Гнутые трубы используют при изготовлении ограждений и перил в жилых домах, помещениях производственного или бытового назначения.
В большинстве случаев трубы зашивают по радиусу, формируя частичный или полный изгиб конструкции, не зависящий от формы и размера сечения. В процессе обработки полого профиля заготовка подвергается воздействию нескольких сил, одна из них действует на поверхность внутренней стенки, вторая – на внешнюю сторону детали.
В процессе изгибания труб есть вероятность деформирования заготовки при взаимодействии сил, действующих на внешнюю и внутреннюю поверхности. Это может стать причиной потери соосности. Если пренебречь рядом технологических требований, существует риск разрыва трубы. Неравномерный изгиб может привести к появлению складок в области сгиба. Это обусловлено воздействием тангенциальных сил, появляющихся при деформации трубы.
Чтобы снизить вероятность возникновения подобных дефектов, в определенных случаях используют разные виды гибки металлов: холодную и горячую. К первой технологии прибегают при работе с трубами небольшого диаметра. Однако при этом важно выяснить минимально допустимый радиус гиба, проходящий по осевой линии.
Следует отметить, что локальный нагрев места изгиба способен создать более комфортные условия для обработки заготовки. Нагретый металл обладает большей пластичностью, которой достаточно для того, чтобы выполнить необходимую деформацию. Такой вид обработки, как горячая гибка, используется при работе с трубами большого диаметра.

Из-за более высокого значения момента сопротивления профильный металлопрокат невозможно изгибать при помощи традиционных видов гибки. В связи с этим обработка выполняется при помощи оборудования ротационного действия. Преимущество таких станков по сравнению с теми, что используются для работы с листовыми материалами, заключается в не одновременном, а последовательном приложении усилия к поверхности обрабатываемого профиля. Это приводит к снижению гибочного усилия, а также к сокращению крутящего момента электродвигателя.
Если предполагается работа с заготовками небольшого размера, достаточно использовать оборудование с ручным приводом. Поскольку в процессе обработки используется последовательная схема, то одновременно выполняется не только деформация, но и правка заготовки, благодаря чему в металле снимаются внутренние напряжения.
Существует несколько видов правильно-гибочных станков в зависимости от числа рабочих валков, которых может быть три или четыре. Валки могут располагаться симметрично или асимметрично. Параметры изгиба деталей регулируются путем соответствующего изменения положения оси приводного валка, а также диаметра и профиля рабочей части.
Хотя автоматизация процесса гибки при помощи валковых машин несколько сложна, конструктивно оборудование простое и неэнергоемкое. Кроме того, работа с такими станками не требует использования дополнительных инструментов – штампов.
Подобный принцип применяется также при изготовлении станков для гибки труб. Разница заключается в оправке, размещаемой внутри обрабатываемой трубы и препятствующей дополнительной деформации профиля заготовки при гибке.
Области применения различных видов гибки металлов

Разные виды гибки металла применяют на небольших предприятиях, а также в быту, когда требуется изготовление профилей разных размеров, сборных перегородок, корпусных изделий, уголков, швеллеров, откосов, водосточных желобов, металлических каркасов, подвесных строительных систем и др.
Гибка труб также выполняется как в промышленных масштабах, так и в быту. В ряде случаев конфигурация их соединений бывает сложной. Чтобы уменьшить количество используемых элементов и резьбовых соединений, трубам придается определенная форма, для чего их изгибают под нужным углом. Таким образом получают канализационные, водопроводные и газовые трубы нужной конфигурации с минимальными расходами, при этом внутри сетей обеспечивается минимальное сопротивление.
Станки для разных видов гибки листового металла используются для работы со сталями, медью, алюминием, а также заготовками, имеющими цинковое или лакокрасочное покрытие. Благодаря мобильности оборудования многие виды работ можно выполнять непосредственно на объектах, что позволяет экономить время и средства, необходимые для транспортировки готовых деталей.
С помощью современных видов гибки металлов можно работать с нестандартными по форме заготовками. Наибольшего внимания требуют:
Особый подход требуется также при обработке профиля, уголков и других аналогичных заготовок.
Почему следует обращаться именно к нам
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Процесс гибки металла

Процесс гибки металла – крайне популярная сегодня технология. Но из-за сложности изгибов, толщины и качества материала многие просто не могут с ней совладать. К тому же, если не учесть тонкости техники безопасности, можно только навредить себе, нежели хорошо обработать заготовку.
Итак, чтобы с вами этого точно не приключилось, мы подготовили данную статью. Из нее вы узнаете о видах, этапах и тонкостях гибки металла: от листового до труб, благодаря чему сможете лучше разобраться в этой области.
Процесс гибки металла – это изменение конфигурации изделия, при котором его продольная ось изгибается под давлением.

Гибка металлов бывает:



Технологический процесс гибки металлов выполняется:
Отличительная особенность этого способа обработки заготовки заключается в зависимости положения сетки макроструктуры от направления гибки. Этот нюанс необходимо учитывать при работе с мало- и среднепластичными металлами и сплавами. Если направление изгибаемой оси совпадает с направлением металлических волокон, то вероятность разрушения заготовки в процессе работы минимальна. Если эти направления не совпадают, то частицы металла могут расслаиваться, что считается браком, не подлежащим исправлению.
Технология и оборудование для гибки листового металла
Процесс гибки металлов не требует приложения значительных усилий. В большинстве случаев заготовки предварительно не нагреваются, за исключением малопластичных листов (из дюралюминия, высокоуглеродистых сталей с высоким содержанием марганца и кремния, титана и его сплавов), а также листовых металлов толще 1,6 см. Прежде чем приступить к гибке таких изделий, их следует нагреть.
Зачастую технология гибки используется совместно с другими процессами обработки листовых металлов, например, с резкой, вырубкой, пробивкой и т. п. Сложные многомерные изделия создают с помощью штампов, рассчитанных на несколько переходов.

Длинные и узкие изделия изготавливают посредством гибки с растяжением.
Выбор инструментов для процесса гибки металлов зависит от размера и вида заготовки, требований, предъявляемых к готовому изделию. Для изгибания металлических листов и деталей пользуются:
Чтобы получить изделия оригинальной формы, для гибки могут использоваться нестандартные технологии, к примеру, энергия взрыва. В то же время работа с высокопластичными материалами, такими как жесть, затруднений не вызывает.
В процессе гибки металлов используют листогибочные станки, особенности которых заключаются в:
Хотя сам процесс кажется простым, при гибке затруднительно определить баланс напряжений и деформаций металла. В начале обработки в материале возникают упругие деформации, затем переходящие в пластические. Сама деформация при работе с металлическими листами неравномерная: значительная – в зоне изгиба, почти незаметная по краям заготовки.
При работе с тонколистовыми изделиями следует иметь в виду, что внутренние слои металла сжимаются, а наружные, напротив, растягиваются. Между этими зонами проходит условная нейтральная линия. Чем точнее она будет определена, тем выше будет качество гиба и ниже вероятность дефектов.

В процессе гибки заготовок следует учитывать, что металл претерпевает ряд изменений:
Этапы гибки металла
Процесс гибки холодных металлов предполагает следующую последовательность действий:

Для того чтобы понять, можно ли выполнить гибку металла по представленным чертежам, специалисты анализируют возможности материала. Для этого:
Затем специалист оценивает полученные результаты и принимает решение о:
Разработка технологического процесса включает обязательный этап по расчету следующих параметров:
При расчете минимально допустимого радиуса гибки исходят из таких особенностей заготовки и процесса гибки металлов, как:
Когда значение минимально допустимого радиуса гибки уменьшается, металл испытывает утонение, под которым понимают уменьшение его первоначальной толщины в процессе деформации. Интенсивность утонения определяется коэффициентом λ. Эта величина показывает процент, на который готовое изделие станет тоньше. Если полученное значение будет выше критического, то потребуется увеличение первоначальной толщины заготовки.
Тонкости процесса гибки металлических труб
Изогнутые металлические трубы широко используются в нефтяной и химической промышленности, машиностроении, архитектуре и строительстве.

Угол, который должна образовывать труба, можно получить за счет использования различных фитингов. Однако такое решение может привести к появлениям течей. А в ряде случае против фитингов выступают эстетические соображения. Более качественным, надежным и привлекательным вариантом получения изогнутых труб является их гибка, поскольку в этом случае целостность заготовки не страдает.
Для получения качественного гиба необходимо учитывать индивидуальные особенности материалов.
Деформируемая труба подвергается воздействию:
В процессе гибки металлических труб важно оставить неизменным их сечение. Кроме того, нельзя допустить образование гофр на стенках. Технология изгибания труб позволяет не использовать сварку в процессе прокладки трубопровода.
Выбор технологии гибки металлических труб – ручной или с помощью специального оборудования – зависит от таких параметров, как необходимый угол гиба, материал изготовления, диаметр заготовки. Кроме того, гибка может быть:
По окончании давления на заготовку возникает явление пружинения, которое прямо пропорционально степени упругости металла. На величину деформации влияют способ гибки и конфигурация изделия.

Процесс гибки металлов горячим способом выбирают в том случае, когда диаметр заготовки превышает 10 см. Деформация может выполняться как вручную, так и с помощью специального оборудования. Однако в любом случае следует принимать во внимание минимальный радиус изгиба.
Протяженность нагреваемой части трубы рассчитывают в зависимости от ее диаметра и требуемого угла изгиба. Закругление должно быть больше диаметра, умноженного на 3.
Для определения протяженности трубы, которую следует обработать термически, используется формула:
L = α × d / 15,
где L – искомая длина в мм;
α – угол изгиба в градусах;
d – наружный диаметр трубы в мм;
К примеру, трубу диаметром 200 мм нужно изогнуть под углом 60°, тогда L = 60 × 200 / 15 = 800 мм, т. е. четыре диаметра.
В процессе горячей гибки металла выполняют следующие операции:
Полость трубы заполняют кварцевым песком, чтобы предотвратить деформацию сечения и избежать появления складок на внутренней части заготовки.
Песок должен быть предварительно просушен и прокален при температуре +150…+500 °С (это необходимо для удаления из него органических примесей), а затем пропущен через мелкое сито с фракциями 3,3х3,3 мм. На один конец трубы устанавливается заглушка, после чего ее полость наполняют песком.
Заглушки могут быть деревянными или металлическими с отверстием для выхода газов.
Для набивки труб не подходит:
В песке не должно быть камней, которые могут повредить стенки.

Из-за сложности процесса набивки трубу предварительно перемещают к вышке, где устанавливают вертикально или под наклоном. Поскольку качество изгиба напрямую зависит от плотности набивки, в процессе трубу необходимо постоянно обстукивать. О том, что она наполнена песком правильно, свидетельствует глухой звук.
После наполнения заготовки на ней по шаблону размечают зоны изгибов. Для нагрева трубы используют печи или горны. Процесс гибки металла может быть как ручным, так и с использованием специального оборудования.
При механизированном способе нагретый участок трубы фиксируют на специальной плите упорными стойками и прижимом, который удерживает конец заготовки. На противоположный конец трубы надевают трос, который натягивают лебедкой или шпилем, изгибая заготовку.
Во избежание деформации металла между трубой и стойкой размещают прямые или изогнутые прокладки. Для подстраховки свободного торца с тросом используют подставку. В процессе гибки металла с помощью шаблона контролируют геометрию заготовки.
После окончания гибки из трубы удаляют (выжигают или выбивают) заглушки, песок, после чего заготовку чистят и моют. По шаблону выполняют контрольную проверку правильности изгиба.

Трубы малого диаметра изгибают вручную, большого – с помощью специального оборудования. В быту к гибке прибегают для изменения конфигурации водогазопроводных стальных труб водоснабжения и отопления.
Деформация заготовки под углом 90° называется отвод, 180° – калач, если в процессе образуется уступ – утка, в форме петли – скоба.
Ручную деформацию труб выполняют с использованием различных приспособлений. К примеру, для того чтобы сделать змеевик для горячей воды, труба из нержавеющей стали диаметром около 2 см наматывается на заготовку большего диаметра. Прежде чем приступить к процессу гибки металла, к трубе большего диаметра приваривают скобу, размещают ее на опорах, после чего фиксируют.
Будущий змеевик заполняют песком, устанавливают на концах заглушки, размещают в скобе и начинают накручивать. Процесс требует участия минимум двух человек, поскольку труба большего диаметра должна прокручиваться. После накручивания заготовку следует выровнять.
В бытовых условиях деформация заготовок из нержавейки или других мягких металлов выполняется с применением простого приспособления. Его использование оправдано при небольшом объеме работ.
Облегчить процесс гибки металлов можно, самостоятельно изготовив трубогибочный станок. Для тех, кто умеет обращаться со сварочным аппаратом и обладает некоторыми навыками сварных работ, его изготовление не составит труда.
Выполнять гибку металлов на листогибочном станке могут лица, имеющие квалификацию слесаря механосборочных работ. До начала работы специалисты проходят обучение, сдают квалификационный экзамен, с ними проводится первичный инструктаж по безопасности работ.
При использовании оборудования для деформации металлических листов необходимо соблюдать требования безопасности. Некоторые модели станков оснащены поворотной балкой или плитой, приводимыми в движение только при нажатии слесарем двух кнопок. Такое решение позволяет минимизировать риск травматизма рабочих в процессе гибки металлов.
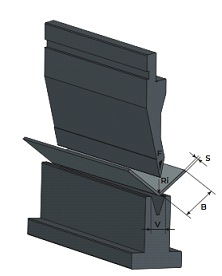
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ГИБКИ МЕТАЛЛОВ
При этом методе между листом металла и стенками V-образной матрицы существует воздушный зазор, лист остается "в воздухе" и не соприкасается со стенками матрицы.
Пуансон воздействует на металл сверху в одной точке, а матрица только двумя точками вверху V-образного паза.
Геометрия гиба формируется только за счет глубины погружения пуансона в матрицу.
Ширина ручья на матрице чаще всего выбирается из расчета 10-15 толщин металла, а инструмент имеет угол намного более острый, чем деталь после гибки.
Преимущества «свободной гибки»:
Недостатки «свободной гибки»:
В каких случаях «свободная гибка» предпочтительнее:
ГИБКА НА ОСНОВЕ
Данный метод гибки некоторые объединяют с «свободной гибкой», но у него много своих особенностей.
В отличии от классической «воздушной гибки» заготовка в самом конечном положении контактирует со стенками V-образного паза и нижней частью пуансона.
Требуемое усилие выше чем при «свободной гибке» до трех раз. Раскрытие матрицы выбирается из диапазона 6-10 толщин металла.
Преимущества «гибки на основе»:
Недостатки «гибки на основе»:
В каких случаях «гибка на основе» предпочтительнее:
Данный метод заключается в максимальном пространства между пуансоном и матрицей в конечном положении.
Угол гиба определяется усилием и геометрией гибочного инструмента.
Давление продолжается даже при достижении нижней точки, за счет этого отсутствует упругая деформация, лист металла пластически деформируется под давлением инструмента.
Преимущества «чеканки»:
Недостатки «чеканки»:
В каких случаях «чеканка» предпочтительнее:
2. РАСЧЕТ УСИЛИЯ ДЛЯ ГИБКИ
Чтобы гибочный инструмент служил долго, необходимо ограничивать нагрузку на инструмент в соответствии с максимально допустимой. На инструменте этот параметр указывается в тоннах или килоньютонах на метр.
Важно понимать, что с уменьшением длины заготовки и инструмента уменьшается максимально допустимое номинальное усилие. Например, инструмент выдерживает нагрузку 60 тонн/метр, соответственно 10 сантиметров такого инструмента выдержит давление только 6 тонн.
Расчитать требуемое усилие для гибки металла можно только примерно, на практике используют таблицы или формулу.
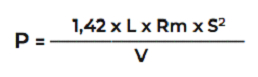
S - толщина металла, мм
V - раскрытие матрицы, мм
Ri - внутренний радиус гиба на детали, мм
В - минимальный отгиббез толщины металла при 90°, мм
Rm - предел прочности в кг/мм2
F - необходимое усилие, т/м
Формула расчета усилия:
1,42 - это коэффициент, учитывающий̆ трение заготовки о кромки матриц, у горячекатаного и несмазанного металла трение больше чем у холоднокатаного, если металл ржавый̆, то следует добавлять 10-15% к расчетному усилию.
L - длина заготовки, чтобы получить результат в тоннах длину надо указывать в метрах.
Таблица зависимости минимального отгиба от градуса гиба

Где В - минимальный отгиб без толщины металла при 90°, указанный в таблицах усилий
Гибка листового металла - методы и советы по проектированию [часть 1]

Гибка - одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы - гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.

График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр - 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное - требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.

Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
| Ширина проема V (мм) | ||||
| Метод / Толщина (мм) | 0,5…2,6 | 2,7…8 | 8,1…10 | Более 10 |
| Нижнее прессование | 6т | 8т | 10т | 12т |
| Свободная гибка | 12. 15т | |||
| Чеканка | 5т | |||
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.

Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка - это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:

При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Ротационная гибка:
Другой способ - ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой - она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод - с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.

Еще один момент, о котором следует помнить, - радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией - нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» - вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.

Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: