Вес гильотина для резки металла
Продажа ножниц гильотинных со склада (СПб, Москва, Челябинск, Казань) от производителя, производство на заводах и поставки.
Прайс-листы с ценами на гильотины запрашивайте в отделе станочного оборудования.
НА 3214 ››
НД 3314 ››
НА 3216 ››
НД 3316 ››
РУЧНЫЕ ГИЛЬОТИНЫ (ГИЛЬОТИННЫЕ НОЖНИЦЫ).
Ручные гильотинные ножницы НГ-1250 и НГ-2000, (1,0х1250мм, 0,8x2000мм).
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН РУЧНЫХ НГ1250, НГ2000:
| НГ-1250 | НГ-2000 | |
| Наибольшая ширина разрезаемого листа, мм | 1250 | 2000 |
| Толщина разрезаемого листа, мм | 0,6…1,0 | 0,5…0,7 |
| Габаритные размеры, мм | ||
| Слева направо | 1550 | 2330 |
| Спереди назад | 1240 | 1240 |
| Высота | 1070 | 1100 |
| Масса, кг | 380 | 590 |
ГИЛЬОТИННЫЕ НОЖНИЦЫ МЕХАНИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ.
Ножницы гильотинные пневматические НА3214.
Ножницы гильотинные, кривошипные НА-3214 предназначены для резки листового материала с наибольшим размером поперечного сечения 2,5 х 1600 мм.
Гильотины НА 3214 с ручной настройкой зазора между ножами и ручным приводом заднего упора. Задний упор предназначен для установки заданного размера отрезаемой заготовки. Ножницы НА3214 надежны в работе, просты в эксплуатации и ремонте. Обеспечивают высокую точность производимых работ.
Система смазки и электрооборудования пневматических ножниц НА прекрасно работает даже при низких температурах, что невозможно при работе с гидравлическим аналогом.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА3214 (2,5х1600):
Толщина разрезаемого материала с временным сопротивлением σвр ≤ 500 МПа, мм
Ширина (наибольшая) разрезаемых листов, мм
Частота ходов ножа, холостых, мин.-1
Частота ходов ножа, мин-1: при резке наибольших размеров разрезаемого металла
Угол наклона подвижного ножа, α
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота
Ножницы гильотинные, кривошипные НД3314.

Ножницы гильотинные, кривошипные НД 3314 предназначены для резки листового металла максимального сечения 2,5х1600 мм.
Станина гильотинных ножниц НД3314 сборно-сварной конструкции, состоит из двух стоек, соединенных между собой траверсой и стяжкой. На стойки и траверсу опирается стол, к которому крепятся нижние ножи. регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью болтов и гаек, расположенных с обеих сторон стола.
На станине имеется эксцентриковый вал с насаженными на нем эксцентриками и шатунами, соединенными с балкой при помощи осей.
Ножевая балка представляет собой жесткую конструкцию сварного типа, состоящую из вертикального, горизонтального и наклонного листов. В ножевой балке имеются два выступа, с помощью которых при возврате в верхнее исходное положение она приподнимает прижимную балку. Во время рабочего хода прижимная и ножевая балки одновременно опускаются. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Сила сжатия пружин регулируется винтами.
Задний упор - ручной. По заказу устанавливается приводной упор либо приводной упор с УЦИ. Для отсчета величины перемещения заднего упора на рейке закреплена линейка. При работе без упора, в случае, когда ширина отрезаемых листов более 600 мм, линейка с рычагами приподнимается и укладывается на горизонтальное ребро ножевой балки. Боковой упор предназначен для определения начала реза и получения прямоугольных заготовок.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НД3314 (2,5х1600):
Ход ножа, мин.-1, при резке наибольших размеров разрезаемого металла, мм
Расстояние между стойками в свету, мм
Ножницы гильотинные пневматические НА3216.
Ножницы гильотинные, НА-3216 предназначены для резки листового материала с наибольшим размером поперечного сечения 2,5 х 1600 мм.
Станина гильотинных ножниц НА3216 сборно-сварной конструкции. Зазор между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью болтов, расположенных с обеих сторон стола.
Гильотина применяется в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения и других отраслях промышленности.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА3316 (4х1600):
Ножницы гильотинные пневматические НД3316.
Ножницы гильотинные, кривошипные НД 3316 предназначены для резки листового материала с пределом прочности 500 МПа и наибольшим размером поперечного сечения 4 х 2000 мм. Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, сельхозмашиностроения и других отраслях промышленности.
Ножницы НД3316 с ручной настройкой зазора между ножами и ручным приводом заднего упора. Задний упор предназначен для установки заданного размера отрезаемой заготовки. Гильотины НД3316 надежны в работе, просты в эксплуатации, неприхотливы в ремонте. Обеспечивают высокую точность отрезаемых заготовок и деталей.
Система смазки и электрооборудования позволяет эксплуатировать их в условиях низких температур, что невозможно при работе с гидравлическим аналогом.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НД3316 (4х1600):
Длина листа, отрезаемого с упором, мм
Гильотинные ножницы НГ-4/2,5.
Установка для резки листового и профильного материала модели НГ4/2,5 предназначена для резки листового и профильного материала с временным сопротивлением 500МПа.
Гильотинные ножницы НГ-4-2,5 можгут применяться в заготовительных и ремонтных цехах предприятий машиностроения различных отраслей промышленности.
Установка имеет климатическое исполнение УХЛ4 по ГОСТ 15150-69 и предназначена для эксплуатации в помещениях с температурой окружающей среды от +1 о С до +35 о С, отн. влажности воздуха 80% при температуре +25 о С.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НГ-4х2,5:
Наибольшая толщина разрезаемого листа с временным сопротивлением 500 МПа, мм, не более
Ширина разрезаемых листов, мм, не более
Размер разрезаемого уголка, мм
Диаметр разрезаемого прутка, мм, не более
Усилие прижима, кН, не менее
Длина листа, отрезаемого с упором, мм, не более
Одиночный цикл,
Автомат. цикл
Габаритные размеры установки, мм
Масса установки, кг
Гильотинные ножницы НК-3416 (лист 4х2000 мм).
Гильотинные ножницы НК3416 пневмомеханические с наклонным ножом и автоматической регулировкой зазора между ножами. Гильотинные ножницы НК-3416 предназначены для резки листового металла с автоматической установкой нужной величины зазора между ножами в зависимости от толщины разрезаемого листа и усилия прижима, пропорционального усилию реза.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НК3416:
| Толщина металла с временным сопротивлением 500 МПа (50 кгс/мм²), мм | 4 |
| Ширина металла, мм | 2000 |
| Ширина полосы, отрезаемой по заднему упору, мм | 700 |
| Угол наклона подвижного ножа | 1°30' |
| Усилие реза, кН | 78 |
| Усилие прижима, кН | 19,5 |
| Частота ходов ножа, мин -1 | 68 |
| Суммарная мощность электродвигателей главного привода, кВт | 11,2 |
| Частота оборотов электродвигателей главного привода, мин -1 | 1395 |
| Мощность электродвигателя привода заднего упора, кВт | 0,37 |
| Частота оборотов электродвигателя привода заднего упора, мин -1 | 1360 |
| Напряжение сети, В (50 Гц) | 380 |
| Габаритные размеры, мм | 2610х1725х1510 |
| Масса, кг | 2870 |
Гильотинные ножницы с наклонным ножом СТД-9А.
Ножницы гильотинные с наклонным ножом СТД9АН предназначены для резки листового материала толщиной до 4 или 6 мм (в зависимости от модели), с временным сопротивлением 500 МПа (50 кгс/мм).
Гильотинные ножницы СТД-9А могут быть использованы на заготовительных участках или в цехах предприятий, выпускающих изделия промышленной вентиляции, а также там, где требуется резка листового материала. Разрезание листов на заготовки производится с использованием заднего упора, а также по разметке.
НГ-16 Ножницы гильотинные с наклонным ножом для листового металла
Схемы, описание, характеристики

Изготовителем и разработчиком ножниц НГ-16 является Армавирский механический завод АрМеЗ, основанный в 1928 году.
Основной вид деятельности завода - производство гильотинных ножниц, в 1983 году завод выпустил первую модель ножниц, которые применяются для резки листового проката, а так же рубки прутка и уголка.
На сегодняшний день выпускается восемь модификаций гильотинных ножниц: НГ16; НГ16-01; НГ13; НГ13-01; НГ6,3; НГ6,3-01; НГ6,3/2,5; НГ6,3/3; НГ4/2,5 , а так же сопутствующее оборудование: рольганги и тележка накопительная.
Станки, выпускаемые Армавирским механическим заводом АрМеЗ
НГ-16 Ножницы кривошипные листовые гильотинные с наклонным ножом. Назначение и область применения
Ножницы гильотинные НГ16 механические с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала.
Ножницы гильотинные НГ16 применяются в заготовительных цехах машиностроительных предприятий.
Ножницы НГ16 выполнены с верхним приводом и с прямым ходом верхнего ножа.
Машина для резки листового и профильного материала НГ16 и НГ16-01 предназначена для резки листовой и профильной стали обыкновенного качества и углеродистой качественной конструкционной с временным сопротивлением σв ≤ 500 МПа (50 кгс/мм²).
Ножницы НГ16 могут применяться в заготовительных и ремонтных цехах предприятий различных отраслей промышленности. Ножницы имеют климатическое исполнение УХЛ4 по ГОСТ 15150-69 и предназначена для эксплуатации в помещениях с температурой воздуха от плюс 5° С до плюс 35° С, относительной влажности не более 80% при температуре плюс 25° С.
Ножницы оснащены лазерным индикатором линии реза, интегрированным пультом управления.
Ножницы НГ-16-01 дополнительно оснащены централизованной смазочной системой.
Привод ножниц. Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.
Уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Разработчик — Армавирский механический завод.
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы - ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее - по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала - до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 - 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой - консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины - ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
Общий вид гильотинных ножниц НГ-16

Фото гильотинных ножниц НГ-16
Расположение составных частей гильотинных ножниц НГ16
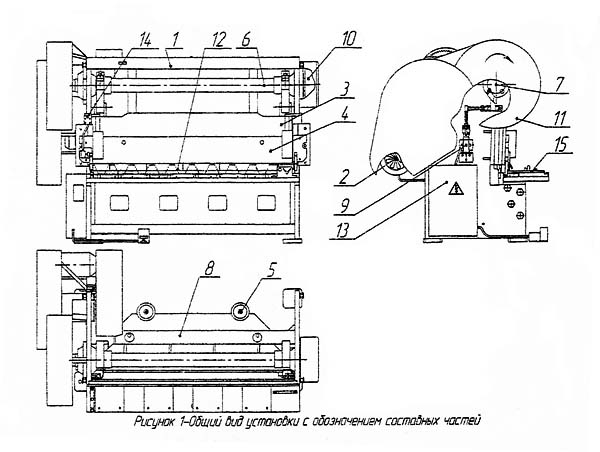
Расположение составных частей гильотинных ножниц НГ-16
Кинематическая схема ножниц НГ-16
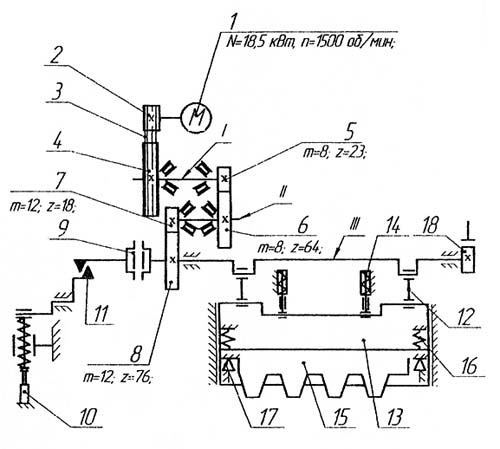
Кинематическая схема гильотинных ножниц НГ-16
Электромагнитное управление муфтой включения ножниц НГ-16
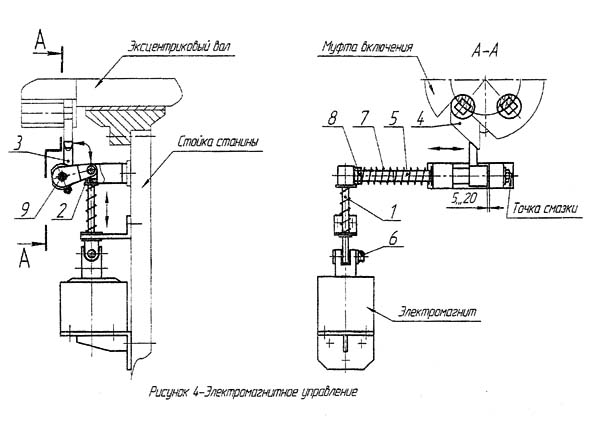
Электромагнитное управление муфтой включения ножниц НГ-16
Конструкция гильотинных ножниц НГ-16
Ножницы состоят из станины, ножевой и прижимной балок, привода, валов приводных, муфты включения, заднего упора, уравновешивателя, тормозов, ограждения, системы электрооборудования и смазки, решетки защитной.
Неправильная эксплуатация гильотинных ножниц НГ-16
Наиболее часто втречающиеся причины выхода из строя гильотинных ножниц вследствие несоблюдения требований к их эксплуатации:
НГ-6,3 Ножницы гильотинные кривошипные с наклонным ножом для листового металла
Схемы, описание, характеристики

Изготовителем и разработчиком ножниц НГ-6,3 является Армавирский механический завод АрМеЗ, основанный в 1928 году.
На сегодняшний день выпускается восемь модификаций гильотинных ножниц: НГ16; НГ16-01; НГ13; НГ13-01; НГ6,3; НГ6,3-01; НГ6,3/2,5; НГ6,3/3; НГ4/2,5, а так же сопутствующее оборудование: рольганги и тележка накопительная.
НГ-6,3 Ножницы кривошипные листовые гильотинные с наклонным ножом. Назначение и область применения
Ножницы гильотинные механические с наклонным ножом для листового металла НГ-6,3 предназначены для продольной и поперечной резки листовой и профильной стали обыкновенного качества и углеродистой качественной конструкционной с временным сопротивлением σв ≤ 500 МПа (50 кгс/мм²). толщиной до 6,3 мм и шириной до 2 м.
Ножницы НГ-6,3 применяются, в основном, в заготовительных и ремонтных цехах машиностроительных предприятий.
Машина для резки листового и профильного материала НГ-6,3 выполнена с нижним приводом и с прямым ходом верхнего ножа.
Станина ножниц НГ-6,3 представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
Привод ножниц. Вращение от электродвигателя через клиноременную передачу, муфту, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Управление ножниц НГ-6,3 кнопочное и от педали.
Ножницы имеют климатическое исполнение УХЛ4 по ГОСТ 15150-69 и предназначена для эксплуатации в помещениях с температурой воздуха от плюс 1° С до плюс 35° С, относительной влажности не более 80% при температуре плюс 25° С.
Исполнения гильотинных ножниц НГ6,3:
Гильотинные ножницы. Общие сведения
Общий вид гильотинных ножниц НГ-6,3

Фото гильотинных ножниц НГ-6,3


Расположение составных частей гильотинных ножниц НГ-6,3

Расположение составных частей гильотинных ножниц НГ-6,3
Спецификация составных частей гильотинных ножниц НГ-6,3
- Станина НГ6,3-01.00.000
- Привод НГ6,3-02.00.000
- Балка ножевая НГ6,3-03.00.000
- Прижим НГ6,3-04.00.000
- Электромагнитное управление НГ6,3-05.00.000
- Упор задний НГ6,3-06.00.000
- Электрооборудование НГ6,3-07.00.000
- Кожухи НГ6,3-08.00.000
- Тормоз НГ6,3-09.00.000-03
- Решетка защитная НГ6,3-10.00.000
Кинематическая схема ножниц НГ-6,3

Кинематическая схема гильотинных ножниц НГ-6,3
Принцип работы гильотинных ножниц НГ-6,3
От электродвигателя 1 через шкив 2, насаженный на валу электродвигателя, посредством клиноременной передачи вращение передается маховику 3, который насажен на вал-шестерню 1.
От вала-шестерни 1 через шестерни 5 и 6 вращение передается на зубчатое колесо 7, внутри которого смонтирована муфта муфта включения с поворотными шпонками 8.
Муфта включения передает вращение эксцентриковому валу III.
Включение и выключение муфты 8 происходит с помощью электромагнита 10, системы рычагов и пружин 9, расположенных на крышке муфты.
Эксцентриковый вал III через шатуны 11 передает возвратно-поступательное движение ножевой балке 12.
При движении ножевой балки 12 вниз прижимная балка 15 прижимает отрезаемый лист к столу. Движение прижима связано с перемещением ножевой балки.
Для остановки ножевой балки 12 в крайнем верхнем положении служит ленточный тормоз 17, расположенный на правом конце вала III.
Для снижения динамических нагрузок и компенсации зазоров в направляющих ножевой балки предусмотрен уравновешиватель 13.

Привод гильотинных ножниц НГ-6,3

Мехнизм реза гильотинных ножниц НГ-6,3

Прижим гильотинных ножниц НГ-6,3

Муфта включения ножниц НГ-6,3

Электромагнитное управление муфтой ножниц НГ-6,3

Пульт управления включения ножниц НГ-6,3
Схема электрическая принципиальная гильотинных ножниц НГ-6,3

Электрическая схема гильотинных ножниц НГ-6,3
Ножи гильотинных ножниц НГ-6,3; НГ-13; НГ-16
Технические требования для комплекта ножей по ГОСТ 25306-82. Размеры ножей:
- НГ-6,3 - размер ножа - 20 х 50 х 502 мм
- НГ-6,3/2,5; НГ-6,3/3 - размер ножа - 25 х 60 х 332 мм
- НГ-13; НГ-16 - размер ножа - 25 х 60 х 670 мм
Неправильная эксплуатация гильотинных ножниц НГ-6,3
Вес гильотина для резки металла

Подробнее
Гидравлические гильотины с длиной реза до 2100 мм

Гидравлические гильотины с длиной реза до 2500 мм

Гидравлические гильотины с длиной реза до 3200 мм

Специальные проекты

Гильотина с ЧПУ
Гидравлические гильотинные ножницы производства ООО "ЮМЗ" включены в реестр промышленной продукции, произведенной на территории РФ в соответствии с требованиями ПП РФ N 719 ! Возможны поставки в соответствии с требованиями 44-ФЗ !
Общее строение и принцип работы
Гидравлическая гильотина используется для продольной и поперечной резки металлических листов. Основные элементы гильотины:
Цельносварная станина — представляет собой две боковые стойки, которые связаны прижимной балкой и столом-траверсой.
Подвижный брус нижних ножей — позволяет настроить линию реза и расстояние между верхним и нижним ножами. Установлен на столе.
Балка ножевая — основной рабочий элемент ножниц, который, перемещаясь в самоцентрирующихся подшипниках, совершает рабочий ход и возвращается в начальное положение.
Подвижный верхний нож (расположен на ножевой балке) и зафиксированный нижний нож (расположен на брусе нижних ножей).
Металл выравнивают по упорам и ограничителям и фиксируют прижимной балкой. За счет давления гидравлической жидкости приходит в движение верхний нож. Отрегулировать расстояние между ножами гильотинных ножниц можно механически или вручную — в зависимости от модели. Если габариты металла не превышают длину реза оборудования, то работа производится за один ход ножа. В противном случае — несколькими повторными ходами (материал при этом перемещается вдоль линии реза).
Преимущества гильотинных гидравлических ножниц
Наши ножницы обладают всеми качествами, необходимыми для работы на крупных предприятиях, где упор делается на производительность и большие объемы выпускаемой продукции.
Низкий уровень шума. Даже в условиях загруженности производства гидравлическая гильотина поддерживает уровень шума на комфортном для работы уровне.
Возможность установки ЧПУ на каждую модель гильотинных ножниц. Система ЧПУ позволяет автоматизировать основные настройки гильотин — зазор между верхним и нижним ножом и угол продольного наклона ножевой балки. Параметры, которые вводит оператор, сохраняются — при следующей резке с такими же параметрами настраивать оборудование заново не придется.
Работа с металлами, которые не по силам пневматическим или электрическим моделям. Благодаря повышенной мощности гидравлические ножницы справляются с толстыми листами.
Высокое качество реза. Благодаря гидравлическим прижимам с полиуретановыми вставками металлический лист надежно зафиксирован и не скользит по поверхности — это обеспечивает максимально ровный рез металла и предотвращает появление различных дефектов даже на тонком материале.
Подробное описание НГ16Г.02

Гильотина НГ16Г.02 предназначена для резки листового метала толщиной до 16 мм, шириной до 3150 мм.
ДАННАЯ МОДЕЛЬ МОЖЕТ ОСНАЩАТЬСЯ СИСТЕМОЙ ЧПУ!
Гидравлическая гильотина НГ16Г.02, производства ООО «ЮУМЗ» (патент № 138365), предназначена для прямой продольной и поперечной резки листового материала. Резка металла производится за один ход ножа по разметке или упору. Ножницы эксплуатируются в закрытых помещениях или на открытом воздухе, при температуре окружающей среды от -25 С до +40 С.
Удобство в работе, пониженная шумность, высокое качество реза и надежность гидравлических гильотинных ножниц, а также различные варианты комплектации, позволяют эксплуатировать данное оборудование в производствах с высокими требованиями к качеству оборудования. Управление настройкой работы ножниц осуществляется с пульта, рабочий ход с педали. Электрическая схема обеспечивает работу ножниц на одиночных и автоматических ходах. На заказ могут устанавливаться комплектующие импортного производства (OMRON, SIEMENS, BOSСH и т.д.)
ДАННАЯ ПРОДУКЦИЯ НЕ ИМЕЕТ АНАЛОГОВ РОССИЙСКОГО ПРОИЗВОДСТВА!
Патенты принадлежат ООО "ЮУМЗ"!
Комплектация
1.Пульт управления с УЦИ (контроллер) на станине;
2.Ножная педаль с функцией управления длиной реза;
3.Рабочий стол, оснащенный встроенными шариковыми опорами для более легкого передвижения металла в зону реза;
4.Освещение рабочей зоны с лазерным указателем линии реза - для более точного реза металла без использования заднего упора;
5.Фронтальные удлинители рабочего стола с боковой линейкой 1000 мм;
6.Передний боковой упор, при необходимости легко убирается;
7.Стандартный задний моторизированный упор - управление кнопочное, с пульта, информация о положении выводится на дисплей УЦИ;
8.Решетчатое ограждение зоны реза металла - для безопасности оператора;
9.Электронный счетчик ходов, показания на дисплее УЦИ пульта управления;
10.Гидроприжимы с полиуретановыми вставками - не повреждают металл;
11.Регулируемый угол продольного наклона ножевой балки для устранения эффекта скручивания отрезаемой заготовки - управление кнопочное, на пульте;
12.Регулируемый зазор между ножами для более качественного реза металла различной толщины - управление кнопочное, с отдельного пульта с выводом информации на специальную шкалу. Таблица с рекомендуемыми зазорами для различных типов металла находится рядом со шкалой, на станине ножниц.
Дополнительное оборудование
1.Установка числового программного управления - ЧПУ. Основное назначение систем ЧПУ - это автоматизация процесса резания. Система ЧПУ автоматически выставляет необходимые значения зазора между ножами, угла продольного наклона ножевой балки, выдвигает на необходимое расстояние задний упор, отслеживает длину реза заготовки - это делается на основании данных, введенных оператором. Введенные программы работы можно сохранять во внутренней или внешней памяти;
2.Установка системы подогрева рабочей жидкости для возможности реза металла при отрицательных температурах окружающего воздуха;
3.Моторизированный задний упор с увеличенным ходом - управление кнопочное, с пульта, информация о положении выводится на дисплей УЦИ;
4.Моторизированный задний упор с возможностью подъема над листом при резе длинных заготовок- управление кнопочное, с пульта, информация о положении выводится на дисплей УЦИ;
5.В зависимости от модели - установка дополнительной секции для возможности рубки сортового и профильного проката (круг, уголок, швеллер и т.д.);
6.Два типа рольгангов для облегчения передвижения разрезаемого металла в зону реза (приводной и не приводной);
7.Два типа откатных тележек для облегчения вывоза отрезанных заготовок из зоны ножниц (приводная и не приводная);
8.Оптическая защита рабочей зоны и зоны заднего упора с электроблокировками;
9.Пневматическая поддержка тонкого листа;
10.Изготовление станины ножниц под существующий фундамент (при обновлении станочного парка) - отпадает необходимость работ по устройству нового фундамента - прямая экономия средств.
Читайте также: