Угол заточки дисковой пилы по металлу

Диск с твердосплавными напайками
Для начала следует определиться – нужно ли выполнять заточку или нет. Существует несколько явных признаков, указывающих на актуальность выполнения этой процедуры. Если их проигнорировать, то в дальнейшем диск может стать неремонтопригодным и послужит причиной выхода из строя дорого станка.
Преимущество использования пильного диска с напайками заключается в увеличении срока эксплуатации. Также он предназначен для обработки твердых пород дерева. Наплавки изготавливаются из стали 9ХФ, 50 ХВА, 65Г и аналогичных им составов. Они отличаются высокой твердостью, но при этом при значительной эксплуатации возрастет вероятность их поломки.
Своевременная заточка дисковых пил станком своими руками выполняется при следующих явных признаках:
- повышение нагрузки на двигатель. Причиной этому является ухудшение заточки и как следствие — силовому агрегату необходимо больше мощности для разрезания древесины. Если в конструкции двигателя не предусмотрены защитные реле – возможен выход его из строя;
- ухудшение качества распила. Первым признаком является увеличение ширины реза, а также образование сколов и неровностей по его краям;
- увеличение времени обработки заготовки. Для формирования реза требуется больше времени, чем обычно.
Лучшим способом является периодическая проверка состояния диска с напайками по дереву. Для этого потребуется временно оставить станок и демонтировать режущий инструмент. Если его геометрические параметры не совпадают с изначальными – необходима заточка.











Заточка при помощи станка
Если есть возможность приобрести специальный станок, то рассматриваемый процесс можно провести с максимальным показателем эффективности. Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.
Особое внимание уделяется выбору абразивного круга. В этом случае отметим нижеприведенные нюансы:
- Твердосплавный диск сложно заточить.
- При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния.
Процесс заточки при использовании профессионального оборудования очень прост. Крепление диска происходит при помощи специального фиксатора. Он создан с расчетом конструктивных особенностей круга. Особое внимание уделим тому, что при применении специальных станков очень просто провести заточку дисковых пил с выдерживанием необходимых показателей. При этом погрешность минимальна. Это связано с тем, что конструкция имеет специальный измеритель показателя угла. Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Во время длительной эксплуатации дисковые пилы с твердосплавными напайками могут потерять свои первоначальные качества. Но это не означает, что следует приобретать новый режущий инструмент. В большинстве случаев заточку можно выполнить в домашних условиях, используя любой подходящий станок.
Как определить угол заточки дисковой пилы

Геометрия твердосплавных напаек
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Дополнительно рекомендуется сравнить полученные данные с эталонными. В пилах для продольного формирования среза передний угол обычно равен 15°-25°. Для поперечных моделей этот показатель колеблется от 5° до 10°. В универсальных моделях передний угол составляет 15°.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов.
Способы заточки дисковых пил

Станок для заточки дисковых пил с напайками
Для формирования новой режущей кромки можно использовать любой заточной станок. Важно изначально правильно выбрать наждачный круг и с его помощью наточить кромку. Для этого необходимо использовать корундовые или алмазные модели.
Оптимальным вариантом является применение специального оборудования, предназначенного для выполнения этой работы. Но из-за его высокой стоимости во многих случаях его приобретение нецелесообразно. Альтернативным способом является использование точильного станка с возможностью изменения угла расположения корундового диска.
Ни в коем случае нельзя делать заточку вручную самому. Во-первых — это займет очень много времени. Во-вторых – полученный результат не будет соответствовать стандартам. В случае отсутствия возможности выполнить заточку пильного диска по дереву самостоятельно рекомендуется воспользоваться услугами специализированных компаний.
Профессиональная заточка пил циркулярных своими руками выполняется по следующим правилам:
- основная деформация происходит на верхней кромке зуба. Происходит округление граней от 0,1 до 0,3 мм. Именно с этого места необходимо начинать обработку;
- заточка выполняется по передней и задней кромке. Это обеспечит возможность повторной процедуры до 25 раз;
- величина съема не должна превышать значение 0,05-0,15 мм;
- уровень обработки передних и задних граней должен быть одинаков.
После того как заточка дисков по дереву завершится – рекомендуется ее довести мелкозернистой наждачной бумагой. Это можно сделать вручную или с помощью специального станка.
Специалисты советуют применять специальные корундовые диски, торцевая поверхность которых имеет паз специальной формы. Он облегчит выполнение процедуры.
Принципы и углы затачивания
На кромках пилы находятся четыре главных угла заточки. Они вместе с формой зуба могут выступать главными эксплуатационными характеристиками инструмента. Для описания каждого зуба используются:
- Передний и задний угол.
- Углы среза передней и задней поверхности.
Эти характеристики могут зависеть от вида и веса циркулярной пилы, её предназначения, а также плотности конкретной поверхности.

Углы заточки на схеме
Основываясь на параметрах, указанных выше, можно разделить все циркулярки на несколько видов:
- Для прорезания продольных отверстий. При совершении этой задачи следует использовать передний угол заточки от 15 до 25 градусов.
- Для совершения поперечной резки. В этой ситуации передний угол может варьироваться от 5 до 10 градусов.
- Универсальная заточка. Для совершения любых операций пилы затачиваются под углом в 15 градусов.
Размер затачиваемого угла устанавливается не только от направления движения пилы, он также связан с материалом заготовки. Если требуется прорезать очень твёрдые материалы, то следует выбирать наименьший угол. Для работы с более мягкими изделиями угол увеличивается.
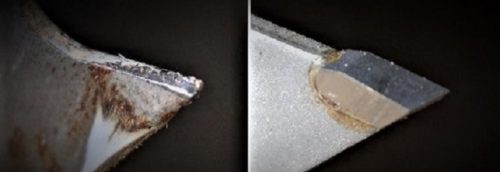
Важно! Если пила из твердосплавного материала используется достаточно долго, то максимальный износ можно заметить на верхней режущей кромке. При детальном осмотре плоскости зуба видно, что сильнее всего страдает передняя поверхность материала.
Способы увеличения срока службы пильных дисков

Углы зубьев для заточки
Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. Для металла это параметр должен быть меньше, чем для дерева.
Твердые напайки имеют большой срок эксплуатации. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.
Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.

В видеоматериале показан пример станка для заточки дисков, сделанного своими руками:
Важные характеристики
Читать также: Каска сварщика со щитком
Внешний диаметр
Наружный, или внешний диаметр диска не должен превышать размеры кожуха циркулярной пилы, иначе его не получится установить на посадочное место. Увеличение параметра приводит к росту глубины пропила. Характеристика варьируется в пределах от 65 до 500 мм.
Посадочный диаметр
Посадочный, или внутренний диаметр — величина отверстия в центре оснастки. Определяет, подойдет ли пильный диск для крепления на шпинделе. Самые популярные размеры: 16, 20, 22, 30 и 32 мм. Но полный диапазон гораздо шире — от 11 до 50 мм.
Производители могут устанавливать на посадочном месте пилы штыри для дополнительной фиксации. В этом случае нужно выбирать диск с соответствующими отверстиями.
Число зубьев
С увеличением количества зубьев снижается скорость обработки, но улучшается чистота реза. И наоборот: чем меньше зубьев — тем быстрее идет работа, но пропил становится все менее аккуратным. У характеристики есть своя классификация, представленная в таблице:
| № | Наименование | Количество зубьев, шт |
| 1 | Большое | 80-90 |
| 2 | Среднее | 40-80 |
| 3 | Малое | 10-40 |
Наклон заточки зубьев
Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:
Стандартный: 5-15°. Универсальная заточка. Подходит для всех видов распила.
Положительный: 15-20°. Идеален для продольного пиления за счет эффекта «захвата».
Отрицательный: от до —5°. Применяется для поперечного реза, не образует сколов.
Толщина диска
Стандартный параметр равен 3,2 мм. Чем тоньше диск, тем сильнее он нагревается и быстрее выходит из строя. Большая толщина гарантирует долгий срок службы оснастки, но замедляет работу. В этом случае растет перерасход материала из-за широкого пропила.
Чертежи и геометрия зубьев
Заточка дисковых пил должна проводиться чётко с соблюдением норм и требований к геометрии зубцов каждого отдельного диска. Чтобы правильно заточить дисковую пилу своими руками, необходимо знать форму зуба и его геометрию.
Прямой зуб
Косой (скошенный) зуб сзади
Косой (скошенный) зуб спереди

Трапециевидный зуб
Конический зуб
Вогнутый зуб
Как заточить: основные методы
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
Станки для заточки дисковых пил, обзор и сравнение
| Модель | LTT MF126A | СЗТП 600Т | LTT MF1263 | Хайтек PP-480Z |
| Размер заточного круга,мм | 100 | 150 | 150 | 480 |
| Мощность, Вт | 370 | 250 | 250 | 380 |
| Диаметр затачиваемых пил, мм | 160-600 | 140-170 | 100-630 | 65-480 |
| Вес, кг | 45 | 50 | 260 | 160 |
| Габариты, мм | 680*480*410 | 700*600*400 | 780*620*1280 | 850*760*1450 |
| Цена, руб | 20786 | 35000 | 185818 | 361649 |

LTT MF126A

СЗТП 600Т LTT MF1263 Хайтек PP-480Z
Как заточить циркуляционный диск с твердосплавными зубьями своими руками
Циркулярная пила считается одним из самых востребованных инструментов в арсенале домашних мастеров. Но постоянно работать одним и тем же диском с разным материалом не всегда получается, да и сам пильный диск, как и любой другой режущий инструмент, требует периодической заточки. А это значит, что нужно знать, когда и, главное, как заточить диск на циркулярку самостоятельно.

Как узнать, что пора заточить диск
При работе с дисковой пилой, независимо от ее назначения, следует понимать — при длительном использовании будет изнашиваться режущая кромка. Процесс этот будет происходить независимо от того, из чего сделана пила и какие напайки на зубьях имеются.
Индикатором того, что режущую часть пора затачивать будут такие признаки:
- При работе потребуется больше усилий для перемещения инструмента — заточенный диск режет материал словно масло, а вот тупому для распила требуется прилагать больше усилий.
- Поперечный и продольный срез получается неровный, имеет рваные края — из-за того что пилу необходимо затачивать зубья не режут, а буквально рвут волокна. Из-за этого даже сильная рука не в состоянии ровно удерживать инструмент и вместо ровной линии будет получаться синусоида.
- Спил дерева будет иметь ярко выраженный обугленный вид — из-за того что зубья не режут, а рвут волокна, устройство будет обугливать срез.
- Опилки получаются мелкими, больше похожими на пыль с оттенком ржаного хлеба — у острого инструмента опилки более крупные с острыми краями.
- Во время работы появляется характерный запах костра — во время обугливания волокон появляется дымок, сам диск сильно нагревается.
- Даже после кратковременной работы чувствуется, что сильно нагревается электродвигатель, требуется больше времени для его охлаждения.
- Визуально можно определить, что зубчики потеряли остроту, а разводка потеряла точность, отдельные элементы имеют разную степень отклонения.
Разновидности пил
Для работы с циркуляркой применяют несколько видов дисковых пил. Для ручных моделей применяются дисковые пилы промышленного производства, кустарные комплектующие встречаются крайне редко. А вот для стационарных циркулярок применяются как фабричные, так и самодельные.
Если брать профессиональный инструмент, то для него используются:
- Пилы с твердосплавными напайками. Для этого чаще всего используется победит — специальная тугоплавкая сталь для режущего инструмента.
- Дисковые пилы с закаленными зубьями.
- Пилы универсального назначения из инструментальной стали.
- Инструмент для работы со специальными материалами — фанерой, пластиком, асбестоцементными плитами и даже камнем.
Каждый из этих видов инструмента имеет свои особенности, как в плане пользования, так и в обслуживании.
Важно! Заточка дисковых пил каждого вида имеет свои особенности, которые не только нужно знать, но и строго соблюдать технологию и последовательность работ.
Геометрия твердосплавных зубьев
Зубья пил, как и цельных из быстрорежущей стали, так и тех, что оснащены твердосплавными напайками имеют специфическую форму. Одни имеют вид равнобедренного треугольника, другие серповидную форму, третьи вообще выполнены как трапеция. Такая форма зубьев отвечает нескольким задачам.
Во-первых, каждая форма имеет несколько поверхностей образующих режущие кромки. Во-вторых, вид зависит от назначения инструмента: мелкий ровный зуб подходит для раскроя листовых тонких материалов, а трапеция подходит для работы с древесиной твердых пород. В третьих, от формы зависит продолжительность использования: трапеция служит дольше, чем прямой или серповидный тип.
Для бытового применения обычно используют диски:
- Зубья прямого типа — для чернового раскроя материала. Основное достоинство быстрый распил материала.
- Наклонные и серповидные зубья — предназначены для работы с тонкими материалами.
- Зубья со скосом, применяются для чистового реза материала.
- Трапециевидный вид — пилы для длительной работы с материалами разной плотности.
- Конусные зубья подходят для чистовой работы с материалами имеющие гладкое, глянцевое покрытие.
Как видно, точить самостоятельно такие диски без знаний технологий заточки очень сложно. Сложнее всего выдержать «правильный» угол, так чтобы на всех зубьях была достигнута и геометрия режущей кромки, и форма самого зуба.
Неправильная заточка диска циркулярной пилы в лучшем случае приводит к тому, что рез получится неровный, с кривыми краями. А в худшем случае из-за появившегося биения придется ремонтировать и саму электропилу.
Определение степени износа
Одним из условий правильной заточки инструмента является определение степени износа зубьев. Самый простой и легкий способ это сравнить две одинаковых пилы — новую, не бывшую в работе и старую, которая нуждается в правке. Достаточно просто наложить диски друг на друга и разница станет очевидной.
Ну а если пилы уже были в использовании, то тогда требуется изготовить шаблон, чтобы выполнить промер каждого из зубьев пилы. Это обязательное условие правки инструмента. Перед тем как заточить диск на циркулярную пилу самостоятельно шаблоном из жести или пластика промеряется каждый зуб и определяется поверхность, которую необходимо обработать для достижения нужного угла режущей кромки.
Совет! В качестве шаблона лучше использовать диски Уральского машиностроительного завода из Екатеринбурга, это самые лучшие пилы соответствующие всем требованиям ГОСТ.
Принцип и угол заточки дисков для циркулярной пилы
Заточка дисковых пил с твердосплавными напайками имеет свои тонкости и особенности технологии. Сама напайка имеет четыре основных плоскости —переднюю, верхнюю и боковые. Углы, образуемые этими плоскостями, представляют собой режущие поверхности.
Основной рабочей поверхностью выступает кромка между верхней и передней поверхностью. Боковые кромки задействуются в основном тогда, когда зубья имеют развод — наклон вправо или влево от оси реза.
Технологически операция заточки выполняется в два этапа:
- Сначала придается форма самому зубу и его поверхностям.
- Потом делает заточка режущей кромки.
При этом, если диск сильно изношен сначала придается нужная форма зубу, выравнивается его передняя и верхняя часть до нужного угла. А потом обрабатываются и боковые, и главная, грани победитовой напайки.

Как заточить пильный диск — правила
Основным моментом в работе с напайками на зубьях выступает точное определение степени износа. Поэтому перед тем как приступить к работе, нужно провести проверку всех без исключения зубьев. Основную помощь в этом окажет шаблон из металла.
Правила заточки можно сформулировать так:
- Если режущая кромка зуба округляется и расстояние между углом шаблона и острием кромки становится 0,1-0,2 мм, то затачивается фронтальная или передняя часть напайки.
- Если кромка закруглилась больше, то снимать нужно не только в передней, но и верхней части напайки.
- Если пила имеет разводку зубьев, то сначала восстанавливается угол наклона, а потом делается восстановление грани.
- Если зубья имеют разные фронтальные углы наклона грани, то сначала делается заточка одного наклона, а потом правится наклон другого угла.
Способы заточки циркуляционных дисков с твердосплавными напайками
Для придания правильного угла режущим кромкам применяется ручной и станочный способы заточки инструмента.
- Для ручного способа используются напильники и надфили.
- Для станочного способа используются заточные диски разной зернистости и формы.
Что касается напильников, то это должен быть инструмент для правки режущего инструмента, а надфили с алмазным напылением.
Как станком заточить диск
Для качественной работы используются заточные станки со специальными приспособлениями. Самый простой можно сделать из болгарки — ее просто нужно закрепить хомутами, а рабочий стол можно сделать из ДСП.
В домашних условиях используют крупнозернистый круг для грубой обработки и придания формы зубу, диск средней зернистости для подготовки режущей кромки. Алмазный для финальной обработки.
Перед тем как заточить диск для циркулярной пилы по дереву, его обезжиривают. Маркером отмечают зуб, с которого начинается заточка и закрепляют на станке. Грани затачивают поочередно, переход к обработке следующей поверхности происходит тогда, когда обработаны все зубья пилы.

Как заточить диск вручную напильником
Для заточки победитовых напаек ручной напильник используется редко. Он малоэффективен, да и выдержать угол заточки режущей кромки при ручной обработке очень сложно.
А вот для заточки стальных пил он вполне пригоден. Заточка, так же как и станком, выполняется после выполнения разводки зубьев. Диск после этого зажимается в тисках между двумя деревянными планками, так чтобы обрабатываемая поверхность находилась горизонтально.
Важно! Рекомендуется перед началом работ маркером обвести контур шаблона на пиле, так чтобы видеть количество металла, которое нужно снять.
Особенности заточки дисков с победитовыми напайками для древесины
Явным признаком того, что пила с напайками требует правки, выступает наличие зазубрин и сколов на зубьях. Основным правилом того, как наточить пильный диск с победитовыми напайками по дереву, выступает необходимость использования корундовых заточных камней и алмазных чашечных дисков.
Такой инструмент обязательно используется на станках с большим числом оборотов. Важно при заточке не перегреть пилу, чтобы припой не потерял свои свойства и напайки остались на своих местах.
Теперь, когда технология работы с пильными дисками раскрыта, можно с уверенностью сказать, что ничего сложного в самостоятельной заточке инструмента нет. Все операции можно освоить, а для работы будет достаточно простого заточного станка и алмазного круга.
Как правильно заточить пильный диск циркулярки
Заточку дисковых пил нужно проводить регулярно, чтобы избежать порчи строительного материала. Мы расскажем, как правильно наточить пильный диск с напайками и без, какое оборудование и инструмент использовать.

Дисковый инструмент для распила древесины всегда пригодится при строительстве. Циркуляционная пила удобна тем, что позволяет быстро раскроить материал при минимальных затратах сил и времени. Что касается качества реза, то можно сказать, что он идеален, но только тогда, когда пила исправна и хорошо заточена. В противном случае работать таким инструментом даже опасно, поэтому следует провести заточку дисковой пилы.
Определить необходимость проведения операции заточки несложно: тупой инструмент режет заготовку некачественно, что сразу бросается в глаза. Здесь есть два варианта: либо отдать диск в мастерскую, что не всегда выгодно в плане временных и денежных затрат, либо заточить дисковую пилу своими руками. Это на первый взгляд может показаться сложным. Но если более детально вникнуть в суть устройства пилы, нетрудно будет выполнить обслуживание инструмента в домашних условиях.

Когда нужно точить дисковую пилу
Есть совершенно определенные признаки, по которым можно судить о состоянии инструмента. Заточка пил необходима тогда, когда явно проявляется следующее:
- Во время работы возникает дым, специфический запах паленой древесины, кожух, прикрывающий зубья пилы, начинает быстро нагреваться.
- При передвижении инструмента вдоль заготовки нужно прикладывать значительные усилия, как бы продавливать пилу вперед.
- После раскроя материала и визуального осмотра пиленой кромки виден черный нагар или много сколов, задиров волокна, выщербленных участков.
- При внимательном осмотре зубьев пилы в увеличительное стекло можно увидеть, что режущие части имеют не острые, а закругленные кромки.

Все это требует немедленного прекращения работ, иначе велик риск порчи материала и износа дисковой пилы до такого состояния, когда заточка ей уже не поможет.
Основные углы заточки дисковых пил
Зуб циркуляционной пилы, который обычно выполнен из твердосплавного металла, имеет сложное строение. У него стандартно присутствуют три режущие кромки, поэтому и затачивать зубья нужно так, чтобы заострить эти кромки. Но главное при заточке соблюсти углы, под которыми плоскости зуба расходятся от кромок, и углы атаки между плоскостью зуба и заготовкой. Последний момент важен для сохранения характеристик пильного диска.
Передняя грань, та, что первая врезается в заготовку по ходу движения пилы, образует с задней гранью основную режущую кромку. Угол, под которым передняя грань встречается с материалом, называется передним углом Y (углом атаки). Угол между задней гранью и передней – углом заострения. Если от 90 градусов отнять передний угол и угол заострения, получится задний угол.
На практике важно соблюсти при заточке эти углы для каждого типа диска. Именно по переднему углу пилы делятся на типы:
- Продольно режущие, где передний угол должен не выходить за пределы 15–25 градусов.
- Поперечно режущие, где допустимо затачивать переднюю грань зуба под углом 5–10 градусов.
- Универсальные диски, которые достаточно легко справляются и с продольным, и с поперечным резом, передний угол у них должен быть выдержан в районе 15 градусов.
Немаловажным является и угол скоса задней и передней плоскостей: чем он острей, тем проще пиле входить в материал, но износ происходит быстрей.
Следуйте правилам! При распиловке твердых пород дерева заточку пил нужно осуществлять так, чтобы угол заострения и угол скоса были как можно меньше (в допустимых пределах). Это увеличивает срок эксплуатации диска до следующей заточки.
Виды разводки зубьев циркулярной пилы
Перед тем как выполнить заточку циркуляционной пилы, нужно проверить, есть ли разводка зубьев. Для этого штангенциркулем замеряют ширину зуба, а затем в заготовке из твердой древесины делают небольшой пропил и замеряют его ширину. Если циркуляционный диск разведен, то пропил должен быть шире, чем зуб. В противном случае зубья пилы необходимо разводить до момента проведения операций по заточке.
Сложность процесса разводки обусловлена необходимостью отводить зубцы в сторону на одинаковое расстояние. Этого можно добиться, применяя заводское приспособление для разводки циркуляционных пил. Каждый зуб нужно начинать разводить с середины его размера. Для разных по плотности древесных материалов степень разводки зубьев должна быть своя, но, не углубляясь в подробности, можно сказать, что на распиловку мягких пород разводят шире, чем на твердые.
Различают три основных способа разводки:
- Разводка зачищающего типа. Этот метод сводится к тому, что зуб через два остается на своем месте без изменения, остальные отклоняют в разные стороны. Такая подготовка пилы хороша для работы с твердотельной древесиной.
- Вариант классической разводки, когда поочередно зубья пилы отводят то вправо, то влево. Этот универсальный способ можно применять практически для всех типов пил.
- Так называемая волнистая разводка, отличительной чертой которой является отведение зубцов не на строго определенное расстояние от центра, а на разные расстояния с отклонением в пределах 0.3–0.7 миллиметров.
Общие правила заточки циркулярной пилы
Чтобы заточить диски для циркуляционной пилы, нужно не допускать их сильного изнашивания, а именно радиус округления резца не должен быть более 0.2 мм. Далее придерживаются таких основных правил:
- Подвергают обработке в первую очередь основные грани, из которых больше изнашивается передняя.
- В крайнем случае, при сильном износе боковых граней, их подправляют.
- За один раз снимают не более 0.15 миллиметров толщины металла пилы.
- При доводке граней электрическим инструментом не допускается перегрев металла, в случае чего его свойства ухудшаются.
- Для обеспечения максимального ресурса жизни пилы, когда ее можно затачивать до 30 раз, следует точить обе грани: и переднюю, и заднюю, – снимая одинаковое количество металла.
- Не допускается заточка пил циркулярки не предназначенными для этого инструментами, например болгаркой и диском для резки металла.
После проведения основных операций заточки можно доработать зубья тонкой наждачкой. Проверка качества заточки инструмента происходит в рабочих условиях. Если все в порядке, раскрой материала будет чистым, гладким, без видимых дефектов и почернений.
Чем можно заточить дисковую пилу
Заточка дисков невозможна без применения специального инструмента. Для этих целей можно использовать:
- Специальные круги для заточки пил, выполненные на основе алмазных абразивов.
- Обычный напильник для заточки пилы, но к нему также нужно иметь тиски для закрепления пилы и деревянный брусок, используемый как направляющая.
- Обработку на профессиональном оборудовании – наиболее быстрый и качественный способ заточки, но требующий больших материальных затрат на приобретение инструмента.

Заточка пил своими руками в домашних условиях
Внимание! Чтобы провести заточку дисковых пил своими руками, желательно иметь определенные навыки работы по заточке инструмента. Если таковых не имеется, хотя бы потренироваться на наждаке, затачивая обычный нож.
Во время работы с диском главное – не испортить режущей поверхности, а это может легко произойти, если рука дрогнет, нарушится угол подачи. Во избежание негативных последствий следует изучить методы заточки, и тогда все получится правильно. Различают ручной метод восстановления режущих элементов дисковой пилы и метод с применением заточного оборудования.
Ручной способ
Самостоятельно заточить зубцы вручную при помощи напильника, чтобы это было качественно, можно в том случае, если они не имеют скоса, то есть поверхность передней грани перпендикулярна поверхности полотна. Процесс выглядит так:
- Из плотной древесины заготавливают брусок сечением где-то 50х50 мм и длиной 100 мм. Стороны бруска должны располагаться строго перпендикулярно друг относительно друга.
- Отмечают маркером любой зуб, который будет отчетным и первым в обработке.
- Пильное полотно зажимают в тисках вместе с брусом таким образом, чтобы передняя грань обрабатываемого элемента была заподлицо и в одной плоскости с поверхностью бруса (брус в этом случае выступает направляющей для напильника).
- Тонкий напильник (его толщина должна позволять свободно вмещаться во впадину между соседними зубьями) прикладывают к обрабатываемой поверхности зуба и одновременно к бруску и методичными движениями вперед и назад проводят заточку.
- Так постепенно натачивают каждый зуб, следя за состоянием бруса и при выработке его поверхности смещая немного плоскость.
Использование станков

С помощью специального станка дисковые пилы точатся очень легко и быстро. Главное – здесь не нужно следить за углом подачи диска. Один раз его выставив, оператор лишь должен перемещать зубья в область обработки и делать легкие прижимы плоскости зуба к вращающемуся алмазному диску.
На таком оборудовании можно проводить заточку дисковых пил с твердосплавными напайками и обычных дисковых пил. Самый простой станок для заточных операций циркуляционных пил имеет такие конструктивные элементы:
- Электропривод с системой крепления заточного диска – это стационарная часть оборудования.
- Подставку, которая перемещается по направляющим, – ее задача подавать полотно пилы в область обработки.
- Фиксатор пильного диска на подставке, который призван удерживать полотно в неизменном положении при его подаче к заточному диску.
Обратите особое внимание! Диски с разными видами зубьев требуют индивидуального подхода к заточке. При скошенном расположении передней грани ее подачу в область обработки выполняют под углом к горизонтали, для чего один край подставки соответственно поднимают.
Если есть дополнительные вопросы по теме заточки пил или вы имеете свой опыт в проведении подобных операций, отзовитесь в комментариях! Нам важны ваши замечания!
Обзор параметров станков для заточки пильных дисков
Все о станках для заточки дисковых пил. Устройство, конструктивные особенности и основные технические характеристики. Виды станков и их классификация. Краткий обзор ценовых групп. Выбор оптимальной конструкции самодельного заточного станка.

Устройства для распиловки древесины круглыми зубчатыми пилами являются самым распространенным видом механизированного дереворежущего оборудования. Для заточки таких дисковых пил применяют специальные станки с вращающимися абразивными кругами. Это довольно сложное оборудование, т. к. у каждого зуба пилы затачиваются несколько режущих поверхностей, расположенных под разными углами, а за один проход снимается не более десятых долей миллиметра. По нормативам радиальная точность окружности, на которой расположены верхние точки режущих зубьев, также составляет десятые миллиметра, а угловые отклонения поверхностей заточки не должны превышать полтора-два градуса.
Из-за технологической сложности и высоких требований к точности такое оборудование довольно дорого. Самый простой вариант станка для заточки циркулярных пил диаметром 400 мм стоит в несколько раз дороже качественного заточного станка для пильных цепей. Большая часть этих устройств рассчитана на заточку режущего инструмента диаметром 400÷600 мм в ручном режиме. Однако на рынке также представлены станки, на которых можно затачивать дисковые пилы диаметром свыше полутора метров, различные полуавтоматы и автоматизированные заточные комплексы с системами ЧПУ.

Общее устройство станка
Заточка круглых пил производится путем кратковременного касания вращающимся заточным кругом режущей плоскости зуба. Соприкосновение абразива и металла выполняется под строго заданным углом, который должен повторяться с высокой точностью для всех зубьев пилы. На практике в зависимости от конструкции станка горизонтальное и вертикальное угловое позиционирование может выполняться поворотом как суппорта с закрепленной на нем пилой, так и приводного блока с заточным кругом. Рабочая подача также имеет различные варианты: подвижным может быть любой из этих углов или же оба вместе.
На рисунке ниже представлен общий вид станка для заточки дисковых пил «Кратон» SBS-600, компоновку которого можно назвать традиционной. На опорной станине станка расположены стойки. На первой смонтированы поворотная точильная головка и электродвигатель, а на второй — ползун с поворотным суппортом, на котором находится устройство фиксации дисковой пилы. Наклон головки устанавливается по шкале, расположенной на ее корпусе, с помощью регулятора и фиксируется зажимным винтом.

Ползун может перемещаться по двум цилиндрическим направляющим, которые рукояткой поворачиваются в обе стороны относительно нулевой точки шкалы на неподвижной стойке. Закрепленный на ползуне суппорт с зажимным устройством также имеет шкалу, предназначенную для отсчета поворотов вправо и влево. Подача и отвод пилы производятся рукояткой суппорта, а поворот на следующий зуб — вручную, с расфиксацией и повторной фиксацией прижима.
Виды станков для заточки дисковых пил
- предельный диаметр диска пилы;
- ориентацию рабочих органов;
- конструкцию механизмов позиционирования диска пилы и абразивного круга;
- показатели по диапазону и точности заточных углов.
Самыми распространенными являются станки, предназначенные для пил диаметром 400÷600 мм, с горизонтальной ориентацией суппорта и устройства крепления диска пилы. Оборудование, на котором затачивают пилы больших диаметров, имеет вертикальную ориентацию, причем привод со шлифовальным кругом располагается в верхней части, и его движение во время работы происходит сверху вниз.
В заточных станках для дисковых пил используется несколько наиболее распространенных компоновок, в основу которых положена подвижность или статичность рабочих органов и механизмов в процессе выполнения процесса заточки. Базовыми являются три основных типа, хотя встречаются и их разновидности и различные комбинации:
- Привод с абразивным диском неподвижен. Подача выполняется путем перемещения суппорта с пилой.
- Устройство фиксации пилы неподвижно. Рабочим органом является перемещаемая головка с приводом и заточным кругом.
- Подвижны как суппорт с закрепленной на нем пилой, так и узел с абразивным диском.

Во всех трех случаях наклон зуба пилы относительно торца абразива может быть реализован как на подвижном, так и на неподвижном функциональном узле. Точность позиционирования и угла наклона зависит от конкретной модели станка. По нормативу для дисковой пилы Ø400 мм отклонение линейных размеров заточенного зуба должно быть в пределах 0.2÷0.15 мм, а углов его режущих кромок — не более полутора-двух градусов.
На какие технические характеристики станков обращать внимание
Первый параметр, на который необходимо обратить внимание при выборе станка для заточки зубьев пильных дисков, — это предельные размеры диаметра пилы (минимальный и максимальный). Важным показателем, который также относится к геометрии дисковых пил, является величина посадочного отверстия.
Многие (но не все) поставщики оборудования комплектуют свои станки набором переходных втулок трех-четырех размеров. Если в выбранном вами станке их не будет, скорее всего, придется какие-то из них покупать или заказывать в токарной мастерской.
Еще один значимый параметр — это углы заточки, которые зависят от углов поворота абразивного круга и суппорта с зафиксированным на нем диске пилы. Если не предполагаются специальные виды заточки (например, трапециевидных зубьев), то вполне довольно стандартное значение – 30º. Для заточки скошенных зубьев необходимо, чтобы у станка была реализована возможность наклона абразивного круга под углом 15º.
Кромка заточного круга должна иметь линейную скорость резания порядка 10–15 м/с (зависит от типа абразива), поэтому его диаметр определяется производителем в соответствии с частотой вращения привода (или наоборот: электродвигатель подбирается исходя из размеров стандартного круга). Поэтому анализировать этот показатель почти бессмысленно. Здесь важен другой момент: насколько распространены и доступны по цене заточные круги, используемые в выбираемой модели. Ведь абразивные диски — это расходный материал, а стоят они недешево.

Мощность привода не имеет большого значения, т. к. за один проход снимается толщина всего в несколько десятых миллиметра.
Тем не менее, следует отметить, что в паспортах станков значение скорости вращения указывается для холостого хода, а при недостаточной мощности во время соприкосновения абразива с металлом электродвигатель может замедляться.
Особенности конструкции и функционирования станка, а также удобство его эксплуатации лучшего всего анализировать по видеороликам, которые владельцы различных (часто самых популярных) моделей выкладывают на YouTube. А ответы на более узкие вопросы можно получить на профильных форумах.
Недорогие станки от 5 до 30 тыс. рублей
Станки среднего диапазона от 30 до 150 тыс. рублей
Средний ценовой диапазон заточных станков для дисковых пил включает в себя оборудование как китайского, так и российского производства. Среди них обращает на себя внимание модель УЗС-2, которая имеет вертикальную компоновку и предназначена для работы с дисковыми пилами большого диаметра (до 1200 мм). У всех этих станков предусмотрена возможность обработки косых зубьев наклонным абразивным кругом.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | MF 126A | 600 | 370 | 45 | ручное | 33 000 |
| 2 | УЗС-2 | 1200 | 550 | 80 | ручное | 36 000 |
| 3 | CЗТП-600Т/600 ТМ | 70 | 250 | 55 | ручное | 50 000 |
| 4 | ТчБК | 560 | 370 | 130 | ручное | 110 000 |
Профессиональное оборудование от 150 тыс. до 1.5 млн рублей
Профессиональные заточные станки предназначены для использования в ремонтных цехах крупных лесопильных предприятий или сервисными компаниями, специализирующимися на работе с таким инструментом. Все они оснащены промышленными контроллерами с возможностью выбора программы обработки определенной модели пильного диска.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | MF1263 | 630 | 300 | 260 | автомат | 165 000 |
| 2 | Unimac 600А 288 000 | 630 | 300 | 250 | п/автомат | 288 000 |
| 3 | GRIGGIO GA U5 | 400 | 560 | 115 | п/автомат | 451 000 |
| 4 | OS-2M | 1500 | 1 100 | 270 | п/автомат | 525 000 |
| 5 | OTOMAT-96 | 750 | 1 000 | 850 | автомат | 1 500 000 |
Как сделать станок для заточки пил своими руками
В большинстве своем народные умельцы не ставят целью создать полноценный самодельный станок, предназначенный для различных диаметров и видов дискового инструмента. Как правило, ими собирается самое простое приспособление из подручных средств, предназначенное только для заточки собственных пил, которых у них чаще всего не более двух-трех разновидностей.
Причем затачивается обычно только передний угол пилы, а все доработки своего детища они производят по мере появления проблем и возникновения новых потребностей.
В Интернете предлагают за небольшие деньги приобрести чертежи заточного станка для дисковых пил, который выглядит вполне профессионально (см. фото ниже).

Судя по внешнему виду, многие детали для него нужно заказывать на стороне, причем с токаркой и фрезеровкой. На практике (есть видеоролик на YouTube) полный цикл обработки на таком станке одного зуба с переходом на другой занимает не менее 30 секунд. Для сравнения можно посмотреть скорость заточки на самоделках в видеороликах ниже.
Одно из самых распространенных решений при изготовлении самодельного заточного станка (в том числе и у зарубежных мастеров) — это использование платформы из толстой фанеры, которая по направляющим вместе с пилой надвигается на обычное электроточило с заточным кругом.
В видеоролике ниже показана именно такая конструкция, в которой использованы мебельные направляющие для выдвижных ящиков.
Это устройство изначально сориентировано на заданный угол заточки, а глубина подачи в нем выставляется двумя упорами. Позиция зуба после поворота фиксируется храповым механизмом, который в этой самоделке является самым сложным узлом.
Ниже еще один ролик с самодельным станком, сделанным по тому же принципу. Обратите внимание на скорость установки и заточки.
Другой пример относится к изделию, которое народный умелец собрал в полном смысле этого слова из металлолома. Кроме переходника на вал двигателя и тарельчатого алмазного круга, в этом станке все остальные детали изготовлены из вторчермета. Выглядит станок неказисто и несколько неустойчив, что признает и сам автор. Однако его универсальность впечатляет, да и используется он для профессиональных целей (похоже, что установлен в пилоточке при пилораме).
Пользоваться такой конструкцией без определенных навыков наверняка неудобно, но ее создатель судя по всему является профессиональным заточником.
Все, кто точит дисковые пилы своими руками, никогда не упоминают о заточке задней кромки, хотя на фабричных станках всегда указываются предельные углы для обеих кромок. Это особенности пил, которые они используют, или просто упрощенный подход к нормативной технологии? Интересно узнать ваше мнение по этому вопросу. Напишите, пожалуйста, что вы думаете об этом в комментариях к данной статье.
Что нужно знать при заточке дисковых пил с твердосплавными напайками


Заточку дисковой пилы следует осуществлять только при возникновении в этом соответствующей необходимости. Распознать наступление такого момента можно по двум четким признакам. В особенности, проведение срочного затачивания дисковой пилы по дереву необходимо:
- При регулярном возникновении сильного нагрева на предохранительном кожухе пилы в области электродвигателя. В некоторых случаях при таком повышении температурных показателей под кожухом выделяется дым.
- При сильном надавливании на инструмент для получения хорошего распила в процессе обработки материала.
- Если появляются темные отметины, следы нагара на древесине и характерный запах горелого дерева. Это возникает в следствие того, что зубцы пил затуплены.

Как определить износ?
Проверка дисковой пилы на износ – это важный вопрос, которому следует уделить особое внимание. Глубокие повреждения приводят к невозможности заточить круг. Существует три основных признака, по которым можно понять, что пилу нужно наточить или заменить:
- Сильный нагрев защитного кожуха и образование дыма. Циркулярная пила обладает особым кожухом, который сигнализирует о том, что пила затупилась посредством нагрева. В особо тяжёлых ситуациях из него может появиться дым.
- Иногда устройство пилы предполагает механическую подачу (если нужно собственноручно регулировать силу нажима). В такой ситуации износ можно заметить, если нажим приходится усиливать.
- Если при распиливании древесины на заготовке образуется нагар и сильный неприятный запах.
Все ситуации, которые описаны выше, говорят пользователю о том, что устройство пора затачивать.
Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.

В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.





Методы обработки дисковых полотен

Чтобы сформировать режущую кромку, подходит любой заточной станок, где конструкция оборудования не имеет большого значения. Конечно, углы заточки дисковых плит с твердосплавными напайками более точно получаются на специализированном оборудовании. Однако его стоимость очень высока, поэтому используют обычный точильный станок, у которого имеется возможность изменять наклон корундового диска.
Принцип и угол заточки дисков для циркулярной пилы
Рабочая часть циркулярной пилы затачивается на 4 главных углах заточки. Они относятся к основным техническим параметрам режущего диска, также как и тип формы режущих зубьев.
Стоит отметить, что все зубья циркулярной пилы характеризуются передними (γ), задними (α) углами, а также углом среза передней и задней поверхности (ε1 и ε2). Значение каждого указанного угла должно соответствовать назначению распиливающих устройств, распиливаемых материалов и направлению пиления.

В особенности, пила для продольного распила затачивается под довольно большими передними углами (15° — 25°).
Показатели заточек передних углов для поперечных видов пропила находятся в пределе 5° — 10°. Универсальные варианты, применяемые для обработки материалов по всем видам направления, стандартно затачивают под 15°.
При этом на значение указанного угла также оказывает влияние то факт, какой твердостью обладают разрезаемые объекты. Их величина имеет строгую зависимость: при большей твердости материала, который подвергается распилу, режущие зубья должны быть менее заострены.
Согласно главного принципа заточки зубьев на твердосплавном пильном диске важно учитывать, что при длительных эксплуатация самые значительные процессы износа происходят на верхних режущих кромках. В итоге при интенсивном использовании их линии могут округляться до 0,3 мм и больше. Касательно плоскостей зубьев стоит отметить, что наибольший износ происходит на передних поверхностях.

При правильном затачивании режущего элемента должны обеспечиваться такие формы режущих кромок, при которых радиус их скруглений не будет превышать значения в 0,2 мм. В связи с этим рекомендуется выполнять параллельное стачивание металла на передних и задних плоскостях зубьев. Применение такого способа считается наиболее целесообразным. Можно выполнять заточку только одной передней плоскости, но в таких случаях на выполнение данной операции требуется больше временных затрат. Кроме того, произойдет более быстрое стачивание зубьев, поскольку возникает необходимость в стачивании большего слоя металла с передних поверхностей.
Стандартный слой для стачивания металла является значение в 0,05-0,15 мм.
Способы увеличения срока службы пильных дисков

Углы зубьев для заточки
Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. Для металла это параметр должен быть меньше, чем для дерева.
Твердые напайки имеют большой срок эксплуатации. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.
Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.

В видеоматериале показан пример станка для заточки дисков, сделанного своими руками:
Как заточить дисковую пилу своими руками
Заточить пилу в домашних условиях можно совершенно самостоятельно. Для этих целей нет необходимости посещать мастерскую для использования специализированного точильного станка или приобретать его. Он довольно дорогостоящий, а для заточки используется в редких случаях, если вы конечно не планируете использовать его в крупных производственных целях.
Но удерживать пильные диски в руках в процессе заточки зубьев шлифовальным кругом — не самое лучшее решение. Циркулярные диск — это не сверло, она гораздо габаритней. Никакая твердость рук и отменный глазомер не позволит, сделать заточку так, чтобы режущие элементы были достаточно острыми и пригодными для эффективного использования. Для этого нужно предусмотреть самое простое фиксирующее приспособление.
Для удержания зубчатого циркулярного круга в нужном положении касательно плоскости точильного инструмента, можно использовать самую обыкновенную плоскую подставку.
Положение ее поверхности должно соответствовать уровню осей на заднем диске. Размещение зубчатого круга осуществляет на подставке так, чтобы затачиваемая плоскость зуба была перпендикулярна к полотнам пильного диска. Чтобы заточить скошенные зубья по передним и задним поверхностям нужно предусмотреть подвижные шарниры в данном приспособлении.

Но в таких случаях довольно сложно выдерживать одинаковые величины переднего и заднего угла заточки инструмента. Для устранения данной проблемы, необходимо выполнить жесткую фиксацию центра пилы согласно нужного положения по отношению к точильному кругу. Выполняется это при помощи пазов для оправки, которая монтируется на подставку с размещением на ней затачиваемых пил, либо посредством установки на подставку специального упора, который закрепит пильный диск согласно требуемого угла к абразивному камню.
Если придерживаться всех требований, которые предъявляются к затачиванию твердосплавной циркулярной пилы, то этот инструмент будет работать максимально эффективно на протяжении длительного периода времени.
Геометрия режущих элементов
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.
Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.

Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке. Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.

Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.

Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
- Движение заготовки по рабочему столу при раскрое происходит с применением большого физического усилия;
- По линии распила наблюдаются трещины и сколы;
- Во время работы происходит перегрев двигателя;
- В воздухе ощущается запах гари;
- Материал горит, что проявляется в виде темных участков по линии пропила.
При обнаружении какого-либо из этих признаков необходимо срочно приступать к заточке дисковых пил своими руками. Также до проведения работ можно проконтролировать остроту пилы, ориентируясь на тактильные ощущения или визуально при помощи увеличительного стекла. Допустимый радиус округления режущего угла должен соответствовать величине в 0.1-0.2 мм. Проводя распил больших заготовок, изнашиваются все рабочие кромки.
Заточка при помощи станка
Если есть возможность приобрести специальный станок, то рассматриваемый процесс можно провести с максимальным показателем эффективности. Подобное приспособление имеет компактные размеры, его можно использовать в домашних условиях.
Особое внимание уделяется выбору абразивного круга. В этом случае отметим нижеприведенные нюансы:
- Твердосплавный диск сложно заточить.
- При выборе следует обращать внимание на круги из эльбора, с алмазной крошкой или с зеленого карбида кремния.

Станок Энкор Корвет 472

Станок электрический СЗТП 600Т
Процесс заточки при использовании профессионального оборудования очень прост. Крепление диска происходит при помощи специального фиксатора. Он создан с расчетом конструктивных особенностей круга. Особое внимание уделим тому, что при применении специальных станков очень просто провести заточку дисковых пил с выдерживанием необходимых показателей. При этом погрешность минимальна. Это связано с тем, что конструкция имеет специальный измеритель показателя угла. Для того чтобы не ошибиться на момент проведения работы с тем, какие зубья были уже подверглись обработке, следует при помощи маркера пометить начальную точку.
Профессиональное оборудование от 150 тыс. до 1.5 млн рублей
Профессиональные заточные станки предназначены для использования в ремонтных цехах крупных лесопильных предприятий или сервисными компаниями, специализирующимися на работе с таким инструментом. Все они оснащены промышленными контроллерами с возможностью выбора программы обработки определенной модели пильного диска.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
| 1 | MF1263 | 630 | 300 | 260 | автомат | 165 000 |
| 2 | Unimac 600А 288 000 | 630 | 300 | 250 | п/автомат | 288 000 |
| 3 | GRIGGIO GA U5 | 400 | 560 | 115 | п/автомат | 451 000 |
| 4 | OS-2M | 1500 | 1 100 | 270 | п/автомат | 525 000 |
| 5 | OTOMAT-96 | 750 | 1 000 | 850 | автомат | 1 500 000 |
Необходимые инструменты
Своими руками диски для циркулярной плиты можно заточить только при наличии специальных инструментов. Также есть станок, который позволяет автоматизировать процесс, сделать его более эффективным.
Для проведения работы по заточке диска своими руками можно использовать нижеприведенные инструменты:
- монтажные тиски;
- напильник;
- брусок из дерева.
Также можно использовать заточной станок для дисковых пил, для которого не нужны вышеприведенные инструменты.
Когда нужно проводить работу по восстановлению дисковых пил?
Довольно важным вопросом можно назвать определение того, когда должна быть проведена заточка дисковых пил. Сильный износ может привести к отсутствию возможности проведения подобной работы. Можно выделить три четких сигнала, которые определяют необходимость проведения заточки диска циркулярной пилы:
- Появление дыма, нагревание защитного кожуха. Приспособление, как правило, имеет специальный защитный кожух, который может нагреваться, если диск затупился. Также следует отметить, что в особых случаях происходит появление дыма вследствие сильного нагрева зоны резания.
- Также при механической подаче, когда нажим регулируется своими руками, следует придавать большое усилие для получения необходимого результата.
- При обработке древесины или другого материала в зоне резания появляются следы нагара и соответствующий запах.
В вышеприведенных ситуациях рекомендуется проводить заточку диска циркулярной пилы.
Читайте также: