Угол скалывания для вязких металлов равен
От чего зависит формирование стружки способы формирования стружки
Процесс резания (стружкообразования) является сложным физическим процессом, сопровождающимся большим тепловыделением, деформацией металла, износом режущего инструмента и наростообразованием на резце. Знание закономерностей процесса резания и сопровождающих его явлений позволяет рационально управлять этим процессом и изготовлять детали более качественно, производительно и экономично. При резании различных материалов образуются следующие основные типы стружек (смотри рисунок): сливные (непрерывные), скалывания (элементные) и надлома.
Сливная стружка — а) образуется при резании пластических металлов (например, мягкой стали, латуни) с высокими скоростями резания и малыми подачами при температуре 400-500°С. Образованию сливной стружки способствуют уменьшение угла резания (при оптимальном значении переднего угла) и высокое качество смазочно-охлаждающей жидкости.
Стружка скалывания — б) состоит из отдельных элементов, связанных друг с другом и имеет пилообразную поверхность. Такая стружка образуется при обработке твердой стали и некоторых видов латуни с малыми скоростями резания и большими подачами. С изменением условий резания стружка скалывания может перейти в сливную и наоборот.
Стружка надлома — в) образуется при резании малопластичных материалов (чугуна, бронзы) и состоит из отдельных кусочков.
Режущий инструмент деформирует не только срезаемый слой, но и поверхностный слой обрабатываемой детали. Деформация поверхностного слоя металла зависит от различных факторов и ее глубина составляет от сотых долей миллиметра до нескольких миллиметров. Под действием деформации поверхностный слой металла упрочняется, увеличивается его твердость и уменьшается пластичность, т. е. происходит так называемый наклеп обрабатываемой поверхности. Чем мягче и пластичнее обрабатываемый металл, тем интенсивней процесс образования наклепа. Чугуны обладают значительно меньшей способностью к упрочнению, чем стали. Глубина и степень упрочнения при наклепе увеличиваются с увеличением подачи и глубины резания и уменьшаются с увеличением скорости резания. При работе плохо заточенным инструментом глубина наклепа примерно в 2-3 раза больше, чем при работе остро заточенным инструментом. Применение смазочно-охлаждающей жидкости значительно уменьшает глубину и степень упрочнения поверхностного слоя.
При обработке металлов, особенно пластичных, в непосредственной близости к режущей кромке резца на переднюю поверхность резца налипает обрабатываемый материал, образуя металлический нарост, имеющий клиновидную форму и по твердости в 2-3 раза превышающий твердость обрабатываемого материала. Являясь как бы продолжением резца, нарост (рисунок слева) изменяет геометрические параметры резца (δ1 90м/мин для твердосплавного инструмента. Поэтому при этих скоростях не рекомендуется производить чистовую обработку. С увеличением подачи нарост увеличивается, поэтому при чистовой обработке рекомендуется подача 0,1-0,2 мм/об. Глубина резания существенного влияния на размеры нароста не оказывает. Для уменьшения нароста рекомендуется уменьшать шероховатость передней поверхности режущего инструмента, по возможности увеличивать передний угол γ (например, при γ=45° нарост почти не образуется) и применять смазочно-охлаждающие жидкости. При черновой обработке образование нароста, напротив, благоприятно сказывается на процессе резания.
Процесс стружкообразования. Классификация стружки
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Процесс резания (стружкообразования) является сложным физическим процессом, сопровождающимся большим тепловыделением, деформацией металла, износом режущего инструмента и наростообразованием на поверхности инструмента. Знание закономерностей процесса резания и сопровождающих его явлений позволяет рационально управлять этим процессом и изготовлять детали более качественно, производительно и экономично.
При резании различных материалов образуются следующие стружки (рис. 2.6): сливные (непрерывные), скалывания (элементные) и надлома.
Сливная стружка (рис. 2.6, а) образуется в процессе резания пластичных металлов (например, мягкой стали, латуни) при высокой скорости резания, малых подачах и температуре 400. 500 °С. Образованию сливной стружки способствует уменьшение угла резания δ (при оптимальном значении переднего угла γ) и высокое качество СОЖ (смазочно-охлаждающая жидкость). Угол резания δ= 90° — λ = α + β, где α — задний угол резания; β — угол заострения.
Стружка скалывания (рис. 2.6,5) состоит из отдельных связанных один с другим элементов и имеет пилообразную поверхность. Такая стружка образуется в процессе резания твердой стали и некоторых видов латуни при малой скорости резания и больших подачах. При изменении условий резания стружка скалывания может перейти в сливную, и наоборот.
Стружка надлома (рис. 2.6, в) образуется при резании мало- пластичных материалов (чугуна, бронзы) и состоит из отдельных кусочков.
Режущий инструмент деформирует не только слой, но и поверхностный слой обрабатываемой детали. Деформация поверхностного слоя металла зависит от различных факторов, ее глубина составляет от сотых долей до нескольких десятых долей миллиметра. Под действием деформации поверхностный слой металла упрочняется, увеличивается его твердость и уменьшается пластичность, т.е. происходит так называемый наклеп обрабатываемой поверхности.
Чем мягче и пластичнее обрабатываемый металл, тем интенсивнее процесс образования наклепа. Чугуны обладают значительно меньшей способностью к упрочнению, чем стали. Глубина и степень упрочнения при наклепе возрастают с увеличением подачи и глубины резания и уменьшаются с увеличением скорости резания. При работе плохо заточенным инструментом глубина наклепа примерно в два-три раза больше, чем при работе острозато- ченным инструментом. Применение СОЖ (смазочно-охлаждающая жидкость) значительно уменьшает глубину и степень упрочнения поверхностного слоя.
При обработке металлов и, особенно, пластичных материалов (например, резцом) в непосредственной близости к режущей кромке резца на его переднюю поверхность налипает обрабатываемый материал, образуя металлический нарост. Этот нарост имеет клиновидную форму, а его твердость в два-три раза превышает твердость обрабатываемого материала. Являясь «продолжением» резца, нарост (рис. 2.7) изменяет геометрические параметры резца (δ1 90 м/мин. На этом основании не рекомендуется производить чистовую обработку на этих скоростях.
С увеличением подачи нарост увеличивается, поэтому при чистовой обработке рекомендуется подача 0,1. 0,2 мм/об. Глубина резания существенного влияния на размеры нароста не оказывает.
Для уменьшения нароста рекомендуется уменьшать шероховатость передней поверхности режущего инструмента, по возможности, увеличивать передний угол лезвия γ (например, при γ= 45° нарост почти не образуется) и применять СОЖ. При черновой обработке образование нароста, напротив, благоприятно сказывается на процессе резания.
Привет студент
Процесс образования стружки
Первые исследования процесса образования стружки были сделаны И. А. Тиме; они относятся к 60-м годам минувшего столетия и до сих пор не утратили своей ценности. Работы И. А. Тиме были расширены и развиты К. А. Зворыкиным (1899 г.) и другими русскими исследователями.
Рассмотрим процесс образования стружки.
Закрепив металлический брусок 1 (фиг. 403, а) и установив резец 2 на определенную глубину t, приложим к резцу силу Р по направлению, параллельному поверхности бруска 1.
Резец под действием силы Р при перемещении врезается в обрабатываемый металл и сжимает часть металла. При этом сжатии возникает скалывающее напряжение в плоскости, параллельной к определенному направлению аа. Когда это напряжение достигает определенного значения, происходит скалывание элемента 1 (фиг. 403, 6 и в). При дальнейшем перемещении резца происходит скалывание элемента 2, затем 3, 4 и т. д.
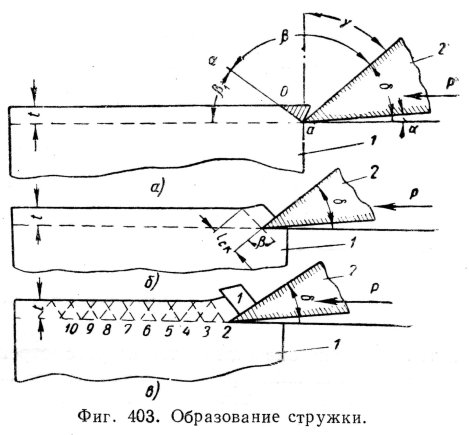
В процессе резания вязких металлов отдельные элементы стружки под действием больших давлений сцепляются между собой, образуют непрерывную стружку, гладкой стороной обращенную к резцу и шероховатой наружу. При обработке хрупких металлов такого соединения между элементами стружки не наблюдается, и стружка отделяется от обрабатываемого образца в виде отдельных кусков.
Угол в между передней гранью резца и плоскостью аа называется углом действия.
Исследованиями Тиме установлено, что сумма углов действия р и резания о есть величина приблизительно постоянная и для различных металлов колеблется в пределах от 145 до 150°. При этом сумма указанных углов получалась приблизительно равной следующим величинам: ß + б = 145° при б = 45°, ß + б = 150° при б = 75°.
Угол ß1, образованный плоскостью скалывания и направлением движения, резца, называется углом скалывания.
Виды стружки. Все разнообразие видов стружки можно объединить в следующие основные виды: 1) стружка надлома, 2) стружка скалывания или элементная, 3) ступенчатая стружка и 4) сливная стружка.
Различия между приведенными типами стружки обусловлены следующими: признаками.
1. Стружка надлома получается при резании твердых и хрупких металлов. При врезании резца нельзя обнаружить заметных пластических деформаций стружки, которая вырывается кусками неправильной формы. Обрабатываемая поверхность получается шероховатой. Сама стружка со стороны, обращенной к резцу, получается неровной и неправильной формы. Стружка надлома может быть получена также при обработке и вязких металлов, если обработку вести с малым углом резания и с небольшой скоростью резания (фиг. 404, а).
2. Стружка скалывания (фиг. 404, б) образуется при обработке твердых. и недостаточно вязких металлов. Внешне она отличается от стружки надлома тем, что элементы ее между собой на некоторой длине соединены в виде ленты с шероховатостью на наружной части и более ровной поверхностью на передней части резца.
Ленты стружки скалывания имеют различную форму и состоят из отдельных элементов, механически связанных между собой в процессе их деформации и перемещения. Иногда может получаться стружка, состоящая из отдельных элементов, которые между собой настолько слабо связаны, что достаточно легкого прикосновения, чтобы они отделились друг от друга. Такая стружка скалывания называется элементной. Обработанная поверхность при стружке скалывания получается значительно более чистой, чем при стружке надлома.
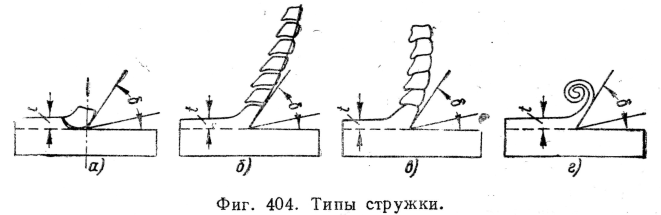
3. Стружка ступенчатая (фиг. 404, в) получается при обработке металлов средней твердости при небольшой глубине резания и при хорошо заточенном резце. С внешней стороны стружка имеет шероховатую, в виде ступеней, поверхность, а со стороны резца гладкую поверхность; элементы стружки соединены между собой.
4. Сливная стружка (фиг. 404, г) получается при обработке вязких или весьма мягких металлов, как, например, медь, олово, свинец, мягкая сталь и т. п. Внешне она отличается от рассмотренных выше форм стружки тем, что имеет вид спирали, при этом элементы ее между собой не разделены и почти не заметны. Шероховатость у этой стружки наблюдается только на внешней стороне, т. е. в вогнутой части, а со стороны резца она имеет гладкую поверхность.
Сливную стружку можно получить также при обработке и не очень вязких металлов, если резание производить при небольшой глубине и при малом угле.
В процессе образования стружки ее элементы получают трапециевидную форму; при этом большее основание трапеции располагается со стороны передней грани резца. Вследствие этого стружка, представляющая собой совокупность ряда таких элементов, не получается прямолинейной, а завивается, отступая от передней грани резца. Такое формообразование стружки называют завыванием.
Коэфициент усадки. В процессе образования стружки наблюдается укорачивание стружки по длине и разбухание по ширине; это явление очень заметно при обработке вязких металлов и мало заметно при обработке хрупких; оно называется усадкой стружки. Величина усадки характеризуется коэфициентом усадки и обозначается через К.
Обозначая через l0 длину элемента снятого слоя металла, а через l — длину полученного при этом элемента стружки, из чертежа, приведенного на фиг. 405, можно получить значение К:
Подставляя в эту формулу значение ß и ß1 (из равенства ,ß + б = 145° при б = 45° и ß + б = 150° при б = 75°), при б = 45° получим
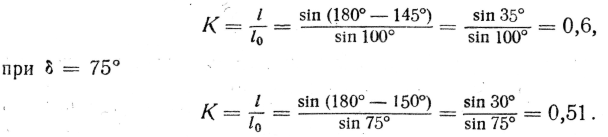
Из приведенных выше расчетов следует, что с увеличением угла резания б коэфициент усадки уменьшается.
Наклеп металла при резании. В процессе обработки резанием слой металла, прилегающий к обрабатываемой поверхности, приобретает наклеп. Глубина наклепанного слоя зависит главным образом от геометрической формы резца, режима резания и свойств обрабатываемого материала; для вязких материалов она больше, чем для хрупких.
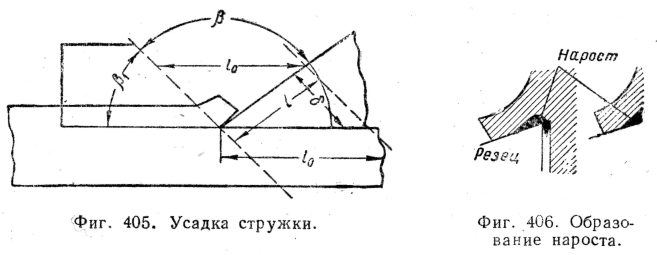
Нарост. В процессе резания металла на передней грани резца вблизи режущей кромки возникает нарост, состоящий из частиц обрабатываемого металла. Иногда высота такого нароста достигает нескольких миллиметров. Структура нароста существенно отличается от структуры обрабатываемого материала. Твердость материала нароста может достигать такой величины, что нарост сам может резать металл, из которого он образовался. Схема образования нароста показана на фиг. 406. Нарост уменьшает угол резания, если он больше 60°, предохраняет резец от нагрева и увеличивает его стойкость. Нарост отрицательно влияет на качество обрабатываемой поверхности, делая ее более шероховатой. Нарост появляется преимущественно при обработке вязких металлов. Замечено, что нарост возникает при некоторых средних скоростях резания. При малых и больших скоростях резания нарост имеет пониженное значение и уменьшается с увеличением переднего угла. Применение смазочноохлаждающих жидкостей уменьшает нарост.
Процесс образования стружки
В машиностроении обработка металлов резанием осуществляется различными режущими инструментами , отличающимися между собой по форме и размерам. Но принцип работы и снятие срезаемого слоя у всех видов режущих инструментов одинаков. Проследим его на примере работы токарного резца. Головка резца представляет собой клин, который под действием приложенной к нему внешней силы Р вдавливается в металл и, срезая с него слой, превращает срезаемый слой в стружку ( рис. 253 ). При этом имеют место деформации: упругая, пластическая, а затем— разрушение. При обработке пластического металла (стали, меди, латуни и т. п.) наибольшее место занимает пластическая деформация.
В процессе образования стружки на внешней стороне срезаемого слоя происходят следующие фазы стружкообразования:
Рис. 253. Схема процесса образования стружки.
В процессе резания металлов и стружкообразования происходят сложные физические процессы, сопровождающиеся многими внутренними и внешними явлениями.
Образование и скалывание элемента стружки в процессе резания происходит при больших напряжениях, соответствующих пределу прочности данного металла.
Научное обоснование явлений, происходящих при резании металлов, было впервые выполнено в России. Опубликованные профессором Петербургского горного института И. А. Тиме труды «Сопротивление металлов и дерева резанию» в 1870 г., а затем «Мемуар о строгании металлов» в 1877 г. Были переведены на французский и немецкий языки. После этого И. А. Тиме был признан основоположником науки о резании металлов. Профессор И. А. Тиме установил, что скалывание элементов стружки происходит по поверхности, названной им плоскостью скалывания, а угол ψ (рис. 253), определяющий положение этой плоскости, он назвал углом скалывания. Величина угла скалывания ψ для всех вязких металлов постоянная, равная 145 — 150°; она не зависит от положения передней поверхности резца.
Деформации металла в срезаемом слое происходят между плоскостью скалывания и передней поверхностью резца в пределах угла η, названного И. А. Тиме углом действия.
Глубокие и обширные исследованиями стружкообразования были проведены русским ученым А. Г. Усачевым в 1908 г.
Деформациям срезаемого слоя сопутствует ряд физических явлений: усадка стружки, появление опережающих трещин и нароста на резце, теплообразование и нагрев материала, трение и сопутствующий ему износ, возникновение вибраций.
В результате удаления срезаемого слоя с обрабатываемой поверхности образуются три вида стружки: скалывания, сливная и надлома.
Стружкой скалывания ( рис. 254, а ) называют стружку, элементы которой остаются соединенными между собою, образуя сплошную ленту с гладкой внутренней стороной, примыкающей к передней поверхности резца, и наружной стороной с зазубринами в местах скалывания отдельных элементов. Сливной стружкой ( рис. 254, б ) называют стружку, у которой отсутствуют зазубрины на внешней стороне. Стружкой надлома называют отдельные элементы неопределенной формы ( рис. 254, в ), не соединенные между собой, получающиеся при обработке хрупких металлов (чугун, фосфористая бронза и др.). Вид получающейся стружки зависит от качества обрабатываемого металла, режимов резания, геометрии режущего инструмента. Однако следует отметить, что при обработке одного и того же пластичного или хрупкого металла могут получиться все виды стружек, так как пластичность и хрупкость являются состоянием вещества, а не его свойствами.
Рис. 254. Виды стружек: а — скалывания; б — сливная; в — надлома.
Усадкой стружки называют ее укорочение и утолщение по сравнению с длиной и шириной срезанного слоя вследствие пластических деформаций обрабатываемого металла. Величина усадки стружки является одним из приближенных способов оценки деформации обрабатываемого материала:
где К — усадка стружки; L0 — путь резца в теле заготовки; L — средняя длина стружки.
Как видно, величина усадки показывает, во сколько раз укоротился снятый слой металла и характеризует пластичность металла, т. е. его способность претерпевать под действием силы большие или меньшие пластические деформации. Чем пластичнее металл, тем больше величина усадки.
Процесс образования стружки
В машиностроении обработка металлов резанием осуществляется различными режущими инструментами , отличающимися между собой по форме и размерам. Но принцип работы и снятие срезаемого слоя у всех видов режущих инструментов одинаков. Проследим его на примере работы токарного резца. Головка резца представляет собой клин, который под действием приложенной к нему внешней силы Р вдавливается в металл и, срезая с него слой, превращает срезаемый слой в стружку ( рис. 253 ). При этом имеют место деформации: упругая, пластическая, а затем— разрушение. При обработке пластического металла (стали, меди, латуни и т. п.) наибольшее место занимает пластическая деформация.
В процессе образования стружки на внешней стороне срезаемого слоя происходят следующие фазы стружкообразования:
- Под действием внешней силы Р (рис. 253) резец (клин) вдавливается в металл. В срезаемом слое возникают упругие, а затем пластические деформации и создается сложное напряженное состояние как впереди передней поверхности, так и ниже линии среза I — I ( рис. 253, а ).
- Вдавливаясь далее в металл, резец производит последующее сжатие срезаемого слоя. Пластические деформации нарастают и наступает момент, когда металл, находящийся перед передней поверхностью, выпучивается вверх ( рис. 253, б ), появляются деформации растяжения. Упругие и пластические деформации распространяются далее вперед.
- Когда пластические деформации дойдут до своего предела и напряжения превзойдут силы сцепления частиц металла, происходит отрыв или скалывание элемента 1 от основного материала по плоскости скалывания А1В1.
Рис. 253. Схема процесса образования стружки.
В процессе резания металлов и стружкообразования происходят сложные физические процессы, сопровождающиеся многими внутренними и внешними явлениями.
Образование и скалывание элемента стружки в процессе резания происходит при больших напряжениях, соответствующих пределу прочности данного металла.
Научное обоснование явлений, происходящих при резании металлов, было впервые выполнено в России. Опубликованные профессором Петербургского горного института И. А. Тиме труды «Сопротивление металлов и дерева резанию» в 1870 г., а затем «Мемуар о строгании металлов» в 1877 г. Были переведены на французский и немецкий языки. После этого И. А. Тиме был признан основоположником науки о резании металлов. Профессор И. А. Тиме установил, что скалывание элементов стружки происходит по поверхности, названной им плоскостью скалывания, а угол ψ (рис. 253), определяющий положение этой плоскости, он назвал углом скалывания. Величина угла скалывания ψ для всех вязких металлов постоянная, равная 145 — 150°; она не зависит от положения передней поверхности резца.
Деформации металла в срезаемом слое происходят между плоскостью скалывания и передней поверхностью резца в пределах угла η, названного И. А. Тиме углом действия.
Глубокие и обширные исследованиями стружкообразования были проведены русским ученым А. Г. Усачевым в 1908 г.
Деформациям срезаемого слоя сопутствует ряд физических явлений: усадка стружки, появление опережающих трещин и нароста на резце, теплообразование и нагрев материала, трение и сопутствующий ему износ, возникновение вибраций.
В результате удаления срезаемого слоя с обрабатываемой поверхности образуются три вида стружки: скалывания, сливная и надлома.
Стружкой скалывания ( рис. 254, а ) называют стружку, элементы которой остаются соединенными между собою, образуя сплошную ленту с гладкой внутренней стороной, примыкающей к передней поверхности резца, и наружной стороной с зазубринами в местах скалывания отдельных элементов. Сливной стружкой ( рис. 254, б ) называют стружку, у которой отсутствуют зазубрины на внешней стороне. Стружкой надлома называют отдельные элементы неопределенной формы ( рис. 254, в ), не соединенные между собой, получающиеся при обработке хрупких металлов (чугун, фосфористая бронза и др.). Вид получающейся стружки зависит от качества обрабатываемого металла, режимов резания, геометрии режущего инструмента. Однако следует отметить, что при обработке одного и того же пластичного или хрупкого металла могут получиться все виды стружек, так как пластичность и хрупкость являются состоянием вещества, а не его свойствами.
Рис. 254. Виды стружек: а — скалывания; б — сливная; в — надлома.
Усадкой стружки называют ее укорочение и утолщение по сравнению с длиной и шириной срезанного слоя вследствие пластических деформаций обрабатываемого металла. Величина усадки стружки является одним из приближенных способов оценки деформации обрабатываемого материала:
где К — усадка стружки; L0 — путь резца в теле заготовки; L — средняя длина стружки.
Как видно, величина усадки показывает, во сколько раз укоротился снятый слой металла и характеризует пластичность металла, т. е. его способность претерпевать под действием силы большие или меньшие пластические деформации. Чем пластичнее металл, тем больше величина усадки.
Резание на токарном станке, основы стружкообразования
Резание на токарном станке представляет собой ряд действий, приводящих к изменению формы и размера первоначальной заготовки за счет снятия металла режущим инструментом. Процесс резания металла и образования стружки впервые исследован (1870 г.) русским ученым профессором И. А. Тиме, наблюдения и выводы которого сохраняют свою силу и в настоящее время. Стружка, образующаяся при резании вязких металлов (сталь, латунь), профессор Тиме назвал стружками скалывания, а получающиеся при обработке хрупких металлов (чугун, бронза)— стружками надлома.
Образование стружки скалывания происходит следующим образом. Резец (рис. 1, а) под действием силы Р внедряется в обрабатываемый металл, преодолевая сопротивление металла смятию. Это смятие происходит лишь внутри элемента 1 металла, ограниченного плоскостью называемой плоскостью скалывания (условно изображена на рис. 1, а линией АА) и передней поверхностью резца.
Рис. 1. Образование стружки скалывания
На рисунке 2. представлена условная схема резания, являющаяся основой современной, существующей в справочно-нормативной литературе, математической моделью по расчёту силы резания.
Рис. 2. – Условная схема процесса резания: aр – ширина срезаемого слоя; Vр – вектор скорости резания; β – угол сдвига; ω – угол действия; R – сила резания; N – сила нормального давления; F – горизонтальная сила; Pz – вертикальная составляющая силы резания; Py – радиальная составляющая силы резания; γ – передний угол резца; Vс – вектор движения стружки; aс – ширина стружки; C – длина полного контакта стружки по передней поверхности инструмента
В некоторый момент движения резца начнется смещение (скалывание) элемента 1 относительно следующего элемента (рис. 1, б), происходящее по плоскости АА.
При дальнейшем резании на токарном станке, движении резца одновременно с продолжающимся смещением (скалыванием) элемента 1 образуется элемент 2, перемещающийся относительно элемента 3, и т. д. По мере продвижения резца все элементы отделяются один от другого, образуя элементную стружку скалывания (рис. 3, а). Такая стружка получается при обработке с малой скоростью твердых и вязких металлов, например, твердой стали. С уменьшением твердости металла и увеличением его вязкости элементы стружки образуют более или менее непрерывную ленту (рис. 3,б, в), называемую сливной стружкой скалывания. Поверхность стружки, соприкасающаяся с передней гранью резца, получается гладкой, а противоположная ей — шероховатой.
Рис. 3. Виды стружек: стружки скалывания (а, б, в) и стружка надлома (г)
Русский исследователь Усачев Я. Г., продолживший работу Тиме И. А., доказал, что при резании вязких, но твердых материалов, например стали средней твердости и твердой, кроме скалывания элементов стружки, происходит еще и сдвиг частиц металла в каждом элементе по плоскости ВВ (рис. 1, а), называемой плоскостью сдвига. Угол между плоскостями скалывания и сдвига колеблется в пределах 0-30° Чем более вязкий металл, тем больше этот угол и наоборот.
Усачев Я.Г. установил также, что при резании сравнительно мягкой стали перемещения частиц стружки происходят лишь по плоскостям, параллельным плоскости сдвига.
Образование стружки надлома при резании на токарном станке твердых и хрупких металлов (чугун, бронза) происходит без заметного смятия металла. Элементы стружки, отделяясь от основной массы металла по произвольной поверхности (рис. 3, г), имеют различную величину и форму. Поверхности отрыва элементов получаются неровными, вследствие чего и обрабатываемая поверхность получается с большой шероховатостью.
Вид стружки зависит не только от обрабатываемого материала, но и от ряда других условий. Например, при точении стали средней твердости резцом с большим углом резания может образоваться не сливная стружка скалывания, а элементная. При повышении скорости резания некоторые элементы стружки не успевают настолько деформироваться, чтобы отделиться один от другого, вследствие чего вместо элементной может получиться сливная стружка скалывания.
Разработанная во второй половине 19 века, когда применяемый диапазон скоростей обработки металлов лежал в интервале 10-30 м/мин, условная схема резания на токарном станке часто применяется и до настоящих дней при рассмотрении механики процесса, для условий, когда твёрдосплавные инструменты позволяют применять скорости резания на порядок больше. Механический перенос условий резания с низкими скоростями обработки в диапазон высоких скоростей обнаружил ряд фактов, вступающих в противоречие с принятой условной схемой резания. Так, например, оказалось, что при резании на токарном станке конструкционных сталей, имеющих низкую прочность, в диапазоне скоростей выше зоны наростообразования, измеренные значения составляющих силы резания выше, чем при обработке сталей, имеющих высокую прочность. Расчётные же значения этих сил, определённые по математическим моделям, которые построены на положениях условной схемы резания, прямо противоположны измеренным. Ниже будет приведён и ряд других фактов из разряда «парадоксов», если руководствоваться положениями условной схемы резания во всём диапазоне применяемых ныне в заводской практике скоростей резания.
Стружкообразование, её условная схема, представляет процесс резания как процесс пластического деформирования срезаемого слоя металла только в плоскости сдвига OL. По этой схеме (рис. 2) образование стружки происходит в результате последовательно и непрерывно снимаемых при сдвиге бесконечно тонких слоев ∆с по условной плоскости сдвига OL. Считается, что процесс пластического деформирования, формирующий стружку в плоскости сдвига OL находится во взаимосвязи с процессом трения стружки о переднюю поверхность инструмента. Эта взаимосвязь образует величину угла сдвига β и, следовательно, величину сил резания. В условной схеме процесса резания принято считать, что сопротивление пластическому деформированию по плоскости сдвига пропорционально прочностным характеристикам металла, полученным при статических испытаниях. В ней не учитывается процесс деформационного упрочнения металла, а также влияние изменения площади условной плоскости сдвига ОL (толщины зоны стружкообразования) на составляющие силы резания. Условная схема процесса резания не объясняет физической природы влияния размера зоны "вторичных" контактных пластических деформаций на величину горизонтальных составляющих силы резания на токарном станке Px и Py.
Данная схема процесса резания, качественно позволяющая вести анализ механики процесса стружкообразования, не позволяет получить точные количественные зависимости и не может объяснить ряд установленных физических фактов. Так по условиям чистовой и получистовой обработки сталей твердосплавным инструментом применяются скорости резания, при которых в зоне контактного взаимодействия по передней поверхности инструмента формируется различный по своей природе пластический и вязкий (упругий) контакт. Этот факт установлен и отражен во многих отечественных и зарубежных публикациях. Но он входит в противоречие с попыткой объяснения определяющей роли коэффициента трения μ в формировании угла сдвига β (угол между вектором скорости резания Vp и плоскостью сдвига ОL), когда полная длина контакта сходящей стружки С состоит из участков с внешним трением (упругий контакт) и участка с внутренним трением (пластический контакт). Отношение размеров участков пластического контакта и длины полного контакта изменяются в широких пределах (0,3–0,8) в зависимости от физико-механических и теплофизических свойств обрабатываемых сталей, твердосплавных инструментов и скорости резания. Если в этом случае принять, что в формировании угла сдвига β определяющий вклад вносит коэффициент внешнего трения μ, то должно быть однозначным и влияние на угол коэффициента внутреннего трения на участке пластического контакта. А это при различных соотношениях площадей и различной физической природе двух видов трения недопустимо.
Условная схема резания на токарном станке не объясняет и тот факт, что при резании сталей резцами с укороченной передней гранью значение угла β формируется без участка упругого контакта, т.е. без участка внешнего трения. Если принятая схема стружкообразования с единственной плоскостью сдвига реальна (рис. 2), тогда следует в нарушение законов механики, признать факт "мгновенного" поворота вектора скорости резания Vр до положения вектора скорости перемещения стружки Vс. Факт "мгновенного" возрастания степени деформации ε от нуля до 2–3 единиц, "мгновенного" роста упрочненного состояния металла в зоне стружкообразования в 1,5–2 раза и существенно большего упрочнения в зоне "вторичных" контактных пластических деформаций. В реальных условиях применения высоких скоростей резания эти процессы протекают во времени и по пути перемещения срезаемых объемов металла по передней поверхности инструмента и происходящие при этом процессы не могут быть в полной мере описаны условной схемой резания на токарном станке.
Образование и виды стружки
Стружки, образующиеся при резании вязких металлов (сталь, латунь), назвают стружками скалывания, а получающиеся при обработке хрупких металлов (чугун, бронза)— стружками надлома.
Образование стружки скалывания происходит следующим образом. Резец (рис. 10, а) под действием силы Р внедряется в обрабатываемый металл, преодолевая сопротивление металла смятию.
Это смятие происходит лишь внутри элемента 1 металла, ограниченного плоскостью называемой плоскостью скалывания (условно изображена на рис. 10, а линией АА) и передней поверхностью резца. В некоторый момент движения резца начнется смещение (скалывание) элемента 1 относительно следующего элемента (рис. 10, б), происходящее по плоскости АА.

Рис. 10. Образование стружки скалывания
При дальнейшем движении резца одновременно с продолжающимся смещением (скалыванием) элемента 1 образуется элемент 2, перемещающийся относительно элемента 3, п т. д. По мере продвижения резца все элементы отделяются один от другого, образуя элементную стружку скалывания (рис. 11, а).

Рис. 11. Виды стружек: стружки скалывания (а, б, в) и стружка надлома (г)
Такая стружка получается при обработке с малой скоростью твердых, но вязких металлов, например, твердой стали. С уменьшением твердости металла и увеличением его вязкости элементы стружки образуют более или менее непрерывную ленту (рис. 11,б,в), называемую сливной стружкой скалывания. Поверхность стружки, соприкасающаяся с передней гранью резца, получается гладкой, а противоположная ей — шероховатой.
При резании вязких, но твердых материалов, например стали средней твердости и твердой, кроме скалывания элементов стружки, происходит еще и сдвиг частиц металла в каждом элементе по плоскости ВВ (рис. 10, а), называемой плоскостью сдвига. Угол между плоскостями скалывания и сдвига колеблется в пределах 0—30°. Чем вязче металл, тем больше этот угол и наоборот.
Установлено также, что при резании сравнительно мягкой стали перемещения частиц стружки происходят лишь по плоскостям, параллельным плоскости сдвига.
Образование стружки надлома при резании твердых и хрупких металлов (чугун, бронза) происходит без заметного смятия металла. Элементы стружки, отделяясь от основной массы металла по произвольной поверхносш (рис. 11, г), имеют различную величину и форму. Поверхности отрыва элементов получаются неровными, вследствие чего и обрабатываемая поверхность получается с большой шероховатостью.
Вид стружки зависит не только от обрабатываемого материала, но и от ряда других условий. Например, при точении стали средней твердости резцом с большим углом резания может образоваться не сливная стружка скалывания, а элементная. При повышении скорости резания некоторые элементы стружки не успевают настолько деформироваться, чтобы отделиться один от другого, вследствие чего вместо элементной может получиться сливная стружка скалывания.
§ 2. Сущность процесса резания металлов
При рубке инструмент срезает стружку или разрезает металл на части. Прежде чем рассмотреть операции рубки, необходимо кратко ознакомиться с некоторыми сведениями о процессе резания металлов. Знание основных законов резания металлов поможет слесарю эффективно использовать слесарные металлорежущие инструменты.
На обрабатываемой заготовке различают следующие поверхности: обрабатываемую, обработанную и поверхность резания.
Обрабатываемой поверхностью называется поверхность, с которой будет сниматься слой материала (стружка).
Обработанной поверхностью называется поверхность, с которой снят слой металла (стружка).
Поверхностью резания называется поверхность, образуемая на обрабатываемой заготовке непосредственно режущей кромкой. Поверхность резания является переходной между обрабатываемой и обработанной поверхностями.
Плоскостью резания называется плоскость, касательная к поверхности резания и проходящая через режущую кромку инструмента.
Форма режущей части (лезвия) любого металлорежущего инструмента представляет собой клин, заточенный с определенными углами (зубило, резец), или несколько клиньев (ножовочное полотно, метчик, плашка, фреза, напильник).
Если посмотреть на острие ножа (рис. 88, а), которым строгают деревянный колышек (рис. 88, б), то будет видна клинообразная форма, которая образуется боковыми поверхностями ножа. Угол между двумя поверхностями ножа составляет примерно 5°.

Рис. 88. Клин:
а — нож, б — работа ножа, в — зубило
Зубило представляет собой простейший режущий инструмент, в котором форма клина особенно четко выражена (см. рис. 88, в).
В зависимости от того, как будет заострен режущий клин, как он будет установлен по отношению к плоскости (поверхности) детали и как будет направлена сила, двигающая 70° клин в слое металла, можно получить наибольший или наименьший выигрыш в затрате труда, в качестве обработки, а также в количестве израсходованных инструментов.
Чем острее клин, т. е. чем меньше угол, образованный его сторонами, тем меньшее усилие потребуется для его углубления в материал.
Теорией и практикой резания установлены определенные углы заострения режущих инструментов для различных металлов. Элементы и геометрическая форма режущей части зубила изображены на рис. 89.

Рис. 89. Углы клина:
а — задний угол, |3 — угол заострения, у — передний угол, § — угол резания
Поверхность, по которой сходит стружка, называется передней поверхностью (гранью).
Поверхность зубила, обращенная к обработанной заготовке, называется задней поверхностью.
Линия, находящаяся на пересечении передней и задней поверхностей, называется режущей кромкой (лезвием).
Угол α, заключенный между обработанной поверхностью и задней поверхностью инструмента, называется задним углом.
Этот угол уменьшает трение задней поверхности инструмента об обработанную поверхность.
Угол β между передней и задней поверхностями инструмента называется углом заострения. Величину угла заострения выбирают в зависимости от твердости обрабатываемого материала и инструмента.
Если инструмент будет иметь угол заострения, не соответствующий твердости обрабатываемого металла, то он будет ломаться (крошиться) или мять, а не резать металл.
Угол γ, заключенный между перпендикуляром к обрабатываемой поверхности и передней поверхностью инструмента, называется передним углом. Чем больше передний угол у инструмента, тем меньше угол заострения и тем, следовательно, меньше будет усилие резания, но менее прочной будет режущая его часть. Таким образом, при резании основное значение имеет угол между передней поверхностью и обработанной поверхностью, называемый углом резания δ, он равен сумме угла заострения и заднего угла. Для обработки твердых металлов угол резания должен быть больше, чем для обработки мягких металлов.
Задний угол инструмента должен быть очень небольшим, чтобы не ослабить его режущую часть. Для зубил он равен примерно 5°. Если зубило наклонить под большим углом, оно врежется в обрабатываемую поверхность, при меньших углах — зубило скользит, не производя резания.
Действие клинообразного инструмента на обрабатываемый металл изменяется в зависимости от положения клина и от направления действия силы Р.
- Ось клина и направление действия силы Р перпендикулярны к поверхности заготовки. В этом случае заготовка разрубается.
- Ось клина и направление действия силы Р образуют с поверхностью заготовки угол меньше 90°, в этом случае с заготовки снимается стружка.
При работе клина его передняя поверхность сжимает находящийся перед нею слой металла, отдельные его частицы смещаются относительно друг друга; когда напряжение в металле превысит прочность металла, происходит сдвиг, скалывание его частиц, в результате чего образуется стружка.
Читайте также: