Твч для нагрева металла
В продажу запущена новая линейка индукционных нагревателей (6-го поколения). Обновлениям подвергся весь модельный ряд SWP:
- - среднечастотные индукционные нагреватели (СЧ) с рабочей частототй 6-10 кГц;
- - высокочастотные индукционные нагреватели (ВЧ) с рабочей частотой 15-30, 30-60 или 50-120 кГц.
Среднечастотные индукционные нагреватели предназначены для плавки металла и кузнечного нагрева заготовок, начиная от диаметра 50 мм. Низкая частота позволяет равномерно прогреть заготовку на весь объем.
Высокочастотные индукционные нагреватели позволяют выполнять операции по индукционной пайке, индукционному (кузнечному) сквозному прогреву заготовок и производить закалку деталей на глубину 3-5 мм (при наличии специального закалочного трансформатора). ВЧ-установки наиболее часто применяются в сканирующей закалке и позволяют добиться закалочного слоя толщиной в 1-2 мм. Также высокочастотными индукционными установками может осуществляться пайка или распайка твердосплавов.
В линейке индукционный нагревателей SWP произведен переход на новые современные четырехслойные платы управления. Установки ТВЧ известны своей чувствительностью к условиям экспдуатации и требуют определенного опыта работы. Новая плата нивелирует ошибки, которые могут быть допущены при работе с установкой. Она контролирует все рабочие параметры, включая входное напряжение/ток, температуру охлаждающей жидкости и короткое замыкание на индукторе, что позволяет вовремя отключить установку, не допуская выгорания внутренней электроники. Также применены новые IGBT-модули серии KT.
Обновлённые индукционные нагреватели уже доступны к заказу.


ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ — это электрический нагреватель, работающий при изменении потока магнитной индукции в замкнутом проводящем контуре. Это явление носит название электромагнитной индукции. Хотите знать, как работает индукционный нагреватель? ZAVOD RR – это торговый информационный портал, где Вы найдете информацию про нагреватели.
Содержание
Вихревые индукционные нагреватели
Индукционная катушка способна разогреть любой металл, собираются нагреватели на транзисторах и имеют высокий КПД более 95%, они давно заменили ламповые индукционные нагреватели, у которых КПД не выходил за 60%.
Вихревой индукционный нагреватель для бесконтактного нагрева не имеет потерь на настройку резонансного совпадения рабочих параметров установки с параметрами выходного колебательного контура. Нагреватели вихревого типа собранные на транзисторах умеют отлично анализировать и подстраивать выходную частоту в автоматическом режиме.
Индукционные нагреватели металла
Нагреватели для индукционного нагрева металла обладают бесконтактным способом за счет действия вихревого поля. Разные типы нагревателей проникают в металл на определенную глубину от 0,1 до 10 см в зависимости от выбранной частоты:
- высокая частота;
- средняя частота;
- сверхвысокая частота.
Индукционные нагреватели металла позволяют обрабатывать детали не только на открытых площадках, но и размещать нагреваемые объекты в изолированных камерах, в которых можно создать любую среду, а также вакуум.

Электрический индукционный нагреватель
Высокочастотный электрический индукционный нагреватель с каждым днем обретает новые способы применения. Нагреватель работает на переменном электрическом токе. Чаще всего индукционные электронагреватели применяются для доведения металлов до необходимых температур при следующих операциях: ковка, пайка, сварка, гибка, закалка и т.п. Электрические индукционные нагреватели, работают на высокой частоте 30-100 кГц и используются для нагрева различных типов сред и теплоносителей.
Электрический нагреватель применяется во многих областях:
- металлургической (ТВЧ нагреватели, индукционные печи);
- приборостроения (пайка элементов);
- медицинской (производство и обеззараживание инструмента);
- ювелирной (изготовление ювелирных изделий);
- жилищно-коммунальной (индукционные котлы отопления);
- питание (индукционные паровые котлы).
Среднечастотные индукционные нагреватели
Когда требуется более глубокий прогрев, применяют индукционные нагреватели среднечастотного типа, работающие средних частотах от 1 до 20 кГц. Компактный индуктор для всех типов нагревателей бывает самой разной формы, которая подбирается так, чтобы обеспечить равномерный нагрев образцов самой разнообразной формы, при этом можно осуществить и заданный локальный нагрев. Среднечастотный тип обработает материалы для ковки и закалки, а так же сквозного нагрева под штамповку.
Легкие в управлении, с КПД до 100%, индукционные среднечастотные нагреватели, применяются для большого круга технологий в металлургии (также и для плавки различных металлов), машиностроении, приборостроении и других областях.

Применение:
- машиностроительная отрасль
- металлообрабатывающая отрасль
- плавка черных и цветных металлов
- глубокий нагрев заготовок
- горячая штамповка
- закалка металлов на максимальную глубину
- закалка крановых колес.
Высокочастотные индукционные нагреватели
Самая широкая область применения у индукционных нагревателей высокочастотного типа. Нагреватели характеризуются высокой частотой 30-100 кГц и широким диапазоном мощностей 15-160 кВт. Высокочастотный тип обеспечивают небольшой по глубине нагрев, однако этого достаточно, чтобы улучшить химические свойства металла.
Высокочастотные индукционные нагреватели легки в управлении и экономичны, и при этом их КПД может достигать 95%. Все типы работают непрерывно продолжительное время, а двухблочный вариант (когда трансформатор высокой частоты вынесен в отдельный блок) допускает круглосуточную работу. Нагреватель имеет 28 типов защит, каждая из которых отвечает за свою функцию. Пример: контроль напора воды в системе охлаждения.

- поверхностной закалки шестерни
- закалка валов
- закалка крановых колес
- нагрев деталей перед изгибом
- пайка резцов, фрез, буровой коронки
- нагрев заготовки при горячей штамповке
- высадка болтов
- сварка и наплавки металлов
- восстановление деталей.
Сверхвысокочастотные индукционные нагреватели
Индукционные нагреватели сверхвысокочастотного типа работают на сверх частоте (100-1,5 МГц), и проникают на глубину прогрева (до 1 мм). Сверхвысокочастотный тип незаменим для обработки тонких, мелких, с малым диаметром деталей. Использование таких нагревателей позволяет избежать сопутствующих нагреву нежелательных деформаций.
Сверхвысокочастотные индукционные нагреватели на JGBT-модулях и MOSFET-транзисторах имеют пределы мощности — 3,5-500 кВт. Применяются в электронике, в производстве высокоточных инструментов, часов, ювелирных изделий, для производства проволоки и для других целей, предусматривающих особую точность и филигранность.

- электронная промышленность
- производство проволокию
- отжиг проволочного сырьяю
- пайка твердосплавных зубьевю
- сварка оправ для стеклянных очков сварка ювелирных изделий и часов электронная промышленностью
- нагрев очень тонких проводов
- нагрев мелкого электронного оборудования
- инструментальное производство закалка
- отпуск тонких металлических деталей.
Кузнечные индукционные нагреватели
Основное назначение индукционных нагревателей кузнечного типа (ИКН) — подогрев деталей или их частей, предшествующий последующей ковке. Заготовки могут быть самого разного типа, сплава и формы. Индукционные кузнечные нагреватели позволяют обрабатывать цилиндрические заготовки любым диаметром в автоматическом режиме:
- экономичны, так как тратят на нагрев всего несколько секунд и имеют высокий КПД до 95%;
- просты в использовании, позволяют осуществлять: полный контроль процесса, полуавтоматическую загрузку-выгрузку. Есть варианты с полной автоматикой;
- надежны и могут работать непрерывно долгое время.

- нагрев металлических заготовок
- нагрев круглых заготовок
- горячая штамповка, гибка, ковка и высадка
- нагрев магнитных и немагнитных металлических заготовок, как цветных металлов (медь, алюминии), так и черных металлов (стали нержавеющие и легированные), а так же чугуна.
Индукционные нагреватели валов
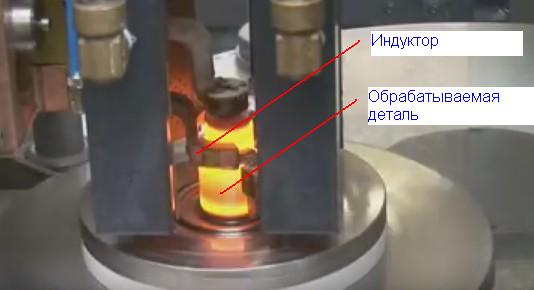
Индукционные нагреватели для закалки валов работают совместно с закалочным комплексом. Обрабатываемая деталь находится в вертикальном положении и вращается внутри неподвижного индуктора. Нагреватель позволяет использовать все типы валов для последовательного локального нагрева, глубина закалки может составлять доли миллиметров по глубине.
В результате индукционного нагрева вала по всей длине с мгновенным охлаждением, многократно повышается его прочность и стойкость.

- закалка валов, осей и пальцев;
- закалка шестеренок, зубчатых колес и венцов;
- закалка ТВЧ зубьев или впадин
- щелей и внутренних частей деталей
- крановых колес и шкивов
Наиболее часто высокочастотную закалку применяют для деталей, которые состоят из углеродистой стали.
Индукционные нагреватели труб
Все типы труб можно обрабатывать индукционными нагревателями. Нагреватель для труб может быть с воздушным или водяным типом охлаждения, мощностью от 10-250 кВт, со следующими параметрами:
- Индукционный нагрев трубы с воздушным охлаждением производится при помощи гибкого индуктора и термического одеяла. Температура нагрева до температуры 400 °C, и использовать трубы диаметром 20 - 1250 мм с любой толщиной стенки.
- Индукционный нагрев трубы с водяным охлаждением имеет температуру нагрева 1600 °C и используется для “гибки” трубы диаметром 20 - 1250 мм.
Каждый вариант термообработки применяется для улучшения качества любых стальных труб.

- предварительный нагрев труб перед сваркой;
- термообработка сварных швов трубопроводов;
- термообработка металлических емкостей
- подогрев нефтепродуктов
Пирометр для контроля нагрева
Один из важнейших параметров работы индукционных нагревателей — температура. Для более тщательного контроля за ней, помимо встроенных датчиков, часто применяются инфракрасные пирометры. Эти оптические приборы позволяют быстро и без труда определить температуру труднодоступных (из-за высокого нагрева, вероятности воздействия электричества и т.п.) поверхностей.
Если подсоединить пирометр к индукционному нагревателю, можно не только отслеживать температурный режим, но и автоматически поддерживать температуру нагрева в течение заданного времени.

- индукционные нагреватели;
- плавильные печи;
- контроль температуры;
- нагрев в заданный промежуток времени
Принцип работы индукционных нагревателей
В индукторе во время работы образуется магнитное поле, в которое помещается деталь. В зависимости от поставленной задачи (глубина нагрева) и детали (состав) выбирается частота, она может быть от 0.5 до 700 кГц.
Принцип работы нагревателя по законам физики гласит: при нахождении проводника в переменном электромагнитном поле, в нем образуется ЭДС (электродвижущая сила). График амплитуды показывает, что она движется пропорционально изменения скорости магнитного потока. Благодаря этому в контуре образуются вихревые токи, величина которых зависит от сопротивления (материала) проводника. По закону Джоуля-Ленца ток приводит к нагреву проводника, у которого имеется сопротивление.
Принцип действия всех типов индукционных нагревателей похож на трансформатор. Токопроводящая заготовка, которая располагается в индукторе, подобна трансформатору (без магнитопровода). Первичная обмотка – это индуктор, вторичная индуктивность детали, а нагрузка это сопротивление металла. При ТВЧ нагреве образуется «скин-эффект», вихревые токи которые образуются внутри заготовки, вытесняют основной ток на поверхность проводника, ведь нагрев металла на поверхности сильнее, чем внутри.


Преимущества индукционных нагревателей
Индукционный нагреватель обладает несомненными преимуществами и является лидером среди всех типов приборов. Это преимущество складывается в следующим:
- Он потребляет меньше электроэнергии и не загрязняет окружающее пространство.
- Удобный в управлении, он обеспечивает высокое качество работы и позволяет контролировать процесс.
- Нагревание через стенки камеры обеспечивает особую чистоту и возможность получить сверхчистые сплавы, при этом плавку можно производить в разной атмосфере, в том числе в инертных газах и в вакууме.
- С его помощью возможен равномерный нагрев деталей любой формы или избирательный нагрев
- Наконец, индукционные нагреватели универсальны, что позволяет их использовать повсеместно, вытесняя устаревшие энергозатратные и неэффективные установки.


Ремонт индукционных нагревателей
Ремонт индукционных нагревателей производится из запасных частей с нашего склада. На данный момент можем отремонтировать все типы нагревателей. Индукционные нагреватели достаточно надежны, если строго следовать инструкциям по эксплуатации и не допускать запредельных режимов работы — в первую очередь следить за температурой и правильным водяным охлаждением.
Тонкости эксплуатации всех типов индукционных нагревателей зачастую не полностью публикуются в документации производителей, их ремонтом должны заниматься квалифицированные специалисты, хорошо знакомые с подробным принципом работы подобной аппаратуры.


Видео работы индукционных среднечастотных нагревателей
Вы можете ознакомиться с видео работы среднечастотного индукционного нагревателя.. Средняя частота используется для глубокого проникновения во все типы металлических изделий. Среднечастотный нагреватель - это надежное и современное оборудование, которое работает круглые сутки на благо вашего предприятия.
Поверхностная закалка ТВЧ
Закалка сталей токами высокой частоты (ТВЧ) — это один из распространенных методов поверхностной термической обработки, который позволяет повысить твердость поверхности заготовок. Применяется для деталей из углеродистых и конструкционных сталей или чугуна. Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения. Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку.
При этом под закаленной твердой наружной поверхностью заготовки остаются незакаленные вязкие слои металла. Такая структура уменьшает хрупкость, повышает стойкость и надежность всего изделия, а также снижает энергозатраты на нагрев всей детали.

Технология высокочастотной закалки
Поверхностная закалка ТВЧ — это процесс термообработки для повышения прочностных характеристик и твердости заготовки.
Основные этапы поверхностной закалки ТВЧ — индукционный нагрев до высокой температуры, выдержка при ней, затем быстрое охлаждение. Нагревание при закалке ТВЧ производят с помощью специальной индукционной установки. Охлаждение осуществляют в ванне с охлаждающей жидкостью (водой, маслом или эмульсией) либо разбрызгиванием ее на деталь из специальных душирующих установок.
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.

Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
Перегревание поверхности заготовки способствует росту кристаллов аустенита, что губительно сказывается на хрупкости. Недогрев не дает полностью феррито-перритной структуре перейти в аустенит, и могут образоваться незакаленные пятна.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
Индукционная установка
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.

Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
- одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
- непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.
Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Охлаждение детали
Охлаждение — второй важный этап процесса закалки, от его скорости и равномерности зависит качество и твердость всей поверхности. Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием. Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева. Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности.
Чтобы индуктор не перегревался в процессе работы, по медной трубке постоянно циркулирует вода. Некоторые индукторы выполняются совмещенными с системой охлаждения заготовки. В трубке индуктора прорезаны отверстия, через которые холодная вода попадает на горячую деталь и остужает ее.

Закалка токами высокой частоты
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.
- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Технология термообработки ТВЧ
Индукционный нагрев происходит в результате размещения обрабатываемой детали вблизи проводника переменного электрического тока, который называется индуктором. При прохождении по индуктору тока высокой частоты (ТВЧ) создаётся электромагнитное поле и, если в этом поле располагается металлическое изделие, то в нем возбуждается электродвижущая сила, которая вызывает прохождение по изделию переменного тока такой же частоты, как и ток индуктора.
Таким образом наводится тепловое воздействие, которое вызывает разогрев изделия. Тепловая мощность Р, выделяемая в нагреваемой детали, будет равна:
где К – коэффициент, зависящий от конфигурации изделия и величины зазора, образующегося между поверхностями изделия и индуктора; Iин - сила тока; f – частота тока (Гц); r – удельное электрическое сопротивление (Ом·см); m – магнитная проницаемость (Г/Э) стали.
На процесс индукционного нагрева существенное влияние оказывает физическое явление, называемое поверхностным (скин) эффектом: ток индуцируется преимущественно в поверхностных слоях, и при высоких частотах плотность тока в сердцевине детали мала. Глубина нагреваемого слоя оценивается по формуле:
Повышение частоты тока позволяет концентрировать в небольшом объёме нагреваемой детали значительную мощность. Благодаря этому реализуется высокоскоростной (до 500 С/сек) нагрев.
Параметры индукционного нагрева
Индукционный нагрев характеризуется тремя параметрами: удельной мощностью, продолжительностью нагрева и частотой тока. Удельная мощность — это мощность переходящая в теплоту на 1 см2 поверхности нагреваемого металла (кВт/см2). От величины удельной мощности зависит скорость нагрева изделия: чем она больше, тем быстрее осуществляется нагрев.
Продолжительность нагрева определяет общее количество передаваемой тепловой энергии, а соответственно и достигаемую температуру. Также важно учитывать частоту тока, так как от нее зависит глубина закаленного слоя. Частота тока и глубина нагреваемого слоя находятся в противоположной зависимости (вторая формула). Чем выше частота, тем меньше нагреваемый объем металла. Выбирая величину удельной мощности, продолжительность нагрева и частоту тока, можно в широких пределах изменять конечные параметры индукционного нагрева - твердость и глубину закаленного слоя при закалке или нагреваемый объем при нагреве под штамповку.
На практике контролируемыми параметрами нагрева, являются электрические параметры генератора тока (мощность, сила тока, напряжение) и продолжительность нагрева. При помощи пирометров также может фиксироваться температура нагрева металла. Но чаще не возникает необходимости в постоянном контроле температуры, так как подбирается оптимальный режим нагрева, который обеспечивает постоянное качество закалки или нагрева ТВЧ. Оптимальный режим закалки подбирается изменением электрических параметров. Таким образом осуществляют закалку нескольких деталей. Далее детали подвергаются лабораторному анализу с фиксированием твёрдости, микроструктуры, распределения закалённого слоя по глубине и плоскости. При недогреве в структуре доэвтектоидных сталей наблюдается остаточный феррит; при перегреве возникает крупноигольчатый мартенсит. Признаки брака при нагреве ТВЧ такие же, как и при классических технологиях термообработки.
При поверхностной закалке ТВЧ нагрев проводится до более высокой температуры, чем при обычной объемной закалке. Это обусловлено двумя причинами. Во-первых, при очень большой скорости нагрева температуры критических точек, при которых происходит переход перлита в аустенит, повышаются, а во-вторых, нужно, чтобы это превращение успело завершиться за очень короткое время нагрева и выдержки.
Несмотря на то, что нагрев при высокочастотной закалке проводится до более высокой температуры, чем при обычной, перегрева металла не происходит. Так происходит из-за того, что зерно в стали попросту не успевает вырасти за очень короткий промежуток времени. При этом также стоит отметить, что по сравнению с объемной закалкой, твердость после закалки ТВЧ получается выше примерно на 2— 3 единицы HRC. Это обеспечивает более высокую износостойкость и твердость поверхности детали.
Преимущества закалки токами высокой частоты
- высокая производительность процесса
- легкость регулирования толщины закаленного слоя
- минимальное коробление
- почти полное отсутствие окалины
- возможность полной автоматизации всего процесса
- возможность размещения закалочной установки в потоке механической обработки.
Наиболее часто поверхностной высокочастотной закалке подвергают детали, изготовленные из углеродистой стали с содержанием 0,4—0,5% С. Эти стали после закалки имеют поверхностную твердость HRC 55—60. При более высоком содержании углерода возникает опасность появления трещин из-за резкого охлаждения. Наряду с углеродистыми применяются также низколегированные хромистые, хромоникелевые, хромокремнистые и другие стали.
Оборудование для выполнения индукционной закалки (ТВЧ)
Индукционная закалка требует специального технологического оборудования, которое включает три основных узла: источник питания - генератор токов высокой частоты, индуктор и устройство для перемещения деталей в станке.
Генератор токов высокой частоты это электрические машины, различающиеся по физическим принципам формирования в них электрического тока.
- Электронные устройства, работающие по принципу электронных ламп, преобразующих постоянный ток в переменный ток повышенной частоты – ламповые генераторы.
- Электромашинные устройства, работающие по принципу наведения электрического тока в проводнике, перемещающихся в магнитном поле, преобразующие трехфазный ток промышленной частоты в переменный ток повышенной частоты – машинные генераторы.
- Полупроводниковые устройства, работающие по принципу тиристорных приборов, преобразующих постоянный ток в переменный ток повышенной частоты – тиристорные преобразователи (статические генераторы).
Генераторы всех видов различаются по частоте и мощности генерируемого тока
Виды генераторов Мощность, кВт Частота, кГц КПД
Ламповые 10 - 160 70 - 400 0,5 - 0,7
Машинные 50 - 2500 2,5 - 10 0,7 - 0,8
Тиристорные 160 - 800 1 - 4 0,90 - 0,95
Поверхностную закалку мелких деталей (иглы, контакты, наконечники пружин) осуществляют с помощью микроиндукционных генераторов. Вырабатываемая ими частота достигает 50 МГц, время нагрева под закалку составляет 0,01-0,001 с.
Способы закалки ТВЧ
По выполнению нагрева различают индукционную непрерывно-последовательную закалку и одновременную закалку.
Непрерывно-последовательная закалка применяется для длинномерных деталей постоянного сечения (валы, оси, плоские поверхности длинномерных изделий). Нагреваемая деталь перемещается в индукторе. Участок детали, находящийся в определенны момент в зоне воздействия индуктора, нагревается до закалочной температуры. На выходе из индуктора участок попадает в зону спрейерного охлаждения. Недостаток такого способа нагрева – низкая производительность процесса. Чтобы увеличить толщину закленного слоя необходимо увеличить продолжительность нагрева с помощью снижения скорости перемещения детали в индукторе. Одновременная закалка предполагает единовременный нагрев всей упрочняемой поверхности.
Эффект самоотпуска после закалки
После завершения нагрева поверхность охлаждается душем или потоком воды непосредственно в индукторе либо в отдельном охлаждающем устройстве. Такое охлаждение позволяет выполнять закалку любой конфигурации. Дозируя охлаждение и изменяя его продолжительность, можно реализовать эффект самоотпуска в стали. Данный эффект заключается в отведении тепла, накопленного при нагреве в сердцевине детали, к поверхности. Говоря другими словами, когда поверхностный слой охладился и претерпел мартенситное превращение, в подповерхностном слое еще сохраняется определенное количество тепловой энергии, температура которой может достигать температуры низкого отпуска. После прекращения охлаждения эта энергия за счет разницы температур будет отводиться на поверхность. Таким образом отпадает необходимость в дополнительных операциях отпуска стали.
Конструкция и изготовление индукторов для закалки ТВЧ
Индуктора изготавливают из медных трубок, через которые в процессе нагрева пропускается вода. Таким образом предотвращается перегрев и перегорание индукторов при работе. Изготавливаются также индукторы, совмещаемые с закалочным устройством - спрейером: на внутренней поверхности таких индукторов имеются отверстия, через которые на нагретую деталь поступает охлаждающая жидкость.
Для равномерного нагревания необходимо изготавливать индуктор таким образом, чтобы расстояние от индуктора до всех точек поверхности изделия было одинаковым. Обычно это расстояние составляет 1,5-3 мм. При закалке изделия простой формы это условие легко выполняется. Для равномерности закалки, деталь необходимо перемещать и (или) вращать в индукторе. Это достигается применением специальных устройств - центров или закалочных столов.
Разработка конструкции индуктора предполагает прежде всего определение его формы. При этом отталкиваются от формы и габаритов закаливаемого изделия и способа закалки. Кроме того, при изготовлении индукторов учитывается характер перемещения детали относительно индуктора. Также учитывается экономичность и производительность нагрева.
Охлаждение деталей может применяется в трех вариантах: водяным душированием, водяным потоком, погружением детали в закалочную среду. Душевое охлаждение может осуществляться как в индукторах-спрейерах, так и в специальных закалочных камерах. Охлаждение потоком позволяет создавать избыточное давление порядка 1 атм, что способствует более равномерному охлаждению детали. Для обеспечения интенсивного и равномерного охлаждения необходимо, чтобы вода перемещалась по охлаждаемой поверхности со скоростью 5-30 м/сек.
Индукционный нагрев, основные принципы и технологии.
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Индукционный нагрев - это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно - это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
- повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
- применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания - заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается - это может привести к "разносу" генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности - схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот - напряжение стремится к нулю, а ток максимален.
Индукционный нагрев
ИНДУКЦИОННЫЙ НАГРЕВ — это промышленный нагрев металлических материалов (проводников), помещенных внутрь катушки индуктивности (индуктора) промышленной частотой от 50 Гц. Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) деталь размещается в индукторе, который сделан из круглой или квадратной трубки (обычно медной). ZAVOD RR — индукционные системы нагрева (ТВЧ) и индукционный нагрев металла от профессионалов!
Содержание

Индукционный нагрев металла
Индукционный нагрев металла сочетает в себе частоту, температуру, скорость и контроль производственного процесса. В принципе индукционного нагрева лежит закон Фарадея. деталь из металла помещается в индуктор, внутри ее возникает вихревой ток, который стремится к наружным стенкам.
То есть тепло возникает прямо в предмете (металлической заготовке), оставляя все вокруг холодным, что является несомненным преимуществом данного способа нагрева. Глубина нагрева зависит от частоты индукционного нагревателя, при этом металлическая деталь может располагаться в изоляции от источника питания.

Тепло в металлической заготовке образуется не равномерно по всему сечению, но экспоненциально спадает по мере удаления от поверхности из-за ослабления воздействия магнитного поля. Этот процесс характеризует особая физическая величина — глубина проникновения магнитного поля (по сути, толщина поверхностного слоя предмета, в котором внешнее магнитное поле спадает до нуля). Эта величина зависит от частоты тока индуктора и от удельного сопротивления и относительной проницаемости материала заготовки при рабочей температуре.
Индукторы для индукционного нагрева
Поскольку эффективность нагрева материала меняется в зависимости от соотношения внутреннего диаметра катушки индуктора и диаметра заготовки, не выгодно использовать один индуктор для большого диапазона диаметров.
Если вы хотите заказать индукторы для индукционного нагрева, нужно иметь в виду, что низкое значение соотношения диаметров используется, как правило, для поверхностной закалки, а когда требуется, чтобы материал был прогрет равномерно.
ZAVOD RR изготовит индукторы для индукционного нагрева с оптимальными размерами заготовки (которая также влияет на величину напряженности электрического поля в нагреваемом объекте). Направляйте чертежи деталей, индуктор стоит от 15 000 рублей, срок изготовления 14 рабочих дней.


Частота индукционного нагрева
Нагрев заготовок производится токами высокой частоты и начинается с частоты 50 Гц. Для подбора индукционного нагревателя, необходимо знать частоты индукционного нагрева. От выбора средней, сверхвысокочастотной или промышленной частоты будет зависеть, на какую глубину будет проникать индукционный ток. Энергетическую эффективность индукционного нагрева можно улучшить с использованием тока трех частот.
Частота индукционного нагрева индукционного нагревателя бывает:
- установки 50 Гц ( промышленной частоты ), которые питаются непосредственно от сети или через понижающие трансформаторы;
- сверхвысокочастотные частоты (500-10000 Гц), которые получают питание от преобразователей частоты;
- высокочастотные частоты (66 000 - 440 000 Гц и выше), питающиеся от ламповых электронных генераторов.


Индукционные системы нагрева
Таким образом, система индукционного нагрева состоит, как минимум, из генератора, преобразующего сетевое питание в ток, необходимый для работы установки, и индуктора, передающего энергию для нагрева. Как правило, при этом еще необходим резонансный контур для согласования характеристик индуктора и генератора. Для выполнения более сложных задач необходима более сложная система, включающая закалочную машину, систему охлаждения и т.п.


Индукционный нагрев ТВЧ труб и валов
Индукционный нагрев ТВЧ труб на первый взгляд кажется дорогостоящим из-за цены на оборудование, но на самом деле позволяет при минимальных затратах на электроэнергию и высокой скорости нагрева (что уже есть экономия) получить отличные результаты при проведении множества работ: снятие и нанесение покрытия, термообработка сварных швов, сгибание при изготовлении трубопровода и многое другое.
Индукционный нагрев ТВЧ валов позволяет производить операции по ТВЧ закалки. ТВЧ нагрев валов может производиться на глубину до 1-2 мм (поверхностный ТВЧ нагрев) либо на глубину до 5 мм (глубокая закалка ТВЧ). Глубина зависит от выбора индукционного нагревателя и правильного подбора его мощности.
Что подверглось обработке током высокой частоты, можно эксплуатировать гораздо дольше и при более неблагоприятных внешних воздействиях, индукционный нагрев ТВЧ труб и валов отличается :
- возможность бесперебойной круглосуточной эксплуатации;
- быстрая настройка и подключение;
- качественный равномерный нагрев;
- малые габаритные размеры.


Принцип индукционного нагрева
В чем же принцип индукционного нагрева? И так, суть индукционного нагрева заключается в том, что в переменное магнитное поле индуктора, питающегося от генератора высокой частоты, помещается нагреваемый объект (проводник). Раз проводник в переменном поле, то в нем обязательно возникнет электродвижущая сила, пропорциональная скорости изменения магнитного потока, которая вызовет вихревые токи Фуко, которые, в свою очередь (по закону Джоуля-Ленца), вызовут нагрев заготовки, потому что у нее есть электрическое сопротивление. Элементарный контур будет работать продуктивно и долго, если правильно настроить частоту.


Применение индукционного нагрева
Разнообразное применение индукционного нагрева, обусловлено его свойствами и функциями, облегчающими технологический процесс, позволяющий его максимально автоматизировать и повысить качество результатов работы. Практическое применение нагрева:
Читайте также: