Токарный станок по металлу тв 7м

Сведения о производителе учебного токарно-винторезного станка ТВ-7М
Производителем учебного токарно-винторезного станка тв-7м является Ростовский завод малогабаритного станочного оборудования МАГСО, КомТех-Плюс, основанный в 1956 году.
Производимые этой фирмой станки хорошо известны на российском рынке и ряд стран СНГ, благодаря первым моделям токарно-винторезных станков ТВШ, ТВШ-2, ТВШ-3, ТВ-4, ТВ-6, ТВ-7. Модель ТВ-7М, заслуженно пользуясь репутацией качественного и надежного оборудования. Важная особенность станка — экономичность и низкий уровень эксплуатационных расходов.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
ТВ-7М станок токарно-винторезный настольный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-7М заменил в производстве устаревшую модель ТВ-7.
Станок ТВ-7М является настольным универсальным токарно-винторезным станком и предназначается для обучения профессии токаря, также выполнения всевозможных токарных работ при массе детали 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка резьб
- подрезка торцов
Принцип работы и особенности конструкции станка
Универсальный токарно-винторезный станок ТВ-7М сконструирован более 35 лет назад и выпускается в настоящее время.
ТВ-7М вновь обрел 6-и ступенчатую коробку скоростей, удаленную у его предшественника - станка ТВ-7 с целью упрощения конструкции.
Шпиндель токарно-винторезного станка ТВ-7М установлен на трех радиально-упорных подшипниках - два в передней и один в задней опорах. Диаметр отверстия для обработки прутка - 18 мм
Передний конец шпинделя - резьбовой М45 х 4,5 под промежуточный фланец ГОСТ 3889 исполнение 1. Стандартный патрон Ø100, Ø125 мм с наибольшим диаметром зажимаемой детали Ø90 и Ø110 мм соответственно.
Коробка подач обеспечивает 8 механических подач и 6 размеров метрических резьб без перестановки зубчатых колес гитары.
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками - он прост в эксплуатации, надежен и долговечен.
Станок ТВ-7М отличается от токарных станков и ТВ-9 и ТВ-11 межцентровым расстоянием, РМЦ:
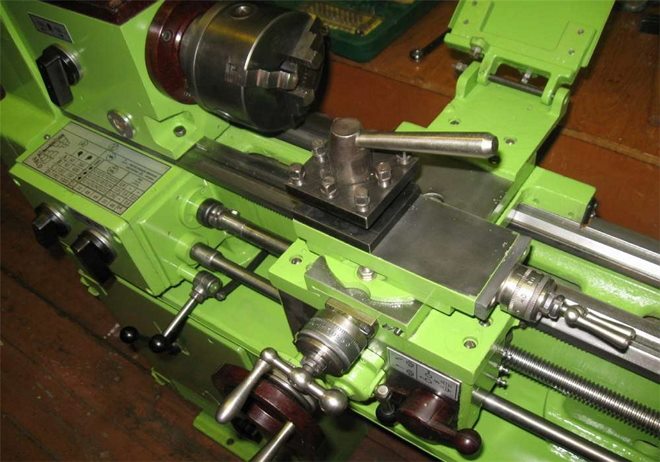
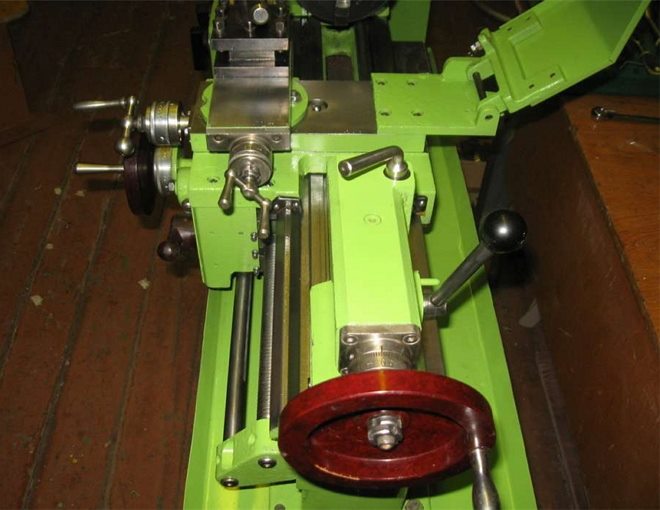
Общий вид токарно-винторезного станка ТВ-7М

Фото токарно-винторезного станка ТВ-7м


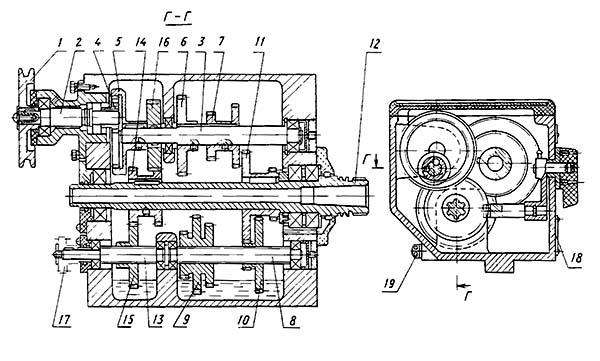
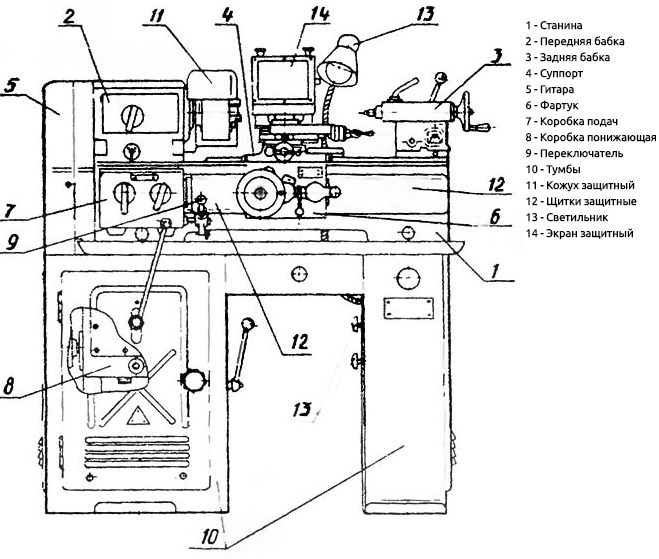
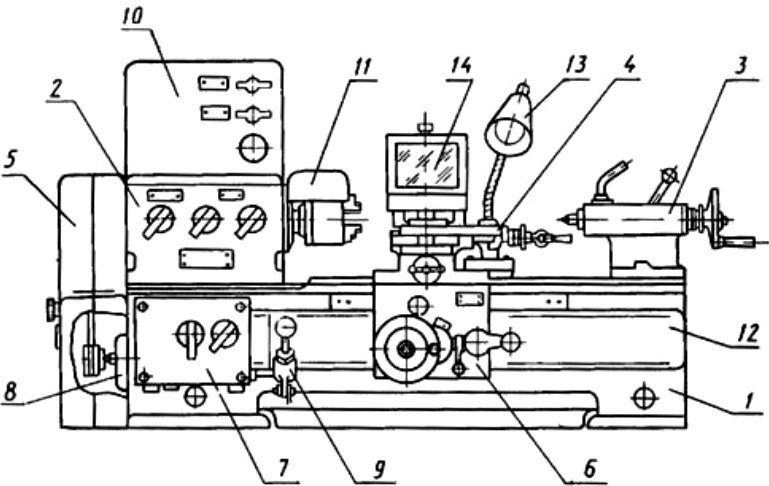
Расположение составных частей токарно-винторезного станка ТВ-7М
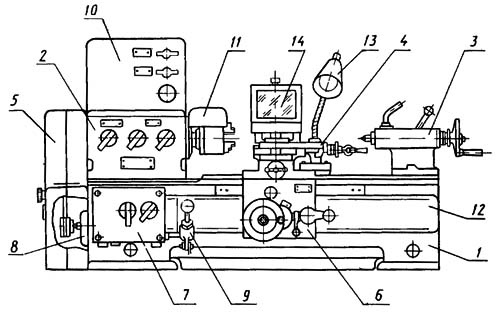
Расположение составных частей токарного станка ТВ-7М
Спецификация составных частей токарно-винторезного станка ТВ-7М
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт
- Гитара
- Фартук
- Коробка подач
- Электродвигатель
- Переключатель
- Электрошкаф
- Кожух защитный
- Щитки защитные
- Светильник
- Экран защитный
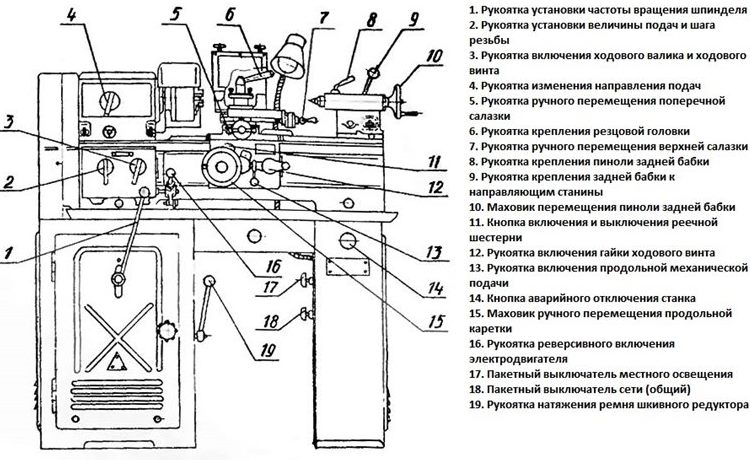
Расположение органов управления токарно-винторезным станком ТВ-7М
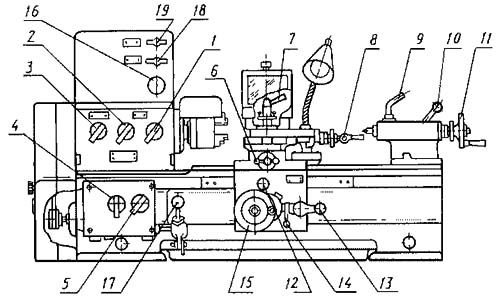
Расположение органов управления токарным станком ТВ-7М
Спецификация органов управления токарно-винторезного станка ТВ-7М
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка включения ходового валика и ходового винта
- Рукоятка ручного перемещения поперечных салазок
- Рукоятка крепления резцовой головки
- Рукоятка ручного перемещения верхних салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховичок перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения гайки ходового винта
- Рукоятка включения продольной механической подачи
- Маховичок ручного перемещения продольной каретки
- Кнопка аварийного отключения станка
- Рукоятка реверсивного включения электродвигателя
- Пакетный выключатель местного освещения
- Пакетный выключатель сети
Схема кинематическая токарно-винторезного станка ТВ-7М
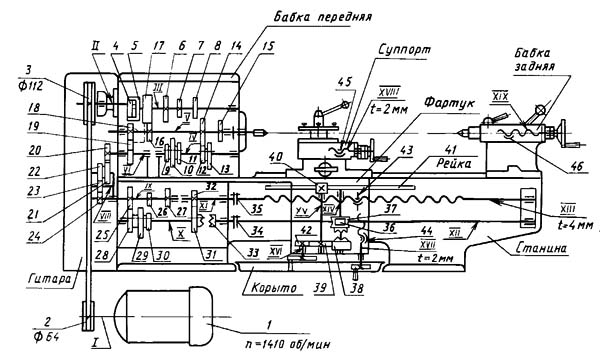
Кинематическая схема токарного станка ТВ-7М
Управление станком ТВ-7М
Пуск и остановка электродвигателя станка производится рукояткой 17 (см. рис. 2).
В зависимости от характера выполняемых на станке работ рукоятки и рычаги управления (см. рис. 2) должны находиться в определенных положениях.
I. Положение рукояток и рычагов при работе по нарезанию резьб (механическая подача ходовым винтом):
- На передней бабке — положение рукоятки трензеля 3 в зависимости от направления подачи суппорта (левое или правое).
- На коробке подач — положение рукоятки 4 в зависимости от выбранной величины подачи. Рукоятка 5 «Винт — Вал» в левом положении «Винт».
- На фартуке — рукоятка самохода 14 в нижнем выключенном положении «От себя».
- Рукоятка включения реечной шестерни 12 — в положении «На себя».
- Рукоятка включения маточной гайки 13 — в нижнем крайнем положении.
II. Положение рукояток и рычагов при работе с ходовым валом (механическая подача):
- На передней бабке — положение рукоятки реверса 3 в зависимости от направления подачи суппорта (левое или правое).
- На коробке подач — положение рукоятки 4 в зависимости от выбранной величины подачи. Рукоятка 5 «Винт—Вал» в правом положении «Вал».
- На фартуке — рукоятка самохода 14 во включенном положении «На себя».
- Рукоятка включения маточной гайки 13 — в верхнем положении.
- Рукоятка включения реечной шестерни 12 — в положении «От себя».
III. Положение рукояток и рычагов при ручной продольной подаче:
- На передней бабке — положение рукоятки трензеля 4 в среднем положении.
- На коробке подач — положение рычага «Винт—Вал» безразлично.
- На фартуке — рукоятка самохода в выключенном положении. Рычаг маточной гайки в верхнем положении.
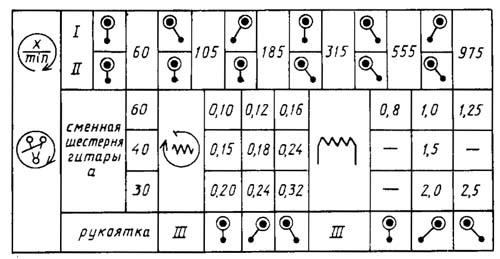
IV. Положение рукояток управления для получений необходимых режимов резания согласно рис. 12.
Механика токарно-винторезного станка ТВ-7М
Механика токарно-винторезного станка ТВ-7М
Конструкция токарно-винторезного станка ТВ-7М
Станина токарно-винторезного станка ТВ-7М — литая, чугунная, коробчатой формы с окнами. Имеет две призматические и две плоские направляющие.
Передняя призматическая и задняя плоская направляющие служат для перемещения суппорта, а задняя призматическая и передняя плоская направляющие служат для перемещения задней бабки.
Передняя бабка токарно-винторезного станка ТВ-7м
Передняя бабка токарно-винторезного станка тв-7м
Чертеж передней бабки токарного станка ТВ-7М
Передняя бабка крепится на левой части станины. В станке модели ТВ-7М передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Вращение на входной вал 2 коробки скоростей передается от электродвигателя клиноременной передачей через шкив 1.
С входного вала 2 на вал 3 вращение передается зубчатой парой с внутренним зацеплением 4 и 5.
На валу 3 неподвижно закреплены шестерня 6 и блок-шестерня 7.
На валу 8 находятся блок-шестерни 9 и 10, которые перемещаются по шлицам вала при помощи рукояток 1 и 2 (рис. 2). Рукоятка 1 имеет три фиксированных положения, получаемые поворотом вправо и влево.
Рукоятка 2 имеет два положения.
Тройная блочная шестерня 9 имеет возможность находиться в зацеплении с шестерней 6 и блок-шестерней 7 и тем самым передавать, вращение валу 8 (три различные скорости).
Вращение с вала 8 на шпиндель 12 передается через блочные шестерни 10 и 11.
Таким образом, шпиндель имеет 6 ступеней скоростей (см. табл. 5) от 60 до 975 об/мин.
Шпиндель передаст вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые навинчиваются на его резьбовую часть. При обработке деталей в центрах, в шпиндель вставляется центр.
Движение подач суппорта заимствуется от шпинделя. Вал 13 получает вращение через шестерни 14—15. С вала 13 движение передается шестерне гитары — 17.
В передней бабке смонтировано устройство, позволяющее изменять направление перемещения суппорта — реверсировать подачу. Реверсирование вращения производится перемещением шестерни 15 в левое и правое крайние положения рукояткой 3.
При левом крайнем положении шестерня 15 получит прямое вращение непосредственно от блока шестерен 14, расположенного на шпинделе.
При правом крайнем положении шестерня 15 получит обратное вращение через паразитную шестерню 16, которая находится в постоянном зацеплении со второй ступенью блока шестерен 14.
На лицевой стороне корпуса передней бабки расположен маслоуказатель 18. С обратной стороны имеется пробка 19 для слива масла.
Гитара токарно-винторезного станка ТВ-7М
Гитара (рис. 5) служит для передачи вращения от шпинделя передней бабки коробке подач.
В узел гитары входит кронштейн 6, запрессованные в него две оси 5, на которых свободно вращаются шестерни.
Вращение с шестерни 1 сидящей на выходном валу передней бабки, передается на сменную шестерню, а затем через шестерни 2—3—4 передается на входной вал коробки подач.
Коробка подач токарно-винторезного станка ТВ-7М
Движение от шпинделя передней бабки станка через передаточный механизм (гитару) передается валу 1 коробки подач (рис. 6).
При повороте рукоятки 4 (рис. 2), которая имеет три фиксированных положения, блок-шестерня 6 перемещается по шлицам вала 5 и ее венцы поочередно входят в зацепление с шестернями 2, 3, 4, неподвижно сидящими на валу 1 (рис. 6).
Это дает возможность вместе со сменными шестернями гитары получить метрическую резьбу с шагом 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 мм и продольную механическую подачу суппорта 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 мм/об.
Фартук
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Суппорт токарно-винторезного станка ТВ-7М
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Задняя бабка токарно-винторезного станка ТВ-7М
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
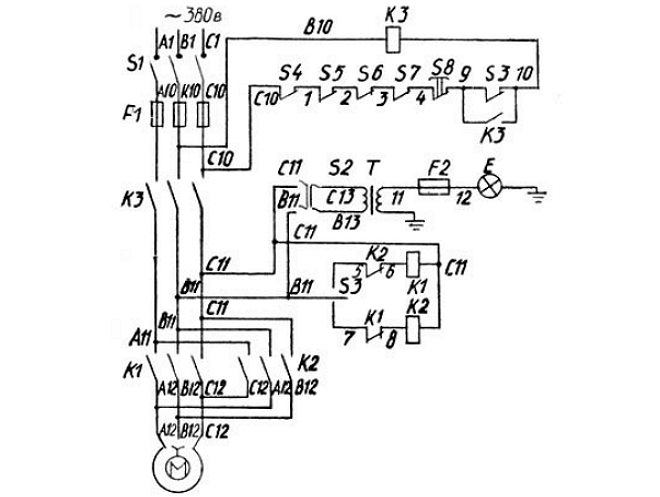
Схема электрическая токарно-винторезного станка ТВ-7М
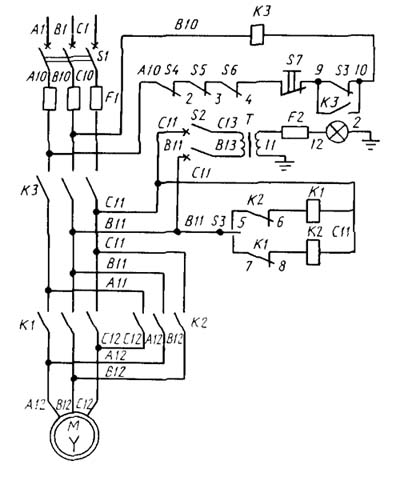
Электрическая схема токарно-винторезного станка ТВ 7м
Система смазки
Перечень точек смазки дан в таблице 7.
Смазка основных узлов станка
Внимательное отношение к смазке станка является гарантией безотказной работы станка и его долговечности.
Для смазки станка следует применять масло индустриальное И-20 Л, ГОСТ 20799—75 и солидол Ж, ГОСТ 1033—79.
Передняя бабка
Шестерни и подшипники передней бабки смазываются разбрызгиванием масла из масляной ванны. Масло заливается при снятой верхней крышке.
Уровень масла в передней бабке должен быть на середине глазка маслоуказателя.
Коробка подач
Для смазки механизма коробки подач в верхней ее части имеется лоток для заливки масла. Из лотка масло на шестерни и трущиеся поверхности подается фитилями. Во время работы станка в корыте постоянно должно находиться небольшое количество масла.
Для слива скопившегося масла в нижней части имеется сливная пробка.
Фартук
Смазка механизма фартука осуществляется вручную через отверстие в нижней каретке суппорта.
Направляющие станины суппорта, задней бабки, ходовые винты и подшипники ходовых винтов смазываются вручную.
Для смазки ходового винта и ходового валика необходимо снять защитные щитки, установленные на корпусе фартука.
Регулирование станка ТВ-7М
Устранение осевого зазора в подшипниках передней опоры шпинделя
Устранение осевого зазора в подшипниках передней опоры шпинделя осуществляется гайкой 1, которая от самоотвинчивания стопорится винтом 2 (рис. 13).
При появлении в процессе работы станка вибрации шпинделя необходимо проверить затяжку гайки 1. Если затяжкой гайки вибрация шпинделя не устраняется, это говорит о том, что износились подшипники передней опоры шпинделя и станок требует ремонта.
Зазор в подшипниках передней опоры шпинделя устраняется шлифовкой торцов компенсационного кольца 3.
Натяжение ремня
Для продления срока службы клиноременной передачи и более полного использования электродвигателя по мощности необходимо следить за натяжением ремня и своевременно подтягивать его.
Для натяжения ремня (1) (рис. 14) клиноременной передачи от электродвигателя (2) к передней бабке необходимо создать натяг ремня винтом 3.
Уход за станком
Переключение рукояток изменения чисел оборотов и реверса подач передней бабки, а также рукояток коробки подач необходимо производить при выключенном двигателе после полной остановки станка. В случае если необходимая пара шестерен или зубчатая муфта не включились, необходимо, взявшись рукой за патрон, провернуть шпиндель и ввести шестерни или муфту в зацепление (при выключенном электродвигателе).
При переключении передач в период неполной остановки шпинделя происходят резкие удары зубчатых муфт и шестерен, вследствие чего они быстро изнашиваются и приходят в негодность.
Перед тем как навернуть патрон на шпиндель, нужно тщательно прочистить резьбу на шпинделе и в патроне.
Загрязнение резьбы вызывает заедание патрона на шпинделе и может вывести шпиндель из строя.
Необходимо тщательно следить за состоянием сальников суппорта, так как со временем в них скапливается мелкая стружка, которая может вызвать задиры на направляющих станины. Сальники необходимо промывать керосином.
За направляющими станины требуется весьма тщательный уход. Ни в коем случае не следует допускать, чтобы при движении суппорта на направляющих оставался грязный след. Слой масла на направляющих станины при движении суппорта должен быть всегда чистым.
При появлении грязного следа нужно немедленно тщательно промыть керосином направляющие.
Грязный след образуется мельчайшими частицами металла, которые попадают между трущимися поверхностями суппорта и станины и при движении суппорта образуют царапины на направляющих.
Особое внимание необходимо обращать на то, чтобы не перегружать станок. У перегруженного станка во время работы наблюдается повышенный шум, происходит пробуксовывание ремня, перегревание подшипников шпинделя и перегревание электродвигателя.
Пиноль при проточке деталей в центрах следует выдвигать на небольшую величину; это сохранит ее от преждевременного износа, обеспечит более прочное крепление детали.
Рекомендации по изготовлению и использованию держателей для метчиков и плашек и упоров продольного перемещения суппорта при работе на ручных подачах (см. приложение 3).
Ремонт станка
При эксплуатации станка в соответствии с требованиями и рекомендациями, изложенными в соответствующих разделах, и соблюдении рекомендуемого графика плановых ремонтных работ (см. табл. 9) его межремонтный цикл (срок работы до первого капитального ремонта) равен 7 годам при двухсменной работе.
Учебный токарный станок ТВ-7: технические характеристики и устройство
Токарно-винторезный станок ТВ-7 – это оборудование, которое специально было разработано для того, чтобы проводить на нем обучение основам профессии токаря. Такие станки производились на Ростовском заводе «МАГСО». Ими оснащались как учебные мастерские общеобразовательных школ, так и цеха профессиональных образовательных заведений.

Конструктивные особенности станка модели ТВ-7
Токарный станок модели ТВ-7, часто называемый «Школьник», позволяет эффективно осваивать как теоретические, так и практические азы токарного дела. Данный станок пришел на смену модели ТВ-6, которая была подвергнута незначительной модернизации. Основное отличие данных школьных станков состоит в том, что у них по-разному устроены коробки скоростей и шпиндельные бабки.
Понижающая коробка скоростей токарного станка ТВ-7 имеет два режима работы. Частота вращения шпинделя регулируется с ее помощью, а также посредством ручной переброски приводного ремня на требуемую позицию. В конструкции ТВ-7 не предусмотрены рычаги для переключения скоростей, которые присутствовали в более ранних моделях.
Основные узлы станка
Основными конструктивными элементами токарного станка ТВ-7 являются:
- несущая станина;
- передняя и задняя бабки;
- защитные щитки, кожух и экран;
- переключатель;
- суппорт;
- коробка переключения подач;
- двухступенчатая коробка переключения скоростей (понижающая);
- гитара;
- фартук оборудования;
- светильник для освещения зоны обработки;
- несущие тумбы.
Характеристики станка ТВ-7
Технические возможности токарного станка ТВ-7 позволяют использовать его для выполнения следующих технологических операций по обработке металла:
- проточки и расточки поверхностей, имеющих цилиндрическую и коническую конфигурацию;
- подрезки торцов заготовки;
- отрезки части заготовки;
- сверления;
- нарезания резьбы метрического типа и др.
Управление оборудованием
Поскольку ТВ-7 создавался для применения в качестве школьного или учебного оборудования, управление его работой не представляет больших сложностей. Даже по фото устройства понятно, что освоить работу на таком агрегате нетрудно.
Органы управления ТВ-7 (нажмите, чтобы увеличить)
В конструкции токарного ТВ-7 имеется несколько выключателей пакетного типа; кнопка, отвечающая за экстренную остановку рабочего процесса; кнопка, при помощи которой запускается реечная шестерня; маховик для управления продольным перемещением каретки; второй маховик, при помощи которого перемещают заднюю бабку; а также целый ряд управляющих органов, отвечающих за выполнение таких операций, как:
- включение реверсного режима работы главного двигателя;
- натяжение ремня, соединяющего электродвигатель с редуктором;
- запуск подачи суппорта станка в продольном направлении;
- фиксация задней бабки на направляющих станины;
- перемещение салазок в поперечном направлении;
- изменение направления подачи;
- включение в работу ходового винта и ходового валика;
- изменение частоты вращения шпиндельного узла;
- выбор величины подач и шага нарезаемой резьбы.

Основное назначение ТВ-7 — обучение молодых специалистов
Обзор конструкции агрегата будет неполным без упоминания трех рукояток, отвечающих за:
- включение гайки ходового винта;
- крепление пиноли;
- фиксацию резцовой головки в требуемом положении.
Все указанные органы управления позволяют эффективно выполнять простейшие токарные операции над заготовками из металла.
Даже по краткому обзору токарного станка модели ТВ-7 понятно, что с помощью этого устройства можно достаточно быстро освоить азы токарного дела и принципы управления технологическими операциями металлообработки.
Как устроены станина и передняя бабка станка ТВ-7
Основным несущим элементом оборудования данной модели, как и любого другого токарного станка, является станина, на которой крепятся все конструктивные узлы, кроме главного электродвигателя. Устанавливается станина, производимая из чугуна по технологии литья, на две массивные тумбы.
На верхней части станины есть четыре направляющих, две из которых имеют призматическую конфигурацию, а две – плоскую. По передней плоской и задней призматической направляющим передвигается задняя бабка, а по задней плоской и передней призматической – суппорт с резцедержателем.

Передняя бабка, в которой размещен шпиндельный узел, сообщающий вращательное движение детали, закрепленной в нем для обработки, располагается в левой части станины. Шпиндельный узел школьного токарного станка ТВ-7 обладает следующими характеристиками:
- диаметр сквозного отверстия – 18 мм;
- количество ступеней вращения, совершаемого в прямом и обратном направлениях, – 8;
- категория посадочного конуса Морзе – №3;
- вращение узла в прямом и обратном направлениях может совершаться в интервале 60–1000 об/мин.
Обрабатываемая заготовка получает вращение от шпинделя и фиксируется в нем при помощи трехкулачкового патрона или планшайбы с поводком, которые соединяются с самим шпинделем посредством резьбы, имеющейся на его поверхности. В том случае, если необходимо выполнить обработку детали в центрах, в шпиндельный узел устанавливается соответствующий конусный центр.

В передней тумбе станка расположены двигатель и понижающая коробка
Для обеспечения точного и легкого вращения шпиндельный узел устанавливают в две опоры передней бабки, которые оснащены узлами с радиально-упорными подшипниками. Суппорт станка в процессе обработки детали должен иметь возможность совершать реверсивные движения (подачи), за которые отвечает специальный механизм, также располагающийся в передней бабке. Управлять такими перемещениями можно при помощи специальной рукоятки.
Надежная и эффективная работа токарного станка ТВ-7 требует регулярной замены отработанного масла свежим. Для выполнения этой процедуры в конструкции устройства имеется специальная пробка, расположенная на задней стороне передней бабки. Контролировать уровень масла, залитого в станок, помогает маслоуказатель на лицевой части передней бабки.
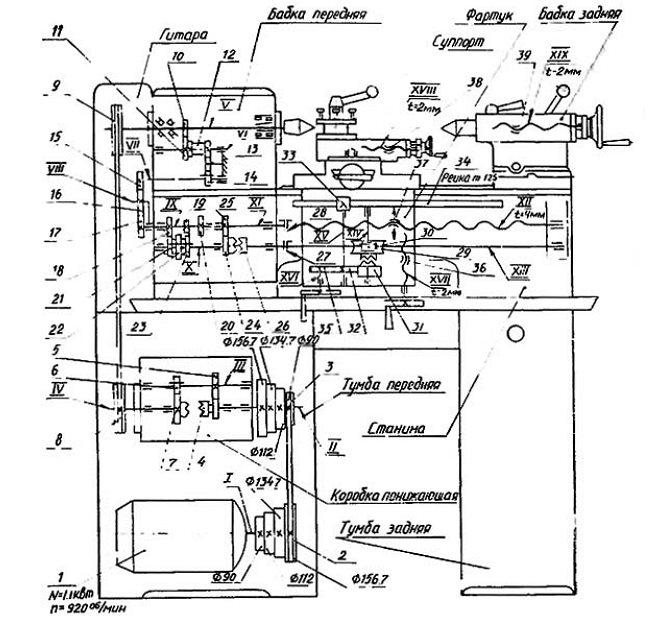
Кинематическая схема ТВ-7
Принципиальная электрическая схема
Суппорт станка, его коробка подач и задняя бабка
Суппорт токарного станка ТВ-7, необходимый для фиксации режущего инструмента и его перемещения в продольном и поперечном направлениях, состоит из 4 салазок. Первые салазки – самые нижние в конструкции, они перемещаются по направляющим станины в продольном направлении. Салазки №2 обеспечивают поперечное перемещение инструмента и передвигаются по направляющим первых салазок.
Салазки №3 отвечают за поворот резцовой головки на 40 0 (в обе стороны от ее среднего положения), также на этих салазках расположены направляющие, по которым в продольном направлении перемещаются салазки №4. Резцедержатель, фиксирующий режущий инструмент, расположен на самых верхних салазках – четвертых. Продольное перемещение верхних салазок управляется рукояткой, которая соединена с винтом.
В суппорте станка ТВ-7, как видно из описания этого узла, имеется много трущихся элементов, которые в процессе работы активно изнашиваются, что приводит к образованию зазоров между ними. Такие зазоры, если их вовремя не устранить, являются причиной нарушений в работе элементов суппорта: вибрирования резца, нарушения точности обработки и др. Для устранения зазоров в конструкции суппорта предусмотрены прижимные планки и клинья, которые регулируются винтами на торцах салазок.
Резцедержатель станка крепится к салазкам №4 при помощи болта, а его положение фиксируется посредством специального опорного штифта. Чтобы отжать данный узел суппорта от верхних салазок, необходимо провернуть рукоятку, которая соединена с болтом. Характеристики держателя резцов допускают одновременное закрепление в нем до 4 токарных резцов, которые надежно фиксируются в нем при помощи соответствующих болтов.

В обзоре токарного станка ТВ-7 нельзя не упомянуть его заднюю бабку, которая используется для поддержания второго торца обрабатываемой заготовки, а также закрепления инструмента для обработки отверстий (сверла, развертки, метчики и др.). Конструкция данного узла состоит из корпуса, который перемещается по направляющим станины, а также пиноли, которая также может передвигаться в продольном направлении, для чего в ее конструкции предусмотрен винт, напрямую соединенный с маховиком.
Как говорилось выше, в пиноль задней бабки может вставляться режущий инструмент, также в ней может фиксироваться токарный патрон или конический центр, для чего в ее конструкции предусмотрено посадочное коническое отверстие (конус Морзе №2). При продольном перемещении пиноли, происходящем при вращении маховика с рукояткой, сама она не вращается, что обеспечивается за счет шпоночной канавки в ее конструкции и фиксирующего винта-шпонки, который в нее вворачивается.
Передаточный механизм агрегата, который иначе называют гитарой, служит для того, чтобы передать вращательное движение от шпиндельного узла коробке подач. Технические характеристики гитары ТВ-7 претерпели некоторые изменения по сравнению с более ранними моделями оборудования, за счет чего удалось упростить смазку узлов станка и снизить шум в процессе его работы.
Коробка подач устройства, параметры работы которой устанавливаются посредством трехпозиционной рукоятки, может обеспечить подачу суппорта станка в интервале 0,1–0,32 мм/об, а также нарезание метрической резьбы с шагом 0,8–2,5 мм. При длительной работе станка ТВ-7 в данном узле также может возникать осевой люфт, который можно устранить при помощи затягивания двух гаек, входящих в конструкцию коробки подач.
Основные преимущества и описание токарный станок ТВ-7
У токарного станка очень большая история происхождения. Он стал первым прототипом стальных станков, активно используемых сейчас не только на производстве, на заводах, но и в других отраслях.
Профессия токаря является одной из главных в машиностроении. Дело в том, что без станка этого вида нет возможности изготовить нужную деталь для машины или механизма.

Виды работ, производимых на станке
Оснащение ТВ-7 позволяет совершать следующие действия:
- Нарезать выступы и впадины, которые находятся на поверхности деталей.
- Можно полностью отрезать определённую часть по заранее выполненному контуру. Важно, чтобы он не был замкнутым.
- Расширить расстояние между крупными и мелкими деталями, выполненными из металла. Размеры заранее должны быть выверены и отмечены.
- Есть возможность обточить поверхность, чтобы сделать её гладкой. Также можно придать форму конуса, цилиндра.
- Сверлить отверстия любого вида.
- Подрезать торцовые части детали, которую планируется изготовить.
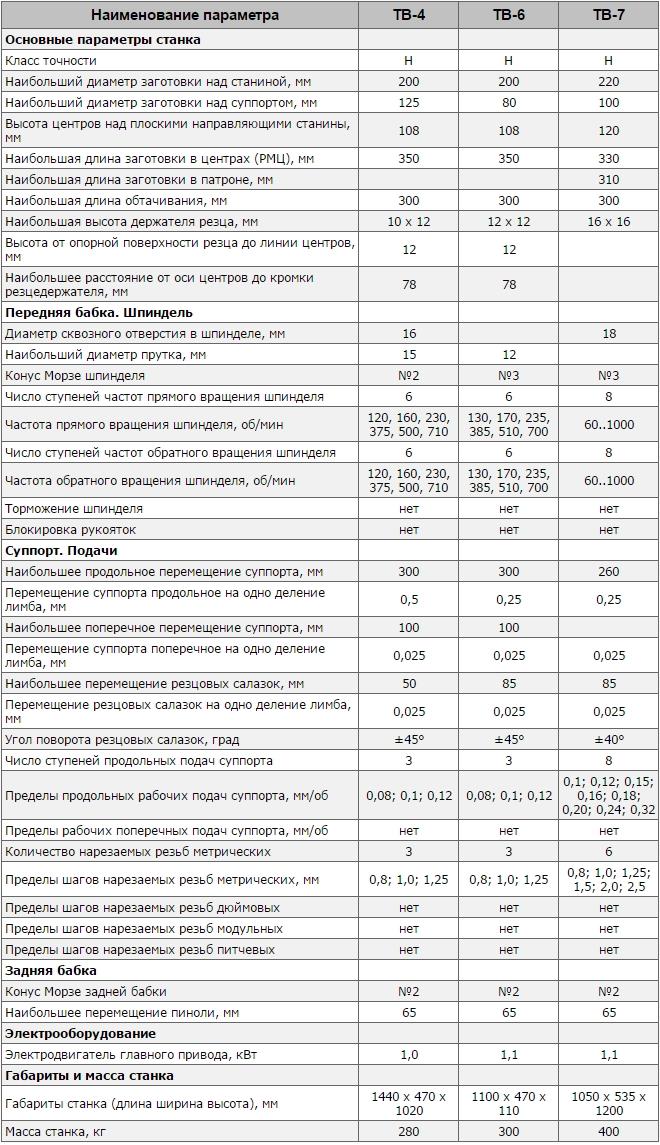
Технические характеристики
Эта модель стала улучшенной версией прошлого вида станка. Он имеет много отличий от своей предыдущей версии, что позволяет проводить работу более качественно и намного быстрее. Механизм делает возможным осуществление выверки соосности получившейся детали с осью вращения.
Основными качествами и характеристиками, отличающими этот станок от остальных моделей, являются:
- Классификация по точности изготовления резьбы–«Н».
- Вес равняется сорока килограммам.
- Размеры изменились.
- Расстояние от болванки, расположенной в центральной части – 330 мм, а в патроне – 310 мм.
- Расстояние проточки болванки – 300 мм.
- Длина передвижения салазок резца составляет 85 мм.
- Хорда просвета главного вала, который пересекает внутреннюю часть детали, 18 мм.
- Период вращения детали вокруг оси равняется 8.
- В минуту головка главного вала делает 60–1000 об.
- Поперечник болванки, закрепленный над корпусом приспособления – 220 мм, резцедержателем – 100 мм.
- Высота приспособления, удерживающего резец, составляет 16х16 мм.
- Расстояние передвижки резцедержателя – 260 мм.
- Продольная и поперечная перестановка резцедержателя соответственно разбивки лимба – 0,025 мм.
- Величина периода подвода резцедержателя равняется 8.
- Угол разворота салазок – +/- 45.

Также на нём есть специальные элементы, которые защищают прибор от случайного получения сколов, царапин и даже поломок, а именно это щиток и экран, выполненный из прозрачного материала.
Конструктивные особенности
Его часто используют в качестве прибора, на котором проходят обучение, с помощью него закрепляется усвоенный материал на практике по методу использования обработки твердых изделий. Данный прибор состоит из нескольких основных деталей:
- станины;
- опорных тумб в количестве двух штук;
- бабок, расположенных с двух обеих сторон;
- суппорта.
Уникальная конкретика при получении необходимых деталей обеспечивается благодаря шпинделю, который находится на опорах.
Управление
Изначально токарный станок этого вида предполагался для проведения практических занятий для школьников (часто его так и называют —школьный токарный станок по металлу), поэтому управление не вызывает много трудностей. Выполнение работы на таком оборудовании не вызовет много вопросов.
В конструкции ТВ-7 есть несколько основных деталей, благодаря которым осуществляется весь процесс. К этим деталям относится кнопка, останавливающая процесс при экстренных ситуациях, кнопка, запускающая реечную шестерню и прочее.

Станина и передняя бабка
Бабка по праву считается основным узлом, так как без него слаженной работы не будет. Она расположена на тумбах. При её изготовлении используется прочный материал – чугун.
Бабка двигается благодаря передней направляющей, которая плоская, задняя же, напротив – призматическая. Суппорт двигается благодаря плоским очертаниям задней и передней призматической формы.

Бабка находится на левой стороне. Шпиндель патрона крепится на ней. Он поддерживает изготавливаемое изделие в удобном месте, он же обеспечивает необходимую частоту вращения.
Суппорт, задняя бабка и коробка подач
Держатель, помогающий менять расположение резцов, находится на суппорте. Двигается только ручным способом в двух направлениях: продольном и поперечном.

Резцедержатель вращается в разные стороны с радиусом в 40 градусов благодаря удобной рукоятке, в конце перед работой он тщательно фиксируется. Фартук размещается на нём, отвечающий за механическую подачу резца рабочим валом или же винтом.
Бабка придёт в действие, если выполнить следующие действия:
- Подсоединить разъёмную гайку к винту, способному перемещаться.
- К валу распределительное механическое зажимное устройство.
Люфты направляющих, появляющиеся во время проведения работы, легко утилизируются, используя клинья и планки. Отрегулировав их, можно устранить вибрацию деталей, которые предстоит обработать.

Детали, которые обрабатываются на станке, легко крепятся при помощи задней бабки, в которой расположены патроны. Главная их функция заключена в реализации сверления, развертывания.
Коробка передач предназначена для того, чтобы изменить скорость перемещения фартука. Благодаря ему можно обеспечить механическую и ручную продольную подачу суппорта. Управляется, используя рукоятку, имеющую 3 фиксированных положения.

Электрооборудование
Электрический двигатель и понижающая коробка скоростей смонтированы в тумбе. Их валы оснащены четырьмя шкивами разных диаметров. Они расположены в порядке возрастания.
В состав электрооборудования входят детали:
- Асинхронный двигатель мощность 1,1 квт, который расположен в левой трубе.
- Щиток, находящийся в тумбе с правой стороны. На нём располагаются также и другие важные детали.
- Кулачковый переключатель, расположенный в задней части станины.
- Кнопка включения в сеть и устройства освещения.
Кинематическая схема

Электрическая схема

Особенности эксплуатации, паспорт
Своевременный уход за устройством поможет сохранить его дольше в презентабельном виде. Потребуется меньше затрат на замену деталей. В инструкции по эксплуатации ясно прописано, что, главное обращать внимание на соблюдение мер безопасности.
Паспорт станка можно бесплатно скачать по ссылке — Паспорт токарного станка ТВ-7
Станки этой модели требуют осмотра и очищения от металлической стружки после работы за ним.
Особенно тщательно нужно счищать стружку с деталей, которые определяют направление передвижки. Они находятся на корпусе и суппорте.
После проведения работ важно их тщательно смазать. Качество получившихся деталей, время эксплуатации станков определяется в основном грамотным уходом и бережным отношением.
Как работать за ним?
При работе со станком важно соблюдать технику безопасности. Перед работой обязательно нужно надевать специальную одежду. Оборудование должно быть крепко закреплено и нужно это проверять.
В качестве подставки нужно использовать деревянную решётку, предварительно крепко её закрепив. Необходимо применять только те резцы, у которых правильная заточка.
Смазка
Все главные части должны быть тщательно промазаны смазкой, особенно тщательно нужно промазывать детали, которые двигаются. Сделать это достаточно легко за счёт шестерни, погружаемой в масло. Это позволяет аккуратно перенести капли на другие элементы. Чтобы наблюдать за уровнем масла существует «глазок».
Плюсы и минусы
Исходя из вышеописанного, можно выделить главные преимущества этого станка. Во-первых, этот станок не только токарный, он также является винторезным оборудованием.
Это означает, что на нём разрешается проводить все основные виды работ по механической отделке металла и ещё нарезать резьбы при помощи ходового винта. Станок ТВ-7 очень тяжёлый, что указывает на его устойчивость и пониженную вибрацию. Всё это понижает риск получения травм. К другим плюсам относится:
- Высокая мощность главного привода.
- Число ступеней вращения шпинделя большое.
- Высота центров понята.
- Метрическая резьба состоит из 6 шагов.
- Наличие двухскоростной понижающей коробки.
- На конце шпинделя большой диаметр резьбы.
- Размеры корпуса достаточно компактные. То позволяет размещать оборудование в помещениях даже с маленькой площадью.
У токарного станка есть и минусы:
- В сравнении с предыдущими моделями, на ТВ-7 расстояние между центрами, наоборот уменьшено.
Как правильно выбрать станок б/у
ТВ-7 снят с производства, поэтому приобрести новый будет проблематично и практически невозможно. На рынке станок ТВ-7 продаётся б/у. При выборе продавца лучше воспользоваться сайтом Avito или специальным сайтом, который специализируется на продаже станков.
Перед тем, как купить станок необходимо его тщательно смотреть на наличие поломок или дефектов. Перед осмотром внешнего состояния нужно переходить к следующему шагу: проверке узлов:
- Передвижение суппорта и люфта.
- Вращение шпинделя не должно сопровождаться звуками, вибрации должны отсутствовать.
- Кулачковый патрон должен быть в хорошем состоянии: зажим надёжный, кулачки перемещаются легко.
- Проверить резцовую головку, заднюю бабку.
- Рукоятка должна хорошо работать, регулировочные болты и гайки, резьбовые соединения должны быть в хорошем состоянии.
Отличная возможность проверить станок: включить его, поработать на разных режимах.
Настольный токарно-винторезный станок ТВ-7М

Настольный токарно-винторезный станок ТВ-7М разработан и выпускается российским станкостроительным предприятием и предназначен для проведения всех видов токарных работ в обучающих целях в учебных классах школ и профтехобразовательных учреждений, готовящих специалистов профессии токарь, а также может использоваться в различного рода ремонтных подразделениях промышленных предприятий и передвижных мастерских, в том числе оборонного комплекса. Функциональные возможности станка позволяют осуществлять весь спектр технологических операций, присущих "взрослому" токарно-винторезному оборудованию, - на учебно-производственном универсальном станке ТВ7М можно производить: проточку и расточку внутренних и наружных поверхностей деталей тел вращения диаметром до 220 мм, длиной до 270 мм и массой до 5 кг, отрезку, подрезку торцев, сверление осевых отверстий, нарезание метрических резьб резцами и метчиками и другие операции. Достаточная мощность привода главного движения 0,75 кВт позволяет обрабатывать заготовки из металлических (сталь, чугун, цветные металлы) и неметаллических (полимерные) материалов.
Настольный токарно-винторезный станок ТВ-7М пришел на смену, хорошо зарекомендовавшей себя, но устаревшей модели ТВ-7.
Схема расположения основных частей токарного станка ТВ-7
Перечень основных частей учебно-производственного станка ТВ-7М
Расположение органов управления токарно-винторезного станка ТВ-7М

Список органов управления токарного станка ТВ-7М
Токарный станок ТВ-7М имеет удобную 6-и ступенчатую коробку скоростей.
Шпиндель токарно-винторезного станка ТВ7М установлен на трех радиально-упорных подшипниках - два в передней и один в задней опорах. Диаметр отверстия в шпинделе для возможности обработки прутка составляет 18 мм
Предлагаем купить универсальный настольный токарно-винторезный станок ТВ-7М по цене завода производителя.
Читайте также: