Токарный станок по металлу 1б61а технические характеристики

Сведения о производителе токарно-винторезного станка 1Б61
Изготовителем токарно-винторезных станков модели 1Б61 является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция - универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
1Б61 станок токарно-винторезный универсальный. Назначение, область применения
Универсальный токарно-винторезный станок 1Б61 производился с 1958 года и был заменен в производстве на модель 1В61.
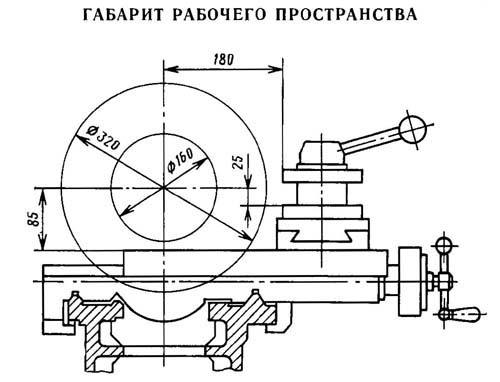
Токарный станок 1Б61 предназначен для токарной обработки наружных (диаметром до 320 мм) и внутренних поверхностей деталей (длиной 710 или 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении.
Токарно-винторезный станок 1Б61 предназначен для выполнения различных токарных работ в центрах или патроне, а также для нарезания метрической и дюймовой резьб в механических цехах в условиях мелкосерийного и единичного производства.
Станок 1Б61 позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб, дюймовой
- Сверление и ряд других работ
Принцип работы и особенности конструкции станка 1Б61
Пуск, отключение, изменение направления главного движения производится посредством реверсивного магнитного пускателя.
Изменение скорости вращения производится переключением шестерен на передней панели шпиндельной бабки.
Быстрое реверсирование электродвигателя при нарезании резьб - поворотом рукоятки У20 от верхнего крайнего положения в нижнее крайнее положение и наоборот.
Торможение двигателя главного привода осуществляется посредством электромагнитной муфты на конце первичного вала в коробке скоростей.
Класс точности станка Н.
Отличия станков 1Б61 и 1Л61
Межцентровое расстояние РМЦ:
Частота вращения шпинделя:
- 1Б61 - 16..2000 об/мин (24 ступени)
- 1Л61 - 10..1250 об/мин (24 ступени)
Мощность двигателя главного движения:
- 1Б61 - A5I-4; 4,5 кВт; 1440 об/мин
- 1Л61 - АЛ42/4; 2,8 кВт; 1420 об/мин
Габарит рабочего пространства токарно-винторезного станка 1Б61. Суппорт

Габарит рабочего пространства токарно-винторезного станка 1Б61. Суппорт
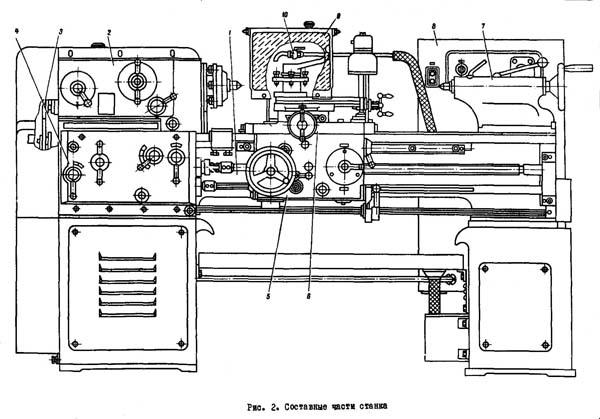
Общий вид универсального токарно-винторезного станка 1Б61
Фото универсального токарно-винторезного станка 1Б61


Рукоятки управления коробкой скоростей токарного станка 1Б61


Фото гитары токарно-винторезного станка 1Б61
Расположение органов управления токарно-винторезным станком 1Б61

Расположение органов управления токарно-винторезным станком 1Б61
Перечень органов управления токарно-винторезным станком 1Б61
Эскиз управления коробкой подач. Пример установки величины резьбы /рис.5/

Рукоятки управления коробкой подач токарно-винторезного станка 1Б61
Требуется нарезать метрическую резьбу с шагом 4 мм.
Для этого рукоятку У5 по стрелке "а" устанавливают против надписи "метрическая и модульная резьба".
Оттягивая на себя рукоятку У4 установить требуемый шаг секции V /табл./ против буквы "в".
Затем, нажимая до отказа рукоятку У4, установить на величину требуемой резьбы с шагом 4 мм против буквы "б".
Основные правила работы на станке
- Перед пуском станка изучить его схему и конструкцию, назначение рукояток и порядок переключения их.
- При работе станка рукоятки всегда доводить дофиксируемого положения.
- Ни в коем случае не переключать зубчатые колеса на ходу.
- При обточке пользоваться ходовым валиком, ходовым винтом пользоваться только при нарезании резьбы.
- Нельзя рихтовать обрабатываемые изделия в центрах или направляющих станины: это разрушает станок и лишает его точности.
- Для удаления центра из шпинделя передней бабки использовать пруток с медным или латунным наконечником.
- При обработке деталей в центрах проверить закреплена ли задняя бабка от продольного смещения. После установки изделия зажать пиноль, предварительно смазав центр.
- Нельзя работать на сработанных и забитых центрах.
Кинематическая схема токарно-винторезного станка 1Б61

Кинематическая схема токарно-винторезного станка 1Б61

Схема расположения подшипников токарно-винторезного станка 1Б61
Конструкция токарно-винторезного станка 1Б61
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей

Коробка скоростей токарно-винторезного станка 1Б61
Механизм коробки скоростей (рис.8) заключен в чугунный корпус, который устанавливается в левой части станины и крепится к ней болтами. Коробка скоростей передает 24 различных скорости в Диапазоне 10..1250 /1Л6I/ и 16..2000 /1Б61/. Шпиндель получает движение от электродвигателя типа АЛ42/4 мощностью 2,8 кВт /1Л61/ и A5I/4 мощностью 4,5 кВт /1Б61/, /см.рис.6/.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя - на регулируемом коническом подшипнике.
Эскиз конуса шпинделя на рис.4.
Люфт шпинделя регулируется подтягиванием гайки I, с последующим законтриванием ее контргайкой.
Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 /рис.8/.
Коробка передач /Гитара/
Коробка передач служит для передачи движения от коробки скоростей механизму коробки подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31-32-33-35. Передаточное отношение - 3 . При нарезании модульных и питчевых резьб движение передается через шестерни 31-32-34-33-36-35, Передаточное отношение - 30/29 . 41/36 /рис.6/. Таким образом, выбор типа резьбы достигается переворачиванием блока 33-34.
Коробка подач токарно-винторезного станка 1Б61

Коробки подач токарно-винторезного станка 1Б61
Конструкция коробки подач /рис.9/ позволяет получить большое число различных видов резьб и подач. Привод коробки подач осуществляется от шпинделя и от вала III коробки скоростей /при увеличенной в 16 раз величине подач/. Движение от коробки подач передается ходовому валику и ходовому винту /при нарезании резьб/.
Увеличенные подачи получаются только при низких скоростях шпинделя: для станка 1Л61 от 10 до 100 об/мин, для станка 1Б61 от 16 до 160 об/мин.
При нарезании метрических и модульных резьб движение ходовому винту передают: вал XI через зубчатые муфты 37а, 37б; шестерни 39, 40, 41, 42, 43,44, 45, 46, 47; зубчатые муфты 48а и 48б и множительный механизм /51-58/ на вал XIV с шестерней 59 и через зубчатые муфты 61а и 61 на ходовой винт XVII /рис.6/.
При нарезании дюймовых и питчевых резьб движение ходовому винту передают шестерни 37-38, вал XII, шестерни 39-47, 49-48 и множительный механизм /51-58/. Дальше движение передается так же, как и при нарезке метрических модульных резьб. Кроме того, ходовой винт имеет, прямое включение при нарезании особо точных резьб. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу.
При включении ходового валика движение передается через шестерни 59-60 на ходовой вал, Множительный механизм /шестерни 51-58/ дает следующие передаточные отношения: 1/1, 1/2, 1/4, 1/8.
Выбор величины резьбы осуществляется рукояткой У4. Выбор типа резьбы, включение ходового винта или ходового валика осуществляется рукояткой У5.
Прямое включение ходового винта достигается поворотом рукоятки У5.
Фартук токарно-винторезного станка 1Б61

Фартук токарно-винторезного станка 1Б61
Для поперечного перемещения суппорта движение передается по той же цепи до коромысла, затем через шестерни 66-67-72-80 на винт 82 с гайкой 81. Шестерня 69 на коромысле служит для реверсирования движения суппорта. Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо или влево в зависимости от требуемого направления движения суппорта /рис.17/. Для включения ходового винта рукоятку У12 следует нажать и повернуть по часовой стрелке. Для включения поперечной подачи суппорта необходимо рукоятку У13 перевести в верхнее положение, предварительно поставив рукоятку У12 в нейтральное положение, а затем вытянутой до отказа рукояткой сообщают суппорту нужное направление движения. Для ручного перемещения фартука служит маховик У9. Фартук имеет блокировочное устройство, предотвращающее одновременное включение ходового валика и ходового винта.
Фартук снабжен кулачковой предохранительной муфтой, которая предохраняет механизм подачи от перегрузки. Муфту регулируют отдельно для поперечных и продольных подач винтом I /рис.10/.
При работе ходового винта необходимо вывести реечную шестерню 75 из зацепления с рейкой 77 при помощи рукоятки У10 /рис.6/.
Суппорт
Суппорт имеет обычную крестовую конструкцию /рис.11/ Продольное перемещение суппорта осуществляется механически при помощи ходового валика или ходового винта /исключительно для резьб/ и вручную вращением маховика, расположенного на фартуке.
Верхняя часть суппорта, несущая на себе квадратную резцовую головку, может перемещаться только от руки при помощи рукоятки и винта 86 с гайкой 85 /рис.6/.
Зазор направляющих суппорта регулируется подтягиванием соответствующих клиньев 1 и 2.
Люфт выбирается гайками 4,5, 6 и винтом 3 /рис.11/.
Задняя бабка
Задняя бабка /рис.12/ перемещается вдоль станины от руки по направляющим и крепится в требуемом положении рукояткой У18 /рис.17/. Поперечное перемещение бабки в пределах ± 12 мы осуществляется при помощи винта. Осевое перемещение пиноли происходит при вращении маховика, пиноль закрепляется рукояткой У17. Маховик и винт служит в то же время для выталкивания центра из своего гнезде. Задняя бабка может перемещаться совместно с движением каретки при помощи специального устройства, имеющегося на ней и суппорте. Люфт винта задней бабки регулируется гайкой с контргайкой /рис.12/.
Электрооборудование. Схема электрическая токарно-винторезного станка 1Б61

Электрическая схема токарно-винторезного станка 1Б61
- Присоединение к сети переменного трехфазного тока напряжением 380 В
- Двигатель главного привода:
- для станка 1Б61 - A5I-4; 4,5 кВт; 1440 об/мин, 380/220 В;
- для станка 1Л61 - АЛ42/4; 2,8 кВт; 1420 об/мин, 380/220 В.
- Электронасос охлаждающей жидкости: 0,125 кВт, 2800 об/мин, 22 лит/мин, 380/220 В.
- Пуск, отключение, изменение направления главного движения производится посредством реверсивного магнитного пускателя, управляемого барабанным переключателем с помощью двух рукояток управления У20 /рис.17/.
- Торможение двигателя главного привода - посредством электромагнитной муфты.
- Быстрое реверсирование электродвигателя при нарезании резьб - поворотом рукоятки У20 от верхнего крайнего положения в нижнее крайнее положение и наоборот.
- Включение и выключение электронасоса – отдельным выключателем.
- Защита двигателя главного привода и электронасоса от коротких замыканий - посредством плавких предохранителей.
- Нулевая защита двигателя главного привода - посредством промежуточного реле.
- Местное освещение - от понижающего трансформатора.
- Защитное заземление металлических масс как мера безопасности работающего на станке.
- Панель управления с рукоятками вводного выключателя, электронасоса и местного освещения.
б/ Описание действия электросхемы управления /рис.14/
Включением вводного выключателя ВВ подготавливается пуск станка. Пуск, остановка и реверс двигателя главного привода /ГД/ производится посредством рукоятки управления командоконтроллером КК, имеющего 3 фиксированных положения и по одному контакту на каждое положение, из коих контакт ККО /Л 22-1/ замкнут при нейтральном положении. После включения выключателя ВВ через НЗ контакт ККО промежуточное реле РП получает питание и замыкает свой НО контакт /Л 22-1/. Через НО контакт РП /Л 22-1/ промежуточное реле РП переходит на самопитание.
в/ Защита и блокировка
В схеме предусмотрена групповая защита от коротких замыканий посредством предохранителей 1П.
В схеме предусмотрена защита от исчезновения напряжения /нулевая/ посредством промежуточного реле РП.
Для предотвращения одновременного включения двух контакторов реверсивного пускателя KB и КН в схеме предусмотрена механическая блокировка.
Монтажная схема показана на рис.15. Расположение электрических аппаратов на рис.16.
1В61 Станок токарно-винторезный универсальный
Схемы, описание, характеристики

Сведения о производителе токарно-винторезного станка 1В61
Изготовителем токарно-винторезных станков модели 1В61 является Ереванский станкостроительный завод им. Дзержинского.
1В61 станок токарно-винторезный универсальный. Назначение, область применения
Универсальный токарно-винторезный станок 1В61 производился в семидесятые годы прошлого века и является переходной моделью между моделями станков 1Б61 (начало производства 1958 год) и 1М61.
Токарный станок 1В61 предназначен для токарной обработки наружных (диаметром до 320 мм) и внутренних поверхностей деталей (длиной 510 или 710 мм) со ступенчатым и криволинейным профилем в осевом сечении.
Станок 1В61 позволяет производить следующие виды токарных работ:
Принцип работы и особенности конструкции станка 1В61
Быстрое реверсирование электродвигателя при нарезании резьб - поворотом рукоятки от верхнего крайнего положения в нижнее крайнее положение и наоборот.
Обозначение токарного станка
1 - токарный станок (номер группы по классификации ЭНИМС)
В – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 - токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Габарит рабочего пространства станка 1В61. Суппорт
Габарит рабочего пространства токарного станка 1В61
Посадочные и присоединительные базы станка 1В61. Шпиндель

Посадочные и присоединительные базы станка 1В61
Общий вид универсального токарно-винторезного станка 1В61
Фото универсального токарно-винторезного станка 1В61



Таблица настройки резьб и подач токарно-винторезного станка 1В61
Расположение основных узлов токарно-винторезного станка 1В61
Расположение основных узлов токарно-винторезного станка 1В61
Спецификация органов управления токарно-винторезным станком 1В61
- Станина
- Коробка
- Коробка передач
- Коробка подач
- Фартук
- Суппорт
- Задняя бабка
- Электрооборудование
- Защитный экран
- Система охлаждения
Расположение органов управления токарно-винторезным станком 1В61

Расположение органов управления токарно-винторезным станком 1В61
Перечень органов управления токарно-винторезным станком 1В61
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
Кинематическая схема токарно-винторезного станка 1В61

Кинематическая схема токарно-винторезного станка 1В61
Передняя бабка токарно-винторезного станка 1В61

Фото коробки скоростей токарного станка 1В61 (без шпинделя)

Фото коробки скоростей токарно-винторезного станка 1В61

Фото коробки скоростей токарного станка 1В61 (без приводного вала)
Конструкция токарно-винторезного станка 1В61
Коробка скоростей обеспечивает 8 скоростей вращения шпинделя (32—1200 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку.
Коробка подач токарно-винторезного станка 1В61 (три рукоятки)

Чертеж коробки подач токарно-винторезного станка 1В61
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта". При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1В61

Чертеж суппорта токарно-винторезного станка 1В61
Фартук токарно-винторезного станка 1В61

Чертеж фартука токарно-винторезного станка 1В61

Фото фартука токарно-винторезного станка 1В61
Фартук передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Задняя бабка токарно-винторезного станка 1В61

Чертеж задней бабки токарно-винторезного станка 1В61
Электрооборудование. Электрическая схема станка 1В61

Электрическая схема токарно-винторезного станка 1В61
Электрооборудование токарно-винторезного станка 1В61. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
Установочный чертеж станка 1В61

Установочный чертеж токарно-винторезного станка 1В61
Возможности токарно-винторезных станков

Стальной шар, полностью изготовленный на токарном станке 1В61
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
1Б61 Станок токарно-винторезный универсальный
Схемы, описание, характеристики














Подробный обзор токарно-винторезного станка 1М61
В семидесятом году в Ереване был произведен токарно-винторезный станок 1М61.
Отлично подходит для создания нескольких экземпляров продукции, поэтому ним оснащают небольшие производства в промышленности и сельском хозяйстве.

Сведения о производителе
Создано данное оборудование на станкостроительной фабрике в Ереване. На данный момент это предприятие имеет название Ереванское Станкостроительное Объединение и выпускает токарно-винторезные станки повышенной точности с диаметром обработки 500 мм.
Технический ряд
Технический ряд токарно-винторезных станков, которые произведены на этом заводе обширен, и есть несколько моделей, которые отличаются надежностью и спросом у производителей. У каждого образца технического ряда есть свои особенности работы и точности.
Станок токарный 1Л61
Это аналог станка 1М61, но из другой серии. По техническим характеристикам они во многом схожи. Высота центров над станиной составляет 170 мм. Класс точности – Н.

1М61П
Токарно-винторезный станок той же серии. Единственное его отличие – он обладает повышенной точностью обработки заготовок. Об этом говорит маркировка в конце.

Также приспособлен к работе в условиях мелкосерийного производства и обладает нормальным классом точности. Это переходная модель между станками 1Б61 и 1 М61.

Назначение, область применения
Данное оборудование предназначено для обработки внутренних и наружных поверхностей деталей и заготовок, которые в осевом сечении имеют ступенчатый и криволинейный профиль.
Конструкция станка позволяет выполнять следующие виды основных токарных работ:
- проточка, расточка цилиндрических и конических поверхностей;
- подрезка торцов;
- нарезание различных видов резьбы, в том числе дюймовую, модульную, метрическую;
- сверление.
Это неполный список работ на рассматриваемом токарно-винторезным станке. При этом область применения – единичное и мелкое производство.
Узнайте, чем так хорош токарный станок 1Е61М, подробное описание и область применения
Общий вид

Конструкция
Непосредственно устройство универсального токарно-винторезного станка имеет в составе 10 основных узлов:
- станина;
- коробки скоростей, передач и подач;
- фартук;
- суппорт;
- упорная бабка;
- защитный экран;
- узел электрооборудования;
- система охлаждения.
Станина является основой всей конструкции и к ней прикреплены все остальные детали и компоненты оборудования. Станина обладает двумя направляющими. Одна – «ласточкин хвост», вторая – в форме призмы.

Передняя бабка расположен с левой части оборудования. На торце бабки расположена гитара шестерен, а в коробке скоростей — шпиндельный узел. Справа на основе расположена задняя или упорная бабка.
Функциональные характеристики
Относительно небольшой размер станка расширяет его функциональные возможности. Высокий потенциал оборудования обозначен следующими характеристиками:
- Шпиндель вращается на 24-х скоростях. Скорость до 1600 оборотов в минуту. Есть возможность вращаться не только в прямом, но и в реверсном направлении.
- Размер отверстия в узле шпинделя – 3.5 см.
- Благодаря особенностям строения пиноль у бабки передвигается на расстоянии до 100 мм.
- Высота державки не превышает 2.5 см.
- Детали, которые могут быть обработаны на данном оборудовании по длине не больше 1 метра. может двигаться на расстояние до 20 см, а вдоль – до 60 см.
Особенности работы агрегата
Сам агрегат имеет категорию точности Н. Электродвигатель может работать как в стандартном, так и в реверсном режиме. Частоту оборотов шпинделя регулирует оператор.
Для выполнения всех основных работ, а также дополнительных функций станок комплектуется различными дополнительными инструментами.
Специфика управления
Управление осуществляется при помощи рычагов и переключателей. У мастера есть возможность запустить следующие процессы:
- Непосредственно включение станка, который через двигатель придает вращательные движения шпинделю.
- Ускорять рабочее движение суппорта.
- Вдвигать пиноль упорной бабки.
- Регулировать параметры резьбы.
- Менять обороты во время нарезки резьбы, включать, отключать гайки.
- В процессе обработки конической поверхности выдвигать салазки.


Основные технические характеристики
Каждая деталь имеет свои особенности, функциональное назначение и технические характеристики, которые влияют на общую работу оборудования.

Шпиндель
Этот узел имеет следующие характеристики:
- диаметральный размер отверстия, проходящего насквозь – 35 мм;
- наибольший размер прутка в диаметре, проходящего в отверстие – 32 мм;
- число ступеней прямого и обратного вращения – 24;
- есть торможение шпинделя.
Подачи и резьбы
Технические характеристики по этим параметрам:
- максимальное перемещение суппорта – 200 мм;
- продольное перемещение каретки – 600 мм;
- максимальное перемещение резцовых салазок – 120 мм;
- количество ступеней – 17.
На этой конструкции крепится резцедержатель и специальные салазки, которые используются для проточки конических поверхностей.
Суппорт перемещается в поперечном и продольном направлении. Верхняя часть именуется салазками и способна передвигаться на 12 см.
Посадочная и присоединительная базы станка. Шпиндель

Шпиндель – это вал, который необходим для крепления обрабатываемой заготовки. Шпиндель имеет отверстия, в котором обрабатываются пруты.
Сама шейка элемента имеет коническую или цилиндрическую форму. Шпиндель обеспечивает точность обработки, он должен обладать долговечностью, надежностью и допустимыми параметрами нагрева.
Кинематическая схема

Передняя бабка
Передняя или шпиндельная бабка — осуществляет основную функцию станка, она передает крутящий момент от электродвигателя.
Шпиндель расположен вол внутренней части данной конструкции. С внешней стороны обоих стеночек расположена ручка коробки скоростей.
Еще также называют упорной. Основная функция данного компонента конструкции — фиксация заготовки. Также данная конструкция предназначена для установки различных сверл и других инструментов.

Тормозная муфта
Это магнитная деталь, один из наиболее важных элементов конструкции. Отвечает за торможение оборотов при работе.

Чугунная основа всей конструкции, к которой крепятся все остальные детали станка. Она изготовлена литьевым способом, что позволяет снижать колебания станка. Справа от кронштейна расположены детали с электрическим оборудованием.
С помощью коробки скоростей устанавливается конкретная частота вращения шпиндельного узла. Сам шпиндель может работать на 24 скоростях. 12 из них регулируются от шестерён станка, а другие 12 – через зубчатую муфту.

Коробка подач на 3 рукоятки
Это классический вариант, при помощи которого можно регулировать основные изменения в работе станка.

Коробка подач на 4 рукоятки
В данном случае есть 4 рукоятки, при помощи которых можно осуществлять следующие действия:
- установка типа резьбы и подач;
- регулировка величины резьбы и подач;
- регулировка шага резьбы и подач;
- включение ходового винта и вала.

Коробка передач гитара
Этот компонент служит для передачи движения от коробки скоростей в коробку подач, а также для настройки подач на определенный тип нарезаемой резьбы.
Движение передаётся в зависимости от того, метрическая, дюймовая, модульная или питчевая резьба нарезается на заготовке.
Электрооборудование и электрическая схема станка
Токарный станок 1М61 используется на мелкосерийных производствах уже не первое десятилетие.

Он снабжен всеми необходимыми компонентами, которые обеспечивают его универсальность, а также надежность и долговечность.
Подробное описание и область применения токарно-винторезного станка 1Е61М
Особенность токарного станка 1Е61М в его повышенной точности. Агрегат подходит для чистовых и получистовых работ. С помощью такого оборудования есть возможность нарезать практически любой тип резьбы.

Сведение о производителе
Производитель данного оборудования – Ульяновский машиностроительный завод. Это предприятие многопрофильное и помимо станков производит: автомобильные свечи, патроны к стрелковому оружию, грузоподъемное оборудование, автоматические роторные линии, цепи пильные, приводные и роликовые.
Модификации модели
Стандартная модель 1Е61М была модернизирована и выпущена в нескольких вариациях. Каждая модификация станка имеет свои особенности по проведению операций и качеству работы.
1Е61М
Добавление символа «М» означает, что станок имеет повышенную точность. Данная модификация используется при черновой и чистовой обработке заготовки.

1Е61МТ
Это агрегат повышенной точности, который используется исключительно для финишных обработок.

1Е61МС
Еще одна модификация стандартного оборудования 1 Е61М. Применяется также при финишной обработке болванки и для нарезания резьбы.

Назначение и сфера применения оборудования
Рассматриваемое оборудование подходит для выполнения следующих операций:
- Сверление и обработка отверстий с различной формой.
- Обработка наружных конических поверхностей.
- Растачивание поверхностей в форме цилиндра.
- Обтачивание гладких цилиндрических поверхностей.
Оборудование применяется на серийных производствах небольшого масштаба, а также в частных мастерских.
Технические характеристики применения токарно-винторезного станка
Технические характеристики токарного станка, определяют возможности мастера при проведении токарных операций. В рассматриваемом оборудовании основные характеристики, следующие:
- максимальный диаметр заготовки, которая обрабатывается над станиной – 32 см;
- те же показатели над суппортом – 18.8 см;
- диаметр прутка, который проходит в шпиндель – 32 мм;
- максимальная длина устанавливаемой детали РМЦ – 71 см;
- частота вращения шпинделя – 35-1600 об/мин.

Максимальная длина хода суппорта при продольном перемещении каретки – 64 см. При поперечном перемещении каретки – 20 см.
Производительность и точность выполняемых работ
Мастерам следует избегать излишней нагрузки на все узлы станка. На первоначальном варианте станка мощность была больше, но за счёт этого быстрее сносилась коробка скоростей. В итоге была снижена производительность и установлена надежная функция контроля перегрузок.
Для сохранения целостности рук специалиста имеется противооткатная блокировка главного шпинделя. Установка отличается высокой точностью и несложностью в работе. При этом оборудование безопасно в работе.
Конструкционные особенности
Особенности конструкции обусловлены небольшим весом самого станка по сравнению с аналогами, а также его повышенной точностью при обработке заготовок. Все нюансы конструкции кроются во отдельных узлах оборудования.
Общий вид модели


Габариты и модели
Масса оборудования без дополнительного оснащения – 1650 кг. По размеру, оборудование имеет следующие параметры:
- длина – 219 см;
- ширина – 93 см;
- высота – 150 см.

Расположение основных узлов
Основные узлы станка расположены по стандартной схеме. Но в конструкции все же есть свои особенности, которые позволяют работать в более безопасном режиме без потери уровня производства.


Устройство органов управления
К органам управления относят следующие узлы станка 1Е61М:
- узел, включающий основной электронасос и соединенный с внешней электросетью;
- подключение эмульсионного электронасоса;
- переключатель числа скоростей шпинделя;
- включатель перебора передней бабки;
- механизм для увеличения шага резьбы;
- включение продольных и поперечных передач;
- маховик, предназначенный для продольного перемещения каретки;
- быстрый отвод резца от изделия.
Передняя бабка
Передняя бабка располагается с левой стороны и с таким расчетом, что деталь можно развернуть на несколько градусов, если у мастера есть такая необходимость. Сюда же включена и коробка скоростей. Рычаги управления расположены снаружи. Сам шпиндель способен вращаться со скоростью до 2000 об/мин. Смазка передней бабки проводится от отдельного масляного насоса.

Задняя бабка
Этот узел расположен справой стороны. Она легко продвигается по станине и ход пиноли имеет в 100 мм. Конус задней бабки – Морзе 3.
Кинематическая схема

Электрическая схема

Правила настройка оборудования и эксплуатации, паспорт
Стабильная работа станка зависит от точности предварительной настройки. Для жесткого типа соединения поперечных салазок, понадобится произвести настройку клина салазок. Алгоритм действия такой:
- Немного отпустить винт.
- Поджать клин другим винтом так, чтобы при этом ход салазок остался плавным.
- Завернуть первый винт на максимум.
Обязательно периодически проверять степень натяжения клиновых ремней. Они со временем вытягиваются и это отражается на безопасности механизма точения.
Паспорт токарного станка можно бесплатно скачать по ссылке — Паспорт токарно-винторезного станка 1Е61М
Алгоритм регулировки клиновых ремней:
- освободить переднюю тумбу от всех крышек;
- подтянуть салазки по специальной технике, проводя по пазам специальным винтом, чтобы подобрать оптимальный уровень натяжки;
- закрепить результат гайками.
Затем следует настроить шпиндельные ремни токарного оборудования.
Обслуживание и ремонт
При необходимости ремонта или некоторых обслуживающих работах нужно правильно осуществить разбор станка:
- В первую очередь отключить агрегат от электросети.
- Отсоединить нагнетательную и сливную трубки от масляной системы.
- Перед снятием шпиндельной бабки отсоединить клиновые ремни.
В автоматическом режиме происходит смазка токарно-винторезного станка. Агрегат снабжен для этого центробежным вертикальным насосом. Токарный станок 1Е61М был произведен для небольших частных цехов, для мелкосерийных предприятий, а также для использования в бытовых мастерских. Отличается повышенной точностью обработки и относительной безопасностью операций.
Читайте также: