Термообработка стали цветных металлов это
Термическая обработка (термообработка) стали, цветных металлов — процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью.
Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Виды термической обработки стали
Отжиг
Отжиг — термическая обработка (термообработка) металла, при которой производится нагревание металла, а затем медленное охлаждение. Эта термообработка (т. е. отжиг) бывает разных видов (вид отжига зависит от температуры нагрева, скорости охлаждения металла).
Закалка
Закалка — термическая обработка (термообработка) стали, сплавов, основанная на перекристаллизации стали (сплавов) при нагреве до температуры выше критической; после достаточной выдержки при критической температуре для завершения термической обработки следует быстрое охлаждение. Закаленная сталь (сплав) имеет неравновесную структуру, поэтому применим другой вид термообработки — отпуск.
Отпуск
Отпуск — термическая обработка (термообработка) стали, сплавов, проводимая после закалки для уменьшения или снятия остаточных напряжений в стали и сплавах, повышающая вязкость, уменьшающая твердость и хрупкость металла.
Нормализация
Нормализация — термическая обработка (термообработка), схожая с отжигом. Различия этих термообработок (нормализации и отжига) состоит в том, что при нормализации сталь охлаждается на воздухе (при отжиге — в печи).
Нагрев заготовки
Нагрев заготовки — ответственная операция. От правильности ее проведения зависят качество изделия, производительность труда. Необходимо знать, что в процессе нагрева металл меняет свою структуру, свойства и характеристику поверхностного слоя и в результате от взаимодействия металла с воздухом атмосферы, и на поверхности образуется окалина, толщина слоя окалины зависит от температуры и продолжительности нагрева, химического состава металла. Стали окисляются наиболее интенсивно при нагреве больше 900°С, при нагреве в 1000°С окисляемость увеличивается в 2 раза, а при 1200°С — в 5 раз.
Хромоникелевые стали называют жаростойкими потому, что они практически не окисляются.
Легированные стали образуют плотный, но не толстый слой окалины, который защищает металл от дальнейшего окисления и не растрескивается при ковке.
Углеродистые стали при нагреве теряют углерод с поверхностного слоя в 2-4 мм. Это грозит металлу уменьшением прочности, твердости стали и ухудшается закаливание. Особенно пагубно обезуглероживание для поковок небольших размеров с последующей закалкой.
Заготовки из углеродистой стали с сечением до 100 мм можно быстро нагревать и потому их кладут холодными, без предварительного прогрева, в печь, где температура 1300°С. Во избежание появлений трещин высоколегированные и высокоуглеродистые стали необходимо нагревать медленно.
Пережог
Пережог — неисправимый брак. При ковке изделий из низкоуглеродистых сталей требуется меньше число нагревов, чем при ковке подобного изделия из высокоуглеродистой или легированной стали.
При нагреве металла требуется следить за температурой нагрева, временем нагрева и температурой конца нагрева. При увеличении времени нагрева — слой окалины растет, а при интенсивном, быстром нагреве могут появиться трещины. Известно из опыта, что на древесном угле заготовка 10-20 мм в диаметре нагревается до ковочной температуры за 3-4 минуты, а заготовки диаметром 40-50 мм прогревают 15-25 минут, отслеживая цвет каления.
Химико-термическая обработка
Химико-термическая обработка (ХТО) стали — совокупность операций термической обработки с насыщением поверхности изделия различными элементами (углерод, азот, алюминий, кремний, хром и др.) при высоких температурах.
Поверхностное насыщение стали металлами (хром, алюминий, кремний и др.), образующими с железом твердые растворы замещения, более энергоемко и длительнее, чем насыщение азотом и углеродом, образующими с железом твердые растворы внедрения. При этом диффузия элементов легче протекает в решетке альфа-железо, чем в более плотноупакованной решетке гамма-железо.
Химико-термическая обработка повышает твердость, износостойкость, кавитационную, коррозионную стойкость. Химико-термическая обработка, создавая на поверхности изделий благоприятные остаточные напряжения сжатия, увеличивает надежность, долговечность.
Цементация стали
Детали, предназначенные для цементации, сначала очищают. Поверхности не подлежащие науглероживанию, покрывают специальными предохранительными противоцементными обмазками.
1-ый состав простейшей обмазки: огнеупорная глина с добавлением 10% асбестового порошка, вода. Смесь разводят до консистенции густой сметаны и наносят на нужные участки поверхности изделия. После высыхания обмазки можно производить дальнейшую цементацию изделия.
2-ой состав применяемой обмазки: каолин — 25%, тальк — 50%: вода — 25%. Разводят эту смесь жидким стеклом или силикатным клеем.
Цементацию делают после полного высыхания обмазки.
Вещества, которые входят в состав обмазки, называют карбюризаторами. Они бывают твердые, жидкие и газообразные.
В условиях домашней небольшой мастерской удобнее осуществлять цементацию с помощью пасты. Это цементация в твердом карбюризаторе. В состав пасты входят: сажа — 55%, кальцинированная сода — 30%, щавелевокислый натрий — 15%, вода для образования сметанообразной массы. Пасту наносят на нужные участки изделия, дают высохнуть. Затем изделие помещают в печь, выдерживая при температуре 900-920°С в течение 2-2,5 часов. При использовании такой пасты цементация обеспечивает толщину науглероженного слоя 0,7-0,8 мм.
Жидкостная цементация также возможна в небольшой мастерской при наличии печи-ванной, в которой и происходит науглероживание инструментов и других изделий. В состав жидкости входят: сода — 75-85%, 10-15% хлористого натрия, 6-10% карбида кремния. Печь-ванну наполняют этим составом и погружают изделие или инструмент. Процесс протекает при температуре 850-860°С в течение 1,5-2 часов; толщина науглероженного слоя достигает при этом 0,3-0,4 мм.
Газовую цементацию производят в смеси раскаленных газов, содержащих метан, окись углерода в специальных камерах при температуре 900-950°С и только в производственных условиях. После цементации детали охлаждают вместе с печью, затем закаляют при 760-780°С е окончательным охлаждением в масле.
Азотирование стали
Азотирование стали — химико-термическая обработка поверхностным насыщением стали азотом путем длительной выдержки ее при нагреве до б00…650°С в атмосфере аммиака NН3. Азотированные стали обладают очень высокой твердостью (азот образует различные соединения с железом, алюминием, хромом и другими элементами, обладающие большей твердостью, чем карбиды). Азотированные стали обладают повышенной сопротивляемостью коррозии в таких средах, как атмосфера, вода, пар.
Азотированные стали сохраняют высокую твердость, в отличие от цементованных, до сравнительно высоких температур (500…520°С). Азотированные изделия не коробятся при охлаждении, так как температура азотирования ниже, чем цементации. Азотирование сталей широко применяют в машиностроении для повышения твердости, износостойкости, предела выносливости и коррозионной стойкости ответственных деталей, например, зубчатых колес, валов, гильз цилиндров.
Нитроцементация (цианирование) стали
Нитроцементация (цианирование) стали — химико-термическая обработка с одновременным поверхностным насыщением изделий азотом и углеродом при повышенных температурах с последующими закалкой и отпуском для повышения износо- и коррозионной устойчивости, а также усталостной прочности. Нитроцементация может проводиться в газовой среде при температуре 840..860°С — нитроцианирование, в жидкой среде — при температуре 820…950°С — жидкостное цианирование в расплавленных солях, содержащих группу NaCN.
Нитроцементация эффективна для инструментальных (в частности, быстрорежущих) сталей; она используется для деталей сложной конфигурации, склонных к короблению. Однако, поскольку этот процесс связан с использованием токсичных цианистых солей, он не нашел широкого распространения.
Борирование стали
Борирование стали — химико-термическая обработка насыщением поверхностных слоев стальных изделий бором при температурах 900…950°С. Цель борирования — повышение твердости, износостойкости и некоторых других свойств стальных изделий. Диффузионный слой толщиной 0,05…0,15 мм, состоящий из боридов FeB и Fе2В, обладает весьма высокой твердостью, стойкостью к абразивному изнашиванию и коррозионной стойкостью. Борирование особенно эффективно для повышения стойкости (в 2…10 раз) бурового и штампового инструментов.
Цинкование (Zn), алюминирование (Аl), хромирование (Сr), силицирование (Si) сталей
Цинкование (Zn), алюминирование (Аl), хромирование (Сr), силицирование (Si) сталей выполняются аналогично цементации с целью придания изделиям из стали некоторых ценных свойств: жаростойкости, износостойкости, коррозионной устойчивости. В настоящее время все большее распространение получают процессы многокомпонентного диффузионного насыщения
Термомеханическая обработка (ТМО) стали
Термомеханическая обработка (ТМО) стали — совокупность операций термической обработки с пластической деформацией, которая проводится либо выше критических точек (ВТМО), либо при температуре переохлажденного (500… 700°С) аустенита (НТМО). Термомеханическая обработка позволяет получить сталь высокой прочности (до 270 МПа). Формирование структуры стали при ТМО происходит в условиях повышенной плотности и оптимального распределения дислокаций. Окончательными операциями ТМО являются немедленная закалка во избежании развития рекристаллизации и низкотемпературный (Т=100…300 °С) отпуск.
Термомеханическая обработка с последующими закалкой и отпуском позволяют получить очень высокую прочность ( s= 2200…3000 МПа) при хорошей пластичности (d = 6…8%, y= 50…60%) и вязкости. В практических целях большее распространение получила ВТМО, обеспечивающая наряду с высокой прочностью хорошее сопротивление усталости, высокую работу распространения трещин, а также сниженные критическую температуру хрупкости, чувствительность к концентраторам напряжений и необратимую отпускную хрупкость.
ВТМО осуществляется в цехах прокатного производства на металлургических заводах, например, при упрочнении прутков для штанг, рессорных полос, труб и пружин.
Отпуск стали
Отпуск стали смягчает действие закалки, уменьшает или снимает остаточные напряжения, повышает вязкость, уменьшает твердость и хрупкость стали. Отпуск производится путем нагрева деталей, закаленных на мартенсит до температуры ниже критической. При этом в зависимости от температуры нагрева могут быть получены состояния мартенсита, тростита или сорбита отпуска. Эти состояния несколько отличаются от соответственных состояний закалки по структуре и свойствам: при закалке цементит (в троостите и сорбите) получается в форме удлиненных пластинок, как в пластинчатом перлите. А при отпуске он получается зернистым, или точечным, как в зернистом перлите.
Преимуществом точечной структуры является более благоприятное сочетание прочности и пластичности. При одинаковом химическом составе и одинаковой твердости сталь с точечной структурой имеет значительно более высокое относительное сужение, ударную вязкость, повышенное удлинение и предел текучести по сравнению со сталью с пластинчатой структурой.
Отпуск разделяют на низкий, средний и высокий в зависимости от температуры нагрева.
Для определения температуры при отпуске изделия пользуются таблицей цветов побежалости.
| Температура, °С | Цвета каления | Температура, °С | Цвета каления |
|---|---|---|---|
| 1600 | Ослепительно бело-голубой | 850 | Светло-красный |
| 1400 | Ярко-белый | 800 | Светло-вишневый |
| 1200 | Желто-белый | 750 | Вишнево-красный |
| 1100 | Светло-белый | 600 | Средне-вишневый |
| 1000 | Лимонно-желтый | 550 | Темно-вишневый |
| 950 | Ярко-красный | 500 | Темно-красный |
| 900 | Красный | 400 | Очень темно-красный (видимый в темноте) |
Тонкая пленка окислов железа, придающая металлу различные быстро меняющиеся цвета — от светло-желтого до серого. Такая пленка появляется, если очищенное от окалины стальное изделие нагреть до 220°С; при увеличении времени нагрева или повышении температуры окисная пленка утолщается и цвет ее изменяется. Цвета побежалости одинаково проявляются как на сырой, так и на закаленной стали.
При низком отпуске (нагрев до температуры 200-300° ) в структуре стали в основном остается мартенсит, который, однако, изменяется решетку. Кроме того, начинается выделение карбидов железа из твердого раствора углерода в альфа-железе и начальное скопление их небольшими группами. Это влечет за собой некоторое уменьшение твердости и увеличение пластических и вязких свойств стали, а также уменьшение внутренних напряжений в деталях.
Для низкого отпуска детали выдерживают в течение определенного времени обычно в масляных или соляных ваннах. Если для низкого отпуска детали нагревают на воздухе, то для контроля температуры часто пользуются цветами побежалости, появляющимися на поверхности детали.
| Цвет побежалости | Температура, °С | Инструмент, который следует отпускать |
|---|---|---|
| Бледно-желтый | 210 | — |
| Светло-желтый | 220 | Токарные и строгальные резцы для обработки чугуна и стали |
| Желтый | 230 | Тоже |
| Темно-желтый | 240 | Чеканы для чеканки по литью |
| Коричневый | 255 | — |
| Коричнево-красный | 265 | Плашки, сверла, резцы для обработки меди, латуни, бронзы |
| Фиолетовый | 285 | Зубила для обработки стали |
| Темно-синий | 300 | Чеканы для чеканки из листовой меди, латуни и серебра |
| Светло-синий | 325 | — |
| Серый | 330 | — |
Появление этих цветов связано с интерференцией белого света в пленках окисла железа, возникающих на поверхности детали при ее нагреве. В интервале температур от 220 до 330 ° в зависимости от толщины пленки цвет изменяется от светло-желтого до серого. Низкий отпуск применяется для режущего, измерительного инструмента и зубчатых колес.
При среднем (нагрев в пределах 300-500°) и высоком (500-700°) отпуске сталь из состояния мартенсита переходит соответственно в состояние тростита или сорбита. Чем выше отпуск, тем меньше твердость отпущенной стали и тем больше ее пластичность и вязкость.
При высоком отпуске сталь получает наилучшее сочетание механических свойств, повышение прочности, пластичности и вязкости, поэтому высокий отпуск стали после закалки ее на мартенсит назначают для кузнечных штампов, пружин, рессор, а высокий — для многих деталей, подверженных действию высоких напряжений (например, осей автомобилей, шатунов двигателей).
Для некоторых марок стали отпуск производят после нормализации. Этот относится к мелкозернистой легированной доэвтектоидной стали (особенно никелевой), имеющий высокую вязкость и поэтому плохую обрабатываемость режущим инструментом.
Для улучшения обрабатываемости производят нормализацию стали при повышенной температуре (до 950-970°), в результате чего она приобретает крупную структуру (определяющую лучшую обрабатываемость) и одновременно повышенную твердость (ввиду малой критической скорости закалки никелевой стали). С целью уменьшения твердости производят высокий отпуск этой стали.
Дефекты закалки
К дефектам закалки относятся:
- трещины,
- поводки или коробление,
- обезуглероживание.
Главная причина трещин и поводки — неравномерное изменение объема детали при нагреве и, особенно, при резком охлаждении. Другая причина — увеличение объема при закалке на мартенсит.
Трещины возникают потому, что напряжения при неравномерном изменении объема в отдельных местах детали превышают прочность металла в этих местах.
Лучшим способом уменьшения напряжений является медленное охлаждение около температуры мартенситного превращения. При конструировании деталей необходимо учитывать, что наличие острых углов и резких изменений сечения увеличивает внутреннее напряжение при закалке.
Коробление (или поводка)возникает также от напряжений в результате неравномерного охлаждения и проявляется в искривлениях деталей. Если эти искривления невелики, они могут быть исправлены, например, шлифованием. Трещины и коробление могут быть предотвращены предварительным отжигом деталей, равномерным и постепенным нагревом их, а также применением ступенчатой и изотермической закалки.
Обезуглероживание стали с поверхности — результат выгорания углерода при высоком и продолжительном нагреве детали в окислительной среде. Для предотвращения обезуглероживания детали нагревают в восстановительной или нейтральной среде (восстановительное пламя, муфельные печи, нагрев в жидких средах).
Образование окалины на поверхности изделия приводит к угару металла, деформации. Это уменьшает теплопроводность и, стало быть, понижает скорость нагрева изделия в печи, затрудняет механическую обработку. Удаляют окалину либо механическим способом, либо химическим (травлением).
Выгоревший с поверхности металла углерод делает изделия обезуглероженным с пониженными прочностными характеристиками, с затрудненной механической обработкой. Интенсивность, с которой происходит окисление и обезуглерожевание, зависит от температуры нагрева, т. е. чем больше нагрев, тем быстрее идут процессы.
Образование окалины при нагреве можно избежать, если под закалку применить пасту, состоящую из жидкого стекла — 100 г, огнеупорной глины — 75 г, графита — 25 г, буры — 14 г, карборунда — 30 г, воды — 100 г. Пасту наносят на изделие и дают ей высохнуть, затем нагревают изделие обычным способом. После закалки его промывают в горячем содовом растворе. Для предупреждения образования окалины на инструментах быстрорежущей стали применяют покрытие бурой. Для этого нагретый до 850°С инструмент погружают в насыщенный водный раствор или порошок буры
Антикоррозионная обработка изделий после термической обработки
После термической обработки, связанной с применением солей, щелочей, воды и прочих веществ, могущих вызывать при длительном хранении изделий коррозию, следует провести антикоррозионную обработку стальных изделий, заключающуюся в том, что очищенные, промытые и высушенные изделия погружают на 5 минут в 20 — 30% водный раствор нитрита натрия, после чего заворачивают в пропитанную этим же раствором бумагу.
В таком виде изделия могут храниться длительное время
Что такое термическая обработка металлов? Методы и преимущества

Термическая обработка - это процесс нагрева и охлаждения металлов с использованием определенных заранее выбранных методов для получения желаемых свойств. Как черные, так и цветные металлы проходят термическую обработку перед их применением.
Со временем было разработано множество различных методов. Даже сегодня металлурги постоянно работают над улучшением результатов и рентабельности этих процессов.
Для этого они разрабатывают новые графики или циклы для производства различных сортов. Каждый график относится к разной скорости нагрева, выдержки и охлаждения металла.
При тщательном соблюдении этих методов можно производить металлы различных стандартов с удивительно конкретными физическими и химическими свойствами.
Польза
Причины проведения термообработки могут быть разными. Некоторые процедуры делают металл мягким, а другие повышают твердость . Они также могут влиять на электрическую и теплопроводность этих материалов.
Некоторые методы термообработки снимают напряжения, возникшие в более ранних процессах холодной обработки. Другие придают металлам желаемые химические свойства. Выбор идеального метода зависит от типа металла и требуемых свойств.
В некоторых случаях металлическая деталь может пройти несколько процедур термической обработки. Например, некоторые суперсплавы, используемые в авиастроении, могут пройти до шести различных этапов термообработки, чтобы оптимизировать их для применения.
Этапы процесса термообработки
Проще говоря, термическая обработка - это процесс нагрева металла, выдержки его при этой температуре и последующего охлаждения. В процессе обработки металлическая деталь претерпевает изменения своих механических свойств. Это связано с тем, что высокая температура изменяет микроструктуру металла, которая играет важную роль в механических свойствах материала.
Конечный результат зависит от множества различных факторов. К ним относятся время нагрева, время выдержки металлической детали при определенной температуре, скорость охлаждения, окружающие условия и т. д. Параметры зависят от метода термообработки, типа металла и размера детали.
В ходе этих процессов свойства металла изменятся. Среди этих свойств - электрическое сопротивление, магнетизм, твердость, вязкость, пластичность, хрупкость и коррозионная стойкость.
Нагрев
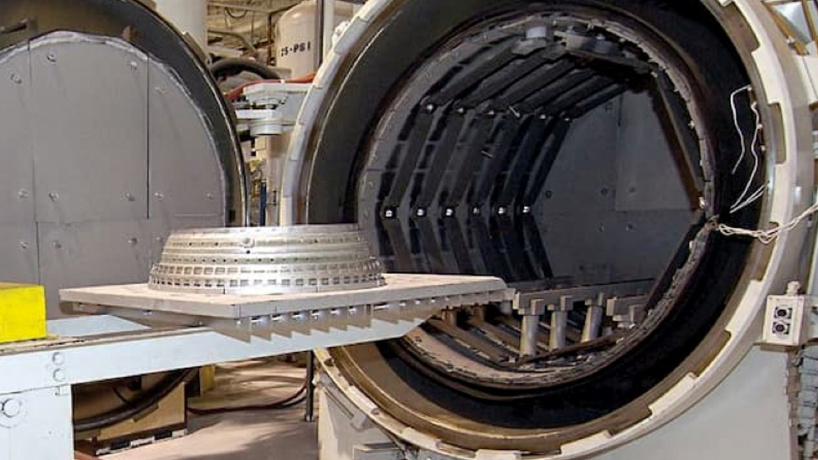
Детали реактивного двигателя, направляемые в печь
Как мы уже обсуждали, микроструктура сплавов будет изменяться в процессе термообработки. Нагрев осуществляется в соответствии с заданным термическим профилем.
При нагревании сплав может находиться в одном из трех различных состояний. Это может быть механическая смесь, твердый раствор или их комбинация.
Механическая смесь аналогична бетонной смеси, в которой цемент связывает песок и гравий. Песок и гравий все еще видны как отдельные частицы. В случае металлических сплавов механическая смесь удерживается основным металлом.
С другой стороны, в твердом растворе все компоненты смешиваются гомогенно. Это означает, что их невозможно идентифицировать индивидуально даже под микроскопом.
Каждое состояние приносит с собой разные качества. По фазовой диаграмме возможно изменение состояния путем нагрева. Однако охлаждение определяет конечный результат. Сплав может оказаться в одном из трех состояний, в зависимости только от метода.
Выдержка
Во время выдержки металл выдерживается при достигнутой температуре. Продолжительность зависит от требований.
Например, поверхностное упрочнение требует только структурных изменений поверхности металла, чтобы повысить твердость поверхности. В то же время для других методов требуются единые свойства. В этом случае период выдержки больше.
Время выдержки также зависит от типа материала и размера детали. Более крупным деталям требуется больше времени, когда целью являются однородные свойства. Это происходит из-за того, что сердцевине большой части требуется больше времени, чтобы достичь необходимой температуры.
Охлаждение
После завершения этапа выдержки металл необходимо охладить в установленном порядке. На этом этапе тоже происходят структурные изменения. Твердый раствор при охлаждении может оставаться неизменным, полностью или частично превращаться в механическую смесь, в зависимости от различных факторов.
Скорость охлаждения регулируется различными средами, такими как солевой раствор, вода, масло или воздух. Вышеупомянутая последовательность охлаждающих сред находится в порядке убывания эффективной скорости охлаждения. Солевой раствор быстрее всего поглощает тепло, а воздух - медленнее всего.
Также возможно использование печи в процессе охлаждения. Контролируемая среда обеспечивает высокую точность, когда необходимо медленное охлаждение.
Фазовые диаграммы
У каждого металлического сплава своя фазовая диаграмма. Как уже было сказано ранее, термическая обработка проводится по этим схемам. Они показывают структурные изменения, происходящие при разных температурах и различном химическом составе.
Давайте возьмем фазовую диаграмму железо-углерод в качестве примера, так как она наиболее известна и широко преподается в университетах.
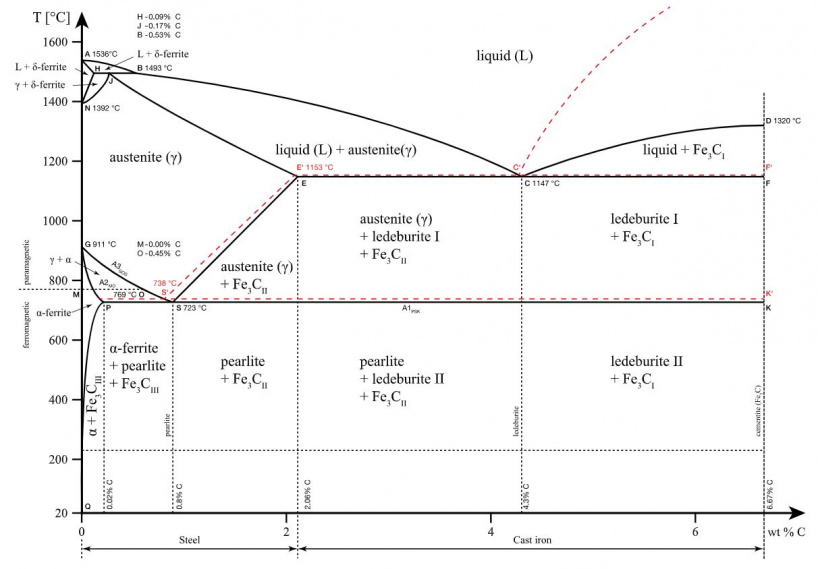
Фазовая диаграмма железо-углерод является важным инструментом при изучении поведения различных углеродистых сталей при термообработке. Ось x показывает содержание углерода в сплаве, а ось y - температуру.
Обратите внимание, что 2,14% углерода - это предел, при котором сталь становится чугуном.
На диаграмме показаны различные области, где металл существует в различных микросостояниях, таких как аустенит, цементит, перлит. Эти области обозначены границами A1, A2, A3 и Acm. На этих границах происходят фазовые изменения, когда через них проходит температура или значение содержания углерода.
A1: Верхняя граница фазы цементит/феррит.
A2: предел, при котором железо теряет свой магнетизм. Температура, при которой металл теряет свой магнетизм, также называется температурой Кюри.
A3: Граница раздела, отделяющая фазу аустенит + феррит от фазы γ (гамма) аустенита.
Acm: Граница раздела, отделяющая аустенит γ от аустенита + цементита.
Фазовая диаграмма является важным инструментом, позволяющим определить, будет ли термообработка полезной или нет. Каждая структура привносит определенные качества в конечный продукт, и выбор термообработки делается на основе этого.
Распространенные методы термической обработки
Существует довольно много методов термической обработки. Каждый из них обладает определенными качествами.
К наиболее распространенным методам термообработки относятся:
- Отжиг;
- Нормализация;
- Закаливание;
- Старение;
- Снятие напряжения;
- Темперирование;
- Цементация.
Отжиг
При отжиге металл нагревается выше верхней критической температуры, а затем охлаждается с медленной скоростью.
Отжиг проводится для размягчения металла. Это делает металл более пригодным для холодной обработки и формовки. Он также повышает обрабатываемость, пластичность и вязкость металла.
Отжиг также полезен для снятия напряжений в детали, вызванных предшествующими процессами холодной обработки. Присутствующие пластические деформации устраняются во время рекристаллизации, когда температура металла пересекает верхнюю критическую температуру.
Металлы могут подвергаться множеству методов отжига, таких как рекристаллизационный отжиг, полный отжиг, частичный отжиг и окончательный отжиг.
Нормализация
Нормализация - это процесс термообработки, используемый для снятия внутренних напряжений, вызванных такими процессами, как сварка, литье или закалка.
В этом процессе металл нагревается до температуры, которая на 40° C выше его верхней критической температуры.
Эта температура выше, чем при закалке или отжиге. После выдержки при этой температуре в течение определенного периода времени его охлаждают на воздухе. Нормализация создает однородный размер зерна и состав по всей детали.
Нормализованная сталь тверже и прочнее отожженной стали. Фактически, в нормализованном виде сталь прочнее, чем в любом другом состоянии. Вот почему детали, которые требуют ударной вязкости или должны выдерживать большие внешние нагрузки, почти всегда будут нормализованы.
Закалка
Самый распространенный процесс термообработки - закалка - используется для увеличения твердости металла. В некоторых случаях затвердеть может только поверхность.
Заготовку закаляют, нагревая ее до заданной температуры, а затем быстро охлаждают, погружая в охлаждающую среду. Можно использовать масло, солевой раствор или воду. Полученная деталь будет иметь повышенную твердость и прочность, но одновременно возрастет и хрупкость.
Цементное упрочнение - это тип процесса упрочнения, при котором упрочняется только внешний слой заготовки. Используемый процесс такой же, но поскольку тонкий внешний слой подвергается процессу, полученная в результате заготовка имеет твердый внешний слой, но более мягкую сердцевину.
Это обычное дело для валов. Твердый внешний слой защищает его от износа материала . В противном случае при установке подшипника на вал он может повредить поверхность и сместить некоторые частицы, которые ускорят процесс износа. Закаленная поверхность обеспечивает защиту от этого, а сердечник по-прежнему обладает необходимыми свойствами, чтобы выдерживать усталостные напряжения.
Другие типы процессов закалки включают индукционную закалку, дифференциальную закалку и закалку пламенем. Однако закалка пламенем может привести к образованию зоны термического влияния, которая возникает после охлаждения детали.
Старение
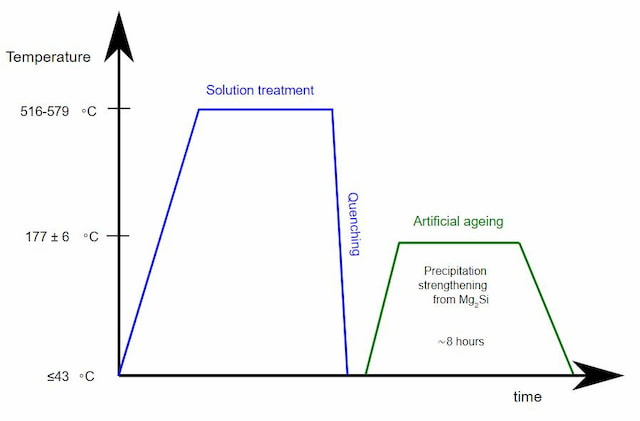
График старения алюминия 6061
Старение или дисперсионное твердение - это метод термообработки, который в основном используется для повышения предела текучести ковких металлов. В ходе процесса образуются равномерно диспергированные частицы в структуре зерна металла, которые вызывают изменения в свойствах.
Осадочное твердение обычно происходит после еще одного процесса термообработки, при котором достигается более высокая температура. Однако старение только повышает температуру до среднего уровня и снова быстро снижает ее.
Некоторые материалы могут стареть естественным образом (при комнатной температуре), в то время как другие стареют только искусственно, то есть при повышенных температурах. Для естественно стареющих материалов может быть удобно хранить их при более низких температурах.
Снятие напряжения
Снятие напряжения особенно часто используется для деталей котлов, баллонов с воздухом, аккумуляторов и т. д. При этом методе нагревают металл до температуры чуть ниже его нижней критической границы. Процесс охлаждения медленный и, следовательно, равномерный.
Это делается для снятия напряжений, которые возникли в деталях из-за более ранних процессов, таких как формовка, механическая обработка, прокатка или правка.
Отпуск
Отпуск - это процесс уменьшения избыточной твердости и, следовательно, хрупкости, возникающей в процессе закалки. Также снимаются внутренние напряжения. Прохождение этого процесса может сделать металл пригодным для многих применений, в которых требуются такие свойства.
Температура обычно намного ниже температуры затвердевания. Чем выше используемая температура, тем мягче становится конечная заготовка. Скорость охлаждения не влияет на структуру металла во время отпуска, и обычно металл охлаждается на неподвижном воздухе.
В этом процессе термообработки металл нагревается в присутствии другого материала, который выделяет углерод при разложении.
Освободившийся углерод поглощается поверхностью металла. Содержание углерода на поверхности увеличивается, что делает ее более твердой, чем внутреннее ядро.
Какие металлы подходят для термической обработки?
Хотя черные металлы составляют большинство термообработанных материалов, сплавы меди, магния, алюминия, никеля, латуни и титана также могут подвергаться термообработке.
Около 80% термически обрабатываемых металлов - это разные марки стали. Черные металлы, которые можно подвергать термической обработке, включают чугун, нержавеющую сталь и различные марки инструментальной стали.
Такие процессы, как закалка, отжиг, нормализация, снятие напряжений, цементирование, азотирование и отпуск, обычно выполняются на черных металлах.
Медь и медные сплавы подвергаются таким методам термической обработки, как отжиг, старение и закалка.
Алюминий подходит для таких методов термообработки, как отжиг, термообработка на твердый раствор, естественное и искусственное старение. Термическая обработка алюминия - это точный процесс. Объем процесса должен быть установлен, и его следует тщательно контролировать на каждом этапе для достижения желаемых характеристик.
Очевидно, не все материалы подходят для термической обработки. Точно так же не обязательно использовать каждый метод для отдельного материала. Поэтому каждый материал нужно изучать отдельно, чтобы добиться желаемого результата. Использование фазовых диаграмм и доступной информации о влиянии вышеупомянутых методов является отправной точкой.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Сущность и основные способы термообработки стали
Что такое термическая обработка стали, ее назначение, принципы и виды. Сущность горячей и холодной обработки. Химико-термическая, термомеханическая и криогенная обработка. Виды печей для термообработки. Особенности работы с цветными сплавами.

Как правило, одним из последних этапов в изготовлении изделия из стали является термическая обработка. Нагрев до требуемой температуры c дальнейшим охлаждением приводит к значительным изменениям во внутренней структуре металла. Вследствие этого он приобретает новые свойства, которые напрямую зависят от выбранных термических режимов. Термообработка стали позволяет изменять ее твердость, хрупкость и вязкость, а также делать ее устойчивой к деформации, износу и химической коррозии. К основным видам термообработки относят закалку, отпуск и отжиг. Кроме этого, существуют комбинированные способы: химико-термическая и термомеханическая обработки, сочетающие в себе нагрев и охлаждение с другими видами воздействия на структуру металла. При всем многообразии базовых видов и их разновидностей сущность у всех этих технологий одна – изменение внутренних фазных и структурных состояний металла с целью придания ему требуемых свойств.

Назначение термической обработки
Главная задача термической обработки изделия из стали — придать ему требуемое эксплуатационное качество или совокупность таких качеств. При термообработке режущего инструмента из инструментальных и легированных сталей достигается твердость 63 HRC и повышенная износостойкость. А ударный инструмент после нее должен иметь твердый поверхностный слой и пластичную ударопрочную сердцевину. Стали для изготовления пружин и рессорных пластин после термической обработки становятся прочными на изгиб и упругими, а металл для рельсов — устойчивым к деформациям и износу. Кроме того, термическими способами производят упрочнение поверхностных слоев стальных изделий, насыщая их при высокой температуре углеродом, азотом или другими соединениями, а также укрепляя закалкой нагартовку после горячей обработки давлением. Другое назначение термической обработки — это восстановление изначальных свойств металла, которое достигается их отжигом.
Преимущества термообработки металлов
Термическая обработка кардинально изменяет эксплуатационные свойства металлов, используя при этом только внутреннее перестроение их кристаллических решеток. С помощью чередования циклов нагрева и охлаждения можно в разы увеличить твердость, износостойкость, пластичность и ударную вязкость изделия. Помимо этого, термическая обработка дает возможность производить структурные изменения только в поверхностном слое на заданную глубину или воздействовать только на часть заготовки. Сочетание термообработки с горячей обработкой давлением приводит к значительному увеличению твердости металла, превышающему результаты, полученные отдельно при нагартовке или закалке. При химико-термической обработке поверхностный слой металла диффузионным способом насыщается химическими элементами, значительно повышающими его износостойкость и твердость. При этом основная часть изделия сохраняет вязкость и пластичность. С производственной точки зрения оборудование для термической обработки гораздо проще и дешевле, чем станки и установки механообрабатывающих и литейных производств.

Принцип термической обработки
Термическая обработка металлов основана на фазовых изменениях внутренней структуры, происходящих при их нагреве или охлаждении. В общем виде процесс термообработки состоит из следующих этапов:
- нагрева, изменяющего структуру кристаллической решетки металла;
- охлаждения, фиксирующего достигнутые при нагреве изменения;
- отпуска, снимающего механические напряжения и упорядочивающего полученную структуру.
Особенностью технологии термической обработки стали является то, что при нагреве до 727 ºC она переходит в состояние твердого расплава — аустенита, в котором атомы углерода проникают внутрь элементарных ячеек железа, создавая равномерную структуру. При медленном охлаждении сталь возвращается в исходное состояние, а при быстром — фиксируется в виде аустенита или других структур. От способа охлаждения и дальнейшего отпуска зависят свойства закаленной стали. Здесь соблюдается принцип: чем быстрее охлаждение и ниже температура, тем выше ее хрупкость и твердость. Термообработка является одним из ключевых технологических процессов для всех сплавов железа с углеродом. Например, получить ковкий чугун можно только путем термической обработки белого чугуна.
Виды термообработки стали
Каждый вид операций термической обработки относится к определенной группе в соответствии со своей принадлежностью к технологическому этапу. К предварительным относят нормализацию и отжиг, к основным — разнообразные способы закалки и обработки с нагревом, а к заключительным — отпуск в различных средах. Такое деление термических операций в какой-то мере является условным, т. к. иногда отпуск производят в начале термообработки, а нормализацию и отжиг — в конце. Технология горячей обработки металлов включает в себя нагревание, удержание рабочей температуры в течение требуемого периода и охлаждение с заданной скоростью. Помимо этого, для повышения износостойкости изделий из легированных сталей используется холодная термическая обработка с погружением заготовки в криогенную среду с охлаждением ниже -150 ºC.

Главной особенностью отжига является нагрев изделий до высокой температуры и очень медленное постепенное охлаждение. Такие термические режимы способствуют формированию равномерной кристаллической структуры и полному снятию остаточных напряжений. В зависимости от типа металла и требуемого результата отжиг делится на следующие виды:
- Диффузионный. Деталь нагревают до температуры около 1200 ºC, а затем постепенно остужают в течение десятков часов (для массивных изделий — до нескольких суток). Обычно такой термической обработкой устраняют дендритные неоднородности структуры стали.
- Полный. Нагрев заготовки производится за критическую точку образования аустенита (727 ºC) с последующим медленным остужением. Этот вид отжига используется чаще всего и применяется в основном для конструкционной стали. Его результатом является снижение зернистости кристаллической структуры, улучшение ее пластических свойств и понижение твердости, а также снятие внутренних напряжений. Полный отжиг иногда применяют до закалки для понижения зернистости металла.
- Неполный. В этом случае нагрев происходит до температуры выше 727 ºC, но не более чем на 50 ºC. Результат при таком отжиге практически такой же, что и при полном, хотя он не обеспечивает полного изменения кристаллической структуры. Но он менее энергозатратный, выполняется за более короткий период, а на детали образуется меньше окалины. Такая термическая обработка используется для инструментальных и подобных им сталей.
- Изотермический. Нагревание осуществляется до температуры, немного превышающей 727 ºC, после чего изделие сразу же переносят в ванну с расплавом при 600÷700 ºC, где оно выдерживается определенное время до окончания формирования требуемой структуры.
Еще одно достаточно распространенное применение отжига как в промышленности, так и в домашних мастерских — восстановление исходных свойств стали после неудачной закалки или проведения пробной термической обработки.

Закалка является центральным звеном большинства процессов термической обработки, т. к. именно она обеспечивает получение требуемых эксплуатационных качеств закаливаемого металла. Закалка включает в себя три основных этапа: нагревание изделия выше 727 ºC, поддержание заданной температуры до завершения формирования требуемой кристаллической структуры и быстрое охлаждение для фиксации полученного результата. Основными технологическими параметрами при закалке являются температуры нагрева и охлаждения, а также скорости прохождения этих термических процессов. Температура нагревания низкоуглеродистой (до 0.8 %) стали напрямую зависит от процентного содержания углерода (см. график ниже): чем оно ниже, тем больше нужно разогревать изделие. Для инструментальных сталей достаточно нагревания на 30÷50 ºC выше 727 ºC. Параметры термической обработки легированных сталей сильно зависят от их состава, поэтому выбор температурных режимов для них необходимо производить по технологическим справочникам.

Скорость нагревания при термической обработке полностью зависит от марки стали, массы и формы детали, типа источника тепла и требуемого результата. Поэтому его можно подобрать или по справочным таблицам или же только опытным путем. Это же относится и к скорости охлаждения, которая также находится в зависимости от перечисленных характеристик. При выборе охлаждающей среды в первую очередь ориентируются на скорость охлаждения, но при этом учитывают и другие ее особенности. В первую очередь к ним относятся стабильность и безвредность ее состава, а также легкость удаления с поверхности изделия. Кроме того, при работе насосного и перемешивающего оборудования, используемого при термической обработке, важны такие характеристики, как вязкость и текучесть.
Отпуск — это, как правило, финишная операция термической обработки изделия. Он производится после закалки для снятия в стали остаточных напряжений и уменьшения ее хрупкости, а также повышения вязкости и сопротивляемости ударным нагрузкам. При отпуске деталь нагревают до температуры, которая находится ниже 727 ºC, а затем медленно остужают на воздухе. В зависимости от используемых температурных диапазонов обычно выделяют следующие типы отпусков:
- Низкий. Нагрев осуществляется до 200 ºC. Такой отпуск применяют к режущему инструменту и цементированным сталям для сохранения высокой твердости и стойкости к износу.
- Средний. Изделия нагревают до температуры 300÷450 ºC. Этот вид отпуска используют для повышения упругости и сопротивления усталости рессорных и пружинных сталей.
- Высокий. Диапазон нагрева составляет 460÷710 ºC. Термическая обработка, включающая в себя закалку с высоким отпуском, у термистов носит название улучшение, т. к. в этом случае достигается наилучшее соотношение пластичности, износостойкости и вязкости.
При низкотемпературном термическом нагреве металл покрывается цветными оксидными пленками, которые меняют свою окраску в зависимости от температуры от бледно-желтого до серовато-сизого. Это довольно надежный индикатор нагрева детали, и многие производят отпуск, ориентируясь на цвет побежалости.

Химико-термическая обработка
Одна из разновидностей комбинированной термической обработки — это высокотемпературное насыщение верхнего слоя металла химическими веществами, повышающими его твердость и износостойкость. В зависимости от состава соединений, используемых для такого насыщения, химико-термическую обработку стали делят на следующие виды:
- Цементация. Насыщение верхнего слоя стали углеродом при температуре в диапазоне от 900 до 950 ºC.
- Нитроцементация. В этом случае термическое насыщение производится одновременно азотом и углеродом из газообразной среды при нагреве от 850 до 900 ºC.
- Цианирование. Поверхностный слой насыщается теми же элементами, что и при нитроцементации, но из расплава солей цианидов.
- Азотирование. Выполняется при температуре не выше 600 ºC.
- Насыщение твердыми соединениями металлов и неметаллов (бора, хрома, титана, алюминия и кремния).
При первых четырех видах насыщение происходит из газовых сред, а при последнем — из порошков, расплавов, паст и суспензий.
Термомеханическая обработка
При механической обработке давлением в результате нагартовки происходит уплотнение и упрочнение поверхности металла. Это свойство стали используется при термомеханической обработке, сочетающей в себе горячую прокатку, волочение или штамповку с быстрой закалкой. Если горячий нагартованный металл сразу погрузить в охлаждающую среду, его уплотненная структура не успевает измениться, при этом ее твердость дополнительно повышается за счет закалки. Обычно выделяют две разновидности термомеханической обработки: высоко- и низкотемпературную, которые отличаются нагревом (выше и ниже температуры начала образования аустенита). После обоих видов необходимо проводить дополнительную термическую обработку: отпуск в температурном диапазоне 200÷300 ºC. По сравнению с обычной закалкой сочетание механической и термической обработки позволяет повысить прочность металла на 30÷40 % с одновременным увеличением его пластичности.
Криогенная обработка
Криогенная обработка заключается в охлаждении стали до критически низких температур, в результате чего в ее кристаллической решетке происходят те же процессы, что и при термической закалке на мартенсит. Для этого деталь погружается в жидкий азот, который имеет температуру -195 ºC и выдерживается в нем в течение расчетного времени, зависящего от марки стали и массы изделия. После этого она естественным образом нагревается до комнатной температуры, а затем, как и при обычной термической закалке, подвергается отпуску, параметры которого зависят от требуемого результата. У изделия из стали, обработанного таким образом, повышается не только твердость, но и прочность. Кроме того, после воздействия сверхнизких температур в нем прекращаются процессы старения и в течение времени оно не меняет своих линейных размеров.

Применяемое оборудование
Оборудование, используемое для термообработки, включает в себя пять основных категорий, которые присутствуют в любом термическом цехе:
- нагревательные установки;
- закалочные емкости;
- устройства для приготовления и подачи жидких и газообразных сред;
- подъемное и транспортное оборудование;
- измерительная и лабораторная техника.
К первому виду относятся камерные печи для термообработки металлов и сплавов. Кроме того, нагрев может осуществляться высокочастотными индукторами, газоплазменными установками и ваннами с жидкими расплавами. Отдельным видом нагревательного оборудования являются установки для химико-термической и термомеханической обработки. Загрузка и выгрузка изделий производится с помощью мостовых кранов, кран-балок и других подъемных механизмов, а перемещение между операционными узлами термической обработки — специальными тележками с крепежной оснасткой. Устройства, обеспечивающие процесс термообработки жидкими и газообразными средами, обычно располагаются вблизи соответствующего оборудования или же соединены с ним трубопроводами. Основной измерительной техникой термического цеха являются различные пирометры, а также стандартный измерительный инструмент.

Особенности термообработки цветных сплавов
Основные отличия термической обработки цветных металлов и сплавов связаны с особенностью строения их кристаллических решеток, повышенной или пониженной теплопроводностью, а также химической активностью в отношении кислорода и водорода. К примеру, практически не существует проблем с прокаливаемостью при термообработке алюминиевых и медных сплавов, а для титана это является одной из основных инженерных задач, т. к. его теплопроводность в пятнадцать раз ниже, чем у алюминия. Сплавы меди при высоких температурах активно взаимодействуют с кислородом, поэтому их термическая обработка должна выполняться в защитных средах. Алюминиевые сплавы практически инертны к атмосферным газам, а титан, напротив, имеет склонность к наводороживанию, поэтому для снижения доли водорода его необходимо отжигать в вакуумной среде.
При термической обработке изделий из деформируемых алюминиевых сплавов (профили, трубы, уголки) требуется очень точное соблюдение температуры нагрева, при этом она не очень высокая: всего 450÷500 ºC. А как можно решить эту задачу в домашних условиях минимальными средствами? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в комментариях.
Термическая обработка стали
Термическая обработка стали позволяет придать изделиям, деталям и заготовкам требуемые качества и характеристики. В зависимости от того, на каком этапе в технологическом процессе изготовления проводилась термическая обработка, у заготовок повышается обрабатываемость, с деталей снимаются остаточные напряжения, а у деталей повышаются эксплуатационные качества.
Технология термической обработки стали – это совокупность процессов: нагревания, выдерживания и охлаждения с целью изменения внутренней структуры металла или сплава. При этом химический состав не изменяется.
Так, молекулярная решетка углеродистой стали при температуре не более 910°С представляет из себя куб объемно-центрированный. При нагревании свыше 910°С до 1400°С решетка принимает форму гране-центрированного куба. Дальнейший нагрев превращает куб в объемно-центрированный.

Термическая обработка стали
Сущность термической обработки сталей – это изменение размера зерна внутренней структуры стали. Строгое соблюдение температурного режима, времени и скорости на всех этапах, которые напрямую зависят от количества углерода, легирующих элементов и примесей, снижающих качество материала. Во время нагрева происходят структурные изменения, которые при охлаждении протекают в обратной последовательности. На рисунке видно, какие превращения происходят во время термической обработки.

Изменение структуры металла при термообработке
Термическая обработка стали проводится при температурах, приближенных к критическим точкам . Здесь происходит:
- вторичная кристаллизация сплава;
- переход гамма железа в состояние альфа железа;
- переход крупных частиц в пластинки.
Внутренняя структура двухфазной смеси напрямую влияет на эксплуатационные качества и легкость обработки.

Образование структур в зависимости от интенсивности охлаждения
Основное назначение термической обработки — это придание сталям:
- В готовых изделиях:
- прочности;
- износостойкости;
- коррозионностойкость;
- термостойкости.
- В заготовках:
- снятие внутренних напряжений после
- литья;
- штамповки (горячей, холодной);
- глубокой вытяжки;
Термическая обработка применяется к следующим типам сталей:
- Углеродистым и легированным.
- С различным содержанием углерода, от низкоуглеродистых 0,25% до высокоуглеродистых 0,7%.
- Конструкционным, специальным, инструментальным.
- Любого качества.
Классификация и виды термообработки
Основополагающими параметрами, влияющими на качество термообработки являются:
- время нагревания (скорость);
- температура нагревания;
- длительность выдерживания при заданной температуре;
- время охлаждения (интенсивность).
Изменяя данные режимы можно получить несколько видов термообработки.
Виды термической обработки стали:
- Отжиг
- I – рода:
- гомогенизация;
- рекристаллизация;
- изотермический;
- снятие внутренних и остаточных напряжений;
- полный;
- неполный;
- Закалка;
- Отпуск:
- низкий;
- средний;
- высокий.
- Нормализация.
![Температура нагрева стали при термообработке]()
Температура нагрева стали при термообработке
Отпуск в машиностроении используется для уменьшения силы внутренних напряжений, которые появляются во время закалки. Высокая твердость делает изделия хрупкими, поэтому отпуском добиваются увеличения ударной вязкости и снижения жесткости и хрупкости стали.
1. Отпуск низкий
Для низкого отпуска характерна внутренняя структура мартенсита, которая, не снижая твердости повышает вязкость. Данной термообработке подвергаются измерительный и режущий инструмент. Режимы обработки:
- Нагревание до температуры – от 150°С, но не выше 250°С;
- выдерживание — полтора часа;
- остывание – воздух, масло.
2. Средний отпуск
Для среднего отпуска преобразование мартенсита в тростит. Твердость снижается до 400 НВ. Вязкость возрастает. Данному отпуску подвергаются детали, работающие со значительными упругими нагрузками. Режимы обработки:
- нагревание до температуры – от 340°С, но не выше 500°С;
- охлаждение – воздух.
3. Высокий отпуск
При высоком отпуске кристаллизуется сорбит, который ликвидирует напряжения в кристаллической решетке. Изготавливаются ответственные детали, обладающие прочностью, пластичностью, вязкостью.
![Отжиг стали]()
Нагревание до температуры – от 450°С, но не выше 650°С.
Применение отжига позволяет получить однородную внутреннюю структуру без напряжений кристаллической решетки. Процесс проводят в следующей последовательности:
- нагревание до температуры чуть выше критической точки в зависимости от марки стали;
- выдержка с постоянным поддержанием температуры;
- медленное охлаждение (обычно остывание происходит совместно с печью).
1. Гомогенизация
Гомогенизация, по-иному отжиг диффузионный, восстанавливает неоднородную ликвацию отливок. Режимы обработки:
2. Рекристаллизация
Рекристаллизация, по-иному низкий отжиг, используется после обработки пластическим деформированием, которое вызывает упрочнение за счет изменения формы зерна (наклеп). Режимы обработки:
- нагревание до температуры – выше точки кристаллизации на 100°С-200°С;
- выдерживание — ½ — 2 часа;
- остывание – медленное.
3. Изотермический отжиг
Изотермическому отжигу подвергаются легированные стали, для того чтобы произошел распад аустенита. Режимы термообработки:
- нагревание до температуры – на 20°С — 30°С выше точки ;
- выдерживание;
- остывание:
- быстрое – не ниже 630°С;
- медленное – при положительных температурах.
4. Отжиг для устранения напряжений
Снятие внутренних и остаточных напряжений отжигом используется после сварочных работ, литья, механической обработки. С наложением рабочих нагрузок детали подвергаются разрушению. Режимы обработки:
- нагревание до температуры – 727°С;
- выдерживание – до 20 часов при температуре 600°С — 700°С;
- остывание — медленное.
5. Отжиг полный
Отжиг полный позволяет получить внутреннюю структуру с мелким зерном, в составе которой феррит с перлитом. Полный отжиг используют для литых, кованных и штампованных заготовок, которые будут в дальнейшем обрабатываться резанием и подвергаться закалке.
![Полный отжиг стали]()
Полный отжиг стали
- температура нагрева – на 30°С-50°С выше точки ;
- выдержка;
- охлаждение до 500°С:
- сталь углеродистая – снижение температуры за час не более 150°С;
- сталь легированная – снижение температуры за час не более 50°С.
6. Неполный отжиг
При неполном отжиге пластинчатый или грубый перлит преобразуется в ферритно-цементитную зернистую структуру, что необходимо для швов, полученных электродуговой сваркой, а также инструментальные стали и стальные детали, подвергшиеся таким методам обработки, температура которых не провоцирует рост зерна внутренней структуры.
- нагревание до температуры – выше точки или , выше 700°С на 40°С — 50°С;
- выдерживание – порядка 20 часов;
- охлаждение — медленное.
Закалку сталей применяют для:
- Повышения:
- твердости;
- прочности;
- износоустойчивости;
- предела упругости;
- Снижения:
- пластичности;
- модуля сдвига;
- предела на сжатие.
Суть закалки – это максимально быстрое охлаждение прогретой насквозь детали в различных средах. Каление производится с полиморфными изменениями и без них. Полиморфные изменения возможны только в тех сталях, в которых присутствуют элементы способные к преобразованию.
![Закалка стали]()
Такой сплав подвергается нагреву до той температуры, при которой кристаллическая решетка полиморфного элемента терпит изменения, за счет чего увеличивается растворяемость легирующих материалов. При снижении температуры решетка изменяет структуру из-за избытка легирующего элемента и принимает игольчатую структуру.
Невозможность полиморфных изменений при калении обусловлено ограниченной растворимостью одного компонента в другом при быстрой скорости охлаждения. Для диффузии мало времени. В итоге получается раствор с избытком нерастворенного компонента (метастабильтный).
Для увеличения скорости охлаждения стали используются такие среды как:
- вода;
- соляные растворы на основе воды;
- техническое масло;
- инертные газы.
Сравнивая скоростной режим охлаждения стальных изделий на воздухе, то охлаждение в воде с 600°С происходит в шесть раз быстрее, а с 200°С в масле в 28 раз. Растворенные соли повышают закаливающую способность. Недостатком использования воды считается появление трещин в местах образования мартенсита. Техническое масло используется для закалки легирующих сплавов, но оно пригорает к поверхности.
Металлы, использующиеся при изготовлении изделий медицинской направленности не должны иметь пленки из оксидов, поэтому охлаждение происходит в среде разряженного воздуха.
Чтобы полностью избавиться от аустенита, из-за которого у стали наблюдается высокая хрупкость, изделия подвергаются дополнительному охлаждению при температурах от — 40°С и до -100°С в специальной камере. Также можно использовать углекислую кислоту в смеси с ацетоном. Такая обработка повышает точность деталей, их твердость, магнитные свойства.
Если деталям не требуется объемная термообработка, проводится каление только поверхностного слоя на установках ТВЧ (токами высокой частоты). При этом глубина термообработки составляет от 1 мм до 10 мм, а охлаждение происходит на воздухе. В итоге поверхностный слой становится износоустойчивым, а середина вязкая.
Процесс закалки предполагает прогревание и выдержку стальных изделий при температуре, достигающей порядка 900°С. При такой температуре стали с содержанием углерода до 0,7% имеют структуру мартенсита, который при последующей термообработке перейдет в требуемую структуру с появлением нужных качеств.
Нормализация формирует структуру с мелким зерном. Для низкоуглеродистых сталей — это структура феррит-перлит, для легированных – сорбитоподобная. Получаемая твердость не превышает 300 НВ. Нормализации подвергаются горячекатаные стали. При этом у них увеличивается:
- сопротивление излому;
- производительность обработки;
- прочность;
- вязкость.
![Процесс нормализации стали]()
Процесс нормализации стали
- происходит нагрев до температуры – на 30°С-50°С выше точки ;
- выдерживание в данном температурном коридоре;
- охлаждение – на открытом воздухе.
Преимущества термообработки
Термообработка стали – это технологический процесс, который стал обязательным этапом получения комплектов деталей из стали и сплавов с заданными качествами. Этого позволяет добиться большое разнообразие режимов и способов термического воздействия. Термообработку используют не только применительно к сталям, но и к цветным металлам и сплавам на их основе.
Стали без термообработки используются лишь для возведения металлоконструкций и изготовления неответственных деталей, срок службы которых невелик. К ним не предъявляются дополнительные требования. Повседневная же эксплуатация наоборот диктует ужесточение требований, именно поэтому применение термообработки предпочтительно.
В термически необработанных сталях абразивный износ высок и пропорционален собственной твердости, которая зависит от состава химических элементов. Так, незакаленные матрицы штампов хорошо сочетаются при работе с калеными пуансонами.
Читайте также:
- I – рода:
- снятие внутренних напряжений после




