Температура при сварке металла
Многих начинающих мастеров интересует температура сварки, при которой происходит соединение двух элементов друг с другом. Прежде всего, необходимо четко представлять себе, что же представляет собой данный процесс.
Два металлических элемента невозможно соединить друг с другом, если их края не расплавить. Исключение составляет лишь холодная сварка. Под действием силы тока, газа либо давления металл нагревается до таких температур, что начинает плавиться.
Затем, смешиваясь с расплавленным электродом, края застывают и образуют так называемый шов, который и является главным стыковым креплением для двух свариваемых элементов.
Температура плавления металлов
Еще со школьной скамьи каждому сварщику хорошо известно, что каждый вид металла имеет свою температуру плавления. Поэтому вполне логично предположить, что и температура сварки у каждого металла своя. Тип сварки, который мгновенно соединяет между собой листы чугуна, совершенно не подойдет для сварочных работ со сталью.
И наоборот, алюминий не выдерживает температуры плавления железа, ведь из-за слишком высоких температур он полностью деформируется. Именно поэтому прежде чем определиться с видом сварочных работ, необходимо хорошо изучить все главные характеристики металла, с которым предстоит работать.
Электродуговая сварка
Самых высоких температур можно достичь, если применять электродуговую сварку. За счет того, что между электродом и свариваемой поверхностью образуется электрическая дуга, температура в месте стыка достигает иногда даже 12000 градусов. Минимальный же нагрев происходит при температуре не менее 6000 градусов.
Данный метод применяется тогда, когда необходимо расплавить прочный метал большой толщины. Чаще всего с помощью плавящихся электродов сваривают углеродистую сталь. Высокая температура позволяет мгновенно расплавлять и края металла, и внутренний стержень электрода. Данный тип сварочный работ применяется на практике наиболее часто.
Сварка неплавящимся электродом в газовой среде
Данный вид сварки предполагает разогрев детали до 6000 градусов. В качестве неплавящегося электрода чаще всего применяется вольфрам. Температура плавления данного метала достаточно высокая, поэтому во время сварочных работ стержень выдерживает большой нагрев и не плавится. Шов образуется только за счет расплавляемых кромок металла, ведь подаваемый во время сварочных работ газ надежно защищает место стыка от окисления и полностью вытесняет оттуда кислород.
В некоторых случаях, если для уплотнения шва все-таки требуется присадочный металл, используется дополнительный кусок проволоки, который с помощью держателя подносится непосредственно к месту сварочных работ. Для того, чтобы шов был более крепким лучше подбирать присадочную проволоку из того же метала, что и свариваемая деталь.
Плазменная сварка
Достаточно высокая температура достигается также при плазменной сварке. Величина нагрева может достигать даже 30000 градусов. С помощью сварочного аппарата на обрабатываемую поверхность подается ионизированный газ, именуемый плазмой.

Для увеличения нагрева дуга дополнительно сжимается под воздействием плазмообразующего газа. Таким образом, на обрабатываемую поверхность сварщик воздействует не только тепловым методом, но и газодинамическим.
Электрошлаковая сварка
Довольно популярен метод сварки с помощью подогрева шлаковой ванны. Через электрод на сварочном аппарате подается ток такой силы, чтобы он смог разогреть, а затем и поддерживать постоянную температуру шлаковой ванны внутри разъема.
Суть данного способа заключается в необходимости постоянно поддерживать высокий уровень нагрева ванны, которая расплавляет кромки листов металла и соединяет их между собой. Уровень нагрева шлаковой ванны должна быть обязательно значительно выше температуры плавления самого металла, иначе сварка станет невозможной.
Обычно подаваемый ток нагревает ванну до 1700 градусов. Поэтому для некоторых металлов такой вид сварки неприемлем. Например, расплавить кромки углеродистой стали при такой низкой температуре будет достаточно сложно.
Диффузная сварка
Расплавлять кромки металла для их дальнейшего соединения между собой можно и внутри сварочного аппарата. Суть метода диффузной сварки заключается в том, что свариваемые детали необходимо поместить в специальную камеру, предварительно зачистив их кромки. Затем из камеры откачивается воздух до определенного уровня давления, а кромки металла нагреваются до 700 – 800 градусов.

При сдавливании двух деталей и происходит их сваривание меду собой. Сходный принцип применяется при сваривании полипропиленовых труб. Две трубы просто вставляются с разных сторон в специальное закрытое устройство и после нагрева прочно соединяются друг с другом. Для спаивания полипропиленовых труб достаточно 260 градусов.
Электронно-лучевая сварка
Также в специальной вакуумной камере производится сварка с помощью пучка электронов, которые на выходе из аппарата образуют электродный луч. Благодаря тепловой энергии электронов в месте их соприкосновения с обрабатываемой поверхностью происходит нагрев кромок до 6000 градусов.
Конечно же, практически ни один металл не способен выдержать такой сильный нагрев, поэтому кромки свариваемых деталей начинают плавиться, образуя между собой крепкий и надежный сварочный шов.
Холодная сварка
Детали не подвергаются абсолютно никакому тепловому воздействию, если применяется холодная сварка. Главное – не проводить холодные сварочные работы при температуре воздуха ниже 5 градусов тепла. Сварка при отрицательных температурах может не дать нужный эффект и спустя некоторый период времени детали вновь расклеятся.
Суть холодной сварки заключается в том, что при помощи специальной замазки два материала любого состава можно легко склеить друг с другом. Замазка для холодной сварки состоит из двух составляющих, которые сами по себе не обладают никакими скрепляющими свойствами. Если же их перемешать между собой, образуется сильнейший клей.
В основном холодная сварка применяется в быту для мелкого ремонта водяных и канализационных труб. При этом качество холодной сварки абсолютно уступает другим видам, где используется мощнейший нагрев деталей.
Термитная сварка
Принцип работы термитной сварки во многом схож с холодной. Для данного вида сварочных работ используется смесь, состоящая из металлического алюминия и железной окалины, которые взаимодействуют друг с другом и вследствие химических реакций образуют термит.
После зажигания термита электродугой, он расплавляется и начинает сваривать между собой кромки металла. Воспламеняется термит при температуре не менее 1300 градусов, а металл начинает плавиться, когда разогревается до отметки в 2000 градусов. Такие виды сварочных работ очень часто проводят при сваривании рельсов.
Термокомпрессионная сварка
Холодная сварка во многом сходна с термокомпрессионной. Здесь также детали свариваются между собой посредством давления, однако место их стыка заранее разогревается до определенного уровня.
Как правило, нагрев должен быть не ниже, чем температура образования эвтектики между соединяемыми материалами. При этом разогревается либо сама поверхность, либо прикладываемый инструмент, либо вообще подсоединенная проволоку, через которую пропускают импульс тока.
Ультразвуковая сварка.
В отличие от холодной сварки ультразвуковая разогревает обрабатываемую поверхность металла до определенных температур. Величина нагрева деталей напрямую зависит от того, из какого металла они изготовлены. На место стыка листов воздействуют механическими колебаниями, за счет чего кромки постепенно начинают плавиться.
Медь нагревается до 500 градусов, а алюминий, например, может разогреться только до 400 градусов. После достижения нужной величины разогрева, обрабатываемые поверхности сдавливают между собой, за счет чего и происходит их сваривание друг с другом.
Лазерное воздействие на деталь
Если стоит задача получить высокопрочный шов, либо свариваемые металлы не поддаются холодной и другим видам сварки, на них воздействуют лазерным лучом. С помощью сварочного аппарата лазерный луч направляется на место стыка двух листов металла и туда же подносится присадочная проволока.
Под воздействием лазера детали нагревается до очень высоких температур, около 25 000 градусов, поэтому данный вид сваривания легко соединяет между собой даже высокопрочные металлы.
Способ сваривания деталей
Определять для себя нужный вид сварки необходимо на основании того, какую деталь требуется варить. Для получения высокопрочного шва имеет значение не только вид металла, но и его толщина, а также температура помещения, где будут происходить сварочные работы.
Кроме того, чрезвычайно важно знать температуру плавления метала, ведь чаще всего сварка происходит именно благодаря тепловому воздействию. В случае же с холодной сваркой потребуется тщательно подготовить поверхность соединяемых деталей, а также при необходимости зачистить их.
Чтобы прочность полученного шва была соизмерима с прочностью самого листа металла, потребуется со всей ответственностью подойти к сварочным работам. Сила тока, используемый присадочный материал, степень разогрева металла – играют важную роль в процессе сваривания деталей друг с другом, поэтому сварщику необходимо учитывать при работе каждую мелочь.
Температура и другие важные характеристики сварочной дуги
Принцип электродуговой сварки основан на использовании температуры электрического разряда, возникающего между сварочным электродом и металлической заготовкой.
Дуговой разряд образуется вследствие электрического пробоя воздушного промежутка. При возникновении этого явления происходит ионизация молекул газа, повышение его температуры и электропроводности, переход в состояние плазмы.
Горение сварочной дуги сопровождается выделением большого количества световой и особенно тепловой энергии, вследствие чего резко повышается температура, и происходит локальное плавление металла заготовки. Это и есть сварка.
Основные свойства дугового разряда
В процессе работы, для того, чтобы возбудить дуговой разряд, производится кратковременное касание заготовки электродом, то есть, создание короткого замыкания с последующим разрывом металлического контакта и установлением требуемого воздушного зазора. Таким способом выбирается оптимальная длина сварочной дуги.

При очень коротком разряде электрод может прилипать к заготовке, плавление происходит чересчур интенсивно, что может привести к образованию наплывов. Длинная дуга отличается неустойчивостью горения и недостаточно высокой температурой в зоне сварки.
Неустойчивость и видимое искривление формы сварочной дуги часто можно наблюдать при работе промышленных сварочных агрегатов с достаточно массивными деталями. Это явление называется магнитным дутьем.
Суть его заключается в том, что сварочный ток дуги создает некоторое магнитное поле, которое взаимодействует с магнитным полем, создаваемым током, протекающим через массивную заготовку.
То есть, отклонение дуги вызывается магнитными силами. Дутьем процесс назван потому, что дуга отклоняется, как будто под воздействием ветра.
Радикальных способов борьбы с этим явлением нет. Для уменьшения влияния магнитного дутья применяют сварку укороченной дугой, а также располагают электрод под определенным углом.
Среда горения
Существует несколько различных сварочных технологий, использующих электродуговые разряды, отличающиеся свойствами и параметрами. Электрическая сварочная дуга имеет следующие разновидности:
- открытая. Горение разряда происходит непосредственно в атмосфере;
- закрытая. Образующаяся при горении высокая температура вызывает обильное выделение газов от сгорающего флюса. Флюс содержится в обмазке сварочных электродов;
- в среде защитных газов. В этом варианте, в зону сварки подается газ, чаще всего, это гелий, аргон или углекислый газ.
Защита зоны сварки необходима для предотвращения активного окисления плавящегося металла под воздействием кислорода воздуха.
Слой окисла препятствует образованию сплошного сварного шва, металл в месте соединения приобретает пористость, в результате чего снижается прочность и герметичность стыка.
В какой-то мере дуга сама способна создавать микроклимат в зоне горения за счет образования области повышенного давления, препятствующего притоку атмосферного воздуха.
Применение флюса позволяет более активно выдавливать воздух из зоны сварки. Использование среды защитных газов, подаваемых под давлением, решает эту задачу практически полностью.
Продолжительность разряда
Кроме критериев защищенности, дуговой разряд классифицируется по продолжительности. Существуют процессы, в которых горение дуги происходит в импульсном режиме.
В таких устройствах сварка осуществляется короткими вспышками. За время вспышки, температура успевает возрасти до величины, достаточной для локального расплавления небольшой зоны, в которой образуется точечное соединение.
Большинство же применяемых сварочных технологий использует относительно продолжительное по времени горение дуги. В течение сварочного процесса происходит постоянное перемещение электрода вдоль соединяемых кромок.
Область повышенной температуры, создающая сварочную ванну, перемещается вслед за электродом. После перемещения сварочного электрода, следовательно, и дугового разряда, температура пройденного участка снижается, происходит кристаллизация сварочной ванны и образование прочного сварного шва.
Структура дугового разряда
Область дугового разряда условно принято делить на три участка. Участки, непосредственно прилегающие к полюсам (аноду и катоду), называют соответственно, анодным и катодным.
Центральную часть дугового разряда, расположенную между анодной и катодной областями, называют столбом дуги. Температура в зоне сварочной дуги может достигать нескольких тысяч градусов (до 7000 °C).
Хотя тепло не полностью передается металлу, его вполне хватает для расплавления. Так, температура плавления стали для сравнения составляет 1300-1500 °C.
Для обеспечения устойчивого горения дугового разряда необходимы следующие условия: наличие тока порядка 10 Ампер (это минимальное значение, максимум может достигать 1000 Ампер), при поддержании напряжения дуги от 15 до 40 Вольт.
Падение этого напряжения происходит в дуговом разряде. Распределение напряжения по зонам дуги происходит неравномерно. Падение большей части приложенного напряжения происходит в анодной и катодной зонах.
Экспериментальным путем установлено, что при сварке плавящимся электродом, наибольшее падение напряжения наблюдается в катодной зоне. В этой же части дуги наблюдается наиболее высокий градиент температуры.
Поэтому, при выборе полярности сварочного процесса, катод соединяют с электродом, когда хотят добиться наибольшего его плавления, повысив его температуру. Наоборот, для более глубокого провара заготовки, катод присоединяют к ней. В столбе дуги падает наименьшая часть напряжения.
При производстве сварочных работ неплавящимся электродом, катодное падение напряжения меньше анодного, то есть, зона повышенной температуры смещена к аноду.
Поэтому, при этой технологии, заготовка подключается к аноду, чем обеспечивается хороший ее прогрев и защита неплавящегося электрода от излишней температуры.
Температурные зоны

Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб дуги (его центр) имеет самую высокую температуру – порядка 5000-7000 °C, а иногда и выше.
Зоны наиболее низкой температуры располагаются в одной из активных областей, катодной или анодной. В этих зонах может выделяться 60-70% тепла дуги.
Кроме интенсивного повышения температуры заготовки и сварочного электрода, разряд излучает инфракрасные и ультрафиолетовые волны, способные оказывать вредное влияние на организм сварщика. Это обусловливает необходимость применения защитных мер.
Что касается сварки переменным током, понятие полярности там не существует, так как положение анода и катода изменяется с промышленной частотой 50 колебаний в секунду.
Дуга в этом процессе обладает меньшей устойчивостью по сравнению с постоянным током, ее температура скачет. К преимуществам сварочных процессов на переменном токе, можно отнести только более простое и дешевое оборудование, да еще практически полное отсутствие такого явления, как магнитное дутье, о котором сказано выше.
Вольт-амперная характеристика
На графике представлены кривые зависимости напряжения источника питания от величины сварочного тока, называемые вольт–амперными характеристиками сварочного процесса.

Кривые красного цвета отображают изменение напряжения между электродом и заготовкой в фазах возбуждения сварочной дуги и устойчивого ее горения. Начальные точки кривых соответствуют напряжению холостого хода источника питания.
В момент возбуждения сварщиком дугового разряда, напряжение резко снижается вплоть до того периода, когда параметры дуги стабилизируются, устанавливается значение тока сварки, зависящее от диаметра применяемого электрода, мощности источника питания и установленной длины дуги.
С наступлением этого периода, напряжение и температура дуги стабилизируются, и весь процесс приобретает устойчивый характер.
Температура сварочной дуги: описание, длина дуги и условия ее появления

Сама по себе сварочная дуга - это электрический разряд, который существует достаточно долго. Находится он между электродов под напряжением, расположенных в смеси газов и паров. Основные характеристики сварочной дуги - температура и довольно высокая, а также большая плотность тока.
Общее описание
Возникает дуга между электродом и металлической заготовкой, с которой ведется работа. Образование данного разряда возникает из-за того, что происходит электрический пробой воздушного промежутка. Когда возникает такой эффект, происходит ионизация молекул газа, повышается не только его температура, но и электропроводность, сам газ переходит в состояние плазмы. Сварочный процесс, а точнее горение дуги, сопровождается такими эффектами, как выделение большого количества тепла и световой энергии. Именно из-за резкого изменения этих двух параметров в сторону их большого увеличения происходит процесс плавления металла, так как в локальном месте температура увеличивается в несколько раз. Совокупность всех этих действий и называется сваркой.

Свойства дуги
Для того чтобы появилась дуга, необходимо кратковременно прикоснуться электродом к заготовке, с которой нужно работать. Таким образом происходит короткое замыкание, вследствие которого появляется сварочная дуга, температура ее довольно быстро растет. После касания необходимо разорвать контакт и установить воздушный зазор. Так можно подобрать необходимую длину дуги для дальнейшей работы.
Если разряд получится слишком коротким, то, возможно, что электрод прилипнет к обрабатываемому материалу. В этому случае плавка металла будет проходить слишком быстро, а это вызовет образование наплывов, что крайне нежелательно. Что касается характеристик слишком длинной дуги, то она неустойчива в плане горения. Температура сварочной дуги в зоне сварки в таком случае также не будет достигать требуемого значения. Довольно часто можно увидеть кривую дугу, а также сильную неустойчивость, когда работа проводится сварочным агрегатом промышленного назначения, особенно если ведется работа с деталями, имеющими большие габариты. Это часто называют магнитным дутьем.

Магнитное дутье
Суть такого метода состоит в том, что сварочный ток дуги способен создать небольшое магнитное поле, которое вполне может вступить во взаимодействие с магнитным полем, которое создается током, протекающим сквозь обрабатываемый элемент. Другими словами, отклонение дуги происходит за счет того, что появляются некоторые магнитные силы. Этот процесс называется дутьем потому, что отклонение дуги со стороны выглядит так, будто оно происходит из-за сильного ветра. Реальных способов избавиться от этого явления нет. Для того чтобы минимизировать влияние этого эффекта, можно пользоваться укороченной дугой, а сам электрод должен быть расположен под определенным углом.

Структура дуги
В настоящее время сварка - это процесс, который разобран достаточно детально. Благодаря этому известно, что существует три области горения дуги. Те участки, которые прилегают к аноду и катоду, соответственно анодный и катодный участок. Естественно, что температура сварочной дуги при ручной дуговой сварке также будет отличаться в этих зонах. Существует третий участок, который находится между анодным и катодным. Это место принято называть столбом дуги. Температура, необходимая для плавления стали, примерно 1300-1500 градусов по Цельсию. Температура столба сварочной дуги может достигать 7000 градусов по Цельсию. Хотя здесь справедливо будет отметить, что она не полностью передается на металл, однако и того значения хватает, чтобы успешно плавить материал.
Есть несколько условий, которые необходимо создать, чтобы обеспечить стабильную дугу. Необходим стабильный ток с силой около 10 А. При таком значении можно поддерживать стабильную дугу с напряжением от 15 до 40 В. Стоит отметить, что значение тока в 10 А минимальное, максимальное может достигать 1000 А. Распределение напряжения по участкам неравномерно и больше всего оно в анодном и катодном. Падение напряжение также происходит в дуговом разряде. После проведения определенных экспериментов было установлено, что, если проводить сварку плавящимся электродом, то наибольшее падение будет в катодной зоне. В таком случае распределение температуры в сварочной дуге также меняется, и наибольший градиент приходится на этот же участок.
Зная эти особенности, становится понятно, почему важно правильно выбирать полярность при сварке. Если соединить электрод с катодом, то можно достичь наибольшего значения температуры сварочной дуги.

Температурная зона
Несмотря на то, каким именно электродом проводится сварка, плавящимся или же неплавящимся, максимальный показатель температуры будет именно у столба сварочной дуги, от 5000 до 7000 градусов по Цельсию.
Область с наименее низкой температурой сварочной дуги смещается в одну из его зон, анодную или же катодную. На этих участках наблюдается от 60 до 70 % от максимального значения температуры.

Сварка переменным током
Все описанное выше касалось процедуры проведения сварки с постоянным током. Однако для этих целей можно использовать и переменный ток. Что касается отрицательных сторон, то здесь заметно ухудшение устойчивости, а также частые скачки температуры горения сварочной дуги. Из преимуществ выделяется то, что можно использовать более простое, а значит более дешевое оборудование. Кроме того, при наличии переменной составляющей практически пропадает такой эффект, как магнитное дутье. Последнее отличие - это отсутствие необходимости в выборе полярности, так как при переменном токе смена происходит автоматически с частотой около 50 раз за секунду.
Можно добавить, что при использовании ручного оборудования, кроме высокой температуры сварочной дуги при ручном дуговом методе, будет происходить излучение инфракрасных и ультрафиолетовых волн. В данном случае их испускает разряд. Это требует максимальных средств защиты для работника.

Среда горения дуги
На сегодняшний день существует несколько разных технологий, которые можно использовать во время сварки. Все они отличаются своими свойствами, параметрами и температурой сварочной дуги. Какие существуют методы?
- Открытый способ. В данном случае горение разряда осуществляется в атмосфере.
- Закрытый способ. Во время горения образуется достаточно высокая температура, вызывая сильное выделение газов, из-за сгорания флюса. Этот флюс содержится в обмазке, которая используется для обработки сварочных деталей.
- Способ с применением защитных летучих веществ. В данном случае к зоне сварки подается газ, который представлен обычно в виде аргона, гелия или же углекислого газа.
Наличие такого способа оправдано тем, что он помогает избежать активного окисления материала, которое может возникать во время сварки, когда на металл воздействует кислород. Стоит добавить, что в некоторой мере распределение температуры в сварочной дуге идет таким образом, что в центральной части создается максимальное значение, создающее небольшой собственный микроклимат. В данном случае образуется небольшая область с повышенным значением давления. Такая область способна в некотором роде препятствовать поступлению воздуха.
Использование флюса позволяет избавляться от кислорода в области действия сварки еще эффективнее. Если использовать при защите газы, то данный дефект удается устранить практически полностью.

Классификация по продолжительности
Существует классификация сварочных дуговых разрядов по их продолжительности. Некоторые процессы осуществляются, когда дуга находится в таком режиме, как импульсный. Такие устройства проводят сварку короткими вспышками. На короткий промежуток времени, пока происходит вспыхивание, температура сварочной дуги успевает возрасти до такого значения, которого хватит, чтобы произвести локальную плавку металла. Сварка происходит очень точечно и только в том месте, где происходит касание устройства заготовки.
Однако подавляющее большинство сварочных приборов использует сварочную дугу продолжительного действия. В течение такого процесса осуществляется непрерывное перемещение электрода вдоль тех кромок, которые нужно соединить.
Есть области, которые называются сварочными ваннами. В таких участках температура дуги значительно повышена, и он следует за электродом. После того как электрод проходит участок, сварочная ванна уходит вслед за ним, из-за чего участок начинает довольно быстро охлаждаться. При охлаждении происходит процесс, который называют кристаллизацией. Вследствие этого и возникает сварочный шов.
Температура столба
Чуть более детально стоит разобрать столб дуги и его температуру. Дело в том, что этот параметр значительно зависит от нескольких параметров. Во-первых, сильно влияет материал, из которого создан электрод. Состав газа в дуге также играет важную роль. Во-вторых, существенное влияние оказывает и величина тока, так как при ее увеличении, к примеру, будет расти и температура дуги, и наоборот. В-третьих, тип электродного покрытия, а также полярность довольно важны.
Эластичность дуги
Во время сварки необходимо очень пристально следить за длиной дуги еще и потому, что от нее зависит такой параметр, как эластичность. Чтобы в результате получить качественный и прочный сварной шов, необходимо чтобы дуга горела стабильно и бесперебойно. Эластичность сварной дуги и является характеристикой, описывающей бесперебойность горения. Достаточная эластичность просматривается в том случае, если удается сохранить устойчивость процесса сварки при увеличении длины самой дуги. Эластичность сварочной дуги прямо пропорционально зависит от такой характеристики, как сила тока, использующаяся для проведения сварки.
Тепловые свойства сварочной дуги

Тепловые свойства сварочной дуги и полярность тока
Сварочная дуга образуется за счет мощной энергии заряженных частиц, которые возникают между катодом и анодом. В результате этого появляется тепловая энергия способная плавить металлы.
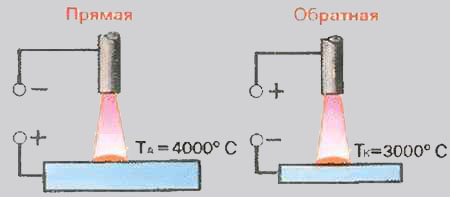
Значение тепловой энергии в зоне анода и катода разное, что позволило при сварке постоянным током решать различные технологические задачи. В катодной зоне температура достигает 2400 градусов, в то время как в анодной 2600 градусов.
Поэтому при сварке толстых металлов, которые требуют большего подвода тепла, используется прямая полярность. При этом плюсовая клемма от сварочного аппарата подсоединяется к заготовке, а минусовая к электроду. При сварке тонколистовых и тонкостенных изделий используется сварка постоянным током обратной полярности.
При сварке постоянным током наиболее всего тепла выделяется в зоне анода. Обусловлено это тем, что заряженные частицы здесь двигаются быстрей, чем в зоне катода. Соответственно и тепла выделяется больше чем в катодной зоне.

Температура дуги при сварке металлическим электродом в зоне анода достигает 2600 градусов, в то время как в катодной зоне температура несколько ниже, порядка 2400 градусов. При сварке угольными электродами, температура катодной и анодной зон составляет 3200 и 3900 градусов с плюсом.
Как было сказано выше, такая разница температур в катодной и анодной зонах используется для сварки тонких и толстых металлов. Там где важно не прожечь тонкий металл, при сваривании нержавеющих изделий, применяется обратная полярность. Катод подключается к заготовке, а анод подсоединяется к электроду.
При этом обеспечивается наименьший нагрев свариваемой детали и ускоренное расплавление электрода. Прямая и обратная полярность работает только при сварке на постоянном токе.
Этого эффекта невозможно достичь при питании сварочной дуги переменным током, поскольку все время происходит периодическая смена анодного и катодного пятна (в зависимости от частоты переменного тока).
Интересные факты про сварочную дугу
Как показывает практика, только 30-40% выделяемого тепла сварочной дугой расходуется на нагрев и последующее плавление металла. Остальные 60-70% процентов тепла выделяются в окружающую среду. Процесс выделения тепла происходит через конвекцию и излучение.

Остальное тепло, которое непосредственно используется на сваривание металлов, называется тепловой мощностью дуги. Эта мощность во многом зависит от способа сварки, электродного покрытия и многих других факторов.
Интересно и то, что при автоматической сварке под флюсом потери тепловой энергии намного ниже, чем при ручной дуговой сварке. Там потери в основном приходятся на то, чтобы расплавить флюс, на угар и разбрызгивание металла.

Помимо температуры сварочная дуга имеет и еще одну характеристику — длину. Это расстояние от поверхности сварочной ванны до торца электрода. Короткая дуга имеет длину от 2 до 4 мм. Длина «нормальной» сварочной дуги составляет 4-6 мм.
Длинной дуга считается в том случае, если расстояние между электродом и сварочной ванной более 6 миллиметров.
Читайте также: