Технология резки металла на ножницах
Прежде чем изготовить отдельные детали определенных размеров, листовой и профильный материалы подвергаются резке.
В котельном производстве применяются три метода резки: механический, автогенный и электрический. Эти методы резки имеют принципиальное различие по влиянию, оказываемому на свойства металла, по своему осуществлению и по экономичности.
При механическом методе разделение металла происходит благодаря действию внешней силы. При автогенном методе — благодаря сгоранию металла в струе кислорода. При электрической резке металл расплавляется в пламени электрической дуги. Как тот, так и другой метод может быть ручным и механизированным. Кроме сказанного выше, механический метод может быть разделен на два вида:
— резка, осуществляемая чистым резанием (снятие стружки резцом).
В зависимости от профиля разрезаемого материала при резке применяются специальные инструменты, приспособления и станки.
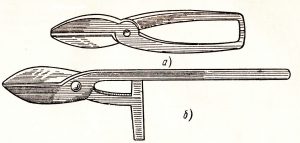
Рис. 1. Ножницы:
а – ручные; б – стуловые.
Резка тонколистового металла ножницами. Резка скалыванием.
Резка скалыванием осуществляется на ручных и стуловых ножницах (рис. 1, а и б), на рычажных (рис. 2), вибрационных, гильотинных, дисковых (рис. 3) ножницах, пресс-ножницах, на специальных отрезных штампах.
Рис. 2. Рычажные ножницы.
Посмотрев на обрезанную часть листа, мы видим три полосы: две из них, которые по краям, будут узкими и блестящими, это следы врезания ножей (а и в), а поверхность посередине будет матовая (б) от скалывания (рис. 4). По линии реза можно наблюдать маленькие трещины и заусенцы. Кроме того, полоса металла толщиной от 2 — 3 мм, от сдавливания ножами по всей линии реза, будет иметь наклеп.
В зависимости от изготавливаемой конструкции, наклеп и трещины необходимо сострогать.

Рис. 3. Дисковые ножницы.
Резка скалыванием происходит следующим образом: разрезаемый материал 2 помещается между двумя ножами 1 и 3 (рис. 5), из которых нижний 3 обыкновенно бывает неподвижным, а верхний 1 — подвижным. Верхний нож 1, опускаясь, давит на металл, прижимая его к нижнему ножу. Оба ножа несколько вдавливаются в металл С врезанием ножей в металл поперечное сечение его уменьшается, появляются вначале мелкие, а затем крупные трещины, и он скалывается.
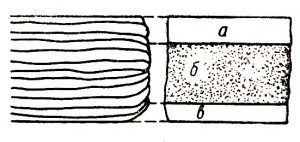
Рис. 4. Схема действия ножей на металл.
Под действием ножей на разрезаемый металл часть его, лежащая на столе, приподнимается и поворачивается вокруг грани нижнего ножа. Для предотвращения этого металл прижимается к столу специальным прижимом. Однако при резке металла между ножом и прижимом стремится изогнуться перпендикулярно плоскости резания. Исходя из этого, расстояние между прижимом и режущей кромкой ножа выбирают такое, чтобы изгиб листа был наименьшим.

Рис. 5. Схема работы ножей:
α – угол раствора ножей; ẞ – угол заострения ножей; ɣ – угол скоса; δ – угол режущей кромки.
Угол скалывания.
Для резки длинного листа металла за один ход ножа необходимо немалое усилие, которое будет тратиться на врезку ножей в металл и на его скалывание. Чтобы снизить потребляемую мощность на все эти операции, ножи устанавливают под углом друг к другу (рис. 5). Чем больше будет угол α, тем меньше будет усилие нужное для резки. Так, например, если резать одинаковой толщины листы с наклоном ножей (угол наклона 5°) и без, то разница усилий будет значительной:
— усилие с наклоном 8,3 т;
— усилие без наклона (с параллельными ножами) 120 т.
Однако нужно заметить, что из-за большого угла наклона ножей создается усилие, которое выталкивает лист из-под ножей. Из-за чего угол наклона устанавливают в пределах от 6 до 8°.
Для того, чтобы облегчить врезку ножей в металл угол реза δ устанавливают меньше 90°, в пределах от 70 до 85°. Для меньшего трения ножей о разрезаемый металл, скашиваются их передние грани на угол от 2 до 3°. Зазор между ножами зависит от толщины разрезаемого металла и допускается не более 0,5 мм.
Ручные рычажные ножницы. Ручные стуловые ножницы.
Резка листового металла вручную осуществляется на ручных, стуловых и рычажных ножницах. Толщина разрезаемого металла обыкновенно бывает небольшой (2—3 мм), но на рычажных ножницах можно резать до 6—10 мм. Длина режущего ножа достигает 350 мм. Ручные ножницы мало производительны, требуют большой затраты мускульной силы рабочего.
Для резки более толстой листовой стали используют гильотинные ножницы и пресс-ножницы. Их ножи приводятся в действие от электродвигателей.
Пресс ножницы для резки металла.
На пресс-ножницах режутся мелкие детали, а также на них можно распускать листы неограниченной длины толщиной до 32 мм. Ножи длиной до 600 мм располагаются вдоль или поперек оси станины. Недостатками у пресс-ножниц являются низкая чистота реза и малая производительность вследствие многократного передвижения листа во время резки больших деталей. Однако ножницы очень удобны при резке мелких деталей.
Резка гильотинными ножницами.
Высокую чистоту и большую производительность дают гильотинные ножницы. Они состоят из двух, соединенных между собой станин, прикрепленных к рабочему столу. К внутренней кромке стола крепится неподвижный нож, состоящий из отдельных полос, длиной 600—1000 мм.
В пазах станин ходит ползун с присоединенными к нему полосами верхнего ножа. Движение ползуну передается от электродвигателя через коленчатый вал. Для увеличения напора верхнего ножа в рабочем ходе ножницы снабжены тяжелым маховиком, который во время резки расходует большую силу, накопленную при холостом ходе. Разрезаемый лист укладывается на стол ножниц и прижимается к нему прижимами.
Гильотинными ножницами возможна рубка листа толщиной до 40 мм и шириной до 3000 мм. На них можно легко распустить лист на полосы шириной несколько меньшей вылета зева, который у отдельных конструкций ножниц доходит до 600 мм.
Резка металла вибрационными ножницами.
Вибрационные ножницы представляют собой станок с короткими ножами. Число ходов у них достигает 2500 в мин., ход 2—3 мм. Ножницы предназначены для резки деталей криволинейной конфигурации с малыми радиусами (до 15 мм). Конструкция ножниц позволяет производить резку непрерывно.
Дисковые или роликовые ножницы имеют ножи круглой формы, что также позволяет производить резку непрерывно. Ножи вращаются от электродвигателя в противоположных направлениях. Ножницы применяют для резки полос из листа, а также производят резку по криволинейному контуру. Ножницы способны производить рез листа толщиной не более 25 мм. Интересно применение дисковых ножей в комбинации с правильными вальцами. Для этого двухпарные дисковые ножницы соединены с правильными вальцами. Вся установка работает от одного привода. Обе операции — правка и резка продольных кромок листов — проводятся на одном станке одновременно за один проход.
Обрезные штампы применяются для резки узких полос и профильного материала на штучные заготовки.
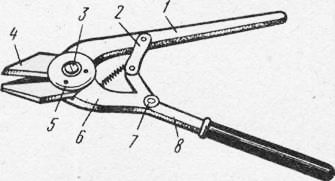
Резка профильного материала не отличается от резки листового. Ножницы также имеют ножи, один из которых неподвижный, а другой подвижный. Особенностью ножей является их форма (рис. 6), отвечающая профилю разрезаемого материала. Ножницы делят на:
Также, часто встречаются ножницы комбинированного типа для резки профильного и листового материала.
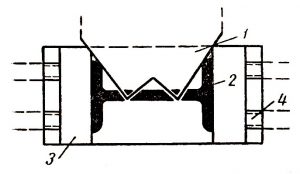
Рис. 6. Формы ножей для резки фасонного металла:
1 – верхний нож; 2 – профильный (разрезаемый) металл; 3 – упоры; 4 – нажимные винты.
В сварных конструкциях для плотного прилегания деталей при сборе и сварке очень часто возникает необходимость делать в профильном материале всякого рода зарубы, закругления, выемки (рис. 7). Для этой цели применяются так называемые зарубочные машины. На этих машинах, кроме указанных работ, можно осуществлять резку профильного материала.
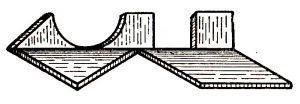
Рис. 7. Формы зарубок на полках уголка.
В частных случаях допускается резка на ножницах по разметке, для этого лист устанавливается до совпадения линии разметки с внутренней плоскостью ножа.
При серийном производстве детали с контуром, ограниченным прямыми линиями, выгоднее резать по упорам. Эти упоры располагаются за подвижным ножом и называются задними. Чаще всего они бывают универсальными, позволяющими настраивать их по заданным размерам деталей. Кроме задних упоров, применяются упоры передние и боковые, устанавливаемые в зависимости от конфигурации детали на столе ножниц.
Дисковые и вибрационные ножницы служат для вырезания детали или заготовки по шаблону. Благодаря упорам и шаблонам при резке плоского или профильного металлопроката можно отказаться от их предварительной разметки.
Для облегчения работы подача листового и профильного материалов к ножницам осуществляется с помощью всякого рода приспособлений: столов из роликовых тележек, рольгангов, столов «гусиные шейки», металлических шаров. Кроме того, некоторые модели ножниц монтируются на поворотном столе, что позволяет значительно сократить операции, связанные с кантовкой громоздких деталей.
Резка скалыванием нашла широкое применение при изготовлении котельных конструкций.
В слесарных и жестяницких цехах широкое распространение имеет разрезание металла ручными ножницами. С помощью ножниц возможно разрезание весьма тонкого листового и полосового материала, а также заготовок сложной конфигурации.
Разрезание листового и полосового металла ножницами осуществляется без снятия стружки — скалыванием. Сущность процесса разрезания скалыванием заключается в отделении части металла под давлением пары режущих ножей по линии их направления.
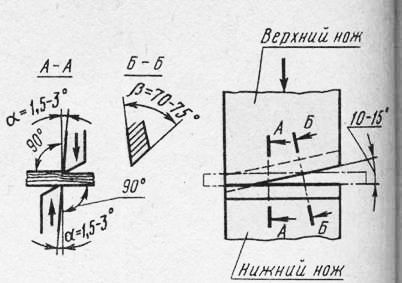
в процессе работы разрезаемый лист помешается между ножами. Верхний нож, опускаясь давит на металл, прижимая его к нижнему ножу. Оба ножа вдавливаясь, производят смятие поверхности метал та а затем разделяют его образующимися трещинами скалывания. Угол заострения р у режущей части ножниц колеблется от 65 до 80°, в зависимости от твердости разрезаемого металла; для мягких металлов (медь и др ) он равен 65°, для металлов средней твердости — 70—75°, для твердых металлов — 80°. Для уменьшения трения ножей в процессе работы на их режущих поверхностях создается задний угол а, равный 2—3°.
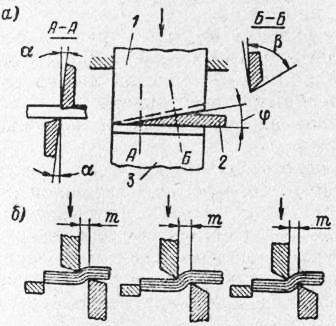
Рис. 1. Схема процесса резания ножницами: а — геометрия режущих ножей-ножниц; б— последовательность процесса резания
Для получения чистого среза необходимо правильно выбрать зазор m между верхним и нижним ножами. При малом зазоре направление трещин скалывания не совпадает с направлением среза, и его поверхность будет шероховатой, «рваной». При большом зазоре поверхность среза будет иметь большие заусенцы.
Величина зазора между ножами зависит от толщины разрезаемого металла, но не должна быть более 0,5 мм. У ручных ножниц этот зазор обычно не превышает 0,1 — 0,2 мм.
С целью уменьшения усилия, потребляемого при резании, режущие ножи устанавливают под углом ф один к другому. Чем больше этот угол, тем меньше усилие резания. Однако большой угол наклона ножа увеличивает его ход и создает усилие, выталкивающее лист из-под ножей. Руководствуясь этими соображениями, угол ф принимают равным 7—12°.
В зависимости от устройства режущих ножей (лезвий) ручные ножницы делятся на ножницы прямые — с прямыми режущими лезвиями, предназначенные в основном для разрезания материала по прямой линии и по окружности большого радиуса; ножницы кривые — с криволинейными режущими лезвиями и ножницы пальцевые — с тонкими и узкими режущими лезвиями, применяемые для вырезания в листовом материале отверстий и поверхностей с малыми радиусами.
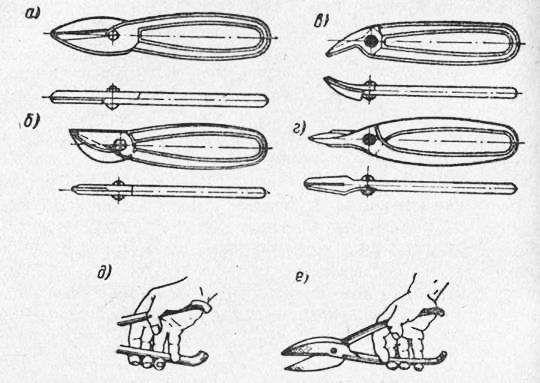
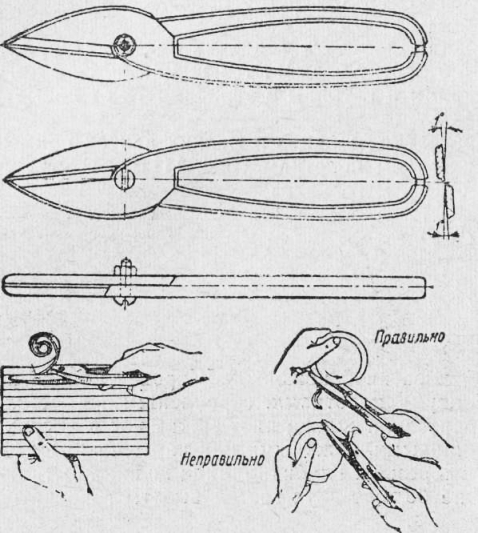
Рис. 2. Ручные ножницы: а —прямые; б и в—кривые; г — пальцевые; д и е — приемы держания (“хватки”) ножниц
По расположению режущих ножей ручные ножницы делятся на правые и левые. У правых ножниц скос режущей части нижнего ножа находится с правой стороны, ау левых — с левой стороны.
Ручные ножницы изготовляют из инструментальной углеродистой стали марки У7. Лезвия ножниц подвергаются закалке с последующим отпуском до твердости HRC 52—60. Режущие грани ножниц должны быть прямолинейными, без трещин и завалов. Длина режущих ножей до оси вращения обычно составляет от 55 до ПО мм, общая длина ножниц —от 200 до 400 мм. Наиболее употребляемыми являются ножницы длиной 250— 320 мм.
Приемы разрезания металла ручными ножницами.
При выполнении разрезания вручную ножницы держат правой рукой. Большой палец кладут на верхнюю рукоятку ножниц, а указательным, средним и безымянным пальцами захватывают нижнюю рукоятку. Мизинец должен находиться между рукоятками, во время резания им раздвигают ножницы. Некоторые слесари предпочитают это делать указательным пальцем, однако такой прием не вполне удобен. Левой рукой подают лист, слегка приподнимая его, чтобы облегчить продвижение ножниц.
В процессе резания не следует раскрывать лезвия ножниц на большой угол, так как при большом раскрытии лезвия будет выталкивать, а не резать металл. Лезвия ножниц нужно раскрывать примерно на 2/3 их длины.
Для предупреждения засечек и заусенцев при перемещении лезвий ножниц вперед по разметочной риске нужно, чтобы плоскости лезвий прижимались к плоскости разреза и шли по разметке. Режущие кромки лезвий должны быть хорошо заточены, а режущие поверхности (плоскости) — правильно отрегулированы и закреплены на оси. Проверку ножниц обычно производят разрезанием бумаги: хорошо заточенные и отрегулированные ножницы должны резать бумагу. Разрезать размеченный лист следует так, чтобы разметочная риска находилась в поле зрения. Поэтому резка листового металла по прямой линии и по кривой (окружности и закругления) без резких поворотов производится правыми ножницами.
Разрезать лист по криволинейному контуру или вырезать круглые диски наиболее удобно ножницами с криволинейными режущими лезвиями. При вырезании отверстий и внутренних контуров криволинейного очертания необходимо в материале вырубить зубилом отверстие для прохода лезвий ножниц, а затем вырезать по риске. Для вырезания отверстий лучше пользоваться пальцевыми ножницами.
Качество реза зависит от того, насколько правильно расположена заготовка относительно режущих кромок ножниц. Между плоскостью резания и заготовкой должен быть прямой угол, в противном случае ножницы будут пружинить и заклинивать заготовку, на заготовке появится вмятина к резать ее будет намного труднее. Ручными ножницами можно резать листовую и полосовую сталь толщиной до 0,3 мм, кровельное железо толщиной до 1 мм, листы меди и латуни толщиной до 2 мм.
Разрезание металла рычажными ножницами. Ручное разрезание металла выполняется также на рычажных ножницах: стуловых, маховых, с зубчатой рейкой (сортовые) и других типов.
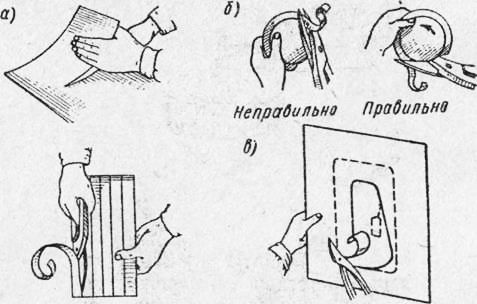
Рис. 3. Приемы разрезания листового металла ручными ножницами: а и б—направление резания правыми ножницами; в—вырезание отверстия по разметочным рискам
Стуловые ножницы в отличие от ручных изготовляются больших размеров. Они имеют одну загнутую рукоятку с заостренным концом для крепления к толстой доске или к верстаку, а вторую, удлиненную, — для работы рукой. Стуловые ножницы устойчивы в работе и дают значительную свободу рукам слесаря. Ими разрезают листы толщиной 2—3 мм.
Рычажные маховые ножницы состоят из вертикальных чугунных стоек и смонтированного.на них металлического стола. В правой продольной боковой плоскости стола неподвижно закреплен нижний режущий нож верхний нож установлен на маховом рычаге, посаженном на ось. Для предотвращения самоопускания махового рычага на хвостовой его части установлен противовес.
Разрезание листового металла на рычажных маховых ножницах типа И-37 можно выполнять по разметке и упору. Для разрезания по разметке лист укладывают на столе так, чтобы разметочная риска совпала с лезвием нижнего ножа. Прижав затем лист прижимной планкой, сильным движением опускают рычаг с верхним ножом и «дожимают» его, пока требуемая часть листа не будет отрезана. При разрезании листа по упору (без разметки) ширину отрезаемой полосы регулируют передвижной упорной планкой.
Длина разрезаемого на ножницах листа может быть достаточно большой, так как ножницы допускают перемещение листа вдоль ножей. Длина режущих ножей у ножниц данного типа составляет 1050 мм, угол наклона ножей ф=7-*-12°, толщина разрезаемого листа — до 2,5 мм.
Рычажные ножницы с зубчатой рейкой применяют для разрезания листовой стали толщиной до 3 мм, тонких прутков и профильного металла малых сечений. Они состоят из станины, в нижней части которой неподвижно укреплен нож. При опускании рычага усилие, передаваемое через зубчатый перебор, серьгу и ползун с закрепленным на нем ножом, обеспечивает разрезание металла допускаемых сечений.
Движение ползуна с верхним ножом осуществляется с помощью рукоятки через зубчатую передачу и рычаг.
Ножи для рычажных ножниц изготовляют из инструментальной стали У8. Лезвия ножей подвергают закалке с последующим отпуском до твердости HRC 52—60. Величина угла заострения режущих поверхностей ножей Р = 75-т-80°. При меньшем угле заострения ножи быстрее затупляются или выкрашиваются; при большем угле заострения они более прочны, но требуют значительных усилий резания.
Для разрезания сортового проката круглого, квадратного, углового, полосового, швеллерного и таврового сечений применяют ручные сортовые ножницы моделей Н-911 и НА-913 (рис. 4,б). Эти ножницы позволяют резать сталь разных сечений: круглого — диаметром 25 мм, квадратного — до 22X22 мм, полосового — 5×50 мм, углового — 65×65×8 мм и таврового — 35×5 мм.
Разрезание металла электрическими и пневматическими ножницами. Чтобы механизировать относительно тяжелый и трудоемкий процесс разрезания листового металла ручными ножницами, применяют электрические и пневматические ручные ножницы. С помощью этих ножниц можно легко выполнять прямые и фигурные резы с наименьшим радиусом кривизны около 20 мм и пользоваться при этом шаблоном, что также значительно повышает производительность разрезания.
Отечественная промышленность выпускает несколько типоразмеров электроножниц. Так, электроножницы марки И-31 предназначены для разрезания листовой стали толщиной до 2,7 мм. Они состоят из корпуса, в котором смонтирован электродвигатель мощностью 370 Вт, и корпуса ножевой головки. Якорь двигателя через червячную пару вращает эксцентриковый валик. Шатун посажен верхней головкой на этот валик, а нижней связан с пальцем рычага верхнего ножа. Нижний нож крепится к скобе.
В процессе работы шатун, совершая возвратно-по-ступательные движения и заставляя качаться ножевой рычаг с верхним ножом, производит резку металла. Зазор между ножами регулируется перемещением скобы в картере ножевой головки. Величина зазора устанавливается в зависимости от толщины разрезаемого металла. Для удобства работы ножницы можно подвешивать или поддерживать за верхнюю рукоятку. Производительность электроножниц марки И-31 до 3 м/мин.
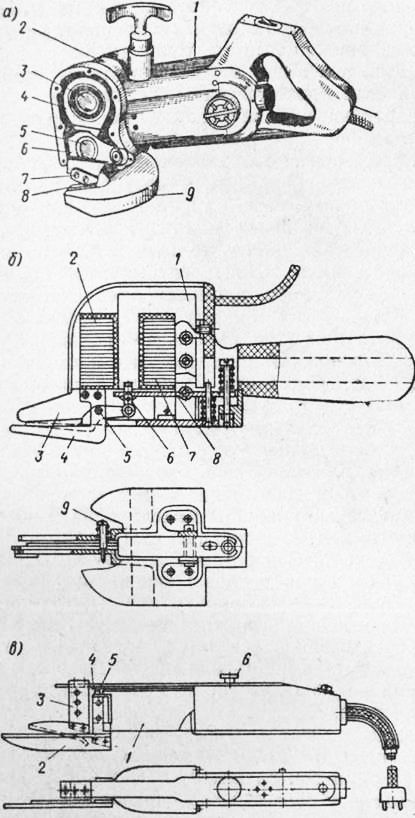
Рис. 5. Ручные ножницы электрического действия И-31 (а); электромагнитные вибрационные ножницы конструкции Г. Е. Моргунова (б)\ электромагнитные ножницы конструкции Л. М. Сытых и В. А. Овчинникова (в)
На Коломенском заводе текстильного машиностроения по предложению Г. Е. Моргунова изготовлены и внедрены в производство ручные электромагнитные вибрационные ножницы для разрезания тонких металлических листов толщиной 0,5—1,5 мм. Ножницы представляют собой электромагнит с катушкой и якорем, смонтированными внутри корпуса на основании. К тому же основанию крепится неподвижный нож, а на оси — подвижный нож. Правое плечо ножа прикреплено с помощью серьги к якорю электромагнита. Пружина прижимает ножи один к другому.
Ножи изготовлены из стали марки У8А. Электромагнитные ножницы работают по принципу обычных ножниц. Они легки, компактны и удобны в работе.
Для вырезки картонных прокладок применяются электромагнитные ножницы модели ВЭН -0 конструкции Jl. М. Сытых и В. А. Овчинникова. Принцип их работы аналогичен рассмотренному выше. К сердечнику катушки прикреплен неподвижный нож, а подвижный нож — к вибрирующему якорю. Ножницы приводятся в действие нажимом включателя. Изменение скорости резания регулируется винтом. Ножницы включаются в сеть напряжением 220 В, а если катушка рассчитана на 36 В, то включение производится через трансформатор.
Ножницы имеют высокую скорость резания (до 3 м/мин) и малый вес — 350 г. Небольшая длина реза (3 мм) за один ход позволяет использовать их при вырезке прокладок сложной конфигурации.
Пневматические ножницы предназначены для разрезания листов толщиной до 1,5 мм. Они имеют небольшие размеры и вес (1,5 кг), поэтому их удобно применять при слесарных и сборочных работах и вообще во всех случаях, когда нельзя использовать стационарные ножницы.
Ножницы применяют как для ручной, так и для машинной резки металлов. Угол заострения р у ножниц колеблется от 65 до 85° в зависимости от твердости разрезаемого металла: для мягких металлов (медь и др.) он равен 65°, для металлов средней твердости 70—75°, для твердых металлов 80—85°. Для уменьшения трения ножей ножниц при работе на лезвиях создается задний угол а, равный 1,5—3°. Ножи ножниц изготовляются из углеродистой стали У7; их режущая часть закаливается.
Резка ручными ножницами. Ручные ножницы для металла показаны на рис. 1. Наиболее употребительные размеры ножниц 250— 320 мм (по общей длине ножниц).
Ручные ножницы делятся на правые и левые. У правых ножниц скос на режущей части каждой половинки находится с правой стороны, а у левых — с левой стороны. При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому резка листового металла по прямой линии и по кривой (окружности и закругления) без резких поворотов производится правыми ножницами.
Ручными ножницами можно резать листовую сталь толщиной до 0,7 мм, кровельное железо — толщиной до 1 мм, листы меди и латуни — толщиной до 1,5 мм.
При разрезании металла ножницы раскрывают не полностью, а лишь настолько, чтобы они могли захватить лист. При полном раскрытии ножницы не режут, а выталкивают лист. При резке ножницами круглых дисков последние поворачивают против часовой стрелки, при этом ножницы не должны закрывать линии разреза.
Резка стуловыми ножницами. У этих ножниц одна из половинок имеет рукоятку с отогнутым вниз заостренным концом; этим концом ножницы закрепляют в деревянном брусе. Вторая половина — с прямой рукояткой — служит для работы рукой.
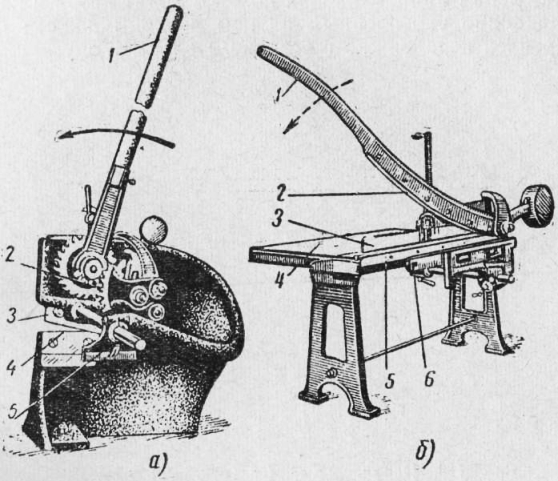
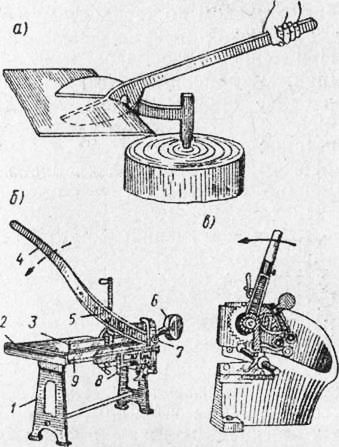
Рис. 3. Ручные рычажные ножницы: а —с перебором: 1 — рычаг, 2—перебор, 3 — верхний нож, 4 —нижний нож, 5 — упор; б —маховые: 1 — рычаг, 2—верхний нож, 3 — прижимная планка, 4— стол, 5 — нижний нож, 6 — упор
Стуловые ножницы устойчивы при резке и дают большую свободу рукам работающего. Ими разрезают листы толщиной 2—3 мм.
Резка рычажными ножницами. На рис. 3 показаны рычажные ручные ножницы с перебором, предназначенные для разрезания листового металла, тонких прутков и профильного материала, и рычажные маховые ножницы, применяемые для прямых разрезов листового металла толщиной до 2 мм (для стали) на полосы. На столе маховых ножниц установлен один нож, на самом рычаге—второй. На конце рычага помещен уравновешивающий груз.
Резку листового металла на маховых ножницах производит один человек. Лист укладывают на столе так, чтобы линия реза (при резке с разметкой) совпала с лезвием нижнего ножа. Прижав лист верхней планкой, сильным движением опускают рычаг с верхним ножом. Затем рычаг «дожимают», пока требуемая часть листа не будет отрезана.
При резке без разметки ширину полос регулируют передвижной направляющей линейкой.
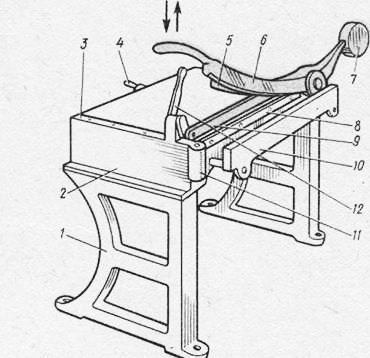
Резка параллельными ножницами. Эти ножницы, иногда называемые гильотинными, применяют для разрезания листового металла толщиной (для стали) до 4 мм и больше. В параллельных направляющих ножниц ходит вверх и вниз ползун с наклонно укрепленным на нем верхним ножом; нижний нож укреплен неподвижно в станине. Подъем и опускание верх-
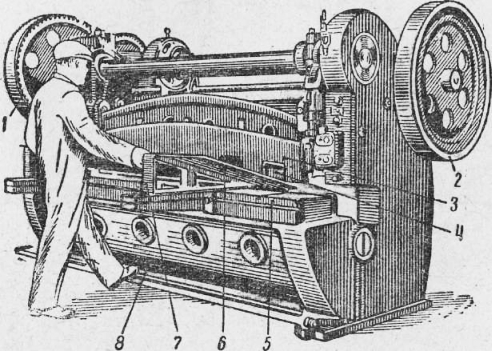
Рис. 4. Параллельные (гильотинные) ножницы: 1 — привод, 2 — маховик, 3 — прижим, 4 — верхний нож, 5 — стол, 6 — обрезаемый лист, 7 — наклонный мостик — подкладка для среза кромки листа под углом, 8 — педаль для пуска ножниц
него ножа осуществляются кривошипно-шатунным механизмом, получающим движение от рабочего вала, который приводится во вращение электродвигателем через передачу от приводного шкива.
Резка дисковыми (круглыми) ножницами. На рис. 5 показаны дисковые (круглые) ножницы, применяемые для резки листового металла с неограниченной длиной реза, а также для криволинейной резки. Режущим инструментом являются ножи-диски, расположенные один над другим и вращающиеся при работе в разные стороны. Для резки прямолинейных полос ножи-диски располагают параллельно; для резки криволинейных фигур (круги, отверстия) ножи и их оси располагают под углом друг к другу. Подавать лист в диски не нужно; диски, вращаясь, сами затягивают лист,
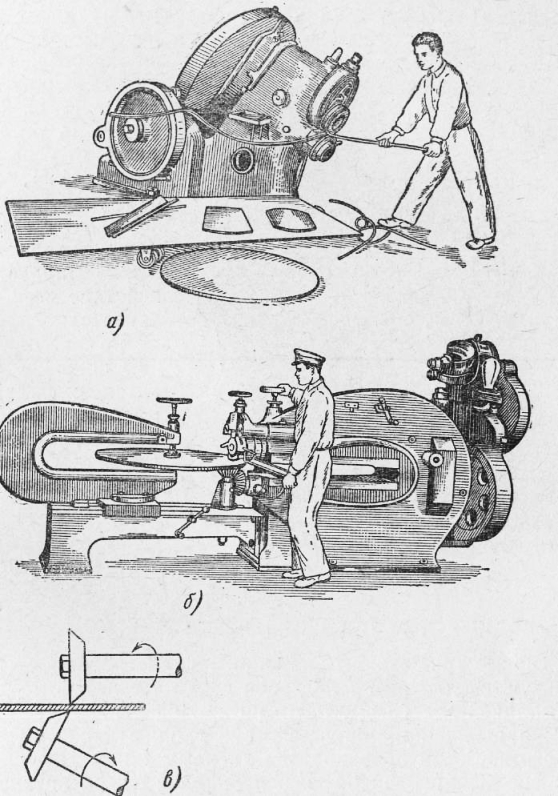
Рис. 5. Дисковые (круглые) ножницы и работа на них: а — разрезание листа на полосы, б — вырезание кругов, в — расположение ножей для резки листа с криволинейным очертанием деталей
По расположению режущей кромки лезвия ручные ножницы делятся на правые и левые.
Правыми называются ножницы, у которых скос на режущей части каждой половинки находится с правой стороны. Правыми ножницами режут по левой кромке изделия в направлении часовой стрелки.
Левыми называются ножницы, у которых на режущей части каждой половинки скос расположен с левой стороны. Такими ножницами режут по правой кромке изделия против часовой стрелки.
При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности, закругления) без резких поворотов режут правыми ножницами.
Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони; мизинец помещают между рукоятками ножниц.
Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинец и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Удерживая лист левой рукой (рис. 2, б), подают его между режущими кромками, направляя верхнее лезвие точно посередине разметочной линии, которая при резании должна быть видна. Затем, сжимая рукоятку всеми пальцами правой руки, кроме мизинца, осуществляют резание.
На рис. 2, в, г показаны приемы работы ножницами.
Для прямолинейной резки металла небольшой толщины применяют ручные ножницы, одну рукоятку которых зажимают в тисках.
Стуловые нотницы отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 3 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании. Для резки листовой стали толщиной до 3 мм применяют стуловые ножницы, имеющие стационарное закрепление (рис. 3, в).
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла их не применяют.
Ручные малогабаритные силовые нотницы. Новатором А. Н. Васильевым созданы малогабаритные силовые ножницы для резания листовой стали толщиной до 2,5 мм, прутков, болтов (шпилек) диаметром до 8 мм. Габариты этих ножниц не превышают габаритов стандартных ручных ножниц (рис. 4). Для резки рукоятку закрепляют в тисках, а рукоятку (рабочую) приводят в действие. Рабочая рукоятка представляет собой систему двух последовательно соединенных рычагов. Первый рычаг, на одном плече которого закреплен нож, соединен с помощью винта с рукояткой.
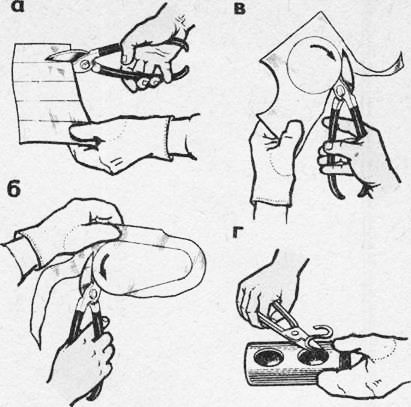
Рис. 2. Работа ножницами: а — положение руки на рукоятке при резании ножницами, б — с прямыми лезвиями, в — с криволинейными лезвиями, г — вырезание внутреннего криволинейного контура
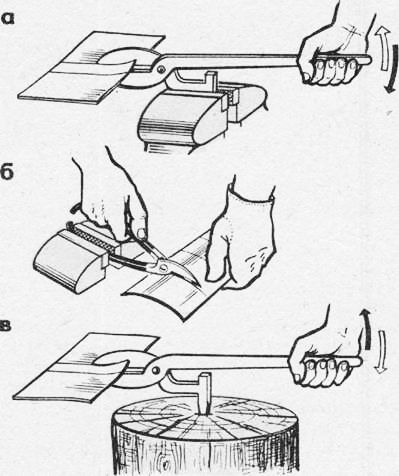
Рис. 3. Ножницы: а — стуловые, закрепленные в тисках, б — ручные, закрепленные в тисках, в — стуловые на деревянном основании
Второе плечо рычага, являющееся у обычных ножниц рукояткой, выполнено укороченным и заканчивается шарниром, или собственно рукояткой ножниц. Концевым шарниром рукоятка с помощью двухшарнирного звена соединена с рукояткой. Эта система рычагов увеличивает усилие резания примерно в два раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам на потайных заклепках.
Эти ножницы имеют также приспособление для резки прутков диаметром до 8 мм. Приспособление имеет диски с отверстиями, закрепленные на рычагах ножниц, и представляет собой обычные ножницы, но с ножами специальной формы (закаленные втулки). Эти ножи сменные и вставляются в гнездо дисков. Для обрезки болтов (пилек). во втулках одного из дисков имеется наоезка (несколько ниток), которая предохраняет резьбу болтов при об -резке от смятия.
Малогабаритные силовые ножницы обеспечивают хорошее качество реза.
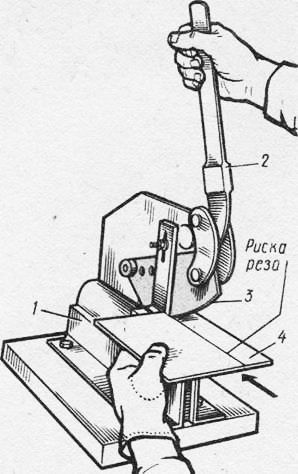
Рычажные ножницы (рис. 5) применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Верхний шарнирно закрепленный нож приводится в действие от рычага. Нижний нож — неподвижный.
Ножи изготовляют из стали У8 и закаливают до твердости HR.C 52 — 60. Углы заострения режущих граней 75 — 85°.
Перед работой проверяют, смазаны ли трущиеся части, плавно ли ходит рычаг, отсутствует ли зазор между режущими кромками.
При резке металла правой рукой обхватывают рукоятку рычага и плавно перемещают его в верхнее положение, при этом верхний нож 3 отходит вверх. Затем укладывают лист так, чтобы левая рука удерживала его в горизонтальном положении, а линия среза находилась в поле зрения и совпала с лезвием верхнего ножа. Движением руки опускают рычаг с ножом вниз до тех пор, пока часть металла не будет прорезана, после этого рычаг перемещают в верхнее положение. Далее слегка поднимают лист 4 левой рукой, продвигают его по риске вдоль режущей кромки верхнего ножа и повторяют прием резания до полного разрезания. Ножницы обеспечивают получение реза без вмятин, прорезов по краю и достаточную точность.
Маховые ножницы широко используются для разрезки листового металла толщиной 1,5 —2,5 мм с пределом прочности 450 — 500 МПа (45 — 50 кгс/мм2) (сталь, дюралюминий и т. д.). Этими ножницами режут металл значительной длины. Рычажные ножницы имеют чугунные станину и стол, В стол встроен нижний неподвижный нож, а верхний подвижный нож с криволинейной режущей кромкой закреплен в ножедержателе. Верхний подвижный нож имеет противовес, уравновешивающий ножедержатель с ножом.
Размер отрезаемых заготовок намечается предварительной разметкой или ограничивается регулируемым упором, для чего упор сначала устанавливают на требуемое расстояние от режущей кромки нижнего неподвижного ножа. Лист во время разрезания плотно прижимают боковой кромкой к упору, а другой кромкой — к пружинному упору. После этого поворотом рукоятки от себя лист плотно прижимают сверху прижимной планкой и, опуская верхний нос с ноже-держателем 6, разрезают заготовку.
Ножедержатель при опускании вниз упирается в пружинный упор. Перестановка упора осуществляется с помощью рукоятки.
Ножницы с наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32 мм, листов размерами 1000 — 3200 мм, реже полосовой прокат, а также листовые неметаллические материалы.
Резка листового металла ручными ножницами
Разрезать листовой металл на отдельные части, вырезать в деталях отверстия, изготовлять детали с криволинейным контуром и выполнять другие подобные работы можно ручными ножницами. В зависимости от расположения режущей кромки лезвия ножниц (справа или слева от нижнего лезвия) они называются правыми (рис. 47, а) или левыми (рис. 47, б). Ручные ножницы изготовляют с прямыми (рис. 47, а, б) и кривыми (рис. 47, в) режущими лезвиями.

Рис. 47. Ручные ножницы:
а, 6 — с прямыми режущими лезвиями;
в — с кривыми режущими лезвиями;
г — специальной конструкции;
д — геометрия режущих лезвий
Ручные ножницы с прямыми режущими лезвиями применяют для резки листов, полос и лент из стали толщиной до 0,7 мм, а из цветных металлов до 1,5 мм по прямым линиям. Ножницы с кривыми режущими лезвиями применяют при резке листов, полос и лент из стали толщиной до 0,6 мм, а из цветных металлов толщиной до 1,2 мм по кривым линиям или при вырезании деталей с комбинацией кривых и прямых линий.
Ручные ножницы по ГОСТ 7210—54 изготовляются длиной 200, 250, 320 и 400 мм; при этом ширина по наружному охвату ручек в закрытом положении соответственно общей длине составляет 40, 40, 50, 55 мм.
Ножницы состоят из двух половинок, которые изготовляются цельными или составными с приваркой лезвий. Цельные половинки ножниц изготовляют из углеродистой стали 65, 70. Ручки сварных ножниц изготовляют из углеродистой стали не ниже марки Ст. 2, а лезвия — из инструментальной углеродистой стали У7 с термической обработкой их до твердости HRC 52—58. Режущие кромки лезвий остро затачивают под углом 70—75° (рис. 47,(3). На лезвиях и поверхностях ножниц не должно быть завалов, выхватов, выкрошенных мест, заусенцев, раковин, плен, волосовин, зазубрин и трещин.
Лезвия ножниц в закрытом состоянии должны взаимно перекрываться, причем перекрытие на концах не должно превышать 2 мм. Обе половинки должны соединяться при помощи винта с гайкой и обеспечивать плотное прилегание половинок без перекосов и люфта. Ножницы должны резать любым участком режущих кромок; при ЭТОМ ХОД их должен быть плавным без заеданий.
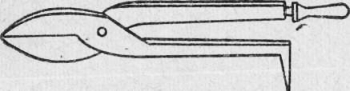
На рис. 47, г показаны ручные ножницы, отличающиеся от обычных формой ножей. Нижний нож прямой верхний изогнут в сторону режущей кромки. Нижний нож снабжен специальной ребордой, благодаря которой отрезаемая часть листа отгибается и ножницы свободно проходят по линии разметки вдоль всего разрезаемого листа. Благодаря такой форме ножей резка этими ножницами осуществляется с меньшим усилием. У этих ножниц рукоятки расположены под углом 30° к плоскости резания, что исключает возможность порезов рук. Этими ножницами разрезают листовой металл в два раза быстрее, чем обычными ручными ножницами.
Разрезают листовой металл ручными ножницами, как правило, по заранее нанесенным на поверхности листового металла разметочным линиям.

Рис. 48. Работа ножницами:
а — резка листа на широкие полосы, б — разрезание листа левыми ножницами, в — вырезание заготовок круглой формы, г — вырезание детали с криволинейными очертаниями, д — вырезание отверстия в детали
При резке листов на широкие полосы левой рукой отгибают отрезаемую полосу, не делая резких перегибов (рис. 48, а). Это облегчит продвижение ножниц при резке и предохранит правую руку от пореза.
При резке листа левыми ножницами (рис. 48, б) на узкие заготовки следят, чтобы они отгибались вперед.
При разрезании листового металла по криволинейному контуру, например при вырезке круга левыми ножницами, режут в направлении хода часовой стрелки, располагая ножницы так, чтобы они не закрывали лезвием линии разметки (рис. 48,в).
Детали с криволинейным очертанием вырезают правыми ножницами против хода часовой стрелки (рис. 48, г).
При разрезании ножницы раскрывают приблизительно на 2/3 длины лезвий, чтобы они хорошо захватывали и разрезали металл без большого усилия. Сильно раскрытые лезвия не режут, а выталкивают металл.
Нужно следить, чтобы плоскость резания была перпендикулярна к разрезаемому листу, так как перекос ножниц ведет к смятию металла по кромке разреза, заеданию и образованию заусенцев.
При перемещении ножниц вперед их плотно прижимают к концу прореза, в противном случае неизбежно появление заусенцев. Вырезают отверстия в деталях ножницами с кривыми режущими лезвиями (рис. 48, д).
Читайте также: