Технология металлов и сплавов
Технология металлов изучает свойства и назначение металлов, способы получения их из руд, а также условия технологической обработки с целью придания им необходимой формы.
Из данной рубрики вы узнаете о свойствах металлов и сплавов, об их назначении и применении в промышленности. А также, про основы металлургического производства и термической обработки, о характеристиках и способах получения важнейших неметаллических материалов.
Сущность процессов защиты металлов от коррозии
Сущность процессов защиты металлов от коррозии сводится к следующему.
При легировании в состав стали вводят элементы, снижающие ее склонность к коррозионному разрушению или изменяющие более опасный вид коррозии на менее опасный (например переход межкристаллитной коррозии в равномерную).
В сталь и чугун чаще всего вводят хром, никель, алюминий и кремний, отдельно или совместно в различных соотношениях. Наличие этих элементов в достаточных количествах делает сталь и чугун стойкими в воде, во влажной атмосфере, в растворах многих кислот и щелочей и в атмосфере сухих газов при высоких температурах.
Защита от коррозии металлическими покрытиями
Защита металлическими покрытиями осуществляется различными способами:
погружение в расплавленный металл (листы, лента, проволока) — оцинкование, лужение, освинцовывание, кадмирование, алитирование;
гальванический метод — путем отложения на поверхности детали тонкого слоя металла из растворов его солей под действием электрического тока; гальванические покрытия осуществляются хромом, никелем, оловом, цинком, кадмием и другими металлами; этот способ защиты от коррозии был разработан знаменитым русским ученым Б.С. Якоби;
Подшипниковые (антифрикционные) сплавы
Почти всякая машина или станок имеет вращающиеся валы или оси, работа которых может быть надежной при правильном выборе системы подшипников, которые служат опорами этих валов и осей.
Для уменьшения трения при вращении в подшипниках имеются специальные втулки или вкладыши.
Подшипники с шариковыми и роликовыми вкладышами называются подшипниками качения; подшипники, в которых применяются вкладыши из антифрикционных (подшипниковых) материалов, называются подшипниками скольжения.
Методы защиты от коррозии
В Советском Союзе были проведены большие работы по изучению коррозионных явлений и разработаны методы защиты металлов от коррозии.
Установлено, что коррозионная стойкость деталей тем выше, чем лучше их обработка; наиболее стойкими являются полированные детали.
Наличие на поверхности детали:
и других дефектов способствует усилению коррозии.
Коррозия усиливается также при контакте металлов и сплавов различного химического состава, например стали с медью, латунью или бронзой, а также при неоднородной структуре сплава.
Коррозия металлов
Коррозией называется непроизвольное разрушение металлов и сплавов под действием окружающей среды.
Коррозия называется химической, если она происходит под действием сухих газов или жидкостей-неэлектролитов, т.е. жидкостей, не проводящих электрический ток (бензин, керосин, смола и т.п.).
Коррозия называется электрохимической, если она происходит при взаимодействии с жидкостями-электролитами, т.е. проводящими электрический ток (вода, пар, водяные растворы солей, щелочи, кислоты и т.п.).
Виды коррозионных разрушений
Виды коррозионных разрушений разнообразны. По характеру разрушения различают:
равномерную (поверхностную) коррозию;
межкристаллитную (интеркристаллитную) коррозию.
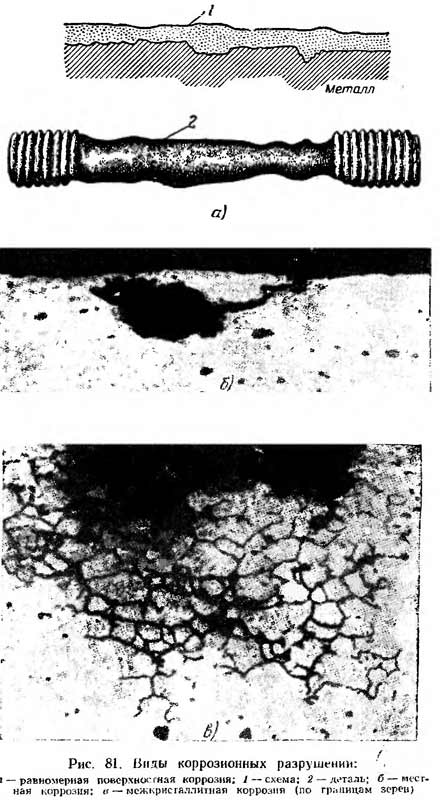
Поверхностная коррозия
Поверхностная коррозия характеризуется равномерным разрушением металла по всей поверхности. Это наименее опасный вид коррозии, так как можно, зная ее скорость, заранее определить возможный срок службы детали.
Алюминий
Удельный вес алюминия 2,7 г/см3, т.е. он почти в три раза легче железа и более чем в три раза легче меди; температура плавления 658,7°.
Алюминий имеет атомнокристаллическую решетку гранецентрированного куба.
Удельное электросопротивление алюминия мало — 0,028— 0,030 —ом*мм2/м.
В отожженном состоянии алюминий обладает малой прочностью (δв = 10—12 кг/мм2) и твердостью (Нв = 20 — 25 кг/мм2), но высокой пластичностью (δ = 40 — 45%).
Алюминий имеет высокую коррозионную стойкость, так как образующаяся на его поверхности пленка окислов (Аl2O3) является защитной, препятствующей окислению нижележащих слоев металла.
Алюминиевые сплавы
Алюминиевые сплавы подразделяются на две группы:
литейные, применяемые для изготовления деталей путем отливки в землю, в металлические формы или под давлением,
деформируемые, применяемые для изготовления листов, ленты, проволоки, гофра, фасонного профиля и деталей с помощью штамповки, ковки или прессовки.
Алюминиевые сплавы характеризуются небольшим удельным весом (до 3 г/см3), хорошей обрабатываемостью, коррозионной стойкостью, высокими механическими свойствами после термической обработки и хорошими литейными свойствами.
Магний и его сплавы
Магний имеет температуру плавления 650°. Удельный вес его 1,74 г/см³ — он самый легкий из всех применяемых в технике металлов.
Кристаллическая решетка магния гексагональная.
В литом состоянии предел прочности магния на разрыв составляет 10—13 кг/мм 2 при относительном удлинении 3—6%.
Магний обладает большой активностью при взаимодействии с кислородом и в виде порошка и тонкой ленты сгорает на воздухе при ослепительно белом пламени.
Латуни
В машиностроительной промышленности большое применение имеют медные сплавы, отличающиеся более высокой прочностью, лучшей обрабатываемостью и литейными свойствами и во многих случаях более дешевые, чем медь.
Технические медные сплавы объединены в две группы: латуни — сплавы системы медь — цинк и бронзы — сплавы меди с оловом, марганцем, кремнием, алюминием, бериллием и др.
Добавка в медь цинка (образование латуни) способствует повышению прочности и вязкости сплава и удешевляет его.
Сплавы металлов
Металлы используются человеком уже много тысячелетий. По именам металлов названы определяющие эпохи развития человечества: Бронзовый Век, Железный Век, Век Чугуна и т.д. Ни одно металлическое изделие из числа окружающих нас не состоит на 100% из железа, меди, золота или другого металла. В любом присутствуют сознательно введенные человеком добавки и попавшие помимо воли человека вредные примеси.
Абсолютно чистый металл можно получить только в космической лаборатории. Все остальные металлы в реальной жизни представляют собой сплавы — твердые соединения двух или более металлов (и неметаллов), полученные целенаправленно в процессе металлургического производства.

Классификация однородности сплавов
Классификация
Металлурги классифицируют сплавы металлов по нескольким критериям:
- метод изготовления:
- литые;
- порошковые;
- технология производства:
- литейные;
- деформируемые;
- порошковые;
- однородность структуры:
- гомогенные;
- гетерогенные;

Виды сплавов по их основе
- черные (железо);
- цветные (цветные металлы);
- редких металлов (радиоактивные элементы);
- двойные;
- тройные;
- и так далее;
- тугоплавкие;
- легкоплавкие;
- высокопрочные;
- жаропрочные;
- твердые;
- антифрикционные;
- коррозионностойкие и др.;
- конструкционные;
- инструментальные;
- специальные.
Металлы и сплавы на их основе имеют различные физико-химические характеристики.
Металл, имеющий наибольшую массовую долю, называют основой.
Свойства сплавов
Свойства, которыми обладают металлические сплавы, подразделяются на:

- Прочность-характеристика силы противостояния механическим нагрузкам и разрушению.
- Твердость-способность к сопротивлению внедрению в материал твердых тел.
- Упругость-возможность восстановить исходную форму тела после деформации, вызванной внешней нагрузкой.
- Пластичность — свойство, обратное упругости. Определяет способность материала к изменению формы тела без его разрушения под приложенной нагрузкой и сохранения этой новой формы.
- Вязкость — способность сопротивляться быстро возрастающим (ударным) нагрузкам
Для количественного выражения этих свойств вводят специальные физические величины и константы, такие, как предел упругости, модуль Гука, коэффициент вязкости и другие.
Основные виды сплавов
Самые многочисленные виды сплавов металлов изготавливаются на основе железа. Это стали, чугуны и ферриты.
Сталь — это вещество на основе железа, содержащее не более 2,4% углерода, применяется для изготовления деталей и корпусов промышленных установок и бытовой техники, водного, наземного и воздушного транспорта, инструментов и приспособлений. Стали отличаются широчайшим диапазоном свойств. Общие из них — прочность и упругость. Индивидуальные характеристики отдельных марок стали определяются составом легирующих присадок, вводимых при выплавке. В качестве присадок используется половина таблицы Менделеева, как металлы , так и неметаллы. Самые распространенные из них — хром, ванадий, никель, бор, марганец, фосфор.

Если содержание углерода более 2,4% , такое вещество называют чугуном. Чугуны более хрупкие, чем сталь. Они применяются там, где нужно выдерживать большие статические нагрузки при малых динамических. Чугуны используются при производстве станин больших станков и технологического оборудования, оснований для рабочих столов, при отливке оград, решеток и предметов декора. В XIX и в начале XX века чугун широко применялся в строительных конструкциях. До наших дней в Англии сохранились мосты из чугуна.

Вещества с большим содержанием углерода, имеющие выраженные магнитные свойства, называют ферритами. Они используются при производстве трансформаторов и катушек индуктивности.
Сплавы металлов на основе меди, содержащие от 5 до 45% цинка, принято называть латунями. Латунь мало подвержена коррозии и широко применяется как конструкционный материал в машиностроении.

Если вместо цинка к меди добавить олово, то получится бронза. Это, пожалуй, первый сплав, сознательно полученный нашими предками несколько тысячелетий назад. Бронза намного прочнее и олова, и меди и уступает по прочности только хорошо выкованной стали.
Вещества на основе свинца широко применяются для пайки проводов и труб, а также в электрохимических изделиях, прежде всего, батарейках и аккумуляторах.
Двухкомпонентные материалы на основе алюминия, в состав которых вводят кремний, магний или медь, отличаются малым удельным весом и высокой обрабатываемостью. Они используются в двигателестроении, аэрокосмической промышленности и производстве электрокомпонентов и бытовой техники.
Цинковые сплавы
Сплавы на основе цинка отличаются низкими температурами плавления, стойкостью к коррозии и отличной обрабатываемостью. Они применяются в машиностроении, производстве вычислительной и бытовой техники, в издательском деле. Хорошие антифрикционные свойства позволяют использовать цинковые сплавы для вкладышей подшипников.
Титановые сплавы
Титан не самый доступный металл, он сложен в производстве и тяжело обрабатывается. Эти недостатки искупаются его уникальными свойствами титановых сплавов: высокой прочностью, малым удельным весом, стойкостью к высоким температурам и агрессивным средам. Эти материалы плохо поддаются механической обработке, но зато их свойства можно улучшить с помощью термической обработки.
Легирование алюминием и небольшими количествами других металлов позволяет повысить прочность и жаростойкость. Для улучшения износостойкости в материал добавляют азот или цементируют его.

Область применения титановых сплавов
Металлические сплавы на основе титана используются в следующих областях:
- аэрокосмическая;
- химическая;
- атомная;
- криогенная;
- судостроительная;
- протезирование.
Если первая половина XX века была веком стали, то вторая по праву назвалась веком алюминия.
Трудно назвать отрасль человеческой жизнедеятельности, в которой бы не встречались изделия или детали из этого легкого металла.
Алюминиевые сплавы подразделяют на:
- Литейные (с кремнием). Применяются для получения обычных отливок.
- Для литья под давлением (с марганцем).
- Увеличенной прочности, обладающие способностью к самозакаливанию (с медью).
Основные преимущества соединений алюминия:
- Доступность.
- Малый удельный вес.
- Долговечность.
- Устойчивость к холоду.
- Хорошая обрабатываемость.
- Электропроводность.
Основным недостатком сплавных материалов является низкая термостойкость. При достижении 175°С происходит резкое ухудшение механических свойств.
Еще одна сфера применения — производство вооружений. Вещества на основе алюминия не искрят при сильном трении и соударениях. Их применяют для выпуска облегченной брони для колесной и летающей военной техники.
Весьма широко применяются алюминиевые сплавные материалы в электротехнике и электронике. Высокая проводимость и очень низкие показатели намагничиваемости делают их идеальными для производства корпусов различных радиотехнических устройств и средств связи, компьютеров и смартфонов.
![Слитки из алюминиевых сплавов]()
Слитки из алюминиевых сплавов
Присутствие даже небольшой доли железа существенно повышает прочность материала, но также снижает его коррозионную устойчивость и пластичность. Компромисс по содержанию железа находят в зависимости от требований к материалу. Отрицательное влияние железа скомпенсируют добавлением в состав лигатуры таких металлов, как кобальт, марганец или хром.
Конкурентом алюминиевым сплавам выступают материалы на основе магния, но ввиду более высокой цены их применяют лишь в наиболее ответственных изделиях.
Медные сплавы
Обычно под медными сплавами понимают различные марки латуни. При содержании цинка в 5-45% латунь считается красной (томпак), а при содержании в 20-35%- желтой.
Благодаря отличной обрабатываемости резанием, литьем и штамповкой латунь — идеальный материал для изготовления мелких деталей, требующих высокой точности. Шестеренки многих знаменитых швейцарских хронометров сделаны из латуни.
Латунь — смесь меди и цинка Медь и ее сплавы
Малоизвестный сплав меди и кремния называют кремнистой бронзой. Он отличается высокой прочностью. По некоторым источникам, из кремнистой бронзы ковали свои мечи легендарные спартанцы. Если вместо кремния добавить фосфор, то получится отличный материал для производства мембран и листовых пружин.
Твердые сплавы
Это устойчивые к износу и обладающие высокой твердостью материалы на основе железа, к тому же сохраняющие свои свойства при высоких температурах до 1100 о С.
В качестве основной присадки применяются карбиды хрома, титана, вольфрама, вспомогательными являются никель, кобальт, рубидий, рутений или молибден.
Литье металлов
Человечество используем металлы и их сплавы несколько тысячелетий. Сначала металлы находили в виде самородков и россыпей, позже доисторические племена научились перерабатывать металлосодержащие руды. Проверенным способом получения изделий из металлов было литье в земляные формы.
![Литье в песчаные формы]()
Литье в песчаные формы
Отливали наконечники для стрел и мечи, сельскохозяйственные орудия и инструменты, утварь и украшения. За прошедшие с тех пор тысячелетия человек изобрел множество новых приемов обработки материалов и методов литья, включая литье под давлением, газифицируемые формы и порошковую металлургию. Старинный способ также сохранился, но используется в основном в скульптурных мастерских и художественных промыслах.
Особенности литья металлов
По сравнению с другими материалами, такими, например, как воск или гипс, литье металлов отличается некоторыми особенностями. Первая из них — высокая температура перехода из твердое в жидкое состояние. Воск, гипс и цемент затвердевают при комнатной температуре. Температура плавления металлов гораздо выше — от 231 °C у олова до 1531 °C у железа. Перед тем, как приступить к литью металла, его необходимо расплавить. И если олово можно расплавить в глиняной плошке на простом костре из подобранных рядом сучьев, то для плавления меди, не говоря уже о железе, понадобится специально оборудованная печь и подготовленное топливо.
Олово Свинец
Олово и свинец — самые мягкие и легкоплавкие металлы — можно отливать даже в деревянные матрицы.
Для литья более тугоплавких металлов потребуются формы из смеси песка и глины. Некоторые металлы, как, например, титан, требуют для литья металлические формы.
После заливки изделию требуется остыть. Многоразовые матрицы разбирают, одноразовые формы разрушают, и отливка готова к дальнейшей механической обработке или к использованию.
Металлы для заливки
Черные металлы
В металлургической промышленности различают цветные и черные металлы. К черным относятся железо, марганец, хром и сплавы на их основе. Сюда входят все стали, чугуны и ферросплавы. Черные металлы дают более 90% мирового потребления металлических сплавов. Из стали производят корпуса и детали транспортных средств от самоката до супертанкера, строительные конструкции, бытовую технику, станки и другое промышленной оборудование.
![Чугун]()
Чугун — отличный металл для литья крупных прочных и долговечных конструкций, не подверженных напряжениям изгиба или скручивания.
Цветные металлы, в свою очередь, в зависимости от физических свойств, и прежде всего, удельного веса, делятся на две большие группы
Легкие цветные металлы
В эту группу входят алюминий, титан, магний. Эти металлы встречаются реже, чем железо, и стоят дороже. Их применяют в тех отраслях, где нужно снизить вес изделия — аэрокосмическая промышленность, производство высокотехнологичных вооружений, производство вычислительной и телекоммуникационной техники, смартфонов и малых бытовых приборов.
![Титан]()
Титан благодаря своему отличному взаимодействию с тканями человеческого организма широко применяется для протезирования костей суставов и зубов.
Тяжелые цветные металлы
Сюда относятся медь, олово, свинец, цинк и никель. Их применяют в химической промышленности, производстве электроматериалов, в электронике, на транспорте – везде, где требуются достаточно прочные, упругие и коррозионно-стойкие сплавы.
Медь Цинк Никель и его сплавы
Благородные металлы
В эту группу входят золото, серебро, платина, а также более редкие рутений, родий, палладий, осмий, иридий.
Первые три известны человеку с доисторических времен. Они редко (относительно меди и железа) встречались в природе и поэтому служили платежным средством, материалом для ценных украшений и ритуальных предметов.
![Золото и платина]()
Золото и платина
С развитием цивилизации золото и платина сохранили свою роль средства накопления богатств, однако стали весьма широко использоваться в промышленности и медицине из-за своих уникальных физико-химических свойств.
Методы литья металлов
Основные методы литья металлов следующие:
Традиционный метод
Металл поступает в форму под действием силы тяжести. Применяются песчано-глиняные или металлические матрицы. Недостаток метода — высокая трудоемкость изготовления форм и других операций, тяжелые условия труда и низкая экологичность
Литье под низким давлением
Суть метода заключается в том, что тигель с металлом и матрицы для отливок располагаются в герметичной камере. Металлопровод, сделанный из титанового сплава, опускается из формы в расплавленный металл. В это время в камеру подают низкое избыточное давление воздуха или инертного газа. Металл попадает в матрицу под давлением, скорость потока весьма высока и при этом регулируется. Форма заполняется полностью и равномерно.
Метод позволяет получать высококачественные отливки, в том числе особо тонкостенные. Качество поверхности также превосходит отливки, получаемые традиционным методом. Литейные газы удаляются через отводящий трубопровод в систему очистки, откуда попадают в атмосферу. Метод отличается высокой автоматизацией операций, улучшенными условиями труда персонала и высокой экологичностью. К тому же при таком литье и материалы, и расход энергии существенно экономятся.
Литье под высоким давлением
Метод применяется как в черной, так и в цветной металлургии и позволяет получать наиболее точные и однородные отливки. Металл под высоким напором поступает в матрицу со скоростью до 120 м/с и мгновенно заполняет ее.
Деталям, полученным таким методом, практически не требуется финишная механическая обработка. Таким методом можно отливать детали практически любой конфигурации, с тонкими стенками, с готовыми отверстиями и даже с готовой резьбой.
Инжекционное литье
Инжекционный метод от обычного литья под давлением тем, что металл попадает в матрицу в виде порошка, смешанного со связующим веществом. Формы делают из высокопрочных сталей.
Высокая текучесть смеси позволяет заполнить мельчайшие детали рельефа форм самой сложной конфигурации, включающих внутренние полости. Достоинством этого метода является высокая точность поверхности, делающая ненужной дополнительную механическую обработку или сводящую ее к минимуму. Другим преимуществом является высочайшая физико-химическая однородность отливки.
Существуют и другие методы литья деталей, имеющие нишевое применение.
Основные способы литья металлов
Литье в землю
Традиционный способ. Изготавливается простая или составная модель из дерева или других модельных материалов, потом по модели делается матрица из песчано-глиняной смеси. Подробнее об этом способе читайте в соответствующей статье.
![Технология литья в землю]()
Технология литья в землю
Модель извлекают из формы, части ее собирают вместе, создают литниковую систему. Форму накалывают тонкими острыми иглами, чтобы обеспечить газоотведение. Производят отливку, ждут ее остывания,
Литье в металлические формы
Разъемную форму, называемую кокилем, изготавливают из металлических деталей. Части матрицы получают путем отливки или, если требуется обеспечить высокое качество поверхности и точность размеров, путем фрезерования. Формы смазывают антипригарными составами и производят заливку.
![Литье в металлические формы]()
Литье в металлические формы
После остывания кокили разбирают, извлекают отливки, очищают. Металлическая матрица выдерживает до 300 рабочих циклов.
Литье по газифицируемым моделям
Модель выполняется не из дерева или воска, а из легкоплавкого и газифицируемого материала, преимущественно полистирола. Модель остается в форме и испаряется при заливке металла.
![Литье по газифицируемым моделям]()
Литье по газифицируемым моделям
Преимущества способа:
- модель не требуется извлекать из матрицы;
- можно изготовлять модели сколь угодно сложных отливок, не нужны сложные и составные формы;
- существенно снижена трудоемкость моделирования и формования.
Литье по газифицируемым моделям приобретает большую популярность на современных металлургических производствах.
Формы для литья
Самый древний вид форм — это формы из песчано-глиняной формовочной смеси, или «земли». Исторически центры металлургии возникали рядом с местами залегания уже готовых по своему составу для литья песков, например, рядом с всемирно известным Каслинским чугунным заводом. Смеси делятся на обмазочные и наполнительные.
![формы из песчано-глиняной формовочной смеси]()
формы из песчано-глиняной формовочной смеси
Для построения любой матрицы требуется модель — макет будущего изделия в натуральную величину, но несколько больших размеров — на величину литейной усадки.
Модель помешают по центру опалубки, или опоки, и наносят на нее слой обмазочной смеси — термостойкой и пластичной. Потом начинают послойно, тщательно трамбуя каждый слой, заполнять опоку наполнительной смесью. Требования к наполнительным смесям намного ниже, чем к обмазочным — они должны выдерживать давление залитого металла, сохраняя конфигурацию отливки, и обеспечивать выход плавильных газов. После модель извлекают из формы и на ее место заливают расплав.
Для отливок сложной конфигурации, имеющих замысловатые детали и внутренние полости, применяют составные модели и формы из нескольких частей.
![Металлические формы]()
Литье также осуществляется и в металлические формы. Их применяют при больших тиражах отливаемых деталей, в тех случаях, когда требуется высокая точность размеров и низкая шероховатость поверхности отливки, а также для некоторых металлов, активных в нагретом состоянии. Температура плавления материала формы должна быть существенно выше, чем температура отливаемого расплава.
Область применения
Различные способы литья имеют свои преимущественные сферы применения.
Так, литье в песчаные формы применяется при единичных отливках или малых сериях. Проверенный тысячелетиями способ понемногу уходит с промышленных предприятий, но продолжает использоваться на художественных промыслах и в скульптурных мастерских.
Литье в металлические формы применяется в случаях, когда требуется
- большие тиражи отливок;
- высокая точность размеров;
- высокое качество поверхности.
Также литье в металл популярно в ювелирной промышленности и в производстве металлических украшений.
Литье под давлением все шире используется предприятиями, сфокусированными на качестве своих изделий, следящими за экологией, охраной труда и эффективным расходованием материальных и энергетических ресурсов.
Литье по газифицируемым моделям применяется в тех случаях, когда планируются большие тиражи отливок, требуется высокая точность и экономия трудоемкости.
Виды обработки металла
Сталь, чугун, медь, алюминий — каждый материал нуждается в отдельном подходе.
При выборе способа работы с металлическими конструкциями необходимо опираться на физические и химические свойства сталей, а именно:
- температура плавления и закалки — для термообработки;
- твердость и прочность — для резания и точения.
Второй признак классификации происходит в зависимости от того, какая стоит цель перед специалистом. Задачи могут быть многочисленными — распиловка, то есть отделение одного фрагмента от целого, шлифовка, создание фигурной поверхности, штамповка и пр.
Основные способы и методы обработки металлов и сплавов
В зависимости от намерений, могут применяться разнообразные технологии, использоваться то или иное оборудование. Перечислим основные подходы к металлообработке:
- механический — это оказание физического давления прессом или острием инструмента;
- термический — производится посредством поднятия высокой температуры, применяется для изменения формы или придания дополнительных физических характеристик;
- художественный — к нему, в первую очередь, относится ковка — придание необходимой конфигурации изделию с целью достижения эстетического эффекта;
- сварочный — это соединение двух и более элементов посредством электродуговой или инверторной сварки;
- электрический, в том числе прокалка, то есть пропуск через металл разряда;
- токарный — придание нужной формы (рис. 2);
- литье — это отлив из расплавленного материала требуемой детали.
Теперь перейдем к описанию наиболее часто применяемых видов металлообработки.
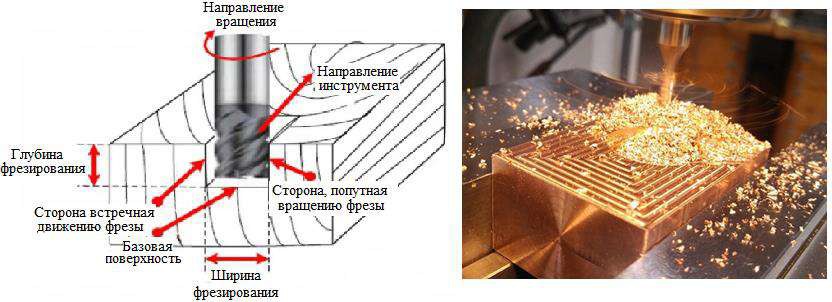
Фрезерные работы
Фрезеровщики могут на своей аппаратуре производить сразу несколько операций — и наружная обработка, придание формы, и создание отверстий, полостей, поскольку фреза передвигается в нескольких направлениях (рис. 1, 3, 4). Помимо этого, можно наносить фаски, делать резьбу, канавки.
![Фрезерование детали]()
Рисунок 1 — Фрезерование детали
Многообразие процедур и задач настолько высоко, что фрезерный станок один из самых востребованных. Его устанавливают как на производствах, так и в частных мастерских. Отдельно стоит упомянуть оборудование, оснащенное ЧПУ (рис. 5, 6), так как автоматизация позволяет делать высокоточные операции с деталями фактически любой формы.
![Обработка заготовки на токарном станке]()
Рисунок 2 – Обработка заготовки на токарном станке.
Зубонарезные работы
Это процесс обработки металла, входе которого создаются зубчатые колеса, а также другие детали, имеющие зубья. Особенность заключается в том, что требуется сохранять на протяжении всего рабочего участка одинаковый шаг, а также глубину резьбы. Есть специализированные зубофрезерные и зубодолбежные инструменты, которые базируются на копировальном методе, то есть впадины прорезываются обычным фрезерным способом с единичным делением.
![Фрезерование детали]()
Рисунок 3 – Фрезерование детали.
На крупном оборудовании есть специальные червячные резцы, которые расположены так, что они при одном проходе позволяют создать кромки на одинаковом расстоянии. Затем все зубцы шлифуются специализированными дисками, которые отличаются наличием основного количества абразивных веществ на торцах.
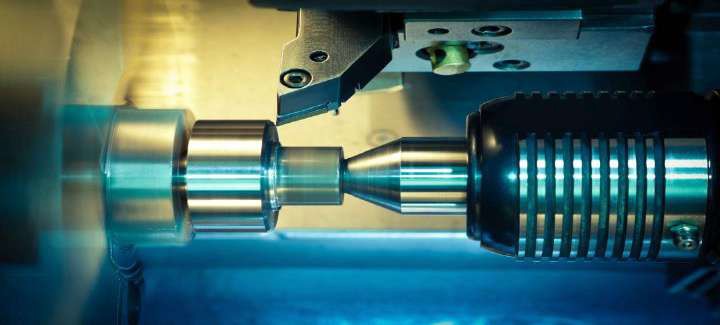
Токарные работы
Обработка металла точением — это снятие верхнего слоя с вращающейся стальной заготовки посредством различного режущего инструмента. Основные изделия, с которыми можно работать на таком станке имеют цилиндрическую или конусообразную форму. Помимо срезания стружки, можно производить следующие процедуры:
- торцевание;
- снятие фасок;
- отрезание;
- обработка галтелей;
- прорезание канавок.
Важный нюанс при произведении операции — это стружкоотведение. Оно бывает автоматическим на станках с ЧПУ, но чаще производится вручную специалистом.
![Фрезерование плоской поверхности]()
Рисунок 4 – Фрезерование плоской поверхности.
Сваривание металлических элементов в одну конструкцию — это наиболее часто используемый на данный момент способ достижения прочного соединения. Он заключается в точечном нагреве рабочей зоны с последующим расплавлением материала. Расплавленная сталь вступает во взаимодействие, образуя при застывании крепкую связь.
- электродуговые аппараты с электродами;
- полуавтоматы с присадочной проволокой.
В первом случае проводник покрыт специальным неплавким составом, который одновременно поддерживает сварную ванну и способствует правильному наложению шва без влияния кислорода. Во втором случае присадка является дополнительным материалом, который при расплавлении скрепляет заготовки.
Сварщик должен обладать опытом и достаточным объемом знаний, чтобы правильно выбрать электрод, силу тока, скорость движения.
![Фрезерование на станке с ЧПУ]()
Рисунок 5 – Фрезерование на станке с ЧПУ.
Ручная дуговая сварка
Дополнительные названия — MMA, РД, РДС. Метод придуман еще в 19 веке, но активно используется до настоящего времени с небольшими модификациями. Между проводником и поверхностью стали образуется электродуга с помощью ударов или «чирканья» по детали. В образованной сварной ванне одновременно плавится и заготовка, и электрод.
Способ используется в домашних условиях. Затруднения возникают, когда нужно создать потолочное или вертикальное соединение. Специалисты в таких случаях советуют ускорять процесс работы, чтобы сила тяготения не помешала отличному результату.
Сварка под флюсом
При воздействии на область сваривания воздуха происходит окисление. Это естественный процесс, но он мешает образованию прочного соединения. В электродуговых аппаратах применяют электроды со специальной обсыпкой. Помимо этого, активно применяется технология с подачей инертного газа. Но максимальное качество можно получить только при применении флюса. Это гранулированный порошок, который при нагревании плавится и служит защитой для процессов, происходящих под образованной пленкой. Затем вещество остается в виде шлака, который легко снимается со шва привычным способом, шлифовкой.
![Обработка детали на станке]()
Рисунок 6 — Обработка детали на станке.
Электрическая обработка изделий из металла
Основная технология выглядит так: на участок подается точечный разряд, который приводит к оплавлению стали. Используемый электрод обычно сделан из латуни, а пространство между ним и поверхностью заполняют маслом, которое имеет отличные проводящие способности. Активно применяется эта методика для работы с металлическими тонкими листами, а также для заточки инструментов.
Подвидом электрообработки можно считать ультразвуковой метод. Волны с высокой частотой по аналогичному принципу разрушают молекулярные соединения, что приводит к образованию отверстий.
Высокая точность позволяет пользоваться технологией для изготовления ювелирных изделий.
![Обработка детали на токарном станке]()
Рисунок 7 – Обработка детали на токарном станке.
![Фреза]()
Рисунок 8 – Фреза.
Способы механической обработки
Несмотря на разнообразие процессов, их суть одинаковая. Берется заготовка с припуском, то есть с «лишними» миллиметрами или сантиметрами. Затем на нее оказывается воздействие посредством более твердого и острого инструмента. Остальные нюансы зависят от подвида — наличие вращения, подача и пр. К ним относят:
- Точение на токарном оборудовании.
- Сверление — образование сквозных или глухих отверстий нужного диаметра.
- Нарезание внутренней и внешней резьбы. Вручную это можно сделать с помощью метчика и плашки.
- Фрезерование.
- Строгание — процедура не отличается от классического типа деревообработки, когда резец проходит несколько подходов по поверхности. снимая стружку.
- Шлифование — важный финишный процесс, придание нужного уровня шероховатости и доведение до идеальных размеров.
После перечисленных способов не остается никакого припуска.
![Инструменты для обработки металла резанием]()
Рисунок 9 — Инструменты для обработки металла резанием.
Основы металлообработки давлением
При данных методах целостность стали не нарушается, но меняется форма. В большинстве случаев необходимо термическое воздействие, чтобы уменьшить прочность и твердость детали.
- Ковка. Проводится вручную, поэтому очень ресурсозатратна. Однако результат получается индивидуальный, а поэтому дорогостоящий. Нагретый металлический прут специалист отбивает молотком до нужной конфигурации. В современных условиях используется пресс.
- Штамповка. Часто применяется к тонколистовому металлу. Есть матрица и пуансон. Они имеют зеркальное отражение, но одинаковую форму. Помещенный между ними лист сгибается, приобретая нужные очертания.
![Фрезерование]()
Рисунок 10 – Фрезерование.
Как обрабатывают металлы с помощью резания?
Это простая процедура, имеющая целью разъединения одной детали на две и более. Для этого используются специальные лезвия из крепкой инструментальной стали.
Подвиды обработки металла:
- ручная резка;
- газовая;
- лазерная;
- плазменная.
Химическое воздействие
Ряд химикатов может повысить прочностные, антикоррозийные характеристики заготовки. В основном управляемые реакции необходимы или для снятия загрязнений перед другим видом металлообработки, или для нанесения дополнительного покрытия, например, цинкование.
Время и температура
При данном способе важно поддерживать нужный температурный режим и определенный временной промежуток, иначе, передержав или перегрев сталь при работе, можно столкнуться с необратимыми деформациями.
Термообработка
Обработчик металла применяет ряд операций при повышенном термическом воздействии с целью изменить физические и химические качества продукции.
Отжиг. Суть — повышение t до предела пластичности и постепенное остывание вместе с печью.
Результат — увеличенная ковкость, снятие внутренних напряжений, сниженная прочность.
![Резец токарного станка]()
Рисунок 11 – Резец токарного станка.
Закалка. Нагрев, продолжительное выжидание при высокой температуре, быстрое охлаждение вводе или масле. Итог — увеличивается прочность и стойкость к сжатиям и растяжением, но также повышается хрупкость.
Отпуск. Вторичное нагревание после закаливания, чтобы компенсировать полученное негативное воздействие.
Старение. Медленное и продолжительное изменение температурного режима, которое приводит к естественным превращениям, происходящим при длительной эксплуатации металлической конструкции.
Нормализация. Процедура аналогична отжигу, но остывание происходит на открытом воздухе. Меняется зернистость структуры, приводит к повышению ковкости.
Читайте также: