Технология горячей ковки металла
Кузнечное ремесло — один из самых старых способов обработки металла. Однако, даже в наш век развития высоких технологий, оно не утратило своего значения и даже набирает большую популярность.
Ковка своими руками довольно непростой технологический процесс, для этого нужно знать хотя бы основные приемы работы с заготовкой, а также правила нагрева и закалки металла. Также нужно иметь понятие, как использовать оборудование. Какими навыками нужно обладать для изготовления изделий кузнечным способом и как ковать металл?
Этапы ковки и приемы
Горячая ковка включает в себя большое количество приемов, использующихся в обработке металла. Однако сама технология состоит из основных этапов.
- Нагрев заготовки.
- Ковка.
- Стабилизация металла.
- Закалка (по надобности).
Каждый отдельно взятый этап имеет большое значение. Неправильно выдержанная температура нагрева заготовки приведет в дальнейшем к порче изделия, то же касается и слишком быстрого остывания.
При ковке также нужно соблюдать технологический процесс, иначе попросту заготовка будет испорчена. На этом этапе используют множество приемов в зависимости от того, какое изделие изготавливают.
Стабилизация металла подразумевает постепенное остывание готового изделия. Этот технологический этап способствует нормальной кристаллизации сильно разогретого материала. Главная задача — не допустить нарушение внутренней структуры, появления раковин и трещин.

Закалка используется для придания готовому изделию твердости за счет изменения кристаллической решетки во время высокотемпературного нагрева. Чаще всего в кузнечном деле этот этап проводят, изготавливая инструменты, которые во время использования будут испытывать большие нагрузки. Основное требование к закалке — не сделать металл слишком хрупким (перекалить) или, наоборот, очень мягким.
Итак, как происходит ковка металла своими руками и какие приемы применяют на каждом из этапов работ?
Нагревание заготовки перед ковкой
Обычно для ковки стальных предметов используют готовые заготовки в виде литых стальных болванок требуемого размера. Своими руками таким способом можно изготовить не слишком большие предметы и мелкие инструменты, поэтому для нагревания использую кузнечный горн.
Лучше всего приступить к нагреванию заготовки сразу же после ее отливки, когда она остынет до темно-красного цвета. Также можно прогреть материал предварительно перед помещением в очаг. Предварительное нагревание проводят с концов до средины, чтобы избежать появления напряжений и трещин в структуре металла. При этом температура соблюдается в пределах не более 300 градусов. Проверяют этот показатель разливанием на поверхность болванки машинного масла: если оно горит, то заготовку перемещают в очаг.
Температуру в горне изначально задают невысокую, постепенно увеличивая со временем до нужного предела.
Ошибочно мнение о том, что чем больше нагреть сталь, тем лучше ее ковать. При сильном разогреве такой материал действительно становиться мягче, однако, не стоит забывать о таких процессах, как перегрев и пережег металла.
Перегрев изменяет кристаллическую структуру материала заготовки и при последующей ковке он может попросту развалиться на отдельные фрагменты.
Пережег изменяет химические свойства стали, когда из ее состава выжигается большее количество углерода.

По данным таблицы можно понять каких температурных рамок стоит придерживаться во время нагревания различных сортов стали при ковке. Определяют степень накала металла по его цветовому спектру. Например, если заготовка имеет окраску ослепительно белого цвета, значит, она разогрета до 1200-1300 градусов. Чем более темный окрас металла, тем он холоднее. На фото изображена схема соотношений цветового спектра к температуре.

Как по цвету определить температуру нагрева
Процесс ковки
Когда заготовка будет разогрета до требуемой температуры, ее стоит обжать. Это нужно делать для устранения различных раковин, пустот и трещин в структуре болванки. Процесс проводят следующим образом. Заготовку вытаскивают из горна и ударами молота проходят ее поверхности от середины до краев (сначала верхнего, а потом нижнего).
Прежде чем планировать изготовление вещей, стоит рассчитывать на то, что при обжимке заготовка потеряет часть своего объема в виде окалины. Она образовывается на поверхности болванки, откуда ее удаляют, используя инструменты: клещи и щетки.
Когда обжимка проведена, переходят к собственно поковке изделия. При этом используют различные приемы для получения нужной формы.
Чтобы на поверхности образовались утолщения, используют способ местной осадки. Также этот прием используют, если нужно уменьшить длину заготовки и сделать ее более толстой. Для этого мастер наносит удары сверху заготовки, расположенной в вертикальной плоскости. При этом металл будет деформироваться и утолщаться. Удобно делать полную обсадку, зажав разогретую заготовку в тисках, но нужно спешить, иначе металл будет очень быстро остывать от холодного приспособления для зажима.
После осадки опять нужно сделать обжимку, чтобы придать структуре однородность!
Одна из разновидностей осадки — высадка. Ее используют, когда нужно получить на поверхности изделия утолщения. Для этого нагрев заготовки делают только в месте высадки.
Если нужно, наоборот, удлинить заготовку, проводят так называемую протяжку. Используют три способа, которыми можно сделать этот прием. Наиболее простой — протяжка на плоских бойках. Для этого заготовку разогревают. Далее, ее проходят молотом по всей длине и, переворачивая на 90 градусов, делают ту же работу. Прием стараются проводить за один разогрев. Довольно часто используют такой подвид протяжки, как расплющивание по всей длине. Основные инструменты при этом молот или кувалда.

Иногда при ковке в домашних условиях нужно сделать в изделии сквозное или глухое отверстие. В таком случае используют прием прошивки. В качестве основного приспособления выступают пробойники различного сечения. При этом заготовку разогревают и укладывают на наковальню сверху круглого отверстия. Установив пробойник, по нему наносят удары. Прошивку можно делать как с одной стороны, так и с обеих.
Для разделения заготовки или изделия на части используют способ рубки. Нагревают металл до темно-красного цвета и, уложив его на наковальню, кузнечным зубилом рубят три четвертых его толщины. После чего поковку переворачивают и дорубают остаток, используя те же инструменты.
Также довольно часто в кузнечном деле использую способ гибки заготовок. Простые формы получают, используя в качестве основного приспособления наковальню с отверстиями. Более сложные кованые элементы формируют, изгибая заготовки на различных шаблонах.

Еще один прием, часто использующийся в художественной ковке — скручивание. Заготовку при этом разогревают и жестко фиксируют в тисках, другой конец проворачивают, используя как основное оборудование вороток.
Когда изделие готово нужно стабилизировать металл.
Стабилизация
Очень быстрое остывание материала кованого изделия приведет к неравномерной кристаллизации металла. Как следствие в структуре образуются напряжения, раковины и пустоты. Чтобы избежать таких отрицательных моментов, когда завершиться ковка металла в домашних условиях, нужно задать постепенное и равномерное остывание.

Небольшие поковки можно оставить в очаге горна, где металл будет остывать вместе с печью. Более массивные кованые изделия можно засыпать горячими углями и присыпать золой.
Чем более массивное изделие, тем более плавным должно быть остывание.
Обучиться ковке для начинающих лучше у опытного мастера. Существует много различных приемов и способов такой обработки и изготовления вещей, которые может показать специалист. Тем более при отсутствии практики довольно тяжело соблюдать технологии нагревания и стабилизации металла, без которых изделие либо не получиться, либо будет некачественным.
Однако ручная ковка не так сложна и простейшие вещи можно довольно быстро научиться изготавливать самостоятельно.
А что Вы можете дополнить к материалу этой статьи? Если у Вас имеется опыт обучения ковки в домашних условиях, поделитесь им в блоке комментариев к этой статье.
Горячая ковка металла
Горячую ковку металла можно без преувеличения назвать видом искусства. На начальном этапе подбирается металл. Затем определяется температура нагрева и в соответствии с технологией с помощью станков и инструментов выполняются осадка, протяжка, прошивка и другие операции. Горячую ковку можно выполнять и домашних условиях, для чего, как минимум, нужно соорудить горн и подобрать оптимальное топливо.
Где искать и как выбрать металл

Горячей ковке поддаются как цветные металлы, так и черные, например, сталь. Температура обработки зависит от их физических и химических свойств. Титан куется при 900-1600 °C, железо — при 800-1250 °C, медь — при 650-1000 °C, алюминий — при 400-480 °C. Сталь выбирается в зависимости от содержания углерода в своем составе (ГОСТ 380-71). Подходящие марки — Ст0, СТ1, СТ2 и другие. Для изготовления художественных изделий обычно используется стали ДО и 15.
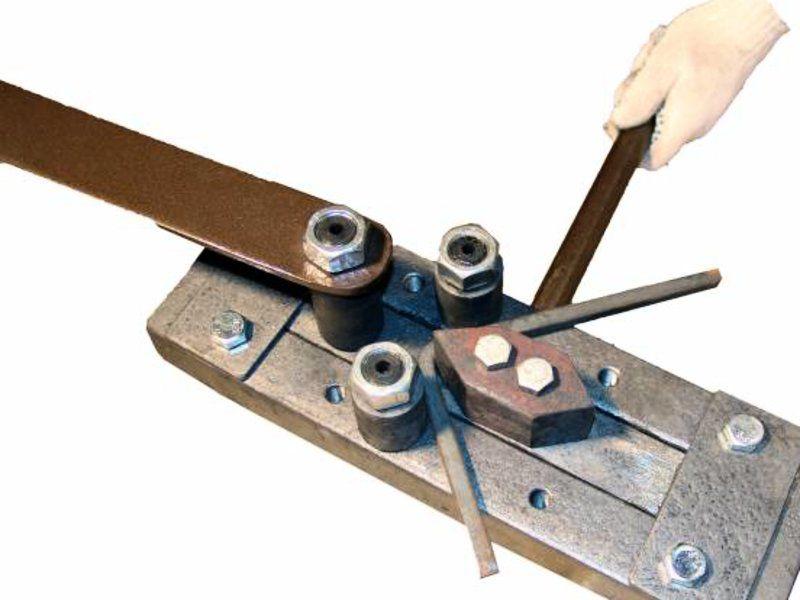
Таблица 1. Определение по искре марок сталей
Марки стали
Восприятие искры
Нити тонкие, разветвлений искр немного
Разветвлений мало, нити немного гуще, чем Ст3 (Ст2)
Нити острые, звездочек немного, ветви расходятся незначительно
Разветвлений звездочек уже больше
Ветви расходятся еще значительней
Концы нитей тонкие, звездочек и разветвлений много
Звезды густые и мелкие
Разветвление существенное, звездочки круглые, концы нитей острые
Мягкий и пластичный алюминий подходит для создания декоративных деталей: на его поверхности при подогреве появляется защитная оксидная пленка. Медь — универсальный материал, который куется и в холодном, и в горячем состоянии: применяется для оформления композиций под старину. Изделия из латуни выглядят элегантно, но температура ковкости этого металла находится в диапазоне 10 °C. Бронза отлично куется, обладает красивым оттенком: материал востребован при оформлении готических и классических интерьеров.
Важно: Домашние мастера могут купить прутки и другой прокат для горячей ковки в специализированных строительных магазинах. Но дешевле и практичней будет приобрести полуфабрикат на слесарном складе ЖКХ, в пункте приема металлолома, на участках возведения объекта.
Оборудование для ковки
Требуемая температура заготовки достигается с помощью горна или муфельной печи. Ковка разогретого металла выполняется на наковальне. Для изготовления из полуфабриката изделия используются кувалды, молотки, зубила и подсечки. А также подбойки, обжимки, гладилки, пробойники, плиты и клещи.
Используемые инструменты

Основная работа по деформации металла выполняется боевыми молотами: тупоносыми, остроносыми продольными и поперечными. Для управления ударами мастера и мелких работ используются кузнечные молотки. У них задки бывают шарообразными, поперечными и продольными. Для разделения металла используются зубила и подсечки. Если первые бьют по заготовке, то вторые при рубке вставляются в специальное отверстие в наковальни, сверху накладывается материал, затем операция выполняется ударным инструментом.
Нижние и верхние подбойки используются для удлинения заготовки за счет её сужения в поперечном сечении. Для сглаживания неровностей поковок и достижения их требуемых формы и размеров применяются обжимки. Задача гладилок заключается в выравнивании материала после ударов кувалдой. Для создания в поковках отверстий используются пробойники. Утолщения головок в стержнях выполняется с помощью многорядных и простых гвоздилень.
У формы — массивной плиты — имеется множество разных по конфигурации верхних отверстий и боковых ручьев. Первые нужны для пробивки скважин в заготовках. Вторые применяются для протяжки поковок. Для извлечения из горна раскаленных заготовок и их удерживания при ковке используются клещи.
Применяемые станки
Муфельная печь используется для разогрева заготовки до требуемой температуры. В конструкции имеется муфель — узел, который защищает полуфабрикат от соприкосновения с топливом (газом, углем, дровами, составами перегонки нефти) и продуктами сгорания. При ковке используются две печи: в одной элементы проходят весь цикл от нагрева до финишного этапа, в другой проходит процесс только до охлаждения. По ходу эксплуатации один муфель забирается, другой ставится на его место.

Кузнечный горн предназначен для нагрева заготовок. Его конструкция включает в себя 5 узлов:
- стойкий к воздействию огня ствол;
- оснащенный колосниковой решеткой очаг;
- система подачи воздуха и его отбора;
- предусмотренные для длинных заготовок рабочие окна;
- выводящий продукты горения дымоход.

Принцип действия горна основан на восстановительной способности углерода. Благодаря этому качеству заготовка не окисляется. Чтобы этот процесс не происходил, также следует настраивать подачу воздуха: его должно быть ровно столько, сколько нужно для сгорания углерода: если произойдет пресушивание, то металл станет излишне хрупким.

Технология метода горячей ковки стали
Ковка начинается с подогрева заготовки в муфельной печи или горне, затем горячий металл посыпается кузнечным флюсом. При обработке стали выполняются такие операции:
- по требуемым размерам раскаленный полуфабрикат разделяется на части;
- проводится прорубка — наружная обработка поверхности заготовки;
- отсекаются от металла лишние фрагменты, в результате получается черновой вариант изделия;
- выполняется вытяжка, после которой заготовка становится длинней и у́же;
- с помощью специнструмента пробиваются отверстия различной формы;
- если требуется, заготовке с помощью шаблона (или без него) придается нужный изгиб;
- на завершающей стадии после дополнительных операций выполняется отделка.
При горячей ковке выполняются осадка, высадка, протяжка, обкатка, раскатка, прошивка и разгонка. По ходу осадочных работ заготовка увеличивается в сечении и уменьшается в высоте. При высадке на поверхности делается утолщение. В этом случае длина полуфабриката также уменьшается. Протяжка — еще один кузнечный прием, при котором заготовка удлиняется и становится тоньше.
При прокатке разогретый материал обретает цилиндрическую форму: по ходу горячей ковки такого типа заготовка оборачивается вокруг своей оси. Раскатка предусматривает обработку кольцевого полуфабриката, который в процессе обработки меняет свои внутренний и наружный диаметры. При разгонке металлический предмет становится шире.
Внимание: Прошивка — операция, при выполнении которой получается сквозное отверстие с помощью пробойника.
Преимущества и недостатки горячей ковки
Метод горячей ковки не предусматривает изготовление однотипных изделий. Поскольку при этой трудоемкой работе затрачиваются значительные человеческие ресурсы, то уникальные художественные композиции стоят недешево.
Таблица 2. Преимущества и недостатки горячей ковки
Плюсы горячей ковки
Минусы горячей ковки
Эксклюзивность продукции: абсолютно одинаковые изделия отсутствуют
Низкая скорость изготовления
Широкий ассортимент: он ограничивается только фантазией кузнеца и заказчика
Доступно изготовить изделие любой дизайнерской сложности
Невысокая точность при соблюдении размера
К подбору исходного материала не выдвигаются строгие требования
Невозможность массового производства
После горячей ковки упрочняется металл
Обработанный горячим способом металл слабо подвергается коррозии и окислению
У продукции горячей ковки высокая престижность
Технология горячей ковки может подразумевать использование такого оборудования, как машинный, паровой или гидравлический молот. Но основная работа все равно выполняется руками.
Чем отличается холодная ковка от горячей
Холодная ковка — современный метод деформации металла. Изделия, производимые таким способом, носят преимущественно утилитарный характер — речи об эксклюзивности здесь идти не может. Причина в особенностях технологии: заготовки вырезаются на машинах, затем без нагрева гнутся на станках, после этого соединяются сваркой. Для создания холоднокованой продукции требуется значительно меньше времени, чем для изготовления композиций горячим способом. Что естественно, стоят они относительно дешево.
Горячая ковка — вид искусства, которое предусматривает изготовление вручную эксклюзивных, декоративных и функциональных изделий. По ходу работы металл разогревается до высочайшей температуры, после чего заготовкам придается нужная форма с помощью ручных инструментов и художественных приемов. В завершение готовое изделие погружается в холодную воду для закалки материала. Продукция горячей ковки стоит относительно дорого, поскольку в процессе трудоемкой работы требует высокого профессионализма мастера-кузнеца.
Горячая ковка металла своими руками
Как сделать горн для ковки в домашних условиях
Горны бывают твердо-, жидко- и газотопливные, стационарные и переносные, с очагом закрытым и открытым. В конструкции, работающей на газу, намного больше преимуществ, чем у аналогов. Среди плюсов: экономичный топливный расход, высокий КПД, отсутствие скапливания серы.
Газовый кузнечный горн, состоящий из печи и горелки, делается своими руками в таком порядке:
- для конструкции оборудования подыскивается металлическая емкость: в ее качестве можно использовать ведро или бочонок;
- под систему подачи газа сбоку проделывается отверстие, для чего используется электродрель с коронкой;
- из муфт и кусков труб собирается горелка;
- снизу емкости для ножек горна просверливаются отверстия: крепеж стоек выполняется гайками и длинными болтами;
- футеровка очага создается из алебастровой засыпки с добавлением песка и воды: для устройства внутренних стенок используется керамическая труба;
- после изготовления футеровки под подачу топлива проделывается отверстие.
Для создания газового горна также подходит огнеупорный кирпич. Он между собой скрепляется с помощью глины. В построенной конструкции под имеющуюся газовую горелку просверливается отверстие.
Важно: Пропанового топлива, продающегося в баллонах, будет достаточно для нагрева заготовок из большинства марок сталей до нужной температуры.
Подбор температуры для ковки стали
При правильном нагреве металла достигается ковочная температура, которая равномерно распределяется по длине и толщине, а также сохраняется целостность и образуется минимальный слой окалины. Эти условия выполняются, если достигнуты нужные параметры предела, продолжительности и скорости нагрева заготовки.
Таблица 3. Температурные ковочные интервалы для сталей и цветных сплавов

Перегревать заготовки нельзя, ибо на поковке образуются трещины и рваные участки. Скорость определяется теплопроводностью металла, которая зависит от химического состава и толщины обрабатываемого полуфабриката. На продолжительность накаливания влияют скорость нагрева и тип муфельной печи или горна.
Топливо для ковки металла дома
Газообразное топливо, быстро смешиваясь с воздухом, сгорает полностью, в результате металл фактически не окисляется при подогревании. Но при его использовании нужно иметь кузнечный горн закрытого типа и соблюдать правила безопасности. Жидкое топливо чаще используется для растопки нагревающего металл оборудования. Полноценно применяется редко, поскольку требует использования дорогостоящих устройств. Твердое топливо, если оно качественное, создает короткие языки пламя и хорошо спекается.
Внимание: У домашних мастеров наибольшей популярностью пользуется кокс, древесный и каменный уголь.

В домашних кузницах обычно используется древесный уголь. Это топливо имеет высокое качество, недорого стоит, но быстро сгорает, поэтому его требуется много. Каменный уголь в мелких зернах хорошо поднимает температуру, но по ходу ковки нужно постоянно следить за чистотой огня и высотой пламени. Стоимость кокса выше, но расход его в 4 раз меньше. Помимо того, при сгорании этого топлива с высоким КПД отсутствует копоть.
Ошибки при ковке в домашних условиях

Рис. Метод определения марки стали по искре
Если заготовку нагреть недостаточно, то в ней появятся трещины. Поэтому при горячей ковке дома требуется строго соблюдать температурный режим: переходить пределы интервала от tн до tк нельзя. Нужно предварительно, зная марку металла, сверится с таблицей 3. Если материал не покупался в магазине, а приобретался в пункте сдачи металлолома, рекомендуется по таб. 1 и вышеприведенном рисунке определить марку материала, исходя из цвета и внешнего вида искры.
Основы процесса ковки металла
Что в себя включает технология ковки металла, какое оборудование и приемы используются в самом старом виде металлообработки? Об этом далее.

Ковка металла, наряду с литьем, самая древняя технология по обработке материалов. Причем производить изделия таким способом человечество начало еще задолго до появления железа и стали. Первые кузнецы работали около 5-6 тысяч лет назад. Со временем технология лишь совершенствовалась и дополнялась новыми приемами. Сегодня ни одно производство не обходиться без обработки металла ковкой.
Что в себя включает технология ковки, какое оборудование и приемы используются в самом старом виде металлообработки?
Понятие ковки металла
Говоря простым языком, ковка — обработка металла, нагретого до ковочной температуры. Принцип технологии построен на физических свойствах любого материала, имеющего температуру плавления. Но прежде, чем будет достигнут этот порог, структура вещества станет более мягкой.
Каждый металл имеет свою температуру, при достижении которой он становиться более мягким, а, значит, и более податливым для обработки путем ковки.

Однако, существует также технология металлообработки, когда заготовку не нагревают, а куют холодной. Такой прием позволяет получить не менее прочные изделия, без нагревания заготовка прессуется и изгибается.В таблице указаны пределы температур, при которых тот или иной металл можно ковать.
Виды кузнечной обработки
- Свободная.
- Машинная.
- Штамповка.
Свободная ковка подразумевает то, что заготовки не ограничены никакими формами. Или же материал будет закреплен с одной стороны на наковальне. К этому технологическому приему относиться и ручная ковка металла, когда изделию придают форму, используя кувалду или молоток. Свободная ковка применяется как для производства отдельных продуктов, так и просто для улучшения качества материала.
При проковке поверхности заготовки улучшается свойство металла. Крупные кристаллы материала размельчаются, структура станет более мелкозернистой и однородной. К тому же, при поковке завариваются внутренние раковины, упрочняя тело заготовки.
Машинная ковка — более современный вариант обработки. Такая технология используется в массовой, тяжелой промышленности. При этом используют механизированные молоты (с массой от 40 килограмм до 5 тонн), ковочные машины или прессы. Вес заготовок и конечных поковок порой может достигать нескольких десятков тонн.

Штамповка. Такой технологический прием позволил сделать производство массовым. При изготовлении изделий металл ограничивается штампами и при деформации получает нужную форму.
Штамповка используется в массовом производстве, где важно получить большое количество продукции. Свободная ковка, как правило, используется в мелкосерийном и единичном производстве.
Оборудование и инструменты
Многовековое развитие такого вида металлообработки привело к появлению огромного количества инструментов и приспособлений. Но горячая ковка металла сохранила ту же технологическую линию, как и тысячи лет назад: нагревание, закрепление, деформация, закалка.
При изготовлении кованых изделий ручным способом используют практически те же наборы инструментов и оборудования, которые применяли мастера с зарождения этой технологии. Список следующий.
Кузнечный очаг или горн используется для нагревания материала до нужной температуры. Существует множество различных видов этого оборудования.
- Стационарные и переносные.
- Закрытые и открытые очаги.
- Топливные или электрические.
- Жидкостные, газо- или твердотопливные.
- С боковыми соплами подачи воздуха или центральной фурмой.
Наковальни — это массивные металлические столы, где собственно и происходит формирование заготовки. Состоят из основания, рога и наличника с отверстиями для гибки. Существует несколько разновидностей этого кузнечного приспособления, однако обязательно наличие стальной опоры с весом от 30 килограмм.
Клещи в ручной ковке мастер использует для оперирования заготовкой в процессе работы.
Молоты — основной инструмент, использующийся в кузнечном деле, могут иметь различную массу для работы с разными по габаритам заготовками.
Материалы и технология ковки
Самые первые изделия, изготовленные человеком путем ковки, были из меди. Это связано с двумя основными причинами. Во-первых, это был самый распространенный вид материала, который попадался в самородном (практически чистом) виде. Во-вторых, медь — самый ковкий металл, нижняя граница температуры, при которой ее можно ковать, равна 100°С, что вполне было доступно первобытным мастерам. Позже начали ковать бронзу и железо. А с появлением стали были отработаны приемы и технологии ее обработки.
Кузнечные приемы
Основные кузнечные операции, использующиеся в технологии ковки металла:
- Осадочные.
- Высадочные.
- Протяжные.
- Обкатки.
- Раскатки.
- Прошивки.
- Разгонки.
Осадочные кузнечные работы подразумевают уменьшение высоты заготовки и увеличение ее поперечной площади сечения.
Высадка, по сути, частичная осадка заготовки. Применяется, когда на поверхности металла нужно сделать некоторые утолщения. Добиваются этого за счет уменьшения длины заготовки.
Протяжка — еще один технологический прием обработки металла кузнечным способом. Такая операция подразумевает удлинение заготовки. При этом уменьшается поперечная площадь сечения.

Обкатка в кузнечном деле подразумевает собой придание заготовке формы цилиндра. В процессе деформации металла заготовка проворачивается вокруг своей оси.
Раскатка — обработка кольцевой заготовки. Когда нужно увеличить ее внутренний и наружный диаметры, металл раскатывают на оправке за счет уменьшения толщины стенок.
Прошивку в кузнечном деле применяют для получения сквозного отверстия за счет использования пробойника.
Разгонка — это операция получения более широкой заготовки. По сути, металл для ковки расплющивают на поверхности наковальни молотом, двигаясь поперек оси изделия.
Существует также множество других приемов, с помощью которых получают требуемые формы изделия.
Особенности кузнечной обработки стали
При изготовлении кованых изделий чаще всего использую сталь, как наиболее прочный материал, который без особых проблем можно обработать таким способом. Но при этом соблюдаются некоторые технологические особенности материала.
- Стальная заготовка должна нагреваться равномерно со всех сторон.
- Обязательно при ковке стали нужно соблюдать температурные рамки, которые зависят от твердости материала. Легированные инструментальные марки металла нельзя перегревать свыше 1000 градусов, мягкие — более 1300. Недостаточный нагрев также не способствует нормальной кузнечной обработке: во-первых, это затрудняет ковку стали, а во-вторых, в структуре изделия могут образовываться трещины и разрывы.
- Обязательно перед нагревом заготовки до температуры ковки металл предварительно нужно разогреть до показателя в 300 градусов.
До изобретения сварочных аппаратов кузнечным способом проводили и соединение металлических частей. Это делалось за счет сильного разогрева крепящихся концов заготовки и их последующего сдавливания ударами молота. Кузнечные сварные соединения использовались практически для любого доступного металла: меди, бронзы, серебра и железа.

Несмотря на развитие современных технологий, ковка металла остается одним из основных технологических приемов получения различных изделий. Кузнечным способом изготавливают различную продукцию. Усовершенствование такой обработки привело к массовому производству путем штампования по стандартной форме.
Значительно упростило изготовление кованых изделий появление машин, способных обрабатывать большие по весу и габаритам заготовки.
Пример работы в промышленных условиях можно посмотреть в предоставленном видео:
Несмотря на упадок и появление машинной штамповки, кузнечное дело не теряет своей популярности. Особенно пользуются спросом изделия художественной ковки.
А что Вы думаете по поводу материала этой статьи? Если у Вас есть опыт кузнечных работ и изготовления вещей путем ковки поделитесь им в блоке обсуждения к этой статье.
Приемы самостоятельной художественной ковки
Чаще в изделиях художественной ковки можно встретить следующие элементы: вензеля, завитки, волны, корзинки и окончания в виде пик. Как их сделать - далее.
Художественная ковка своими руками — один из видов ремесла, который не только не был задвинут технологическим прогрессом на задворки истории, но даже получил новый виток развития с появлением более современного оборудования.
Что нужно знать о самостоятельной ковке художественных элементов и какое оснащения потребуется для этого?
Технологии и приемы
Создание целого комплекса изображений и орнаментов из металла возможно двумя технологическими способами: горячей и холодной ковкой.
Горячая художественная ковка
Горячий способ более традиционный, с его помощью производили настоящие шедевры металлообработки, причем с использованием довольно-таки примитивного оборудования и инструмента. Сегодня, с развитием технологий, ковка с предварительным разогревом заготовок намного упростилась. Все чаще используют газовые горны, позволяющие контролировать температуру и равномерность нагревания. Стали распространенными пневматические молоты, ускоряющие ковку, а также широко применяются различные станки по обработке металла (рубке, резке, сверлению).

Несмотря на сложную технологию, в отличие от холодной ковки, горячая обработка позволяет производить более широкий спектр изделий, вплоть до мельчайших деталей цветов и листьев деревьев.
Приемы используют такие же, как и при производстве любых других деталей: раскатки, протяжки, прошивки, высадки, осадки и прочие.
Но сегодня все чаще в художественной ковке стали использовать более простые и доступные технологии холодной металлообработки.
Холодная художественная ковка
В последнее время стала популярной холодная ковка. Она более простая и требует минимум оборудования. К тому же, такой способ изготовления художественных декоративных элементов более простой в освоении. Не нужно знать о химических изменениях в структуре металла, а также о дополнительной закалке и его отпуске.

Самодельное оборудование для холодной ковки простое в исполнении и эксплуатации, а также довольно компактное. Да и сама мастерская чище, в отличие от традиционной кузницы, а изделия не загрязняются продуктами горения.
Верстаки для холодной обработки металла способны делать многие операции без нагревания заготовки быстрее, чем этот же процесс выполнялся горячей ковкой.
Горячая и холодная ковка в художественной обработке материалов могут совмещаться, ведь некоторые детали возможно создать только с нагреванием и проковкой, а другие элементы проще и быстрее изготовить на холодную.
Однако, чаще всего эти технологии используются отдельно, ведь комбинирование требует большее количество оборудования, которое не всегда можно приобрести или разместить в маленькой мастерской. Вследствие чего большее распространения получила холодная ковка, как более простой способ изготовления декоративного изделия.
Пошаговый алгоритм холодной ковки
Прежде, чем начинать изготовление художественных предметов, стоит подготовить некоторое специальное оборудование и материалы.
Оборудование для художественной ковки
Изделия формируются с применением двух основных процессов: прессования и гибки. Отдельно от них используется штамповка по готовым шаблонам.
На этом и построено большинство оборудования для холодной обработки металлов. Основные верстаки, имеющие широкое применение: гнутик, улитка, твистер, фонарик, глобус и волна.
Каждый из этих простых станков работает с прокатом металла (различные прутки, круги или квадраты). Причем ручное оборудование может задавать форму металлическим заготовкам с сечением 12-14 миллиметров.
Какие элементы производятся на этих верстаках?
Гнутик способен изгибать металл под углами или в дугу, одним или несколькими поворотами рычага. Основные элементы — это разного рода изгибы и волны.
Улитка, за счет формы своего кондуктора, закручивает заготовку по спирали. На ней производят волюту, завитки и другие элементы с витками спирали на концах.
Твистер, наоборот, закручивает длинную деталь вокруг своей оси. В итоге получаются элементы с завинченной поверхностью.
Устройство для изготовления волны Гнутик
Волна предназначена для изготовления волнообразных повторяющихся деталей. Частично такие же операции можно успешно выполнять на гнутике.
Фонарик по принципу устройства похож на твистер, однако изготавливает элементы, называемые корзинкой. Эти объемные детали производятся закручиванием заготовки на кондуктор в виде вала. Станок может вполне быть заменен твистером.
Глобус или объемник выполняет различные операции по изгибу заготовки в разных плоскостях, производя трехмерные детали.
Каждый такой станок для художественной ковки своими руками можно сделать самостоятельно, поискав нужную информацию и чертежи.
Пример простейшего ручного станка для завитков и разного рода вензелей показан в видео
Кроме такого узкоспециализированного оборудования, понадобится инструмент для резки металла (отрезной круг или болгарка), шлифовки и сварка для сборки деталей в единую композицию.
Изготовление элементов художественной ковки
Чаще всего в изделиях художественной ковки можно встретить следующие элементы: вензеля, отдельные завитки, волны, корзинки и окончания в виде пик или гусиных лапок. Как их сделать методом холодной ковки?
Завитки, вензеля и волюты
Такие элементы часто можно увидеть на оградах, решетках и подобных изделиях.
Для их изготовления нужно иметь станок улитку, заготовки из прутка или квадрата сечением от 8 до 14 мм (зависимо от оборудования) и, конечно, вспомогательный инструмент для резки и шлифовки.
Пошагово процесс выглядит так.
- Конец заготовки нужно сформировать под крепление кондуктора на станке. Это делается с разогревом и предварительной проковкой или прессованием на оборудовании.
- Подготовленный край вставляют в отверстие кондуктора и поворотом рычажного привода закручивают металл на шаблон. На один виток спираль делается за подход. Несколько закруток придется сделать за два три оборота.
Как это сделать показано на видео, предоставленном выше. За неимением такого оборудования витки можно попробовать сделать вручную. Для этого нужно иметь кусок трубы, на котором, разогретую газовым резаком, деталь изгибают ударами молотка.
Кручение
Разного рода крутени делают на твистере. По устройству это оборудование состоит из ворота с вращающейся головкой и ползунка с фиксатором заготовки.
- Пруток фиксируют в головке и ползунком регулируют нужную длину закрутки.
- Оборачивая ворот, металл закручивают вдоль оси на всем протяжении до ползуна.
Сам процесс нужно проводить аккуратно, без резких рывков ворота, чтобы не порвать заготовку, а спираль была закручена равномерно на всем протяжении.
Без станка твистера такую операцию можно сделать вручную. Деталь нагревают и, зажав один конец тисками, проворачивают вокруг оси подходящим инструментом. Однако качество может быть намного хуже.
Как выглядит и работает такое оборудование можно узнать из видео:
Корзинки
Один из самых сложных в изготовлении элементов холодной ковки. Для его производства используют станок под названием фонари. По устройству он похож на твистер. Только заготовки оборачивают вокруг шаблона в виде вала.
- В станок изначально вставляют две отдельные детали.
- Оборотами ворота их закручивают в объемную спираль.
Также такую деталь можно сделать без оборудования вручную. В качестве кондуктора применяют кусок трубы с приваренным на ней местом крепления конца прутка. Зафиксировав металл в тисках, его наматывают на шаблон. Способ более трудоемких и требует опыта работы. Как это делается показано на видео:
Волна
Такие детали делают на станках типа гнутик или волна. После установки заготовок в верстак оборотами привода их прокатывают, формируя волнообразную конфигурацию.
Такие же операции можно проделать и вручную на трубе в качестве кондуктора и молотка.
После изготовления отдельных элементов, их собирают в единую композицию при помощи электросварки, зачищают соединения и проводят окончательную отделку.
Декоративная окончательная отделка — это последний этап художественного производства.
Кованое изделие покрывают краской, золочением, патиной и прочими.
Для того, чтобы принять участие в обсуждении и поделится своим опытом в художественной ковке металлов, перейдите к комментариям, где вы можете дополнить информацию этой статьи собственными практическими знаниями.
Горячая ковка
Горячая ковка металла один из самых древних способов обработки металла. И надо отметить этот способ обработки металла не потерял актуальности до сих пор. Более того, можно смело утверждать, что горячая ковка переживает новое рождение.

Ручная горячая ковка
Причиной тому новое оборудование и методы обработки горячего металла, которые стали применять при работе с деталями.
Горячий метод ковки
Горячая ковка обеспечивает изготовление оригинальных и зачастую индивидуальных изделий. Металл необходимо разогреть до температуры порядка 1000 °C. При таких температурах, стальные заготовки теряют свою прочность, но зато приобретают повышенную пластичность и это позволяет мастерам кузнечного дела выполнять самые разные детали, которые затем применяют и в производстве, и в украшении интерьера.
Для выполнения горячей обработкой заготовки необходим следующий минимальный набор оборудования:
Наковальня для ковки металла Муфельная печь
Кроме этого мастеру потребуется определенное количество инструмента и приспособлений – молотки, молоты, щипцы, прижимы и пр.

Процесс работы с горячим металлом
Процесс работы с горячим металлом можно условно разделить на следующие основные операции:
- Разделение заготовки на части определенного размера.
- Обработка заготовки с наружной поверхности, такую операцию называют прорубка.
- Получение чернового варианта заготовки. Для этого мастер должен отсечь от нее лишний материал.
- Вытяжка – это удлинение заготовки путем уменьшения ее поперечного сечения.
- Пробой отверстий разной формы, для этой операции применяют специальный инструмент или отверстия уже проделанные в наковальне.
- При необходимости мастер в состоянии придать заготовке необходимый изгиб. Эта операция может выполняться и с применением шаблона, и без него.

Мастер чеканки по металлу
Надо отметить это далеко не полный список операций, которые выполняет кузнец во время работы над деталью. В любом случае, завершающая операция – отделочная. То есть во время ее выполнения можно создавать надписи, рельеф и чеканку и пр.
Выбираем металл
Заготовки, которые подвергают горячей ковке металла, должны быть изготовлены из таких материалов, которые при определенной температуре получают высокую пластичность, при некотором снижении прочностных параметров.
Алюминиевые сплавы Сталь конструкционная качественная углеродистая Медь Желтая латунь
Для получения изделий по технологии горячей ковки вполне допустимо применять такие металлы как стальные, алюминиевые, медные сплавы. Широко применяют латунь марки Л90, Л80 и пр. Наибольшей популярностью заслуженно пользуются такие материалы как сплав железа с углеродом. Этот сплав (сталь) обладает прочностью, которая возрастает по мере роста объема углерода. Но с другой стороны при насыщении его углеродом сталь может потерять пластичность и ковкость.
Титан Внешний вид титановых сплавов
В середине ХХ века, перед производственниками встали задачи по обработке титана и его сплавов. Они были решены после того, как были разработаны технологии по горячей ковке и штамповке этого материала.
Какие для ковки нужны инструменты
Ключевыми инструментами, применяемыми при горячей ковке являются молот, щипцы и некоторые другие.

Инструменты для горячей ковки
Ковка заготовок выполненных из стали требует от мастера определенных навыков и знаний в части термической обработки металлов. Все дело в том, что если заготовки передержать в горне, то последующая ковка может привести к образованию некоторых дефектов, например, трещины.
Если нагрев произведен до строго определенной температуры, например, 1 000 °, то применение специального кузнечного инструмента позволяет выполнять контролируемое изменение размеров и формы металла.
Для достижения необходимой температуры заготовки применяют горн или муфельную печь. Для повышения ее эффективности некоторые мастера устанавливают системы дополнительной подачи воздуха.

Наковальня — ключевой инструмент
Наковальня, как правило, выполняется в заводских условиях, так как в домашних условиях практически невозможно обработать кусок стали марки 45Л весом от 70 до 250 кг. Именно такие наковальни выпускает отечественная промышленность. Для работы с небольшими заготовками применяют ж/д рельс марки Р65.
Кстати, конструкции наковален определены в серии ГОСТ.
Кроме описанного оборудования в кузне должен находиться набор инструмента, включающий в себя:
- молотки разной массы и формы бойка;
- клещи с разной длиной рукоятей и формы губ;
- различного вида прижимы и пр.
Надо учитывать и то, что процесс охлаждения чаще всего выполняют непосредственно в кузне, для этих целей в помещении мастерской устанавливают емкость с жидкостью для охлаждения разогретой заготовки.
Процесс охлаждения заготовки при горячей ковки Емкость с жидкостью для охлаждения разогретой заготовки
Довольно часто в кузне можно встретить сварочный аппарат. На самом деле, сварку можно выполнить и с применением кувалды и при соблюдении определенных температурных режимов. Но это весьма трудоемкий и длительный процесс, поэтому многие мастера применяют традиционную электродуговую сварку. Другими словами, набор оборудования, который устанавливается в современной кузнечной мастерской, способен обеспечить полный производственный цикл, начиная от разработки эскиза и заканчивая сборкой готового изделия.
Достоинства и недостатки горячей ковки
Ковка металла, как впрочем, и любая другая технология обработки, обладает положительными и отрицательными свойствами. К первым можно смело отнести получение улученных механических свойств, особенно если сравнивать поковки с литьем.

Горячая ковка крупногабаритных изделий
Ковка позволяет обрабатывать заготовку с такими – габаритно-весовыми параметрами масса от 250 тонн, длина может быть от 10 метров и более.
При обработке разогретого металла в ручном или автоматическом режиме нет необходимости в прикладывании больших мускульных усилий.
Кузнечный труд может быть относительно легко автоматизирован и это приводит к снижению затрат на производство.
С другой стороны горячая ковка не самый производительный способ обработки металла. Кроме этого после такой обработки металла заготовка будет подвержена большому объему механических работ.
Действительно горячая ковка металла не самый сложный способ обработки деталей и при довольно небольших затратах можно организовать собственное кузнечное производство полного цикла.
В качестве сырья часто применяют пруты квадратного и круглого сечения, чушки и другие формы металла.
Так как кузнечный горн, довольно сложное и затратное оборудование, вместо него все чаще применяют муфельные печи. Они занимают меньшее количество производственной площади и вызывают меньше хлопот по установке и обслуживанию. Устройства этого типа более качественно поддерживают заданную температуру, контроллер управления позволяет выставлять временные границы нагрева и определять его скорость.
Использование муфельных печей позволяет достичь ровного прогрева заготовок до нужного состояния.
Как уже выше отмечалось в качестве наковальни можно использовать кусок тяжелого рельса.
Читайте также: