Техника выдавливания по металлу
Давильными работами следует называть процесс ротационной вытяжки ручным инструментом на простейших давильных станках. Этот способ использовался издревле для изготовления бытовых изделий. И сейчас используется для изготовления небольших деталей.
В прежние времена мастера кузнечных или слесарных дел не занимались этим способом обработки металлов, так как существовало много специальных мастерских по давильным работам. В настоящее время такими работами в России занимаются лишь на сравнительно крупных промышленных предприятиях, которые не могут изготовлять оригинальные изделия, необходимые для кузнеца-художника. В этом случае не остается ничего иного, как освоить также и этот способ обработки.
Для выдавливания металла необходимо прежде всего изготовить оправку необходимой формы. При малом объеме давильных работ оправку можно сделать деревянной, если же заказ включает большое число изделий, то оправку целесообразно сделать из металла. При выдавливании возникают большие давления и деревянная оправка может исказиться. Давильные работы выполняют на токарном станке, специально приспособленном для этой цели. Оправку укрепляют на шпинделе, а для выдавливания устанавливают упор, высота которого приблизительно соответствует высоте оси вращения шпинделя. В упоре должно быть несколько отверстий для опорного штифта, который в процессе выдавливания переставляют по мере необходимости.

Инструмент (давильники) для давильных работ изготовляют из стали, латуни, бронзы или дерева. Насадка должна быть длиной не менее 40 см, чтобы при работе можно было бы получать достаточное давление. Конец давильника имеет шарообразную форму, а для чистовой гладильной работы-более скругленную поверхность. Заготовка для выдавливания должна иметь форму круга диаметром, соответствующим диаметру изделия. Без труда выдавливаются заготовки из алюминия, остальные металлы требуют подготовки. Сталь, если идет речь о листе для подготовки, в других случаях необходим отжиг.


При выдавливании заготовок из меди, томпака или латуни отжиг необходимо повторять в процессе выдавливания несколько раз, так как эти металлы твердеют под действием теплоты, выделяемой в процессе деформации. Подготовленную заготовку укрепляют на оправке прижимом (прижимы нескольких диаметров изготовляют из дерева). Наибольшее усилие прижима необходимо при первых операциях, наименьшее — на заключительной стадии процесса. Прижим слегка прижимают острием конуса задней бабки к заготовке и оправке и пускают станок. Деревянным инструментом заготовку центрируют и только тогда затягивают прижим. Для собственно выдавливания на станке необходимо иметь опору, с помощью которой достигаются большие давления. Обычно для этой цели используют толстый хомут, который укрепляют на суппорте станка. Заготовку и инструмент протирают салом и начинают процесс выдавливания.






Внимание! Следует иметь ввиду, что процесс ручной давильной обработки требует высокой квалификации давильщика и его очень крепкого здоровья. При этом говорить о стабильности процесса не приходится, поэтому детали высокой точности не стоит пытаться изготавливать ручным способом. Обрабатывать возможно только достаточно тонкостенные детали из легко деформируемых сплавов. Обработка сплавов и толщин, требующих больших усилий может привести к тяжёлым травмам давильщика.
Ручная обработка уходит в прошлое и может рассматриваться, как кустарное рискованное производство. Современная технология предполагает применение специализированных токарно-давильных станков, имеющих высокую производительность, точность, стабильность качества.
СПРАВОЧНИК ТЕХНОЛОГА. История
Основы теории штамповки выдавливанием на прессах
В зависимости от характера течения металла в процессе штамповки выдавливанием можно выделить несколько технологических операций, применение которых (последовательно или одновременно) позволяет получить то большое многообразие поковок, штампуемых выдавливанием из сортового проката, которое необходимо для удовлетворения нужд производства.
Прямое выдавливание (прессование) —технологическая операция, в процессе которой происходит истечение металла 2, заключенного в замкнутую полость (контейнер 3), в направлении движения рабочего инструмента 1 через отверстие (очко матрицы), форма которого определяет поперечное сечение выдавливаемой части деформируемой заготовки (рис. 1.2, а, б). Прямое выдавливание применяют для получения сплошных поковок, форма которых соответствует стержню с утолщением на одном конце (например, поковок тарельчатых клапанов, шаровых пальцев, ступенчатых валов и др.), а также труб. В последнем случае в качестве исходной заготовки для выдавливания может быть использована труба (полая заготовка), которая насажена па оправку 4.
В процессе прямого выдавливания па стационарной стадии только часть заготовки, расположенная в воронке матрицы и вблизи нее, деформируется пластически. Для прямого выдавливания необходимо перемещение недеформируемой части заготовки относительно стенок контейнера. Это означает, что для преодоления сил контактного трения, возникающих на боковой поверхности контейнера и заготовки, следует приложить дополнительные силы и затратить дополнительную работу. По ходу выдавливания поверхность заготовки, на которой действуют силы трения, уменьшается, соответственно уменьшается сила, необходимая для ведения процесса.
Редуцирование — технологическая операция (разновидность прямого выдавливания), которая характеризуется тем, что схема напряженного состояния в поперечных сечениях стержня, расположенных выше и ниже очага пластической деформации, является одноосной и нормальное напряжение не превышает напряжение текучести (рис. 1.2, в). Это условие позволяет проводить редуцирование без использования контейнера, но накладывает ограничение на коэффициент редуцирования, который не может быть больше определенного значения, обусловленного длиной редуцируемого стержня, материалом а другими факторами.
Обратное выдавливание — технологическая операция, в процессе которой происходит истечение металла из замкнутой полости в направлении, обратном (встречном) движению рабочего инструмента, в зазор между пуансоном и матрицей со скоростью v или через отверстие в движущемся рабочем инструменте (рис. 1.3). Пуансон перемещается со скоростью г0, а скорость матрицы г>2 = 0. Обратное выдавливание применяют для изготовления поковок с полостями типа стаканов (например, поковки корпуса карданного подшипника, толкателя клапана, поршневого пальца и др.).
В процессе обратного выдавливания, как правило, не весь объем заготовки находится в пластическом состоянии. Недеформируемый объем заготовки, расположенной под торцом пуансона, неподвижен относительно стенок матрицы. Благодаря этому для установившейся стадии обратного выдавливания деформирующая сила постоянна. Поперечное сечение полой поковки может быть цилиндрическим, сферическим, коническим, прямоугольным и др., от чего зависят характер течения металла при выполнении ОПЕРАЦИИ и предельная глубина полости, получаемой за один переход.
Боковое выдавливание — технологическая операция, в процессе которой происходит истечение металла из замкнутой полости (контейнера) через отверстия в его боковой поверхности, а боковые полости (рис. 1.4). Боковое выдавливание применяют для изготовления поковок с боковыми отростками (например, поковок крестовины карданного вала, корпуса газосварочной аппаратуры [32], втулок с фланцами и др.).
Радиальное выдавливание — технологическая операция, в процессе которой происходит истечение металла из замкнутой полости (контейнера) через щель, расположенную по периметру боковой поверхности, в кольцевую полость (рис. 1.5). Радиальное выдавливание применяют для изготовления поковок с фланцами (например, поковок звездочки шестерни, крышки и др.) [29].
Характер течения металла в указанных выше основных операциях штамповки выдавливанием обусловлен многими факторами, в частности, в операциях прямого и обратного выдавливания направлением сил трения, которые могут способствовать течению или создавать дополнительное сопротивление. Направление сил трения влияет не только на силовые и энергетические параметры процессов выдавливания, но и на равномерность распределения деформаций в поковке, что определяет характер распределения и величины остаточных напряжений. Применение последующей термической обработки для снятия остаточных напряжений удорожает себестоимость поковок и приводит к включению в технологический процесс дополнительных отделочных операций. Разработка схем выдавливания с активным действием сил трения не только повышает стойкость инструмента, но и способствует улучшению качества поковок. В некоторых случаях изменение направления сил трения позволяет существенно повысить эффективность выдавливания, что будет показано ниже. На рис. 1.6 приведена схема обратного выдавливания тонкостенных стаканов с фланцами.
Заготовку осаживают между двумя пуансонами при их постепенном опускании; в результате выдавливаемый из-под торцов пуансонов металл образует стенку стакана. При этом на боковой контактной поверхности между заготовкой и матрицей возникают силы трения, направленные вверх. Такое действие сил трения называют активным. Эта схема выдавливания в некоторой степени напоминает схему чистовой вырубки.
В условиях бокового и радиального выдавливания .характер свободного течения металла в боковые полости зависит от условий деформирования — одностороннего или двустороннего. В случае одностороннего деформирования форма выдавливаемого бокового отростка или фланца не симметрична относительно его срединной поверхности. В случае двустороннего деформирования сохраняется симметрия форм, как и в случае простой осадки. Характер течения определяет различия в распределении деформаций, остаточных напряжений, в величинах силовых и энергетических параметров.
На рис. 1.7 приведен пример поковки, полученной штамповкой выдавливанием, которая включает последовательное выполнение редуцирования и радиального выдавливания. Для изготовления таких поковок необходимы определенные ограничения. Так, в данном случае для изготовления ступенчатого стержня с фланцем необходимо, чтобы в начале штамповки произошло редуцирование, а потом радиальное выдавливание.
Для получения полого стакана с ребрами необходимо боковое и, на заключительной стадии, обратное выдавливание. Классификация поковок, получаемых штамповкой выдавливанием, приведена в работах [5, 19, 29].
Штамповку выдавливанием применяют для получения поковок преимущественно из низкоуглеродистых к низколегированных сталей, в некоторых случаях из среднеуглеродистых. Прочностные характеристики металлов и сплавов являются решающим фактором, определяющим пригодность к холодной штамповке выдавливанием. Как правило, наибольший предел прочности на разрыв материала, пригодного для выдавливания в состоянии поставки, не должен превышать 600 МПа. Во многих случаях пригодность материала к холодной штамповке выдавливанием оценивают твердостью, которая в состоянии поставки должна быть 230 НВ. Показано [47], что повышение с 0,1 до 0,3% углерода в сталях приводит к увеличению удельной деформирующей силы выдавливания примерно на 25%. Режимы термической обработки для разных сплавов приведены в работе [47], согласно которым для среднеуглеродистых сталей необходима наиболее полная сфероидизация цементита. Размер зерен определяется, как правило, эксплуатационными свойствами деталей. Сопротивление деформированию сплавов с крупнозернистой структурой рассмотрено ниже.
Для успешного применения штамповки выдавливанием важен правильный выбор смазочного материала, который должен способствовать снижению удельной силы выдавливания и повышению качества поверхности. Смазочный материал должен быть достаточно прочным, пластичным и термостойким, чтобы обеспечить разделение поверхностей инструмента и деформируемой заготовки в процессе деформирования. При выдавливании сплавов меди в качестве смазочных материалов используют графит с индустриальным маслом, а при выдавливании алюминия—минеральное масло или графит. Недостаток первого — выдавливается с контактной поверхности, а второго — ухудшает внешний вид поковки. Если требуется получить полированную поверхность алюминиевых поковок, то выдавливание осуществляют без смазки.
На производстве для холодного выдавливания углеродистой стали используют покрытия фосфатом цинка с последующим омыливанием. Технология фосфатированвя стальных заготовок разработана в ЭНИКмаше [5, 47]. Стали, легированные никелем, и коррозионно-стойкие, оксалатируют [42]. Толщина фосфатного слоя зависит от качества подготовки поверхности стали, предназначенной для холодной штамповки выдавливанием, удельной силы выдавливания, температурно-скоростных условий, величины деформации. Наименьшая толщина фосфатного слоя 10 мкм, наибольшая 50 мкм.
Прессование металла
Сущность процесса прессования заключается в выдавливании металла , заключенного в замкнутую полость, через отверстие меньшего сечения, чем площадь сечения исходного металла. Прессование применяют для изготовления прутков, труб и изделий сложных профилей. Наружные размеры и форма каждого профиля определяются размерами и формой отверстия матрицы ( рис. 127 ), а внутренняя — формой и наружными размерами иглы 4.
Рис. 127. Схема прессования: а — по прямому методу; б — по обратному; в — трубы; г — профиля, полученные прессованием.
При прессовании заготовку помещают в контейнер 2, с одной стороны которого установлена матрица 5, через отверстие матрицы с помощью пуансона 1 выдавливается металл заготовки. Профиль получаемой продукции при работе на данной матрице будет постоянным на всей длине.
При движении пуансона с некоторой скоростью, называемой скоростью прессования, металл из матрицы будет выходить со скоростью истечения во столько раз большей, во сколько площадь поперечного сечения контейнера будет больше площади отверстия в матрице.
Прессованию подвергают алюминий, медь и их сплавы, а также цинк, олово, свинец и др. Для прессования стальных профилей исходным металлом служат специально подготовленные заготовки. Процесс прессования осуществляется при температурах горячей обработки. Прессование осуществляется почти исключительно на гидравлических, горизонтальных прессах. Усилие применяемых для прессования прессов достигает 15 000 Т.
Применяют два метода прессования — прямой ( рис. 127, а ) и обратный ( рис. 127, б ). При прямом методе прессования течение металла совпадает с направлением движения пуансона; при обратном методе прессования металл течет навстречу направлению движения пуансона.При прессовании по прямому методу затрачивается большее усилие, чем при прессовании по обратному методу, так как в этом случае оно расходуется на выдавливание металла и на преодоление трения металла о внутренние стенки контейнера. При обратном методе прессования смещение исходного металла относительно внутренних Стенок контейнера не происходит, а потому усилие расходуется только на выдавливание металла через отверстие матрицы.
При обоих методах прессования имеет место отход металла на прессование: при прямом методе 12 — 15%, при обратном 5 — 6% от веса слитка, получающийся вследствие того, что полностью выдавить из контейнера заложенный в него металл невозможно. Пресс-остаток при обратном методе прессования всегда меньше пресс-остатка, получакщегося при прямом методе. Однако обратный метод получил ограниченное применение из-за сложности конструкции пуансона, который оказывает влияние на конструкцию пресса.
При прессовании труб ( рис. 127, в ) заготовка должна иметь сквозное отверстие. Это отверстие может быть получено на другом прессе, но также может быть прошито и на том же прессе, на котором осуществляется сам процесс прессования.
Особое внимание при прессовании уделяют нагреву металла и очистке его от окалины, так как заготовки с окалиной резко снижают стойкость матриц. Прессованием можно получить трубы, прутки простых профилей, а также разнообразные профили ( рис. 127, г ).
К достоинствам метода прессования можно отнести:
- более высокую точность профилей, по сравнению с аналогичными профилями, получаемыми при прокатке;
- возможность избежать малопроизводительных отделочных операций;
- высокую производительность;
- возможность получения сложных профилей.
Наряду с достоинствами у прессования есть и существенные недостатки: значительный износ инструмента, большой отход металла, особенно припрессовании труб большого диаметра.
Техника выдавливания по металлу
Прессование (выдавливание) полых деталей по сравнению с обычной вытяжкой и вытяжкой с утонением позволяет снизить общую трудоемкость изготовления в 3—4 раза, затраты на штампы в 2—3 раза, получить значительную экономию материала, а значит, и значительно снизить себестоимость изготовляемых деталей.
Метод холодного выдавливания позволяет изготовлять детали с минимальным припуском, повышенной прочности и с хорошим качеством поверхности.
Применяемый для холодного прессования металл должен обладать хорошей пластичностью, низким пределом текучести, большим удлинением.
Исходная структура должна быть мелкозернистой и равномерной (диаметр зерна для стали 0,02—0,04 мм, для алюминия 0,05—0,08 мм).
Холодное выдавливание в настоящее время применяют для деталей из алюминия А0, А5, АД1, АД, сплава АМц, дюралюмина Д16, меди M1, М2, МЗ, латуни Л62, Л68, цинка Ц1, Ц2 и ЦЗ, магниевых сплавов и мягкой стали, конструкционных сталей, содержащих до 0,45% углерода, и низколегированных сталей.
Номенклатуру материалов, из которых изготовляют детали, особенно сталей, ограничивает высокое удельное давление при холодном прессовании.
При удельных давлениях свыше 220 кг/мм 2 и допускаемой деформации менее 75% за одну операцию стойкость штампов низкая, а следовательно, процесс нерентабелен.
Прессование используется для изготовления осесимметричных полых деталей с различной формой дна, с гладкой и ступенчатой внутренней поверхностью, с двойными кольцевыми стенками; осесимметричных деталей со сплошным стержнем: с головкой различной формы, с различной ступенчатостью стержня (наружной поверхностью) и с продольными ребрами на наружной поверхности; биметаллических деталей, т. е. деталей, имеющих вставку из другого материала в виде шпилек, выступающих из конца трубчатых деталей, втулок, соединений с охватывающими их деталями и т. д.
Формы деталей, получаемых холодным выдавливанием, приведены на рис. 1 а—г.
Размеры деталей, получаемых холодным прессованием, лимитируются мощностью наличного оборудования и стойкости рабочих частей штампов.
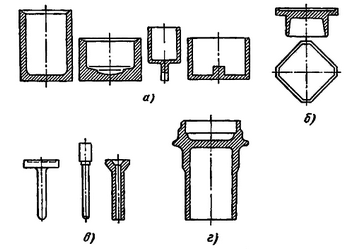
Рис. 1. Детали, полученные холодным прессованием
Чертеж детали, подлежащей выдавливанию, необходимо проверить на возможность изготовления и правильность сопряжения поверхностей.
На основании этого чертежа составляется чертеж заготовки, получаемой в результате холодного выдавливания.
На чертеже заготовки предусматриваются припуски на последующую обработку (обрезку, обточку, расточку).
Припуск на механическую обработку предусматривается в тех случаях, когда класс точности и шероховатость поверхностей должны быть более жесткими по сравнению с теми, которые могут быть обеспечены холодным выдавливанием или когда нельзя получить некоторые элементы конфигурации детали (канавки, безрадиусное сопряжение поверхностей, тонкие стенки или тонкое дно).
Стальные детали в основном изготовляют малых размеров со стенками толщиной более 0,7 мм.
Для выдавливания наиболее целесообразно использовать шарнирно-коленчатые и чеканочные прессы с большим ходом или быстроходные кривошипные двухстоечные прессы с П-образной станиной, с числом ходов до 150 в минуту, с ходом ползуна 200—300 мм, гидравлические прессы и, в порядке исключения, эксцентриковые прессы.
Наряду с прессами, имеющими вертикальное исполнение, применяют горизонтальные прессы типа ДА-120, А-121Б, АА129 и др.
Чтобы избежать применения больших усилий, заготовки иногда нагревают (при прессовании деталей из цинка, магниевых сплавов нагрев заготовок обязателен независимо от усилия).
Кроме снижения потребного усилия, нагрев заготовки позволяет повысить допустимую степень деформации.
Существует три способа прессования: п р я м о й, о б р а т н ы й, к о м б и н и р о в а н н ы й (рис. 2).
При прямом способе (рис. 2 а) направление течения материала совпадает с направлением движения пуансона, при обратном (рис. 2 б) течение материала обратно движению пуансона и при комбинированном (рис. 2 в) материал течет одновременно и в направлении движения, и в обратном направлении.
В последнее время начинает применяться еще один способ, получивший название радиального прессования (рис. 2 г).
Он представляет собой сложный случай комбинированного выдавливания, когда формоизменение происходит с помощью специального инструмента — фасонных плашек, которые, вдавливаясь со всех сторон в заготовку в направлении к ее центру, заставляют течь металл 1 в полости, образующейся между плашками 2.
Для этого способа применяются клиновые штампы.
Характер изменения усилий при прямом холодном прессовании показан на рис. 2 а.
В первой стадии прессования, характеризующейся непрерывным возрастанием давления, происходит осаживание заготовки с постепенным заполнением объема между матрицей и пуансоном.
Вблизи выходного отверстия матрицы объем металла захвачен наиболее интенсивной пластической деформацией.
Этот объем, имеющий определенную форму и размеры, принято называть очагом деформаций.
В данном случае в начальный момент прямого прессования очаг деформации сосредоточивается вблизи выходного отверстия матрицы.
При дальнейшем продвижении пуансона металл начинает вытекать в кольцеобразный зазор между матрицей и пуансоном.
Во второй стадии прессования металл продолжает течь в зазор между матрицей и пуансоном.
В период уменьшения высоты заготовки на 2/3 усилие прессования остается почти постоянным.
Это объясняется тем, что размер очага деформации не изменяется.
Пластическая деформация охватывает не весь объем металла.
Слои металла, непосредственно прилегающие к углам матрицы, составляют так называемую «мертвую зону».
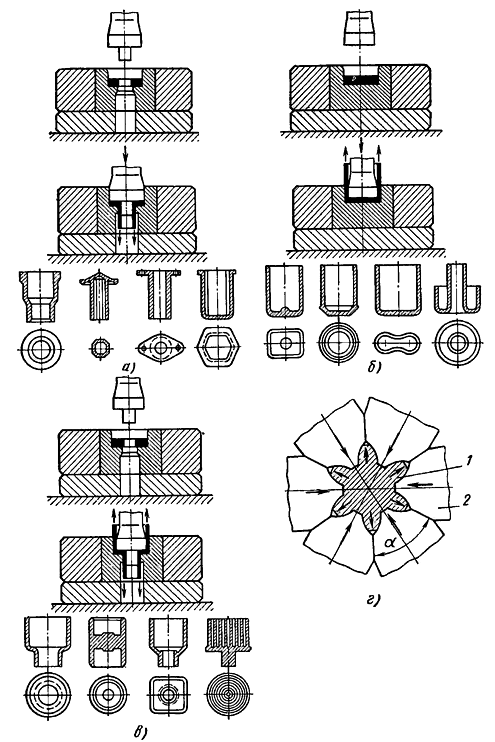
Рис. 2. Способы холодного прессования
В третьей стадии прессования течение металла сопровождается понижением усилия.
Это понижение усилия прекращается в момент, когда толщина дна заготовки становится равной толщине стенки штампуемой детали.
Причиной падения усилий прессования является начало движения в слое металла мертвой зоны, которое сопровождается выделением тепла и уменьшением силы трения металла о матрицу.
В четвертой стадии при дальнейшем прессовании металла, когда толщина дна заготовки становится меньше толщины стенки детали, наблюдается резкое возрастание усилия.
В этот период очаг деформации охватывает всю толщину заготовки, причем поверхностные слои металла текут медленнее внутренних, что увеличивает трение и приводит к росту усилия.
При продолжении процесса может произойти поломка инструмента, так как в штампуемом металле возникает повышенный наклеп, вызываемый высокими удельными давлениями.
Характер изменения усилий при обратном прессовании показан на рис. 2 б.
В первой стадии с момента соприкосновения пуансона с заготовкой происходит осадка последней до полного заполнения объема между торцом пуансона и дном матрицы.
Эта стадия характеризуется непрерывным увеличением напряженного состояния металла и ростом неравномерности распределения деформации.
В результате этого усилие выдавливания резко возрастает.
Вторая стадия характеризуется началом истечения металла в зазор между матрицей и пуансоном, сопровождающегося увеличением очага пластической деформации и увеличением поверхности трения по мере заполнения металлом зазора, вследствие чего усилие выдавливания продолжает возрастать.
Усилие прессования возрастает до тех пор, пока металл не пройдет пояска пуансона (т е. до тех пор, пока высота стенки выдавливаемой детали не превысит ширины пояска пуансона).
В третьей стадии металл продолжает выдавливаться в зазор между пуансоном и матрицей.
В этой стадии величина и форма очага деформации, перемещающегося по высоте заготовки, остаются постоянными.
При этом остается практически постоянной и величина поверхности трения, так как она ограничена шириной пояска пуансона.
В связи с этим усилие выдавливания сохраняется практически постоянным.
Третья стадия в дальнейшем будет называться установившейся стадией процесса выдавливания.
Она продолжается до тех пор, пока толщина дна и толщина стенки детали не станут равными.
В четвертой стадии в зазор между пуансоном и матрицей вытесняются слои металла, прилегающие к торцу пуансона, при этом толщина дна детали становится меньше толщины стенки детали.
Очаг деформации распространяется в этой стадии на весь объем металла, лежащего между торцом пуансона и дном матрицы, что вызывает резкое повышение усилий выдавливания.
На величину усилия при прессовании оказывают влияние:
1) Механические свойства материала заготовки: чем ниже предел текучести материала заготовки, тем меньше усилие при заданной степени деформации.
Помимо предела текучести, следует учитывать и способность материала к упрочнению.
Наиболее полную картину влияния свойств материала на усилие можно получить из диаграмм истинных напряжений.
2) Отношение между толщиной стенок или толщиной дна детали и толщиной заготовки: чем меньше это отношение, тем большее требуется усилие; величины радиуса сопряжения дна (фланца) и стенок.
Существуют оптимальные соотношения между радиусом и остальными геометрическими параметрами, выше и ниже которых усилие прессования увеличивается.
3) Отношение F / F - f (F и f — площади заготовки и пуансона): чем больше это отношение, тем больше усилие.
4) Способ прессования: прямой, обратный или комбинированный.
При прессовании по комбинированной схеме удельное давление меньше, чем при прессовании по прямой и обратной схемам.
5) Форма рабочего профиля инструмента.
При любом из способов прессования конфигурации детали существует оптимальная форма инструмента, при которой величина усилия наименьшая; при прямом прессовании необходимо, чтобы матрица имела входной конус с углом 90—110°.
Если конус отсутствует, удельное давление на 15—20% больше.
При обратном прессовании торец пуансона должен быть.конусным, углы конуса 172—176°.
6) Состояние поверхности заготовки и рабочих деталей штампа: чем меньше шероховатость поверхности заготовки и рабочих деталей штампа, тем меньше усилие.
Обычно рабочие детали штампа, участвующие в формоизменении, полируются до зеркального блеска (шероховатость поверхности по 12 или 13 ой степени точности поверхности - ГОСТ 2789—73).
7) Наличие и тип смазки: удачно выбранная смазка понижает потребное усилие, отсутствие смазки приводит к надрывам и царапинам на поверхности штампуемых деталей и быстрому выходу штампов из строя из-за налипания деформируемого металла.
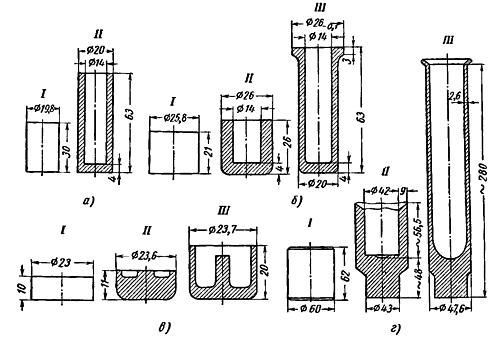
Рис. 3. Примеры холодного прессования стальных деталей
Брак при прессовании может быть вызван плохим качеством материала заготовок и инструмента, а также недостаточно хорошей подготовкой материала и неточностью установки инструмента.
Недостаточная полировка рабочих частей пуансона и матрицы приводит к неудовлетворительной шероховатости поверхности получаемых деталей.
Плохо подготовленная поверхность пуансона и матрицы затрудняет съем деталей, а иногда делает его совершенно невозможным.
Затрудненный съем деталей ведет, в свою очередь, к искривлению отпрессованных деталей.
На качество прессуемых деталей большое влияние оказывает смазка.
При работе без смазки тонкая пленка металла заготовки налипает на инструмент, в результате чего на деталях образуются задиры.
Излишняя смазка вызывает вибрацию пуансона в момент удара его о заготовку; поверхность стенок детали приобретает волнистость, которая часто вызывает поперечные разрывы.
Неточная установка инструмента ведет к разностенности и даже разрыву стенок детали.
Металл течет в зазор в месте, где стенка толще, значительно быстрее, вследствие чего отдельные участки детали получаются различной высоты.
Большая разница в зазоре ведет к разрыву детали.
При проектировании штампов обратного прессования должны быть предусмотрены массивная опора и колонки большого диаметра, обеспечивающие строгое направление движения рабочих деталей штампа.
Смещение или перекос инструмента в процессе прессования дает неравномерный зазор между пуансоном и матрицей, что приводит к местному выпучиванию.
Неравномерный отжиг ведет к глубоким разрывам стенок детали, так как при этом заготовка приобретает различную пластичность в отдельных местах, что вызывает разную сопротивляемость к истечению.
Отжигу подвергают детали для придания металлу мелкозернистой структуры (величина зерна 7 - 8 баллов по ГОСТ 5639 - 82).
Структура улучшенного металла - феррит с равномерно распределенными зернами перлита.
Глубокие царапины, шероховатость на поверхности отпрессованных деталей — следствие больших заусенцев, неровной боковой поверхности вырезанных заготовок на штампах, имеющих большой зазор.
На качество полученной детали влияет также галтовка абразивной крошкой, занимающей 60% объема галтовочного барабана.
После галтовки заготовки фосфатируют и смазывают.
Смазка - 80% мыльной эмульсии, 15% коллоидного графита, 5% мела или 10%-ная мыльная эмульсия, подогретая до 40 °С.
Читайте также: